全糟厌氧UASB好氧工艺在酒糟废水治理中的应用_印辉
UASB+SBR工艺的酒精工业废水处理意见

UASB+SBR工艺的酒精工业废水处理意见- 污水处理摘要:采用上流式厌氧污泥床(UASB)~间歇式活性污泥法(SBR)综舍工艺处理玉米酒精工业废水,经2年多运行表明,运行费用低、效果好,处理后的污水达标排放,还可作为中水回用。
污水先经预处理系统(包括事故调节池、集水池、pH调节、冷却塔)处理后进入UASB 反应嚣处理,经处理后出水CODer去除率达76%,BOD去除率达83%。
然后进入SBR池处理。
CODcr去除率达91%,BOD5去除率达95%。
处理后的水经活性炭吸咐处理后可作中水使用。
关键词:酒精生产;废水;UASB;SBRApplication of UASB+SBR Technology in theTreatment of Alcohol Industrial SewageGENG Xiang-dang(hnhui GIljing Group.,Bozhou,Anhul 236800,china)Abstract.- UASB+SBR technology had been apphed to treat eoFn alcohol industrial sewage for more than two years and the applicationresults indicated that the operation cost wills low,good efects achieved,and water managed W88 in accord with sewage discharge stalldardand could be reused as medium water.The sewage first treated by pretreatment system (including accidents regulation pits,collect—ing tank,pH adjustment,and cooling tower),then treated by UASB reactor,the removal rate of CODcr of water after treatment was 76%and removal rate of BOD reached 83%finally the water flew into SBR pits for further treatment, the removal rate of CODcr andBOD5 reached 91%and 95%respectively.The managed water then treated by active carbon absorption could be used as mediumwater.(Wran.by YUE Yang)Key words:eomplex utilization;alcohol production;sewage;UASB;SBR利用生物技术作为污染防治的手段是一项经济、社会、环境效益俱佳的技术,是解决复杂环境问题的有效途径之一。
厌氧-气浮-UASB-SBR工艺处理酒精废水

A bstract:The paper introduced the application of the anaerobic —air f lotation —UASB —SBR to the treatment engineering of al—
cohol eff luent,analyzed and summarized the experience in designing and running of the project.Engineering practice and process a—
田爱军 ,夏 晶 ,涂 勇 ,梁志 冉 (江 苏省 环境 科 学研 究院 ,江 苏 南京 210036)
摘 要 :介 绍 了厌 氧 .气 浮 .UASB.SBR处 理 工 艺 在 酒 精 废 水 处理 工程 中 的 实 际 应 用 ,分 析 并 总 结 了工 程 设 计 及 运 行
的经 验 。实 践 表 明 ,经 厌 氧 气 浮 一UASB.SBR的 工 艺 处 理 后 ,废 水 中 COD和 ss总 去 除 效 率 分 别 可达 到 99.6% 和99.8%
中图 分 类 号 :X797;X703.1
文献 标 识 码 :A
Treatm ent of Alcohol Ef l uent by Anaerobic —Air Flotation —UASB —SBR Technology
TIAN Ai—jun,XIA Jing,TU Yong,Lnmental Sciences,Nanjing,Jiangsu 2 1 0036,China)
维普资讯
第 l9卷 第 4期 2 0 0 6 年 8 月
· 防 治 技 术 ·
污 染 防 治 技 术
UASB_SBR处理啤酒废水
啤酒废水中含有丰富的蛋白质、氨基酸、脂肪、碳水化合物等有机物,为中等浓度有机废水。
综合废水COD一般在1500~3000mg/L,BOD/COD约为0.6,可生化性良好,适宜于采用生化处理。
常规的好氧处理存在着工程造价高,电耗大,剩余污泥量大,工艺不稳定等缺点;混凝沉淀等物理化学处理方法一般成本也较高;采用先进的上流式厌氧污泥床(UASB)工艺,可大幅度降低啤酒废水处理成本,减少污泥产量[1]。
安徽某啤酒厂,年产啤酒达26万t,2002年啤酒产量22万t,啤酒吨酒水耗7~8t,吨酒污水量5.7~6.0t。
该厂通过UASB-SBR工艺处理废水实践尝试,取得了一定的成效,现介绍如下。
1水质与水量1.1进水水量、水质设计水量3000m3/d。
原水水质,COD:1700mg/L~2500mg/L;BOD:1300mg/L~1700mg/L;SS:500mg/L;pH=4.5~5.5。
1.2排放标准根据环保部门的有关规定,废水排放应达到GB8978-1996中华人民共和国污水综合排放标准中的“二级”标准:CODcr≤150mg/L;BOD5≤30mg/L;SS≤150mg/L;pH=6~9。
2废水处理工艺2.1处理工艺的确定上流式厌氧污泥床(UASB)是第二代高效厌氧反应器,由于能够在反应器中形成高产甲烷活性及良好沉淀性能的颗粒污泥,使其具有承受高有机负荷及水力负荷的特点,因而使UASB成为应用最为广泛的厌氧反应器,特别是在食品、纺织等高浓度有机废水处理中尤甚;因而本工程采用UASB反应器作为厌氧处理单元。
厌氧工艺处理高浓度有机废水时,虽然具有运行稳定、低能耗等特点,但是单纯地利用厌氧工艺不易实现废水的达标排放;因此根据同行业废水处理现状和处理技术的成熟程度,选择了UASB与SBR(序批式活性污泥法)相结合的处理工艺。
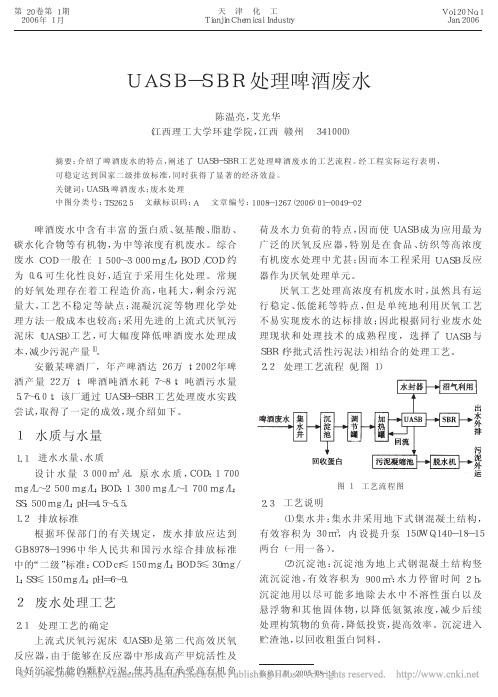
2.2处理工艺流程(见图1)2.3工艺说明(1)集水井:集水井采用地下式钢混凝土结构,有效容积为30m3,内设提升泵150WQ140-18-15两台(一用一备)。
全糟厌氧+UASB+好氧工艺在处理酒精废水中的运用
t r d b o a iia in t on u ean i g s utlz to o c duc om p e e ie a al i n pr ia . Ac o d n o t erw a e ua tt ta c r h nsv n yssa d ap a s 1 c r i g t h i t rq n iy,w a —
中 图分 类 号 : 0 . X7 3 1 文献 标 识 码 : B 文 章 编 号 : 6 42 4 ( 0 0 0 一 0 9O 1 7 — 8 2 2 1 ) 4O 1 一 6
“ 1b d Ana r b c UAS A1一 a e o i+ B+ Ae o i ” Pr c s r bc o es
