四列圆柱滚子轴承游隙说明
(整理)轴承游隙分析
轴承游隙所谓轴承游隙,即指轴承在未安装于轴或轴承箱时,将其内圈或外圈的一方固定,然后便未被固定的一方做径向或轴向移动时的移动量。
根据移动方向,可分为径向游隙和轴向游隙。
运转时的游隙(称做工作游隙)的大小对轴承的滚动疲劳寿命、温升、噪声、振动等性能有影响。
测量轴承的游隙时,为得到稳定的测量值,一般对轴承施加规定的测量负荷。
因此,所得到的测量值比真正的游隙(称做理论游隙)大,即增加了测量负荷产生的弹性变形量。
但对于滚子轴承来说,由于该弹性变形量较小,可以忽略不计。
安装前轴承的内部游隙一般用理论游隙表示。
游隙的选择从理论游隙减去轴承安装在轴上或外壳内时因过盈配合产生的套圈的膨胀量或收缩后的游隙称做“安装游隙”。
在安装游隙上加减因轴承内部温差产生的尺寸变动量后的游隙称做“有效游隙”。
轴承安装有机械上承受一定的负荷放置时的游隙,即有效游隙加上轴承负荷产生的弹性变形量后的以便称做“工作游隙”。
如图1所示,当工作游隙为微负值时,轴承的疲劳寿命最长但随着负游隙的增大疲劳寿命同显著下降。
因此,选择轴承的游隙时,一般使工作游隙为零或略为正为宜。
图1工作游隙与疲劳寿命的关系另外,需提高轴承的刚性或需降低噪声时,工作游隙要进一步取负值,而在轴承温升剧烈时,工作游隙则要进一步取正值等等,还必须根据使用条件做具体分析。
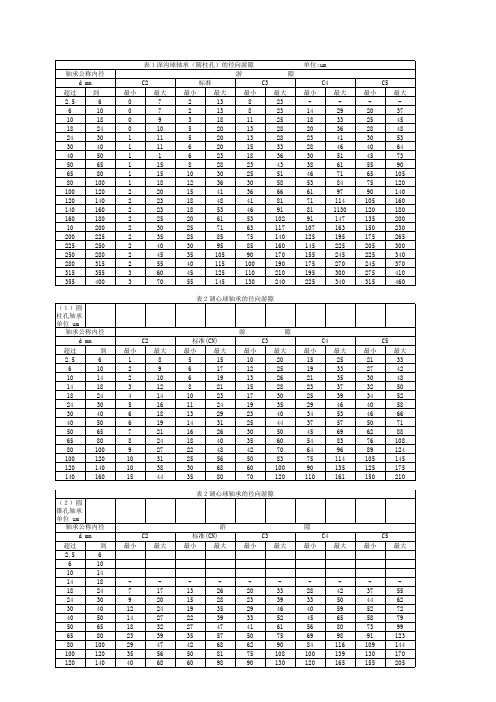
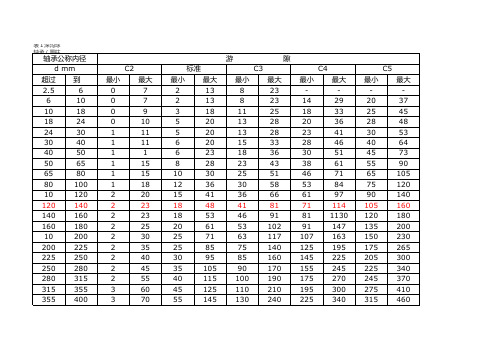
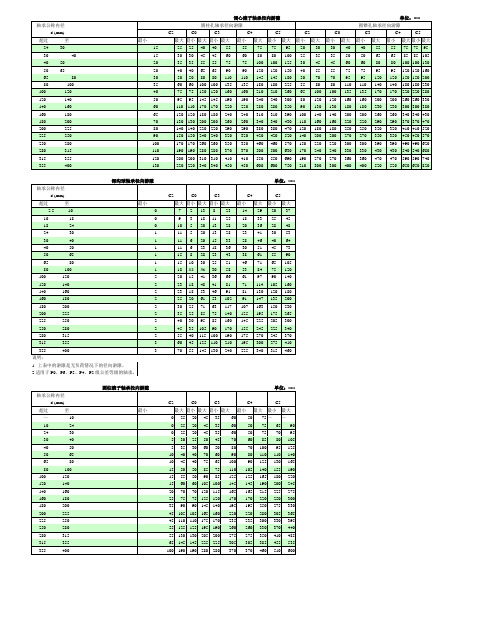
表1深沟球轴承(圆柱孔)的径向游隙单表2调心球轴承的径向游隙表2调心球轴承的径向游隙表3圆柱滚子轴承的径向游隙表4调心滚子轴承的径向游隙(1)圆柱孔轴承单位 um表5四列圆柱滚子轴承的径向游隙(圆柱孔)单位 um内径代号:一般情况下轴承内径用轴承内径代号(基本代号的后两位数)×5=内径(mm),例:轴承6204的内径是04×5=20mm 。
常见特殊情况:一当轴承内径小于20mm轴承内径尺寸为(mm)10 、12 、15、17对应内径代号为00 、01、02、03二当轴承内径小于10mm,直接用基本代号的最后一位表示轴承内径尺寸;例:轴承608Z,用基本代号‘608’的最后一位8作内径尺寸,轴承608Z的内径为8mm。
轴承游隙的分类及标准
轴承游隙的分类及标准所谓轴承游隙,即指轴承在未安装于轴或轴承箱时,将其圈或外圈的一方固定,然后便未被固定的一方做径向或轴向移动时的移动量。
根据移动方向,可分为径向游隙和轴向游隙。
运转时的游隙(称做工作游隙)的大小对轴承的滚动疲劳寿命、温升、噪声、振动等性能有影响。
测量轴承的游隙时,为得到稳定的测量值,一般对轴承施加规定的测量负荷。
因此,所得到的测量值比真正的游隙(称做理论游隙)大,即增加了测量负荷产生的弹性变形量。
但对于滚子轴承来说,由于该弹性变形量较小,可以忽略不计。
安装前轴承的部游隙一般用理论游隙表示。
游隙的选择从理论游隙减去轴承安装在轴上或外壳时因过盈配合产生的套圈的膨胀量或收缩后的游隙称做“安装游隙”。
在安装游隙上加减因轴承部温差产生的尺寸变动量后的游隙称做“有效游隙”。
轴承安装有机械上承受一定的负荷放置时的游隙,即有效游隙加上轴承负荷产生的弹性变形量后的以便称做“工作游隙”。
如图1所示,当工作游隙为微负值时,轴承的疲劳寿命最长但随着负游隙的增大疲劳寿命同显著下降。
因此,选择轴承的游隙时,一般使工作游隙为零或略为正为宜。
图1工作游隙与疲劳寿命的关系另外,需提高轴承的刚性或需降低噪声时,工作游隙要进一步取负值,而在轴承温升剧烈时,工作游隙则要进一步取正值等等,还必须根据使用条件做具体分析。
color=#000000>表1深沟球轴承(圆柱孔)的径向游隙单位um表2调心球轴承的径向游隙(1)圆柱孔轴承单位 um表2调心球轴承的径向游隙(2)圆锥孔轴承单位 um表5四列圆柱滚子轴承的径向游隙(圆柱孔)单位 um表3圆柱滚子轴承的径向游隙(1)圆柱孔轴承单位 um表4调心滚子轴承的径向游隙(1)圆柱孔轴承单位 um表4调心滚子轴承的径向游隙(2)圆锥孔轴承单位 um轴承类型的选择选择轴承类型时,全面掌握轴承的使用条件是至关重要的。
下表列出了主要的分析项目:具有所需旋转精度的轴承类型[轴承的尺寸精度和旋转精度已由GB按轴承类型标准化了]轴承游隙的分类及标准轴承游隙的分类及标准轴承游隙的分类及标准轴承游隙的分类及标准轴承游隙的分类及标准轴承游隙的分类及标准轴承游隙的分类及标准轴承游隙的分类及标准轴承游隙的分类及标准。
无隔圈四列圆锥滚子轴承游隙调整与测量方法
( 上 接第 5 3页 )
株式会社 , 2 0 0 8 .
