零件品质抽查表
主要零部件检验记录表
阿尔泰机械电子科技有限公司
主要零部件抽检记录表
(立体车库)
编制:审核:批准:日期:
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录。
新产品零件检验记录表
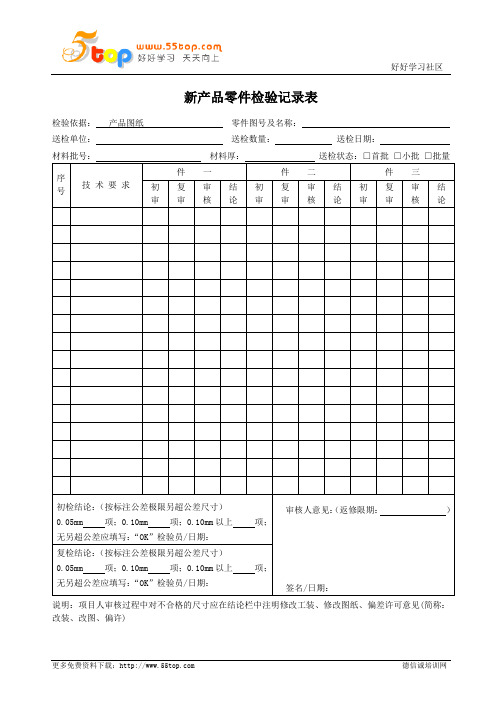
检验依据:产品图纸零件图号及名称:
送检单位:送检数量:送检日期:
材料批号:材料厚:送检状态:□首批□小批□批量
序号
技术要求
件 一
件 二
件 三
初审
复审
审核
结论
初审
复审
审核
结论
初审差尺寸)
0.05mm项;0.10mm项;0.10mm以上项;
无另超公差应填写:“OK”检验员/日期:
审核人意见:(返修限期:)
签名/日期:
复检结论:(按标注公差极限另超公差尺寸)
0.05mm项;0.10mm项;0.10mm以上项;
无另超公差应填写:“OK”检验员/日期:
说明:项目人审核过程中对不合格的尺寸应在结论栏中注明修改工装、修改图纸、偏差许可意见(简称:改装、改图、偏许)
零件质量跟踪检验表

机组Uite:1#
产品名称
DRAWING NAME
PIVOTING RAIL
组件名称
ASSEMBLY NAM
^earthquakePROOFstf忙
零件名称
PART NAME
STRUT PLATE REMOVABLE
零件图号及版本
DRAWING No.a nd Rev.
CCB1132001A_76G001-C
制造有限公司
FvfVjClVl
零件跟踪检验记录表
Dimensional Inspections Record文件编码Doc.CODE:XXXX
页数Page:3/5
机组Uite:1#
产品名称
DRAWING NAME
PIVOTING RAIL
组件名称
ASSEMBLY NAM
^earthquakePROOFstf忙
零件名称
PART NAME
STRUT PLATE REMOVABLE
零件图号及版本
DRAWING No.a nd Rev.
CCB1132001A_76G001-C
;依据公差
' Tolera nee
Welding:ISO 13920 Maehining:ISO 2768 mk-E
材料牌号
GRADE
Q345D
检测结果 合格/不合格con forma nee or noncon forma nee
不符合项编码
NCR No.
修复计划
Repair pla n
备注
Remark
1
115±0.3(左/left)
2
115±0.3(右/right)
(完整版)产品质量检验情况检查表
(完整版)产品质量检验情况检查表
1. 前言
此文档旨在记录产品质量检验的情况,以确保产品的质量符合标准要求。
2. 产品信息
产品名称:
产品型号:
生产日期:
生产批次:
3. 检验内容
3.1 外观检查
- 外包装是否完好无损。
- 产品外观是否符合设计要求。
- 是否存在明显的划痕或破损。
3.2 尺寸检查
- 产品尺寸是否符合规定标准。
- 部件之间的间距是否一致。
- 支撑结构是否健全。
3.3 材料检查
- 产品所使用的材料是否符合要求。
- 是否存在使用次品材料的情况。
3.4 功能检查
- 产品的各项功能是否正常。
- 是否存在操作不便或功能缺陷的情况。
4. 检验结果记录
4.1 外观检查结果
- 检查日期:
- 检查人员:
- 外观检查结果:合格/不合格
4.2 尺寸检查结果
- 检查日期:
- 检查人员:
- 尺寸检查结果:合格/不合格
4.3 材料检查结果
- 检查日期:
- 检查人员:
- 材料检查结果:合格/不合格
4.4 功能检查结果
- 检查日期:
- 检查人员:
- 功能检查结果:合格/不合格
5. 结论
根据以上检查结果,评估产品质量是否符合标准要求。
如有发
现不合格情况,请采取相应措施进行整改和改进。
6. 备注
在此处记录检查过程中的其他重要事项或需要特别注意的事项。
7. 审核人签名
审核人:签名日期:。
脚手架主要构配件质量抽测情况表

对接扣 件
扭力矩 (N·m)
备注
2
3
各类扣件各抽3个,测试扣件
4
的质量(测试方法:将扣件
扭力矩紧固至65N·m时是否
5
发生破坏);上表填写的数
值为扣件发生破坏时的扭力
6Hale Waihona Puke 矩值。78
9
10
注:1、钢管壁厚采用十字法进行测量,取四点测量值的平均值; 2、外脚手架与模板支架钢管各抽测10根,若外脚手架与模板支架所用钢管为同一批管材时,可只抽测10根钢管; 3、可调托撑抽测10根,测量螺杆外径、支托板厚度及螺杆与支托板焊缝高度(焊缝高度测最小值,且不得小于5mm)。
表3
脚手架主要材料、构配件质量抽测情况表
项目名称:
序号 外径 (mm)
1
外脚手架钢管 壁厚(mm)
1234
外径 平均 (mm) 值
模板支架钢管 壁厚(mm)
1234
抽测日期:
可调托撑
直角扣 件
平均 值
外径 (mm)
托板 厚度 (mm)
焊缝 高度 (mm)
扭力矩 (N·m)
旋转扣 件
扭力矩 (N·m)
项目 经理 (签
总监 (签 字)