2 S ni g En io me t lPr t c i n Bu e u, i i g, i n s 2 2 0, i a . ui n v r n n a o e to r a Su n n J a g u 2 1 0 Ch n )
Absr c :A n t ta t ehan l l n p l in on r l nd o pr he i e tlz ton f e o c s o p a t oluto c t o a c m e nsv u iia i o r s ur e w il c sde e a a l be on i r d s
UASB厌氧反应器污水处理研究进展

UASB厌氧反应器污水处理研究进展摘要:目前UASB厌氧反应器在污水处理中有着广泛的应用,本文主要介绍了UASB厌氧反应器在啤酒废水处理中的研究现状,首先分析了UASB反应器的特点,并对影响其运行的因素进行了探讨,阐述了其在处理啤酒废水时运行管理的要点,最后对其运行中出现的问题及解决措施进行了分析。
关键词:UASB厌氧反应器,污水处理,研究进展引言上流式厌氧污泥床(UASB)反应器,是由荷兰Wageningen农业大学的Lettinga等人在20世纪70年代初研制开发的,用于废水处理时,能利用生物凝聚、结块机能,形成具有良好性能的颗粒污泥,大大提高了污泥浓度,使反应器的负荷和效率有了大幅度提高。
UASB反应器的突出优点为COD负荷可达20kg/(m·d),水利停留时间低于4h,占地面积小,能产生沼气副产品,污泥沉降性能好,稳定且过剩量少,COD去除率均为90%以上,因而该反应器在世界上得到了比较广泛的应用。
一、UASB反应器的特点(一)主要优点:UASB反应器最主要的特点是可以形成高负荷的颗粒污泥。
颗粒污泥具有以下优点:1、颗粒状污泥是由细菌形成的一个微生态系统,其中不同类型的种群组成了共生或互生体系,有利于形成细菌生长的生理生化条件并有利于有机物的降解。
2、颗粒的形成有利于其中的细菌对营养的吸收。
3、颗粒使发酵菌的中间产物的扩散距离大大缩短,对复杂有机物的降解是很重要的。
4、在水质突然变化时(例如pH值、毒性物的浓度等),颗粒污泥能维持一个相对稳定的微环境,使代谢过程继续进行。
(二)主要缺点:1、启动和处理时间长。
出水难以直接达标排放。
2、操作条件复杂,对环境条件及操作的要求比好氧法严格。
二、影响UASB反应器运行的因素(一)微量元素的影响微量元素对所有生物体都有重要作用,生物体内的酶是生化反应的催化剂,微量元素则是酶的辅助因子和激活剂。
有报道列举出对产甲烷菌有激活作用的微量元素有Fe、Co、Ni、Zn、Cu、Mg、Ca等,这些微量元素一方面对生物体的生理生化反应具有重要的作用,另一方面有报道称Ca2+对颗粒污泥的形成有一定的作用。
UASB—SBR工艺在啤酒废水处理中的应用
A b s t r a c t : A f t e r t h e i m p l e m e n t a t i o n o f t h e Ye l l o w R i v e r B a s i n I n t e g r a t e d Wa s t e w a t e r D i s c h a r g e S t a n d a r d( S h a a n x i s e g m e n t )( D B 6 1 /
Ap p l i c a t i o n o f UAS B— — S BR Pr o c e s s t o a Br e we r y Wa s t e wa t e r Tr e a t me n t
Li u Hu a f e n g , Zh a n g Me n g
足企业生产规模扩 大、 废 水排 放 量 加 大 的 现 状 , 同时 使 出水 水 质 满 足 新 的排 放 标 准 , 并 降低 废 水 处理 成 本 。
关键词 : U A S B工艺;S B R工 艺; 啤 酒废 水 : 减排
中 图分 类 号 : X 7 0 3 文献标识码 : A 文章编号 1 0 0 7— 0 3 7 0 ( 2 0 1 3 ) 0 9— 0 0 6 0— 0 3
1 项 目背 景
我 国啤酒行 业却 稳 步 向前 , 继续 巩 固全 球 啤 酒 产 销 量第 一 的 地 位 , 2 0 1 2年 啤 酒 产 量 4 6 0 0 . 8 6万 千 升 ,
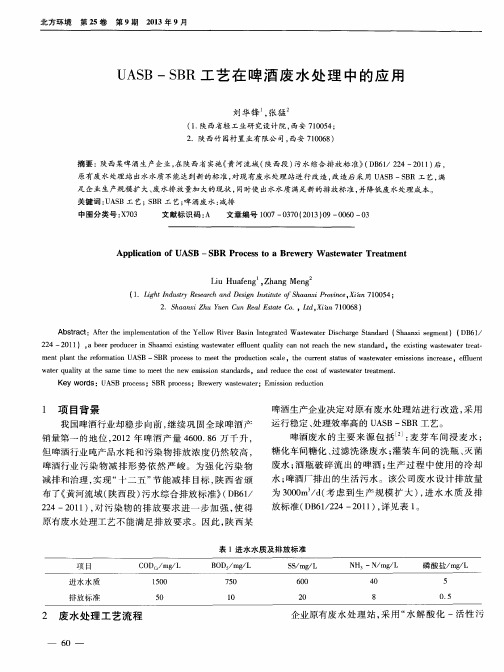
啤酒生 产企 业决 定 对 原有 废 水 处 理 站进 行 改 造 , 采 用 运 行稳 定 、 处理 效率 高 的 U A S B—S B R工艺 。 啤酒废 水 的主 要 来 源包 括 : 麦芽车 间浸麦水 ; 糖 化 车间 糖化 、 过 滤洗 涤 废 水 ; 灌 装 车 间 的洗 瓶 、 灭菌 废水 ; 酒 瓶 破 碎 流 出的 啤 酒 ; 生 产 过 程 中使 用 的冷 却 水; 啤酒 厂排 出 的生 活 污水 。该 公 司废 水 设 计 排 放量 为3 0 0 0 m / d ( 考虑 到生ቤተ መጻሕፍቲ ባይዱ规模扩大 ) , 进 水 水 质 及 排 放标 准 ( D B 6 1 / 2 2 4— 2 0 1 1 ) , 详见 表 1 。
UASB+生物接触氧化+SBR工艺在酒精废水处理中的应用

UASB+生物接触氧化+SBR工艺在酒精废水处理中的应用摘要:介绍了某酒厂采用UASB +接触氧化+SBR新工艺处理高浓度酒精废水的应用。
酒精糟液废水进水水质为CODcr=42000mg/ L,BOD5=21000mg/ L,SS=9000mg/L,水温=60~70℃;出水水质为CODcr≤300mg/ L,BOD5≤100mg/ L,SS≤150mg/ L,出水达到国家《污水综合排放标准》二级排放标准。
实践结果表明,该工艺运行稳定,处理效果好。
对废水处理过程中产生的沼气进行回收利用,经济效益显著。
关键词:酒精废水UASB接触氧化SBR据统计,每生产1t酒精的副产酒精废糟液中,残留有机物总量达500㎏以上,若直接排放将会对周围环境造成严重污染。
山东某酒厂年产酒精1.0万吨,日排酒精废水400 m3。
所排废水有机物浓度很高,CODcr达到35000~50000mg/L,BOD5达到18000~30000mg/L。
该厂原有污水处理工艺落后,为实现出水水质稳定达标排放,采用UASB +接触氧化+SBR工艺法,污染物去除率均在99%以上,设备运行稳定,处理效果显著,出水各项指标均达到设计要求。
1水质水量情况1.1废水水质特点该酒精厂所排酒精糟液废水来源于液体发酵后蒸馏提取酒精所遗弃的蒸馏残液,属于高浓度、高负荷、高温度、高酸度的废液,是可生化性较好的高浓度有机工业废水,主要含糖类、有机酸、蛋白质和纤维素等。
废水水质指标:CODcr=42000mg/L,BOD5=21000mg/L,SS=9000mg/L,pH=4~4.5,水温=60~70℃;从废水水质可以看出该厂所排废水有机物和悬浮物含量较高,较难处理。
1.2处理水量与出水水质设计处理总水量1500m3/d,其中经固液分离后的酒精糟液水量为500m3/d;其余冷却水、车间低浓度废水、生活废水为1000m3/d,其余废水水质指标:CODcr=1000mg/L,BOD5=500mg/L,水温=20℃。
UASB+接触氧化工艺处理啤酒废水效果浅析
0 4 0 2 00
该反应器从底部进水 , 废水 以一定流速 自一 F
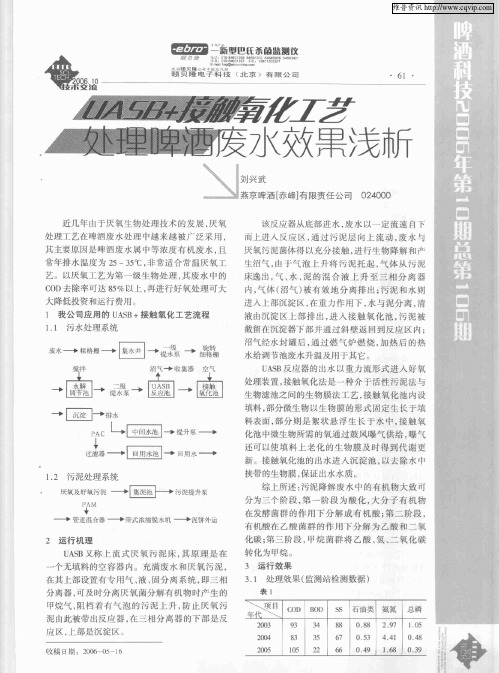
而上进入 反应 区, 过污泥层 向上 流动 , 水与 通 废 厌 氧柯泥菌体得 以充分接触 , 行生物降解 和产 进 生沼气 , 于气 泡上 升将污泥 托起 , 体从 褥泥 由 气 肼逸出 , 、 、 的混 合液 上升 至三 相 分离 器 气 水 泥 内 , 体( 气 沼气 ) 被有效地 分离排 出; 污泥 和水 则 进 入上部沉淀 区, 在重力作用 下 , 水与 泥分离 , 清 液 由沉淀 区上部 排出 , 进入接 触 氧化池 , 污泥 被 截留在沉淀器下部 并通 过斜壁返 回到反应 区内; 沼气经水封 罐 后, 过燃气炉 燃烧 , 通 加热后 的热