S c h a e f l f e r Gr o u p . R o l l i n g B e a r i n g s f o r R o l l i n g Mi l l Ap —
对 比表 2与 表 3可 知 , 采 用 2种 不 同方 法测 量
Wo r c e s t e r : Mo r g a n C o n s t r u c t i o n Co mp a n y, 2 0 0 5 . F A G OE M u n d Ha n d e l AG. T h e De s i g n o f Ro l l i n g
S e r v i c e s .F A G R o l l i n g B e a i r n g s or f R o l l i n g Mi l l s[ z ] .
G e ma r n y :W e p p e r t Gmb H &
20 0 3.
C o .KG 。S c h w e i n f u r t .
B e a r i n g Mo u n t i n g s[ Z ] . G e ma r n y : S c h a e f l f e r T e c h n o l o —
g i e s Gmb H &C o . KG.
S K F . S K F探索者 四列 圆锥滚子轴承安装 与维 护说 明 [ Z ] . S K F , 2 0 1 0 .
论 了无隔圈四列圆锥滚子轴承 的游隙调整。四列 圆锥的结构变异 中还有其他形式 , 如外圈 3隔圈, 内圈无隔圈的 T Q I 结构 等 , 均可依据上文 的调整
轴承游隙表

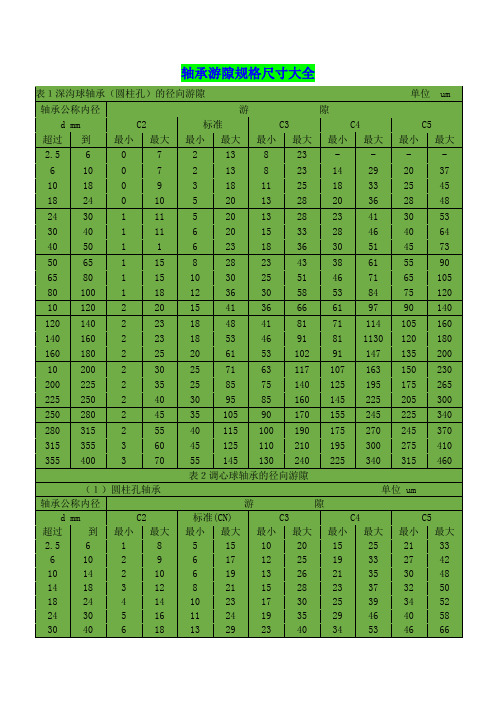
轴承游隙表集团档案编码:[YTTR-YTPT28-YTNTL98-UYTYNN08]表1深沟球轴承(圆柱孔)的径向游隙单位u m表3圆柱滚子轴承的径向游隙(1)圆柱孔轴承单位 um表4调心滚子轴承的径向游隙(1)圆柱孔轴承单位 um表4调心滚子轴承的径向游隙(2)圆锥孔轴承单位 um轴承游隙标准查询m)柱内径隙(μm)锥内孔隙(μm)业讲法:所谓内部游隙是轴承外轮、内轮、钢球间的游隙量。
一般固定内轮把外轮上下方向运动时的运动量称为径向游隙,左右方向运动时的运动量称为轴向游隙。
在轴承运转中,内部游隙的大小是左右振动、发热、疲劳寿命等性能的主要因素。
深沟球轴承用普通径向内部游隙表示,在实际测定中,为了得到稳定的测定值,加上了规定的负载,因轴承的弹性变形,此时的测定值比实际值大,所以经过修正可求得真正的游隙。
径向内部游隙和轴向内部游隙的关系:轴向内部游隙由钢球直径、内外轮沟道半径、径向内部游隙的值决定,是普通径向游隙的10倍左右。
作为想减小安装后的轴向内部游隙,选择小的径向游隙和大的过盈量配合是危险的。
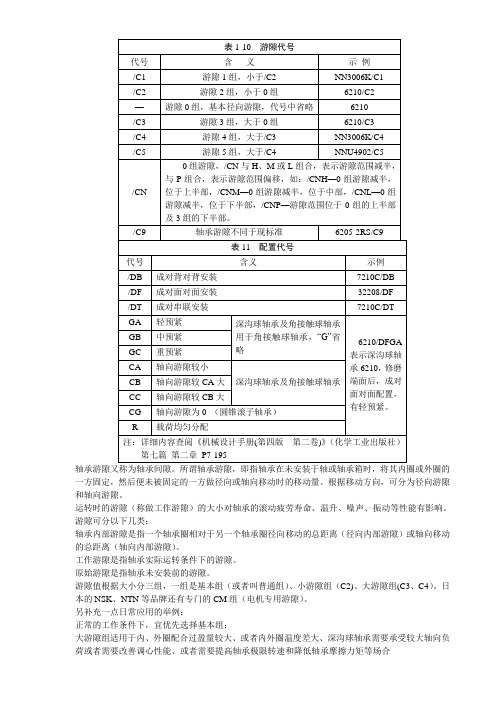
游隙的常见代号:C3——向心轴承径向游隙,比标准游隙大;MC3——小型、微型球轴承径向游隙标准游隙。
详细如下:C1——向心轴承径向游隙,比C2游隙小。
C2——向心轴承径向游隙,比标准游隙小。
CN(省略)——向心轴承径向标准游隙。
C3——向心轴承径向游隙,比标准游隙大。
C4——向心轴承径向游隙,比C3游隙大。
C5——向心轴承径向游隙,比C4游隙大。
CC1——圆柱滚子轴承(不可互换)径向游隙,比CC2游隙小。
CC2——圆柱滚子轴承(不可互换)径向游隙,比标准游隙小。
CC——圆柱滚子轴承(不可互换)径向标准游隙。
CC3——圆柱滚子轴承(不可互换)径向游隙,比标准游隙大。
CC4——圆柱滚子轴承(不可互换)径向游隙,比CC3游隙大。
CC5——圆柱滚子轴承(不可互换)径向游隙,比CC4游隙大。
MC1——小型,微型球轴承径向游隙,比MC2游隙小。
轴承游隙等级划分标准
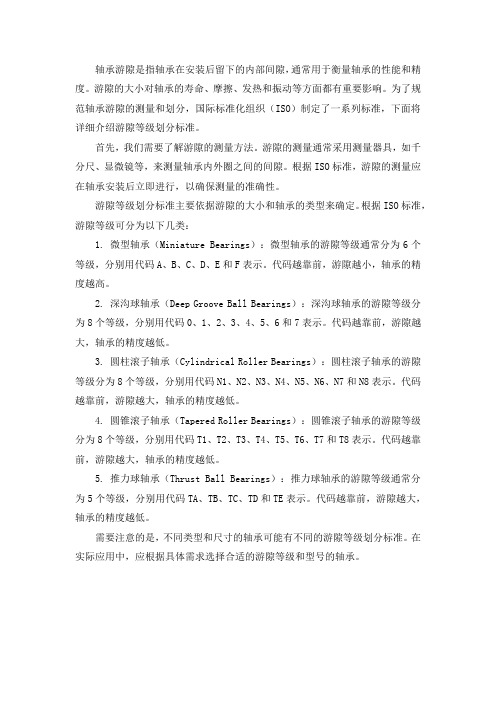
轴承游隙是指轴承在安装后留下的内部间隙,通常用于衡量轴承的性能和精度。
游隙的大小对轴承的寿命、摩擦、发热和振动等方面都有重要影响。
为了规范轴承游隙的测量和划分,国际标准化组织(ISO)制定了一系列标准,下面将详细介绍游隙等级划分标准。
首先,我们需要了解游隙的测量方法。
游隙的测量通常采用测量器具,如千分尺、显微镜等,来测量轴承内外圈之间的间隙。
根据ISO标准,游隙的测量应在轴承安装后立即进行,以确保测量的准确性。
游隙等级划分标准主要依据游隙的大小和轴承的类型来确定。
根据ISO标准,游隙等级可分为以下几类:1. 微型轴承(Miniature Bearings):微型轴承的游隙等级通常分为6个等级,分别用代码A、B、C、D、E和F表示。
代码越靠前,游隙越小,轴承的精度越高。
2. 深沟球轴承(Deep Groove Ball Bearings):深沟球轴承的游隙等级分为8个等级,分别用代码0、1、2、3、4、5、6和7表示。
代码越靠前,游隙越大,轴承的精度越低。
3. 圆柱滚子轴承(Cylindrical Roller Bearings):圆柱滚子轴承的游隙等级分为8个等级,分别用代码N1、N2、N3、N4、N5、N6、N7和N8表示。