工艺非常适合在啤酒废水处理中推广应用。
使用甘汞电极时的几点注意事项
苏姣娥
( 燕京啤酒[ 襄樊 ] 有限公司 4 1 0 44 ) 0
甘汞电极是 p H计 、 离子计等分析仪器上起 参比作用的测量元件 , 它与各种指示电极组成测 量电池 , 可测量水溶液中各种离子浓度 , 并可进 行 电位滴定 分析 , 操作简单 , 准确度高。在啤酒 工业分析中应用频繁。如果我们不正确 使用也 会使测量结果产生误差 , 为了提高检测结果 的准 确度 , 在这里我详细的谈谈使用甘汞电极时 的几
德 国颐 贝 隆 舟司 中国甚 代理
6 ・ 2
颐 贝 隆 电- 科 技 T -
32 采用 U S . A B+接 触氧 化工 艺处 理啤酒 废水 具
4采 用 U S ) A B+接 触 氧 化 工 艺 减 少 供 氧 量 ,
有以下优点: 1大 部分 有机 物 ,O B D在厌 氧 反应 器 内 ) C D、O
内循环uasb反应器+氧化沟工艺在啤酒废水处理中的应用_secret

内循环UASB反应器+氧化沟工艺在啤酒废水处理中的应用摘要:工程实践说明内循环UASB反应器+氧化沟工艺在啤酒废水处理中的应用是可行的,其COD去除率在95%以上,电耗为0.41kwh/m3。
关键字:啤酒废水 UASB 氧化沟调试达标排放概述啤酒生产中的废水主要来自糖化、发酵、罐装等车间所排的废液及设备、管道洗涤水,地面冲洗水。
主要污染物有淀粉、蛋白质、酵母菌残体、酒花残渣。
残余啤酒、少量酒精及洗涤用碱,属于中浓度有机废水[1]。
安徽庐江啤酒厂现年生产能力为6×104t,其日排废水2200m3。
水质指标见表1。
1 处理工艺的确定针对啤酒废水可生化性较好的特点(BOD5/COD Cr-0.6),可采用生化法为主的处理工艺。
生化法一般可分为好氧和厌氧。
采用单一的好氧工艺,则存在着能耗高、占地面积大、运行费用高等弊端。
升流式厌氧污泥床反应器(UASB反应器)具有不需氧、能耗低、污泥产量少等特点。
本次设计采用厌氧和好氧相串联的方式,厌氧采用内循环UASB技术,好氧处理用地有一处狭长形池塘,为了降低土建费用,因地制宜,采用氧化沟工艺。
其工艺流程见图1。
2 内循环UASB反应器的特点本工程的关键设备是UASB反应器。
该反应器是利用厌氧微生物降解废水中的有机物,其主体分为配水系统,反应区,气、液、固三相分离系统,沼气收集系统四个部分。
厌氧微生物对水质的要求不象好氧微生物那么宽,最佳pH为6.5-7.8,最佳温度为35℃-40℃[2],而本工程的啤酒废水水质超出了这个范围。
这就要求废水进入UASB反应器之前必需进行酸度和温度的调节。
这无形中增加了电器。
仪表专业的设备投资和设计难度。
内循环UASB技术是在普通UASB技术的基础上增加一套内循环系统,它包括回流水池及回流水泵。
UASB反应器的出水水质一般都比较稳定,在回流系统的作用下重新回到配水系统。
这样一来能提高UASB反应器对进水水温、pH值和COD浓度的适应能力,只需在UASB 反应器进水前对其pH和温度做一粗调即可。
UASB和氧化沟组合工艺处理啤酒废水

UASB和氧化沟组合工艺处理啤酒废水UASB和氧化沟组合工艺处理啤酒废水引言:随着啤酒工业的快速发展,啤酒废水的处理问题日益凸显。
啤酒废水中含有高浓度、高COD、高BOD及其他有机污染物,传统的废水处理方法已经无法满足需求。
本文将介绍一种有效的废水处理方法,即UASB(上升流厌氧污泥床)和氧化沟组合工艺,并探讨其在啤酒废水处理中的应用。
一、UASB工艺概述UASB工艺是一种以高速气提供上升流的方式,通过在封闭容器中的反应池内产生有效沉降厌氧污泥并得到生物沼气的废水处理技术。
在UASB反应池中,废水中的有机物质被厌氧菌分解成可溶解性有机物、挥发性酸、氨氮等。
厌氧菌产生的生物沼气在反应池内上升并沉降,同时逐渐将废水中的有机物质去除,减少废水中的COD和BOD。
二、氧化沟工艺概述氧化沟工艺是一种通过微生物代谢活动将有机污染物转化为无机或无毒物质的废水处理技术。
氧化沟主要分为曝气氧化沟和自然曝气氧化沟。
废水在氧化沟中停留时间较长,通过氧化沟内的微生物降解有机废物,同时利用氧气促使有机污染物的氧化反应进行。
三、UASB与氧化沟的组合应用UASB和氧化沟工艺的组合应用,可以取长补短,达到更好的废水处理效果。
UASB主要用于预处理,去除废水中的有机物质和挥发性酸,以减轻氧化沟的负担;氧化沟则用于进一步氧化和去除废水中的COD和BOD,提高水质。
通过UASB预处理,氧化沟的运行负荷可以显著降低,减少能耗和投资成本。
四、UASB与氧化沟组合工艺的优势1.高处理效率:UASB可去除废水中的大部分有机物质和挥发性酸,氧化沟对COD和BOD有较好的去除效果,整体废水处理效率高;2.节能降耗:UASB和氧化沟的组合应用减少了氧化沟的运行负荷,节约能源,降低投资和运营成本;3.稳定运行:UASB能够提供稳定的废水进入氧化沟,减少起伏,有利于氧化沟的稳定运行;4.操作简便:UASB结构简单,操作方便,减少了运行和维护的复杂性。
UASB+SBR 工艺在酒精工业废水处理中的应用
5 2 8 3 0 0 )
氧水解反应器 中大量微生 物进 行水 中颗粒物质迅速截 留和吸附 , 截 留下来 的物质 吸附在污泥表层 。在大量水解 细菌 、 产 酸菌作用 下, 将废水 中不溶 性有机物 分解 出来 , 这 个过程就是 产氧产 酸的 过程 。同时在分 离水分子 的过程中也产生了甲烷小气泡 , 小气 泡 穿过污 泥层不断 上升 , 上 升过程 中形 成大气泡 , 最后 到达厌 氧反 应 区。 甲烷也是不 可多得了有机气体 , 是 可很好利用的 。 分离出来 酒精废水 不达标排放到汀河对水 资源污染 非常之大 , 国家 明 的有机物进行二次利用 , 符合资源冉利用的原 则。 确规定必须达标 的废水才能排出。 然而有太多的酒厂酒 精废 水 S B R工 艺在 酒精 废水 处理 中的 应用观 察 没有达标 就被排出 , 对我 国的水 资源造成 了一定程度 的伤 害 ,随 3 着 科 学 技 术 的 不 断 发 展 ,本 文 以 广 东 某 酒 厂 为 例 ,讲 述 S B R工 艺是 序批 式活性污泥法的简称 , 是 一种按 间歇 曝气方 U A S B + S B R工艺在酒精 废水 处理中的应用 , 以期缓解水资源污染 式 来运行 的活性污 泥污水处理技术 , 又称 序批式 活性污 泥法 。该 问题 。 操 作 功 能 改 造 了 原 有 活 性 污 泥 主 反 应 区 对 厌 氧 断 出 水 进 行 好 氧 处理, 进一步去除废水 中的污染 物物 。运行方式 l 卡 闩 对来 说比较灵 1酒 厂酒精 废水 的水 质和 现有处 理 工艺 活, 能够适应各式 不 同的废水处 理要求 , 不仪 限于酒精废水 的处 本文通过抽取样本实验的方法 , 对该酒 厂酒精废水进行 了实 理 。它的运行 周期 一般包括进水期 、 反应期 、 静置期 、 排水期和闲 验观察 , 得 出 以下 结 论 : 置期 5 个基本阶段 。 1 . 1酒 精 废 水 的 水 质特 点 S B R工艺需 要 与 U A S B [ _ = _ 艺结合使 用 , UA S B反应池 的水必 本 文 通 过 对 广 东 某 主 要 生 产 豉 香 型 白酒 的 酒 厂 进 行 了调 研 , 通 过 须 进行二次处 理才能 达到废水排放 标准 。S B R T 艺正好 完成 了 研究分析得到 的讯息十分惊人 。在生产过程 中真空泵冷却水 、 对 I J A S B的这一要求 , U A S B的出水进入到 S B R一 段, 这是一个好氧 药材进行 清洗 、 过 滤机 、 甑底 水 、 二曲黄 水等 过程产生 的废 水 , 属 处 理 过 程 , 在这里碳 源有机物和氨氮类有机物得刮 了 , 很 大 程 度 上 S B R相 对 其他 传 统 废 水 处 王 早 工艺 , 有生化反应速度快 、 处 于 高 等 浓 度 的 有 机 废 水 。是 不 可 被 直 接 使 用 的 其 他 领 域 的 , 但 是 的 处理 。 其 中所 含 有 机 物 成 分 较 高 ,是 可 生 化 性 的 高 浓 度 有 机 上 业 废 水 。 理效率 高 、 运行灵活 、 操作简单 的几大特点。它最大的特 点就是能 通过静止沉淀 , 分离 出大量有 机物 , 出水 酒精废水直接排 出不仅对水资源环境造成威胁 , 里面含有的大量 大量脱离氨氮类有机物 , 有机 物将 被 白白浪 费。从水资源环 境保护和废 物利用 的角 度 出 水 质 不 仅 达标 还 相 对 较 好 。 发, 酒精废水进行再处理无疑是一种最好 的选择。 4 U A S B + S B R 工 艺 效 果 显 示 1 . 2酒 精 废 水 的 处 理 工 艺 该酒厂酒精废水工艺还是 比较传统 的废水处理流程 , 简单的将废 本文通过对 该酒厂进行 了实例研究 ,取用酒厂废 水 5 0 m? / d 水进行过滤消毒之后直接排 出。这样 的传统处理方法 , 不仅不能 进行研究。酒精生产过程中废水 先是洗药材产生的泥沙等悬 浮 够完全将废水有毒化学物质完 全改善 , 还浪费了大量的有机物再 物 , 可用 沉 淀 的方 法 率 先 把 其 去 除 、然 后投 放 混 凝 剂 P A C及 絮凝 利用 , 是不被提倡的 。现如今有很多的酒厂还在利用着传统的工 剂 P A M, 使沉淀物形 成絮凝物通过斜管进 入沉 淀池 , 从 而清 除洗 艺进行酒精废水处理 , 不容易被更换。随着科学技术的不断发展 , 涤后产生的杂质。出水在经过 蜒眇过滤 器进行过滤 , 达标排放 。 各个 领域科学技术的使用也越来越全面 。 调 节池 搭配水井 , 收集 污水 , 减少流 量变化给污水 处理系统带 来 的冲击 , 调节池设 置搅拌 、 混 合装置 , 为使调节 池 出水水质 均匀 , 2 UA S B工艺 在酒 精废 水处 理 中的应 用观察 防止 杂 质 沉 淀 。 U A S B工 艺 的使 用 , 在 底部 反 应 区 内存 留大 量 厌 氧 U A S B即为上流式厌氧污泥床 , 也叫厌氧水解 反血器 , 是集沉 污 泥形 成污 泥层 , 需处理 的污水 从厌 氧污 泥层 底部 流入与污泥混 淀、 吸附和生物絮凝等物 理化学过程 , 以及水解酸化 和甲烷化过 合 , 污泥中的微生物分解污 水中的有机物 , 形成沼气 。 沼气 以微小 程等生物降解功能于一体的综合反应器 。 厌氧反应器由污 泥反应 气泡 形式不 断放 出 、 上升, 上升过程形成较大气泡 , 进入三相分离 区、 三相分离器 ( 气、 液、 同) 和气室三部分组成 。厌氧生物处理化 室碰到下部折射板 , 折向四周穿过 水层进入 气室 , 再将其用 导管 学过程为水解 酸化 、 产酸、 产 甲烷 3 个 阶段 。U A S B厌氧反应器 的 导出。这时固液混合液进入三相分离器的沉淀 区, 污泥发生絮凝 基本工作 原理 为 : 首先 , 在底部反应区内存 留大量厌 氧污泥 , 具有 在 重 力 作 用 下 沉 降 , 沉 淀的污 泥降到厌氧反 应区 内, 而 分 离 后 的 良好 的沉 淀性 能 和 絮 凝 性 能 的 污 泥在 下 部 形 成 污 泥 层 。污 水从 厌 处 理 水 从 沉 淀 区 溢 出 , 排 出污泥床。此中设计 了四座 U A S B反 应 氧 污 泥 层 底部 流 人 与 污 泥 混 合 在 以前 , 污 泥 中 的微 生 物 把 废水 中 器( 并联两级 ) , 每 座尺寸均 为: 小3 - 3 ×6 . 5 m。UA S B反应器处理完 的有机物分解 成 甲烷 , 这是一种把 污水转化 为气 的过程 。该气 体 成 后 进 入 S B R反 应 器 , S B R 反 应 器 为 问 歇 性 进 水 并 自流 人 S B R 不断分离上 升 , 最初 以微 小气泡 的形态从污泥层 中放 出 , 在上 升 反应器 , 因此 在 S B R反应器进水前设置配水 井 , 配水 井安装 自动 过程 中不 断合并 , 气 泡逐 渐变 大 , 在 污泥层上部 由沼气的搅动 形 阀门控 制水量和时间 。 S B R反应器间歇曝气方式来 运行 活性污泥 成一个污泥浓度较稀薄 的污泥和水一起上升进入三相分离器。然 污水处理技术 , 设置鼓 风机为 S B R反应器供 氧 , 使 微生物好氧分 后, 气泡通过与 三相分 离器下部接 触 , 分 离器下部 的反射板折 向 解代谢有机物 , 降低 有机物浓度达到排放标准 。经过处理 的污 水 反射板的 四周 , 然后 穿过 水层 进入气室 。进 入到气室 的甲烷用导 由 原 来 的 : COD c r =1 8 0 0 0 mg , / L, B OD 1 0 0 0 0 mg / L,S S = 2 0 0 mg / L, 经 管导 出, 同液混 合液 经过 反射进入三相分离 器的沉淀 区。废水 【 I t 过处理为 C ODc r = 9 8 mg / L, B OD = 2 0 mg , / L, S S = 7 0 mg / I 。 的污泥层 发生絮凝 , 颗粒在逐 渐的变大 , 在重力作 用下沉 淀到分 通过 实例研究 可以表 明 , U A S B + S B R +沉淀过 滤工艺 出水能 离器 的厌氧反应 区。 在厌 氧反应器处理 污水过 程中 , 可 以看 出 , 够达到设计要求 , 满足废水排放标准 。简单来讲 , 是一种厌 氧水解 先是在污泥反应 区, 通 过污泥层中的微生物完成 了水解酸化。厌 +好氧的废水处理过 程。 厌氧水解处理过程 无需 曝气 , 运行费用较
UASB工艺在污水处理中的应用

UASB工艺在污水处理中的应用什么是UASB工艺UASB是Upflow Anaerobic Sludge Blanket的缩写,中文翻译为上流式厌氧污泥床反应器。
它是一种生化污水处理工艺,在处理有机废水方面应用十分广泛。
简单来说,UASB反应器是一个圆形或方形的容器,内部放置了一些废水填料,让水自下而上通过这些填料,填料上的生物负责将有机废水降解为甲烷、二氧化碳和生物质等,其产生的泥渣在反应器中沉淀,以此实现污水的净化。
UASB工艺有什么优势相比传统的污水处理方法,UASB工艺具有以下优势:1.能够有效降解高浓度和难降解的有机废水,特别是工业废水。
2.能够在较宽的负荷范围内稳定运行,运行成本相对较低。
3.不需要额外添加氧气,能够节约能源和化学品的使用。
4.UASB反应器结构简单,易于维护和管理,具有可扩展性,可适应不同废水类型和出水要求。
UASB工艺在污水处理中的应用随着工业化水平的不断提高和城市化进程的加速推进,城市和工业废水的排放量不断增加,对环境造成了严重的威胁。
而UASB工艺在解决这一问题中也扮演了重要的角色,应用场景包括但不限于以下几个方面:工业废水处理工业废水由于种类繁多,固体含量高,难以处理,给环境带来了严重威胁。
而UASB处理工艺能够高效降解工业废水,且不需要额外氧供和药剂投加,可有效降低工业废水的化学需氧量(COD)、总有机碳(TOC)和氮磷等指标,大幅度减少工业废水的排放量和对环境的危害。
市政污水处理城市污水处理是保障城市环境卫生的关键工作之一。
与传统的活性污泥法相比,UASB处理工艺有着更好的NSF/COD比值、更高的D/S比和更低的污泥产率。
这意味着,通过UASB处理污水可以降低出水COD浓度、提高总氮去除效率,即使在高负荷状态下运行也能保证稳定性。
相比传统处理工艺,UASB工艺的优势体现在能够快速达到出水标准、设备占地面积小、设备寿命长等方面。
有机废水回收利用随着人们环保意识的提高和科学技术的发展,有机废水回收利用越来越受到关注。
UASB—BSR工艺在啤酒废水处理中的应用