代码越靠前,游隙越大,轴承的精度越低。
4. 圆锥滚子轴承(Tapered Roller Bearings):圆锥滚子轴承的游隙等级分为8个等级,分别用代码T1、T2、T3、T4、T5、T6、T7和T8表示。
代码越靠前,游隙越大,轴承的精度越低。
5. 推力球轴承(Thrust Ball Bearings):推力球轴承的游隙等级通常分为5个等级,分别用代码TA、TB、TC、TD和TE表示。
代码越靠前,游隙越大,轴承的精度越低。
需要注意的是,不同类型和尺寸的轴承可能有不同的游隙等级划分标准。
在实际应用中,应根据具体需求选择合适的游隙等级和型号的轴承。
轴承游隙标准表
225
225
250
250
280
280
315
315
355
355
400
400
450
450
500
(1)圆 柱孔轴承 单位 um
轴承公称内径
d mm
超过
到
14
18
18
24
24
30
30
40
40
50
50
65
65
80
80
100
100
120
120
140
140
160
160
180
180
200
200
225
225
250
250
470
470
710
710
950
950
1190
-
-
1250
1400
270
530
530
790
790
1050
1050
1310
-
-
123
109
144
130
170
155
205
140
160
45
74
65
110
100
150
140
191
180
240
(1)圆 柱孔轴承 单位 um
轴承公称内径
d mm
超过
到
-
10
10
24
24
30
30
40
40
50
50
65
65
80
80
100
100
什么是轴承游隙
轴承游隙又称为轴承间隙。
所谓轴承游隙,即指轴承在未安装于轴或轴承箱时,将其内圈或外圈的一方固定,然后便未被固定的一方做径向或轴向移动时的移动量。
根据移动方向,可分为径向游隙和轴向游隙。
运转时的游隙(称做工作游隙)的大小对轴承的滚动疲劳寿命、温升、噪声、振动等性能有影响。
游隙可分以下几类:轴承内部游隙是指一个轴承圈相对于另一个轴承圈径向移动的总距离(径向内部游隙)或轴向移动的总距离(轴向内部游隙)。
工作游隙是指轴承实际运转条件下的游隙。
原始游隙是指轴承未安装前的游隙。
游隙值根据大小分三组,一组是基本组(或者叫普通组)、小游隙组(C2)、大游隙组(C3、C4)。
日本的NSK、NTN等品牌还有专门的CM组(电机专用游隙)。
另补充一点日常应用的举例:正常的工作条件下,宜优先选择基本组;大游隙组适用于内、外圈配合过盈量较大、或者内外圈温度差大、深沟球轴承需要承受较大轴向负荷或者需要改善调心性能、或者需要提高轴承极限转速和降低轴承摩擦力矩等场合小游隙组适用于较向高的旋转精度、需要严格控制外壳孔的轴向位移、以及需要减小振动和噪音的场合。
测量轴承的游隙时,为得到稳定的测量值,一般对轴承施加规定的测量负荷。
因此,所得到的测量值比真正的游隙(称做理论游隙)大,即增加了测量负荷产生的弹性变形量。
但对于滚子轴承来说,由于该弹性变形量较小,可以忽略不计。
安装前轴承的内部游隙一般用理论游隙表示。
轴承游隙的选择从理论游隙减去轴承安装在轴上或外壳内时因过盈配合产生的套圈的膨胀量或收缩后的游隙称做“安装游隙”。
在安装游隙上加减因轴承内部温差产生的尺寸变动量后的游隙称做“有效游隙”。
轴承安装有机械上承受一定的负荷放置时的游隙,即有效游隙加上轴承负荷产生的弹性变形量后的以便称做“工作游隙”。
当工作游隙为微负值时,轴承的疲劳寿命最长但随着负游隙的增大疲劳寿命同显著下降。
因此,选择轴承的游隙时,一般使工作游隙为零或略为正为宜。
滚动轴承的径向游隙系指一个套圈固定不动,而另一个套圈在垂直于轴承轴线方向,由一个极端位置移动到另一个极端位置的移动量。
轴承游隙选择说明及游隙对照表
轴承游隙选择说明及游隙对照表滚动轴承的游隙分为径向游隙ur和轴向游隙ua。
它们分别表示一个套圈固定时,另一套圈沿径向和轴向由一个极限位置到另一个极限位置的移动量。
各类轴承的径向游隙ur和轴向游隙ua之间有一定的对应关系,如图1 所示。
径向游隙又分为原始游隙、安装游隙和工作游隙。
原始游隙指未安装前的游隙。
各种轴承的原始游隙分组数值见表1〜表7.合理的轴承游隙的选择,应在原始游隙的基础上,考虑因配合、内外圈温度差以及载荷等因素所引起的游戏变化,以使工作游隙接近于最佳状态。
由于过盈配合和温度的影响,轴承的工作游隙小于原始游隙。
0组径向游隙值适用于一般的运转条件、常规温度及常用的过盈配合,即对球轴承不得超过j5、k5(轴)和J6 (座孔);对滚子轴承不得超过k5、m5 (轴)和 K6 (座孔)。
当采用轴较紧配合、内外圈温差较大、需要降低摩擦力矩及深沟球轴承承受较大轴向载荷或需改善调心性能的场合,宜采用3、4、5组游隙值;当旋转精度要求较高或需严格限制轴向位移时,宜采用2组游隙值。
对于球轴承,最适宜的工作游隙是趋于0。
对于滚子轴承,可保持少量的工作游隙。
在要求支撑刚性良好的部件中(例如机床主轴),轴承应有一定的预紧。
角接触球轴承、圆锥滚子轴承以及内圈带锥孔的轴承等,由于结构特点可以在安装或使用过程中调整游隙。