目前我国啤酒行业稳步向前 ,继续巩固全球 啤 酒产销量第一 的地位。2 0 1 2 年啤酒产量达 4 6 0 0 . 8 6 万K L , 但啤酒行业吨产品水耗和污染物排放浓度仍
企业原有废水处理站 , 采用“ 水解酸化一 活性 污
然较高 , 啤酒行业污染物减排形势依然严峻。 为强化 泥” 工艺 , 出水水质基本达到《 渭河水系( 陕西段) 污水
效高度 1 1 m,有效容积 8 4 0 m 3 , H R T 6 . 7 2 h , M L S S 1 . 4 g / L , 容积负荷 5 . 0 k g C O D c , / ( m d ) , 污泥负荷 0 . 6 0 k g B O D J
图 1废水 处 理 工 艺 流 程
2 0 1 3 年9 月
污染治理( 3 6 - 3 8 )
环境研 究与监测
第2 6 卷
U AS B — B S R 工艺在 啤 酒 废水 处 理 中的应 用
刘华锋 张 猛
( 1 . 陕西省轻工业研究设计院 陕西 西安 7 1 0 0 5 4 ; 2 . 陕西竹 园村置业有限公司 陕西 西安 7 1 0 0 6 8 )
m g / L
O D Q 、 B O D 等指标进一步降低 , 以实现出水水质新 菌废水 ; 酒瓶破碎流出的啤酒 ; 生产过程中使用的冷 C 却水; 啤酒厂排出的生活污水。 该公 司废水设计排放
表 1进水水质及排放标准
收稿 日期 : 2 0 1 3 - 0 6 — 2 7
作者 简介 : 刘华峰 ( 1 9 8 5 一 ) , 男, 河南 郸城人 , 助工 , 现 主要从事环 保 、
网过 水 流量 为 1 5 0 m 3 / h 。
厌氧(UASB)+好氧(接触氧化)在高浓度酒精废水处理中的应用
厌氧(UASB)+好氧(接触氧化)在高浓度酒精废水处理中的应用来源:北方环境2013年8期摘要:文章根据工程实践,采用厌氧(UASB)+好氧(接触氧化)工艺处理某酒厂高浓度酒精废水,整个系统对COD的去除率达99%以上,该工艺运行稳定,处理效率高,能耗低,废水处理过程中产生的沼气可以进行回收利用,经济效益显著。
关键词:酒精废水;高浓度;UASB;接触氧化 BAF1 前言某酒厂有限公司主要生产豉香型白酒,在生产过程中主要产生以下两种废水:一、高浓度、少水量废水。
药材清洗水、硅藻土过滤机滤水、甑底水、二曲黄水、灌装机滴落酒液、残留酒份等。
二、低浓度、大水量废水。
洗瓶水、冷却水、软水机纯水机等产生的废水。
为了保护周边环境不受污染,厂方决定兴建一座单独处理高浓度、少水量的废水,处理规模为50m3/d的处理系统。
根据厂方提供的原水水质,出水达到广东省地方标准《水污染物排放限值》DB44/26-2001第二时段一级标准。
2 处理工艺酒精生产中的废水为可生化性较好的高浓度有机污水,适宜采用生化处理工艺,废水中混有一些杂质和悬浮物,需先对其进行预处理,实现固液分离。
采用混凝沉淀+三级厌氧(UASB)+三级生物接触氧化+沉淀+BAF+砂滤器的工艺。
2.1 工艺流程方框图2.2 工艺流程说明生产废水经过两道粗细格栅,对较大的悬浮杂质颗粒进行拦截隔离,然后进入调节池,池底采用穿孔管和鼓风机进行鼓风搅拌,均匀水质水量。
由PH仪控制投加NaOH,调节PH在6.8~7.8。
再由提升泵抽往高位槽,此后的流程,废水都是通过自流完成,减少了再次提升,节省能耗。
本文由污水处理厂家广东春雷环境有限公司采编,如有侵权请告知。
(1)预处理阶段:沉淀。
酒精生产过程中的废水,其中洗药材废水含有一些泥沙及一些比较细小的悬浮杂质,投加混凝剂PAC及絮凝剂PAM,通过吸附架桥等作用使粒子凝聚形成大的絮凝物形成矾花。
然后自流进入斜管沉淀池,实现固液分离。
UASB+SBR工艺在酒精工业废水处理中的应用

UASB+SBR工艺在酒精工业废水处理中的应用摘要:本文阐述了酒精工业废水水质及现有处理工艺,对UASB、SBR在酒精废水处理中进行应用观察,做出UASB+SBR工艺在酒精工业废水处理中的应用,希望对我国酒精工业废水有所帮助。
关键词:UASB+SBR工艺;酒精工业废水处理;UASB随着经济社会的不断发展,人们越来越注意生活品质,关注环境保护问题,酒厂生产酒精会产生大量的废水,酒精废水排放到大自然会影响周围环境,造成环境污染。
利用UASB +SBR新工艺会促使酒厂废水水质得到改善,该工艺可以有效实现废水的稳定性,提高经济效益。
酒精废水如果没有进行废水处理就直接排放到河流中,会导致我国水资源污染,UASB+SBR工艺在酒精废水处理中,可以有效缓解水资源污染问题,助力我国酒精行业的发展。
UASB+SBR工艺具有运行费用低、除污效果好等特点,酒精厂废水处理基本会先进行预处理,实现事故调节池、集水池、DE 调节、冷却塔等处理工艺,进一步实现反应器处理,达到净化酒精工业废水的效果。
科技的不断发展和进步,人们对于酒精的需求量越来越大,酒精厂在生产中涉及到废水处理,废水在应用中需要根据厌氧系统的状况实现废水处理。
废水处理普遍存在成本高、工艺复杂的情况,造成酒精废水处理较为复杂。
废水预处理中需要考虑采用多项废水处理工艺,逐步实现废水水质污染物降低,达到废水排放标准。
酒精生产废水对环境造成极大的影响,对酒精生产工艺进行完善可以实现酒精厂的优化,有助于酒精厂废水处理设计优化,助力酒精生产行业的发展。
一、酒精工业废水水质及现有处理工艺我国酒精工业废水的主要特点是水体具有高浓度、高温度,酒精工业废水主要含糖类、有机酸、蛋白质等物质,主要成分为有机废水,废水具有酸性高、粘度大的特点,给酒精废水处理造成障碍。
酒精工业废水在处理中要注意符合我国污水排放标准。
酒精生产无废水排放可以实现技术指标和工业生产的完善,逐步推进我国酒精产业化的发展。
UASB和氧化沟组合工艺处理啤酒废水
UASB和氧化沟组合工艺处理啤酒废水UASB和氧化沟组合工艺处理啤酒废水啤酒废水是一种高浓度、高胶体物质含量和高氮磷污染负荷的工业废水,若不经过有效处理,会对环境造成严重的污染。
因此,选择适宜的废水处理工艺显得尤为重要。
目前,UASB (上升式厌氧污泥床反应器)和氧化沟是两种常用的啤酒废水处理工艺,通过将它们组合起来进行处理,能够高效地去除废水中的有机物和氮磷污染,达到较好的处理效果。
UASB是一种基于厌氧颗粒污泥工艺的生物处理技术,可应用于高浓度有机废水的处理。
它采用高水力加载速率和内部循环流体化的特点,能够在接触时间短的情况下高效生物降解有机物。
UASB反应器中的颗粒污泥具有良好的沉淀性和自抗洗性,因此能够更好地利用和保存污泥中的活性菌群。
在UASB反应器中,废水通过进水管道从反应器底部注入,并在反应器内部自下而上地通过。
在这个过程中,废水与颗粒污泥之间进行物质和能量的交换作用,有机物被厌氧菌通过发酵酸化生成甲烷等气体,达到去除有机物的目的。
经过UASB反应器的处理,废水中的有机负荷得以降低并转化为可回收的能源。
然而,UASB工艺对废水中的氮磷污染去除效果较低。
为了提高废水处理效果,氧化沟被引入到处理工艺中。
氧化沟是一种利用氧化还原反应进行废水处理的工艺,对水中的氮磷物质有较好的去除效果。
氧化沟是一种平缓流通的开放式反应池,废水被引入沟道中流动,并暴露在大气中,利用大气中的氧气进行氧化反应。
在氧化沟中,水体的流动和氧气的供给使得生物膜上的微生物能够更好地利用氮源将氨态氮、亚硝态氮和硝态氮逐级进行氧化,最终转化为氮气释放到大气中。
同样地,氧化沟也可以通过微生物生长吸附和颗粒物沉积的方式去除废水中的磷。
将UASB和氧化沟两种工艺组合起来进行处理啤酒废水,能够综合利用它们的优势。
UASB工艺能够高效去除废水中的有机负荷,提供一个低浓度、低有机物的废水进入氧化沟进行处理;氧化沟工艺则能够进一步去除残余的氮磷污染物。
UASB工艺在污水处理中的应用
UASB工艺在污水处理中的应用摘要:目前,UASB工艺已普遍形成了颗粒污泥,这使得厌氧UASB工艺迅速得到了推广和普及,该技术在我国已得到了实际的推广应用。
UASB反应器是目前应用最为广泛的高速厌氧反应器,该技术在国内外已经发展成为厌氧处理的主流技术之一。