表1 深沟球轴承的径向游隙(GB/T4604-1993)(口 m)Rm表2圆柱孔调心球轴承的径向游隙(08/14604-1993)Rm表3圆锥孔调心球轴承的径向游隙(08/14604-1993)um表4圆柱孔圆柱滚子轴承的径向游隙(08/14604-1993)注:滚针轴承的径向间隙:除冲压外圈滚针轴承和重系列滚针轴承外,有内、外圈和保持架的滚针轴承采用本表中给出的圆柱滚子轴承的径向游隙值。
有内、外圈的重系列滚针轴承和内圈作为一个分离零件交货的有保持架滚针轴承,其径向游隙由内圈滚道直径和滚针组件内径决定。
轴承游隙标准
轴承游隙所谓轴承游隙,即指轴承在未安装于轴或轴承箱时,将其内圈或外圈的一方固定,然后便未被固定的一方做径向或轴向移动时的移动量。
根据移动方向,可分为径向游隙和轴向游隙。
运转时的游隙(称做工作游隙)的大小对轴承的滚动疲劳寿命、温升、噪声、振动等性能有影响。
测量轴承的游隙时,为得到稳定的测量值,一般对轴承施加规定的测量负荷。
因此,所得到的测量值比真正的游隙(称做理论游隙)大,即增加了测量负荷产生的弹性变形量。
但对于滚子轴承来说,由于该弹性变形量较小,可以忽略不计。
安装前轴承的内部游隙一般用理论游隙表示。
游隙的选择从理论游隙减去轴承安装在轴上或外壳内时因过盈配合产生的套圈的膨胀量或收缩后的游隙称做“安装游隙”。
在安装游隙上加减因轴承内部温差产生的尺寸变动量后的游隙称做“有效游隙”。
轴承安装有机械上承受一定的负荷放置时的游隙,即有效游隙加上轴承负荷产生的弹性变形量后的以便称做“工作游隙”。
如图1所示,当工作游隙为微负值时,轴承的疲劳寿命最长但随着负游隙的增大疲劳寿命同显着下降。
因此,选择轴承的游隙时,一般使工作游隙为零或略为正为宜。
图1工作游隙与疲劳寿命的关系另外,需提高轴承的刚性或需降低噪声时,工作游隙要进一步取负值,而在轴承温升剧烈时,工作游隙则要进一步取正值等等,还必须根据使用条件做具体分析。
color=#000000>表1深沟球轴承(圆柱孔)的径向游隙单位um表2调心球轴承的径向游隙(1)圆柱孔轴承单位 um表2调心球轴承的径向游隙(2)圆锥孔轴承单位 um表5四列圆柱滚子轴承的径向游隙(圆柱孔)单位 um表3圆柱滚子轴承的径向游隙(1)圆柱孔轴承单位 um表4调心滚子轴承的径向游隙(1)圆柱孔轴承单位 um表4调心滚子轴承的径向游隙(2)圆锥孔轴承单位 um轴承类型的选择选择轴承类型时,全面掌握轴承的使用条件是至关重要的。
下表列出了主要的分析项目:具有所需旋转精度的轴承类型[轴承的尺寸精度和旋转精度已由GB按轴承类型标准化了]。
双、四列圆锥滚子轴承轴向游隙的调整方法
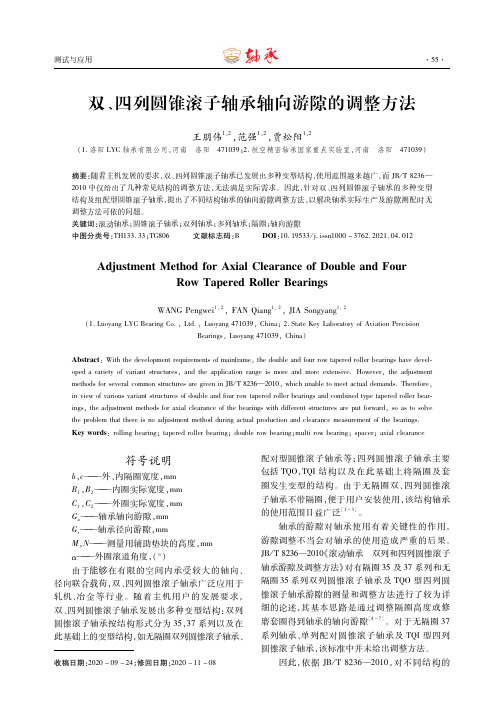
双、四列圆锥滚子轴承轴向游隙的调整方法王朋伟1,2,范强1,2,贾松阳1,2(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.航空精密轴承国家重点实验室,河南 洛阳 471039)摘要:随着主机发展的要求,双、四列圆锥滚子轴承已发展出多种变型结构,使用范围越来越广,而JB/T8236—2010中仅给出了几种常见结构的调整方法,无法满足实际需求。
因此,针对双、四列圆锥滚子轴承的多种变型结构及组配型圆锥滚子轴承,提出了不同结构轴承的轴向游隙调整方法,以解决轴承实际生产及游隙测配时无调整方法可依的问题。
关键词:滚动轴承;圆锥滚子轴承;双列轴承;多列轴承;隔圈;轴向游隙中图分类号:TH133.33;TG806 文献标志码:B DOI:10.19533/j.issn1000-3762.2021.04.012AdjustmentMethodforAxialClearanceofDoubleandFourRowTaperedRollerBearingsWANGPengwei1,2,FANQiang1,2,JIASongyang1,2(1.LuoyangLYCBearingCo.,Ltd.,Luoyang471039,China;2.StateKeyLaboratoryofAviationPrecisionBearings,Luoyang471039,China)Abstract:Withthedevelopmentrequirementsofmainframe,thedoubleandfourrowtaperedrollerbearingshavedevel opedavarietyofvariantstructures,andtheapplicationrangeismoreandmoreextensive.However,theadjustmentmethodsforseveralcommonstructuresaregiveninJB/T8236—2010,whichunabletomeetactualdemands.Therefore,inviewofvariousvariantstructuresofdoubleandfourrowtaperedrollerbearingsandcombinedtypetaperedrollerbear