本文从UASB反应器的基本构成和工作原理及工艺特点入手,并重点介绍了UASB工艺在水处理中的应用和UASB处理效果的影响因素和改良探讨,最后对UASB工艺的应用研究现状及发展趋势进行了展望。
关键字:UASB 颗粒污泥废水处理改良Abstract:Recently,UASB process has generally been the formation ofgranular sludge, which makes the the anaerobic UASB process quickly and the popularization of the technology in China has been the actual promotion applications. UASB reactor is currently the most widely used high-speed anaerobic reactor, the technology at home and abroad has grown to become one of the mainstream technology of anaerobic treatment. Start from the basic structure and working principle of the UASB reactor and process characteristics, and focuses on the the UASB process applications in water treatment and UASB treatment effect influencing factors and improved explore last UASB process research status and development trend prospect.Key words :UASB Granular sludge Wastewater treatment improvement 正文一.UASB反应器的基本构成和工作原理1.UASB反应器的基本构成UASB反应器的主体部分主要分为两个区域,即反应区和三相分离区.其中反应区为UASB 反应器的工作主体.UASB反应器构造图如下所示:①.污泥床内部具有很高的污泥生物量,污泥床中的污泥由活性生物量占70%~80% 以上的高度发展的颗粒污泥组成.,具有优良的沉降性能,颗粒污泥中的生物相组成比较复杂, 主要是杆菌、球菌和丝状菌等..污泥床的容积一般占整UASB反应器容积的30% 左右,但对UASB反应器的整体处理效率起着极为重要的作用,对反应器中有机物的降解量占到整个反应器全部降解量的70%~90%.②.污泥悬浮层占据整个UASB反应器容积的70%左右,由高度絮凝的污泥组成, 一般为非颗粒状污泥, 其沉降要明显小于颗粒污泥的沉速,靠来自污泥床中上升的气泡使此层污泥得到良好的混合.污泥悬浮层中絮凝污泥的浓度呈自下而上逐渐减小的分布状态.这一层污泥担负着整个UASB反应器有机物降解量10%~30%.③.沉淀区其作用是使由于水流的夹带作用而随上升水流进入出水区的固体颗粒(主要是污泥悬浮层中的絮凝性污泥) 在沉淀区沉淀下来, 并沿沉淀区底部的斜壁滑下而重新回到反应区内( 包括污泥床和污泥悬浮层) , 以保证反应器中污泥不致流失而同时保证污泥床中污泥的浓度.,沉淀区的另一个作用是可以通过合理调整沉淀区的水位高度来保证整个反应器集气室的有效空间高度而防止集气空间的破坏.④.三相分离器主要作用是将气体(反应过程中产生的沼气)、固体(反应器中的污泥) 和液体(被处理的废水) 等三相加以分离.,将沼气引入集气室, 将处理出水引入出水区, 将固体颗粒导入反应区.,相当于传统污水处理工艺中的二次沉淀池, 并同时具有污泥回流的功能.,因而三相分离器的合理设计是保证其正常运行的一个重要内容.2.UASB反应器的工作原理废水由反应器的底部进入后, 由于废水以一定的流速自下而上流动以及厌氧过程产生的大量沼气的搅拌作用, 废水与污泥充分混合, 有机质被吸附分解, 所产沼气经由反应器上部三相分离器的集气室排出, 含有悬浮污泥的废水进入三相分离器的沉降区, 由于沼气已从废水中分离, 沉降区不再受沼气搅拌作用的影响. 废水在平稳上升过程中, 其中沉淀性能良好的污泥经沉降面返回反应器主体部分, 从而保证了反应器内高的污泥浓度.,含有少量较轻污泥的废水从反应器上方排出..。
UASB技术在啤酒废水处理改造中的应用

收稿日期:2009-09-03作者简介:顾震宇(1972-),男,浙江海宁人,高级工程师,主要从事环境污染治理研究。
UAS B 技术在啤酒废水处理改造中的应用顾震宇1,况 武2(1.浙江省环境保护科学设计研究院,浙江杭州310007;2.浙江博世华环保科技有限公司,浙江杭州310007)摘 要:通过在某啤酒厂的废水处理流程中添加UAS B 处理单元,形成了UAS B -水解-A /O 的处理体系。
运行结果表明,该工艺处理效果稳定,耐冲击负荷能力强,出水水质好。
对于进水C OD 为2400mg/L,BOD 5为1300mg/L,SS 为400mg/L 的啤酒废水,处理出水各项指标均能达到《啤酒工业污染物排放标准》(G B19821—2005)一级标准的要求,其中COD ≤50mg/L,改造后去除单位COD 能耗降低65.8%。
关键词:啤酒废水;UAS B;水解;A /O;节能中图分类号:X793 文献标识码:B 文章编号:1004-3950(2009)06-0045-04Appli ca ti on of UASB technology i n the tran sforma ti onof brewery wa stewa ter trea tm en tGU Zhen 2yu 1,K UANG W u2(1.Envir on mantal Science Research &Design I nstitute of Zhejiang Pr ovince,Hangzhou 310007,China;2.Zhejiang Best w a Envir on mental Pr otecti on Sci 2tech Co .,L td,Hangzhou 310007,China )Abstract:A treat m ent syste m of UAS B 2hydr olysis 2A /O was for med,thr ough adding UAS B treat m ent t o a bre wery waste water treat m ent fl ow .The running results indicated that this technol ogy had steady effects in treating,str ong abili 2ty of endurance i m pact l oading,and good quality of effluent water .Every index of effluent water can achieve the First Grade of Standard of Pollutants D ischarge for beer industry (G B19821—2005)such as COD ≤50mg/L,when the in 2fluent C OD is 2400mg/L,BOD 5is 1300mg/L,and the SS is 400mg/L for a bre wery waste water .The energy con 2su mp ti on per COD re moval can decrease 65.8%after modifying .Key words:bre wery waste water;up 2fl ow anaer obic sludge bed (UAS B );hydr olysis;anoxic /oxic (A /O );energy 2sav 2ing0 引 言杭州千岛湖啤酒有限公司2004年在千岛湖坪山建立啤酒厂,一期规模为8万t/a,配套建设了3000t/d 的污水处理厂一座。