ings,theadjustmentmethodsforaxialclearanceofthebearingswithdifferentstructuresareputforward,soastosolvetheproblemthatthereisnoadjustmentmethodduringactualproductionandclearancemeasurementofthebearings.Keywords:rollingbearing;taperedrollerbearing;doublerowbearing;multirowbearing;spacer;axialclearance符号说明b,c———外、内隔圈宽度,mmB1,B2———内圈实际宽度,mmC1,C2———外圈实际宽度,mmGa———轴承轴向游隙,mmGr———轴承径向游隙,mmM,N———测量用辅助垫块的高度,mmα———外圈滚道角度,(°)由于能够在有限的空间内承受较大的轴向、径向联合载荷,双、四列圆锥滚子轴承广泛应用于轧机、冶金等行业。
常用轴承径向游隙表
最大 110 125 145 165 170 195 220 235 260 275 305 370 410 440 480
4组
最小 105 125 145 165 170 195 220 235 260 275 305 370 410 440 480
最大 140 165 190 215 220 250 280 300 330 350 385 460 510 550 600
97
71
114
81
1130
91
147
107 163
125 195
145 225
155 245
175 270
195 300
225 340
C5
最小 最大
-
-
20
37
25
45
28
48
30
53
40
64
45
73
55
90
65
105
75
120
90
140
105 160
120 180
135 200
150 230
175 265
2
10
3
12
4
14
5
16
6
18
6
19
7
21
8
24
9
27
10
31
10
38
15
44
标准(CN)
最小 最大
5
15
6
17
6
19
8
21
10
23
11
24
13
29
14
31
16
轴承游隙规格尺寸大全
22
39
33
52
45
65
58
79
50
65
18
32
27
47
41
61
56
80
73
99
65
80
23
39
35
57
50
75
69
98
91
123
80
100
29
47
42
68
62
90
84
116
109
144
100
120
35
56
50
81
75
108
100
139
130
170
120
140
40
68
60
98
90
130
120
165
90
85
125
125
165
180
220
120
140
15
60
60
105
100
145
145
190
200
245
140
160
20
70
70
120
115
165
165
215
225
275
160
180
25
75
75
125
120
170
170
220
250
300
180
200
35
90
90
145
140
195
195
250
275
330
四列圆柱滚子轴承游隙说明
四列圆柱滚子轴承的游隙是怎样确定的?
在给定安装与工况条件下,考虑内圈与辊
颈紧配合将引起游隙减小,内圈与外圈的工作 温差将使游隙减小,负荷作用下将导致游隙增 大,计算出轴承所需的最小游隙值 然后,再计
入冲击负荷、高速效应、换辊方便和滚子轴承 在一定的正向工作游隙下可获得良好的运转性 能等影响因素,增加一适度的经验游隙裕量作 为选择轴承原始游隙的基准。比照相关标准或 规范.取数值最接近的游隙组,即可确定轴承 的原始游隙。
Clearances 游隙
径向内部游隙
按C3组游隙半 成品交货尺寸
滚子组总 体内径尺 寸一般为 正向公差
要求
Fw作为内部结构设计的第一要素。 其公差 △F 可参考表l选用。
半成品交货时,用户往往会提供或要求
我们提供内圈滚道两个尺寸,其中一个为半 成品交货尺寸,这是我们轴承出厂时的尺寸。 第二个为磨辊尺寸。磨辊尺寸实际与成品交 货的安装以后的尺寸相符,也就是说半成品 交货与成品交货的产品,在游隙要求一样的 情况下,之间相差一个内圈的涨大量。由于 用户不理解或前期给用户提供轴承的其他轴 承厂家概念模糊,经常按标准游隙计算的滚 道交货尺寸时忽视这个涨量,造成实际工作 游隙增大。
轧机轴承精度、游隙及配合
1、轴承精度
主要是根据轴承零部件对旋转精度的要求以 及对轴承寿命的要求来确定轴承精度等级。 推荐的精度等级参考下表:
主机类型
配套精密冷带轧机 普通冷带及热带轧机 开坯及精轧机 精轧机组 中轧机组 橡塑开炼机 橡塑压延机
四列圆柱滚子轴 止推轴承 承
P5
P0
P5或P6
P0
P6或P0
(3)、轴承配合表面的粗糙度等级提高了,使轴承 配合更可靠,避免配合产生“爬动”,有利于轴承寿 命的提高。
常用轴承游隙表
305
365
225 250
45
110
110
175
170
235
235
300
330
395
250 280
55
125
125
195
190
260
260
330
370
440
280 315
55
130
130
205
200
275
275
350
410
485
315 355
65
145
145
225
225
305
305
385
455
65 80
1
15
10
30
25
51
46
71
65
105
80 100
1
18
12
36
30
58
53
84
75
120
100 120
2
20
15
41
36
66
61
97
90
140
120 140
2
23
18
48
41
81
71
114
105
160
140 160
2
23
18
53
46
91
81
130
120
180
160 180
2
25
20
61
380
160 180
65
120
120
180
180
240
240
轴承游隙表
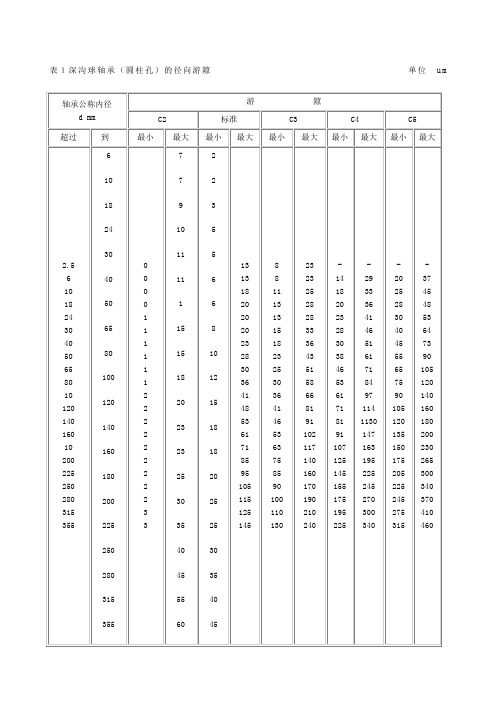
表1深沟球轴承(圆柱孔)的径向游隙单位u m表2调心球轴承的径向游隙(1)圆柱孔轴承单位 um表2调心球轴承的径向游隙(2)圆锥孔轴承单位 um表5四列圆柱滚子轴承的径向游隙(圆柱孔)单位 um表3圆柱滚子轴承的径向游隙(1)圆柱孔轴承单位 um表4调心滚子轴承的径向游隙(1)圆柱孔轴承单位 um表4调心滚子轴承的径向游隙(2)圆锥孔轴承单位 um轴承游隙标准查询业讲法:所谓内部游隙是轴承外轮、内轮、钢球间的游隙量。
一般固定内轮把外轮上下方向运动时的运动量称为径向游隙,左右方向运动时的运动量称为轴向游隙。
在轴承运转中,内部游隙的大小是左右振动、发热、疲劳寿命等性能的主要因素。
深沟球轴承用普通径向内部游隙表示,在实际测定中,为了得到稳定的测定值,加上了规定的负载,因轴承的弹性变形,此时的测定值比实际值大,所以经过修正可求得真正的游隙。
径向内部游隙和轴向内部游隙的关系:轴向内部游隙由钢球直径、内外轮沟道半径、径向内部游隙的值决定,是普通径向游隙的10倍左右。
作为想减小安装后的轴向内部游隙,选择小的径向游隙和大的过盈量配合是危险的。
游隙的常见代号:C3——向心轴承径向游隙,比标准游隙大;MC3——小型、微型球轴承径向游隙标准游隙。
详细如下:C1——向心轴承径向游隙,比C2游隙小。
C2——向心轴承径向游隙,比标准游隙小。
CN(省略)——向心轴承径向标准游隙。
C3——向心轴承径向游隙,比标准游隙大。
C4——向心轴承径向游隙,比C3游隙大。
C5——向心轴承径向游隙,比C4游隙大。
CC1——圆柱滚子轴承(不可互换)径向游隙,比CC2游隙小。
CC2——圆柱滚子轴承(不可互换)径向游隙,比标准游隙小。
CC——圆柱滚子轴承(不可互换)径向标准游隙。
CC3——圆柱滚子轴承(不可互换)径向游隙,比标准游隙大。
CC4——圆柱滚子轴承(不可互换)径向游隙,比CC3游隙大。
CC5——圆柱滚子轴承(不可互换)径向游隙,比CC4游隙大。
轴承游隙表
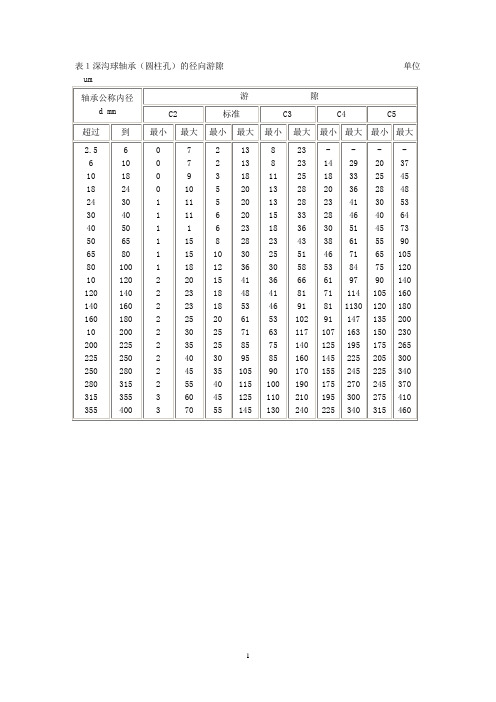
表1深沟球轴承(圆柱孔)的径向游隙单位表2调心球轴承的径向游隙表2调心球轴承的径向游隙(2)圆锥孔轴承单位 um表5四列圆柱滚子轴承的径向游隙(圆柱孔)单位 um(1)圆柱孔轴承单位 um(1)圆柱孔轴承单位 um(2)圆锥孔轴承单位 um轴承游隙标准查询业讲法:所谓内部游隙是轴承外轮、内轮、钢球间的游隙量。
一般固定内轮把外轮上下方向运动时的运动量称为径向游隙,左右方向运动时的运动量称为轴向游隙。
在轴承运转中,内部游隙的大小是左右振动、发热、疲劳寿命等性能的主要因素。
深沟球轴承用普通径向内部游隙表示,在实际测定中,为了得到稳定的测定值,加上了规定的负载,因轴承的弹性变形,此时的测定值比实际值大,所以经过修正可求得真正的游隙。
径向内部游隙和轴向内部游隙的关系:轴向内部游隙由钢球直径、内外轮沟道半径、径向内部游隙的值决定,是普通径向游隙的10倍左右。
作为想减小安装后的轴向内部游隙,选择小的径向游隙和大的过盈量配合是危险的。
游隙的常见代号:C3——向心轴承径向游隙,比标准游隙大;MC3——小型、微型球轴承径向游隙标准游隙。
详细如下:C1——向心轴承径向游隙,比C2游隙小。
C2——向心轴承径向游隙,比标准游隙小。
CN(省略)——向心轴承径向标准游隙。
C3——向心轴承径向游隙,比标准游隙大。
C4——向心轴承径向游隙,比C3游隙大。
C5——向心轴承径向游隙,比C4游隙大。
CC1——圆柱滚子轴承(不可互换)径向游隙,比CC2游隙小。
CC2——圆柱滚子轴承(不可互换)径向游隙,比标准游隙小。
CC——圆柱滚子轴承(不可互换)径向标准游隙。
CC3——圆柱滚子轴承(不可互换)径向游隙,比标准游隙大。
CC4——圆柱滚子轴承(不可互换)径向游隙,比CC3游隙大。
CC5——圆柱滚子轴承(不可互换)径向游隙,比CC4游隙大。
MC1——小型,微型球轴承径向游隙,比MC2游隙小。
MC2——小型,微型球轴承径向游隙,比MC3游隙小。
轴承游隙标准详解
轴承游隙标准详解/C1--游隙符合标准规定的1组,游隙小于2组。