UASB在处理啤酒废水中的应用
!"#$在处理啤酒废水中的应用郭一飞!张胜华"平顶山工学院环境工程系!河南 平顶山 !"#$$%#摘 要@文章阐述了采用 &’()"上流式厌氧污泥床$%% 生物接触氧化处理啤酒废水!出水水质达到综合排放一级标准!而 *+’"挥发性脂肪酸$可直接监测厌氧处理的运行情况&关键词@&’()’*+’’啤酒废水’厌氧处理’监测中图分类号@,#$-#文献标识码$’#文章编号$%$$./%%0%12$$03$0/$$42/$2!"#$!上流式厌氧污泥床"是一种结构简单#处理 效能很高的新型反应器$已在世界范围得到广泛应用$ 它较好地解决了气#固#液三相分离的问题% 哈尔滨市 三星啤酒有限公司引进该系统后$ 收到了良好的处理 效果% 在废水厌氧处理过程中$有机物的生物降解分为 酸性发酵和碱性发酵两个过程% 在酸性发酵过程中$大 分子#复杂有机物转变为可溶性简单有机物$再进一步 发酵为短链脂肪酸!如乙酸#丙酸和丁酸"$因为这些酸 在常压下易挥发$所以称为挥发性脂肪酸!%&""% 在碱 性发酵!即甲烷化"过程中$%&" 被甲烷化细菌在微碱 性环境中转化为甲烷和二氧化碳$因而在运行过程中$ 通过监测 %&" 可直接监测厌氧处理的运行情况%A 工程概况A 2A 水质情况哈尔滨市三星啤酒有限公司$ 在生产过程中排放 的废水为非连续性$水质#水量随季节波动大$ 水中有 机物浓度高$’( 值不稳定% 根据此废水特点$该公司采 用 !")$&& 生 物 接 触 氧 化 工 艺 对 废 水 进 行 处 理 $ 废 水水量为 **+++,-./0水质及出水要求见表 *%进水!隔栅!调节池! 泵 房!!1)$! 生 物 接 触 氧化池!二沉池!出水*2- 各处理单元设计工艺参数见表 3表 2各处理元设计工艺参数, 主要构筑物及运行调试,2A 调节池调节池为合建式线内调节池$采用钢混结构$内部 设机械搅拌器$尺寸’3+,!*4,!5,$废水停留时间 67%,2, B "CD共设 6 个 !1#8 反应器$为矩形混凝土池$半地下 结 构 $ 尺 寸 ’3+,!*+,!9,$:;< 容 积 负 荷 为 625=>"@<.,-/$配水系统采用穿空管$出水系统采用三角堰溢流%,2E 生物接触氧化池尺寸’3+,!3*,!5,0 ?;< 容积负荷 ’*A B =>.,-/$曝气采用 *9 台 )8C &&!.- 型水下曝气机% 为克服固 定性填料的堵塞问题$填料选用球型悬浮填料% ,2F 二沉池选用中心进水#周边出水辐流式沉淀池$圆形混凝 土结构$ 尺寸’"35,!5A 5 ,0 表面负荷 *,-.,37$ 采用 D35&&8E 型周边传动刮泥机$驱动功率 +A 46F G %E GH " 的应用E 2A 监测 GH " 在厌氧处理中的应用挥发性脂肪酸!%H 1"式厌氧消化过程中的主要产 物$酸化过程对 %H 1 的监测可以很好了解有机物的降 解过程$%H 1 的组成和量的检测可适时反映厌氧反应 器 运 行 的 好 坏 及 稳 定 性 % 因 为 %H 1 的 变 化 要 比 ’I 值#@J ’ 等变化提前出现$ 较高的挥发酸浓度不仅对表 % 计废水水质A 2, 工艺流程废水通过隔栅进入调节池0 在调节池内加入酸或 碱调节 ’( 值0一般保持酸性0有 利 于 复 杂 有 机 物 的 水 解反应0 然后废水经泵由底部进水管经均匀布水后进 入 !1)$ 进行厌氧发酵0 产生的沼气送去燃烧塔燃烧0 废水进入生物接触氧化池进行好氧降解后0 泥水混合 物进入二沉池0上清液排入市政管道% 其主要工艺流程收稿日期@ 2$$0/$-/$"作者简介@ 郭一飞"%4"!/$!男!河南焦作人!平顶山工学院环境工程系高级工程师!研究方向(水污染控制工程& / 42 /甲烷菌有抑制作用!对有机物的降解也有抑制作用"!"#$%&的测定!"#"$仪器国产%&$’’型气相色谱仪!&()*’+色谱数据处理机"!"’"’测定条件图. "($%出水*+,和&’(浓度色谱柱#’,!!-,,的不锈钢螺旋柱!%(.*$/!01/!23目45’67!)89检测器#氢火焰离子检测器温度#柱温$://&检测器及汽化室##///&气体#载气;#!<,=>,?@7##!/,=>,?@A?B#!13,=C,?@纸速#9 ,,C,?@进样量#’"=!"!监测结果!"!"$DA+E 进水F G A和&8(的关系内装担体!"!"’DA+E出水F G A及&8(去除率在DA+E 出水中!F G A的浓度直接影响废水处理效果!过高的出水F G A浓度表明反应器内大量F G A积累!反映器面临酸化危险"在正常运行中!出水F G A浓度低于’33,I7AJ C=为最好"由图! 可以看出!DA+E出水F G A波动很小!保持在较低水平!系统的&8(去除率较高!约为:$H26%见图’&!这说明DA+E 中的甲烷化菌工作正常"如果出水F G A波动较大或浓度太大!应立即暂停进液!并检查环境因素有无改变"图! "#$%进水&’()*+,及*+,去除率’结论该公司使用DA+E’生物接触氧化法处理啤酒废水!同时通过监测F G A的变化及时发现厌氧系统运行可能出现的问题!工艺先进!设计合理!处理后指标可达到%E2:<2’22一级标准见表""表! 废水处理设施运行结果!-/012."图- "($%进水*+,和&’(浓度!参考文献"345张自杰2排水工程!下册"3652北京#中国建筑工业出版社$10002315沈耀良2废水生物处理新技术% 理论与应用3652北京#中国环境科学出版社$477723.5贺延龄2废水的厌氧生物处理3652北京#中国轻工业出版社$47782395张仁瑞2&’(作为厌氧生物学指标的可行性研究3:52青岛建筑工程学院学报$4;7<$!1"23=5刘艳玲$等2气相色谱法分析厌氧反应器中的挥发性脂肪酸3:52哈尔滨建筑大学学报$1000$!>"2由图$$图’可以看出!厌氧池进水F G A C&8(平均值为3H!1"如果F G A C&8(小于3"!-!则表示废水厌氧可生化性弱!说明调节池酸化作用不完全!DA+E进水中有机大分子分解成小分子的比例小"由于甲烷化菌在厌氧状态下只能分解F G A!虽然大分子有机物在DA+E 内少量成酸细菌作用下也可被分解为F G A!但由于停留时间限制!这些F G A还未被甲烷化菌消化即被带出DA+E!造成出水&8(较高"@ 7? @。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
江苏环境科技 J iangsu Envir onmental Science and Technology
Vol.18 No.4 Dec.2005
“全糟厌氧+UASB+好氧”工艺在酒糟废水治理中的应用
印 辉 1, 魏 梅 2
( 1.中国矿业大学环境与测绘学院, 江苏 徐州 221008 ; 2.徐州市统计局, 江苏 徐州 221002)
83
12 500
50
板框压滤 7~9 8 000
6
7 500
40
气浮
7~9 5 000
37.5
4 000
40
二级厌氧 7~9 2 000
60
1 000
75
沉降罐
7~9 1 800
10
600
40
好氧曝气池 7~9 400
77.8
400
33.3
沉淀池
7~9 300
25
200
50
兼氧塘
7~9 250
16.7
⑷为克服季节和天气变化等因素对工艺条件 的影响, 在各处理单元间增加了冷却降温设备和蒸 汽加热装置, 更好地保障了工艺环境的稳定性, 确 保整个系统的安全可靠运行。
⑸该厂的另一显著经验是尽管酒精废水中的 pH 值只有 4 左右, 由于所含酸性物质全属有机酸, 不必经过加碱中和即可进行厌氧发酵, 处理后废水 的 pH 值接近中性。