/C2--游隙符合标准规定的2组,游隙小于0组。
/C0--游隙符合标准规定的0组,代号中省略,不表示。
/C3--游隙符合标准规定的3组,游隙大于0组。
/C4--游隙符合标准规定的4组,游隙大于3组。
/C5--游隙符合标准规定的5组,游隙大于4组。
当游隙代号与轴承公差级代号P4,P5或P6结合时,游隙代号C可省去。
例:P6+C2=P62滚动轴承的径向游隙系指一个套圈固定不动,而另一个套圈在垂直于轴承轴线方向,由一个极端位置移动到另一个极端位置的移动量。
轴承游隙的选择正确与否,对机械运转精度、轴承寿命、摩擦阻力、温升、振动与噪声等都有很大的影响。
如对向心轴承游隙的选择过小时,则会使承受负荷的滚动体个数增多,接触应力减小,运转较平稳,但是,摩擦阻力会增大,温升也会提高。
反之,则接触应力增大,振动大,而摩擦阻力减小,温升低。
因此,根据轴承使用条件,选择最合适的游隙值,具有十分重要的意义。
选事实上轴承游隙时,必须充分考虑下列几种主要因素:(1)轴承与轴和外壳孔配合的松紧会导致轴承游隙值的变化。
一般轴承安装后会使游隙值缩小;(2)轴承在机构运转过程中,由于轴与外壳的散热条件的不同,使内圈和外圈之间产生温度差,从而会导致游隙值的缩小;(3)由于轴与外壳材料因膨胀系数不同,会导致游隙值的缩小或增大。
通常向心轴承选择最适宜的工作游隙值就是轴承游隙标准中所规定的基本组游隙值。
基本组游隙值适用于一般工作条件,应该优先选用。
对于在特殊条件下工作的向心轴承不能采用基本组游隙时,可选用辅助组游隙值。
如深沟球轴承的第3、4、5组游隙值,适用于轴承与轴和外壳孔采用比正常配合更紧的过盈配合或轴承内圈与外圈工作温差较大的机械部件中。
在轴中心与外壳孔中心线倾斜度较大,和为了增加其承受轴向负荷能力,提高轴承极限转速,以及降低轴承摩擦阻力等工况条件下,亦可采用第3、4、5组游隙值。
轴承游隙标准
轴承游隙的选择原则一、游隙的选择原则:1、采用较紧配合,内外圈温差较大、需要降低摩擦力矩及深沟球轴承承受较大轴向负荷或需改善调心性能的场合,宜采用大游隙组。
2、当旋转精度要求较高或需严格限制轴向位移时,宜采用小游隙组。
二、与游隙有关的因素:1、轴承内圈与轴的配合。
2、轴承外圈与外壳孔的配合。
3、温度的影响。
注:径向游隙减少量与配合零件的实际有效过盈量大小、相配轴径大小、外壳孔的壁厚有关。
1、实际有效过盈量(内圈)应为:△dy = 2/3△d–G* △d为名义过盈量,G*为过盈配合的压平尺寸。
2、实际有效过盈量(外圈)应为:△Dy = 2/3△D–G* △D为名义过盈量,G*为过盈配合的压平尺寸。
3、产生的热量将导致轴承内部温度升高,继而引起轴、轴承座和轴承零件的膨胀。
游隙可以增大或减小,这取决于轴和轴承座的材料,以及轴承和轴承支承部件之间的温度剃度。
三、游隙的计算公式:(1):配合的影响1、轴承内圈与钢质实心轴:△j =△dy * d/h2、轴承内圈与钢质空心轴:△j =△dy * F(d)F(d) = d/h * [(d/d1)2 -1]/[(d/d1)2 - (d/h)2]3、轴承外圈与钢质实体外壳:△A =△Dy * H/D4、轴承外圈与钢质薄壁外壳:△A =△Dy * F(D)F(D) = H/D * [(F/D)2 - 1]/[(F/D)2 - (H/D)2]5、轴承外圈与灰铸铁外壳:△A =△Dy * [F(D)–0.15 ]6、轴承外圈与轻金属外壳:△A =△Dy * [F(D)–0.25 ]注:△j --内圈滚道挡边直径的扩张量(um)。
△dy—轴颈有效过盈量(um)。
d --轴承内径公称尺寸(mm)。
h --内圈滚道挡边直径(mm)。
B --轴承宽度(mm)。
d1 --空心轴内径(mm)。
△A --外圈滚道挡边直径的收缩量(mm)。
△Dy --外壳孔直径实际有效过盈量(um)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
游隙的选择取决于轴承的安装、 工作温度以及工作时需要的正常的 工作游隙。因此有原始游隙、安 装游隙、工作游隙的概念。
原始游隙、安装游隙、工作游隙
原始游隙 我们平时所提出的游隙指的是原始游隙, 是
指轴承成品的合套游隙。 安装游隙
轴承安装以后由于过盈量导致游隙减小而形 成的游隙。 工作游隙
安装后,考虑工作温升以后,轴承处于稳定 运转状态时的游隙。 四列圆柱滚子轴承的工作游隙一般必须大于零。
轻预载荷
负载区在180º 和360º之间
轴 承
过载
寿
命
负载区等 于360º
预载荷
径向游隙
负载区 等于180º
零游隙(线 到线接触)
轴向调节量
轴向游隙
轴向游隙
负载区 小于180º
在轧机轴承的使用过程中,可根据轴承损坏 的情况来判断轴承游隙是否合适。
(1)、轴承烧毁,如果不是因为“辊爬”、相关 零件相蹭和润滑不良而引起轴承过热,则可以认 为轧机轴承工作游隙过小造成;
轧机轴承精度、游隙及配合
1、轴承精度
主要是根据轴承零部件对旋转精度的要求以 及对轴承寿命的要求来确定轴承精度等级。 推荐的精度等级参考下表:
主机类型
配套精密冷带轧机 普通冷带及热带轧机 开坯及精轧机 精轧机组 中轧机组 橡塑开炼机 橡塑压延机
四列圆柱滚子轴 止推轴承 承
P5
P0
P5或P6
P0
P6或P0
(3)、轴承配合表面的粗糙度等级提高了,使轴承 配合更可靠,避免配合产生“爬动”,有利于轴承寿 命的提高。
(4)、高速性更好,减少轴承发热,有利于轴承寿 命提高。
(5)、综合轴承消耗降低,轧机作业率提高。
2、轴承配合
合理可靠的配合精度也是轧机轴承能
够正常使用的前提条件。轧钢机辊系中四 列圆柱滚子轴承的内圈是承受圆周径向载 荷,因此必需要与辊颈过盈配合,外圈是 支承集中载荷母需与箱孔过盈配合;配套 轴承由于只承受轴向载荷和轴向定位作用, 且要求装卸方便,故轴承内圈与辊颈用间 隙配合,外圈不能承受径向力,与箱孔为 大间隙配合。
K6
D≤500 +0.600~+0.800
轴套上再装于辊 所有尺寸的 d1 H7/g6 D>500 +0.800~+1.400
颈上
d --轴承内径, D--轴承外径,
d1--轴套内径
为了保证轴承的配合精度和可靠性,对辊 颈、箱孔及相关零件的配合表面及端面要 提出必要的形位精度及粗糙度精度。具体 可参考GB/T275-93《滚动轴承与轴和外 壳的配合》标准。
(2)、轴承套圈和滚子碎裂,如果不是原材料、 轴承质量、冲击负荷过大及安装不良等原因,就 可以认为是轧机轴承工作游隙过大,使轴承负荷 包角过小(典型负荷包角是90度--150度,理想 负荷包角是120度--150度),造成材料单位面积 应变压力大,滚子负荷大引起的。
注意:使用不同厂家的轧机轴承互换 使用时,一定要注意轧机轴承游隙的选配 标准是否一样(也就是轴承外组件内圆尺 寸及公差是否一致),内圈滚道尺寸及公 差值是否一样、游隙是否一样,否则轴承 不能互换。
四列圆柱滚子轴承的应用特点
1.内圈过盈配合,外圈间隙配合。
2.为了提高板材的轧制精度,常采用同辊磨 削的方法对轴承内圈滚道尺寸进行再次磨 削。因此,我们会经常遇到内圈滚道尺寸 半成品交货的产品。
半成品交货内圈往往需要提供以下尺寸: 1.轴的配合尺寸 2.用户要求的原始游隙组别要求 3.滚道滚子组内径Fw 4.要求的磨削留量
3、轴承游隙
轴承能否正常工作,轴承游隙是一个 重要的技术参数,它直接影响到轴承的负 荷分布、磨擦、温升、使用寿命等。由于 轧机轴承的工况条件比较恶劣,要考虑其 轧制负荷、转速、润滑、温升、配合过盈 量、旋转精度等,原则是在工况条件允许 的情况下,轴承游隙越小越有利于提高轧 机轴承使用寿命。一般情况下轧钢机多选 用C3或C4组标准游隙,参考下表选用:
Clearances 游隙
径向内部游隙
按C3组游隙半 成品交货尺寸
滚子组总 体内径尺 寸一般为 正向公差
要求
Fw作为内部结构设计的第一要素。 其公差 △F 可参考表l选用。
半成品交货时,用户往往会提供或要求
我们提供内圈滚道两个尺寸,其中一个为半 成品交货尺寸,这是我们轴承出厂时的尺寸。 第二个为磨辊尺寸。磨辊尺寸实际与成品交 货的安装以后的尺寸相符,也就是说半成品 交货与成品交货的产品,在游隙要求一样的 情况下,之间相差一个内圈的涨大量。由于 用户不理解或前期给用户提供轴承的其他轴 承厂家概念模糊,经常按标准游隙计算的滚 道交货尺寸时忽视这个涨量,造成实际工作 游隙增大。
使用状况
辊系轴承
游隙组别
冷 轧 和 轧 制 负 荷 比 四列圆柱滚子轴承 C3
较小的热轧,以及配
根据轴向精度要求及轴
合采用 n6 以下的轧
配套轴承
向负荷要求选 C0 或其它
机
组
轧制负荷比较大的 热带、开坏、粗轧、 以及配合采用 P6 或 r6 以上的轧机。
四列圆柱滚子轴承 配套轴承
C4 根据轴向精度要求及轴 向负荷要求选 C0 或其它 组
四列圆柱滚子轴承的游隙是怎样确定的?
在给定安装与工况条件下,考虑内圈与辊
颈紧配合将引起游隙减小,内圈与外圈的工作 温差将使游隙减小,负荷作用下将导致游隙增 大,计算出轴承所需的最小游隙值 然后,再计
入冲击负荷、高速效应、换辊方便和滚子轴承 在一定的正向工作游隙下可获得良好的运转性 能等影响因素,增加一适度的经验游隙裕量作 为选择轴承原始游隙的基准。比照相关标准或 规范.取数值最接近的游隙组,即可确定轴承 的原始游隙。
四列圆柱滚子轴承的工作游隙一定是正的, 且范围较宽。一般保证在C2组游隙范围 内即可。精度高的轴承工作游隙可再小一 点,这样可提高轴承的使用寿命。并且可 以多次磨辊,增加内圈使用寿命。和外圈 定期更换负荷区一样,使轴承寿命大大延 长。
P0
P5或P6
P0
P6或P0
P0
P6或P0
P0
P5
P0
轧机轴承精度等级提高了,虽然轴承单套成本提 高,但是带来了以下优点:
(1)、轴承零件的内应力减少,使轴承零件尺寸稳 定,减少零件裂纹因素,有利于轴承寿命提高。
(2)、轴承工作表面的粗糙度等级提高了(粗糙峰 值减小),有利于轴承润滑油膜的形成与保护,使轴 承疲劳寿命显著提高。
轴承形式
公称内径
配合公差 配合公差 公称外径
箱孔公差
d≤180 四列圆柱滚子轴
n6 D≤500
180<d≤250
P6
承
d> G7
配套轴承直接装 所有尺寸的 d
f6
D≤500 +0.600~+0.800
于辊颈上
D>500 +0.800~+1.400
配套轴承先装在 所有尺寸的 d