合计 (元) 8 330
其每日处理废水 1 200 m3, 则处理成本为 6.94 元 /m3。 1.5.2 经济效益分析
( 1) 目前生产中每天用 3.5 万 m3 沼气, 代替 35 t 煤用于加热锅炉, 则每天节煤效益 1.75 万元。
第 18 卷 第 4 期
印 辉等 “全糟厌氧+UASB+好氧”工艺在酒糟废水治理中的应用
100
50
出口
7~9 250
-
100
-
1.5 处理成本及效益分析 1.5.1 处理成本
本设施污水处理日成本见表 3。
表 3 污水处理日成本
电费
水量
(kW·h) (元) (m3) ( 元)
6 000 3 600 1 000 1 000
药剂费 (kg) (元) 600 1 800
维修费 (元) 600
人工费 (元) 1 330
通过有针对性的考察论证、评价筛选, 该厂采用 全糟发酵治理模式, 改造原固液分离后发酵处理系 统, 形成了具有自己特色的“大厌氧、小好氧”治理工 艺路线。其工艺流程见表 1。
( 1) 除砂沟: 由于酒糟废水中含有较多的砂粒及
槽液 除砂
沼气
一级 厌氧罐
板框压滤
锅炉燃烧 加药
沼气
滤液
气浮
二级 厌氧罐
饲料出售
( 3) 板框压滤: 一级厌氧出水经 80 号和 120 号 双层斜筛网过滤后, 网上物经厢式板框压滤机进行 固液分离, 滤饼作为饲料和肥料出售, 滤液与网下物 一起进入后处理环节。
( 4) 气浮: 滤液中仍含有大量比重较小的悬浮 物, 难以通过常规的沉淀工艺去除, 因此采用高效加 药气浮装置进一步去除悬浮物, 使废水得以澄清。絮 凝剂 PAC 添加剂量为 0.5 kg/m3。
⑵固液分离出的湿糟和滤饼作为饲料销售受季 节性影响较大, 特别是在夏季, 而烘干饲料成本又太 高, 难以运营, 制约着治理设施的正常运行。
22
江苏环境科技
2005年 12 月
⑶UASB 进水悬浮物较高, 很难形成颗粒污泥 床, 处理效果不稳定, 增加了后处理负荷和难度。 1.3 工艺流程及技术参数改进
状态或溶解状态存在约占 20% ~40%。新鲜酒糟废
水的温度在 80 ~100 ℃之间, pH 值为 3 ~5, COD,
BOD 浓度高。其 BOD /COD 为 0.4 ~0.6, 具有良好的
可生物降解性, 该厂日平均废水量约 1 200 m3, 且水
质水量很不均匀, 水质状况见表 1。
表 1 水质状况
心机和板框压滤机进行固液充分分离后, 湿糟及滤 饼作为饲料出售; 澄清的滤液通常以生物处理中的 厌氧反应器为核心降解有机物质, 并回收沼气, 再进 一步进行好氧生物处理, 满足排放标准的要求。但在 实际运行中, 该方法存在 3 点突出问题导致运行效 果差、运行成本居高不下。
( 1) 酒精糟液的脱水处理具有很大难度, 采用 离心脱水机或板框式压滤机进行脱水, 由于薯干酒 精糟液粘度大, 粒度小, 容易将离心脱水机的滤网和 板框式压滤机的滤布堵塞, 实际应用效果不佳。
统、沉降罐、沉淀池等排出污泥的收集池。提供给周
边村镇农民作为果树花木施肥, 有剩余时投加絮凝
剂后泵入厢式板框压滤机进行脱水处理。
( 11) 兼氧塘: 在兼氧塘的上部由于藻类光合作
用形成一个好氧层, 而在塘的其余部位仍为厌氧条
件。在兼氧塘中藻类和细菌共生, 细菌利用藻类光合
作用产生的氧来生长繁殖并降解废水中的有机物,
滤饼 排放
外运 兼氧塘
干化场 沉降罐
沉淀池
好氧 曝气池
污水管
污泥管
图 1 酒精废水处理工艺流程
细小颗粒( 木薯原料掺杂物) , 进入除砂沟的废水在 重力场的作用下, 自然沉降, 去除这些比重较大的无 机固体, 可明显减少管道设备的磨损和堵塞。
( 2) 一级厌氧罐: 采用 5 只 Φ15 m ×18 m 的厌 氧 罐 , 总 容 积 15 000 m3, 发 酵 温 度 控 制 在 62 ± 0.1℃。一是充分利用酒糟废水的余热, 二是反应速 度可提高很多, 减少发酵罐容积。采取按顺序依次均 匀进料, 每罐每次进料时间为 48 min, 每班进料为 96 min。
0 前言
酒精生产排放的酒糟废水是一种高浓度、高温 度 、高 悬 浮 物 、泥 沙 多 、粘 度 大 、呈 酸 性 的 有 机 废 水 , 废 水 中 主 要 含 有 残 余 淀 粉 、粗 蛋 白 、纤 维 素 、各 种 无 机盐及菌蛋白等物质, 可生化性较强, 具有潜在的资 源可利用特性 [1]。对酒精生产废水的处理通常采用 “厌氧+好氧”工艺处理, 总投入很大, 回收甲烷气效 益低, 运行费用高。1 万 t 酒精厂治理设施投入近千 万元, 每年运行费少则数十万元, 多则上百万元, 企 业负担沉重。
UASB 的正常运行。 ⑶采 用 了 两 只 UASB 串 联 , 而 且 两 只 UASB 采
用不同的中温发酵温度, 形成自然的温度梯次, 提 高 UASB 的 上 升 流 速 , 以 便 于 絮 状 污 泥 的 洗 出 和 促 进 颗 粒 污 泥 的 生 成 , 更 好 地 保 证 了 UASB 的 降 解效果。
5 m ×3.5 m) , 将接触氧化池的出水中含有大量的衰
老死亡的生物膜和少量悬浮物与处理完的废水再次
分离沉淀, 使混合液澄清溢流至兼性塘, 沉淀污泥排
入污泥浓缩池。
( 9) 沼气回收: 一级厌氧和二级厌氧产生的大量
沼气经汽水分离后汇总至水封罐, 用管道直接输送
到锅炉燃烧。
( 10) 干 化 场 : 即 污 泥 浓 缩 ( 集 中 ) 池 , 为 气 浮 系
摘 要: 将污染治理和综合利用作为一个整体考虑, 利用“厌氧+ UASB+ 好氧”工艺处理酒糟废水, 各项指标均取得
了较好的处理效果; 同时通过回收沼气获得了一定的经济效益, 找到了一条技术先进、运行可靠、经济可行的治理工
艺路线。
关键词: 全糟厌氧; 5) UASB 反 应 器 : 采 用 2 只 Φ14 m ×15 m 的 UASB 厌氧罐串联使用, 总容积 4 000m3, Ⅰ级 UASB 发酵温度 38.5 ±0.5 ℃; Ⅱ级 UASB 发酵温度 36.5 ± 0.5 ℃。
( 6) 沉降罐: 经两级 UASB 厌氧发酵的出水颜色 黄亮透明, 含有少量悬浮物, 经沉降罐沉降处理后, 上清液进入后处理单元, 污泥定期排入污泥浓缩池。
⑴一级厌氧采用高温发酵, 发酵速率是中温发 酵 的 两 倍 多 , 仅 一 级 厌 氧 COD 去 除 率 可 达 到 近 85%, 沼气产量也较高。
⑵由 于 作 为 二 级 厌 氧 发 酵 的 UASB 对 进 水 悬 浮物含量要求较为严格 ( 正常 SS≤4 000 mg/L) ,而 一级厌氧出水悬浮物仍然高达 7 500 mg/L, 采用加 药气浮分离系统, 以去除澄清液中的悬浮物和胶体 性 杂 质 , 使 之 满 足 UASB 的 进 水 水 质 要 求 , 保 证
SS 项目
BOD5
CODCr
温度 pH
( ×104 mg/L) ( ×104 mg/L) ( ×104 mg/L)
( ℃)
变化范围 2.0~3.0
2.0~3.0
4.5~5.5 3~5 80~100
平均值 2.5
2.5
5.0
4
90
1.2 常规治理工艺及存在问题[2] 一般酒精废水治理的思路是: 先将糟液通过离
徐州某酒精厂现有年产 3 万 t 酒精生产线, 将 污染治理和资源综合利用作为一个整体考虑, 采用 “全糟厌氧 + UASB + 好氧”工艺, 回收的沼气用于 锅炉燃烧。通过近二年的投产运行证明, 该工艺技术 先进、运行可靠、经济可行, 实现了污染物的达标排 放, 为用全新的环保理念改造传统酒精工业, 开辟了 一条循环经济的发展之路。
1 工程内容
1.1 废水水质及水量 酒精生产排放的酒糟废水的总固体中, 有机物
含量在 90%以上, 主要是碳水化合物, 其次是含氮有
收稿日期: 2005- 06- 27 作者简介: 印 辉( 1973- ) , 男, 江苏徐州人, 硕士研究生, 工程师, 从事
环境管理工作.
机物。以悬浮固体状态存在约占 60% ~80%, 以胶体