APMP制浆过程中打浆的控制
工艺描述及控制策略(制浆)
制浆工艺描述及控制策略一、提取及洗选漂控制方案(一)工艺概述制浆过程是用化学或机械(或二者结合)的方法,从纤维原料(木材、竹、各种草类等)中分离出纤维的过程。
化学制浆有连续制浆和间歇制浆两种生产过程。
通常制浆车间包括蒸煮、洗涤、筛选和漂白等工段。
对这些工段中各种关键参数自动控制的优劣,直接影响成品浆质量以及成品纸的质量。
因此在这些工段均对关键参数设置了各种各样的控制系统。
其中,蒸煮和漂白工段的过程控制是比较典型的。
下面以间歇式化学制浆为例,介绍浆洗涤、筛选和漂白工段的自动控制方案及其自动控制系统的组成,包括下列的基本过程:。
(二)关键控制技术洗涤、筛选与漂白:来自蒸煮工段的粗浆,含有大量蒸煮废液和少量粗渣、泥沙等杂质,因此必须经过洗涤、筛选净化等处理过程,以获得符合质量要求的纸浆,并对废液、废渣加以回收利用。
洗浆的目的一是把纸浆中的黑液洗干净以利用后续工序的顺利进行;二是尽可能获得高浓度的黑液,以利蒸发回收;筛选净化是出去未蒸解的木片、木节等粗渣和砂石。
目前大多数工厂采用多台串联的真空洗浆机或压力洗浆机逆流洗涤,以提高洗浆效果。
筛选净化常用的设备为筛选机和锥形除砂器,我们在纸浆洗涤、筛选与净化过程技术优势体现在:纸浆洗涤、筛选净化过程的自动控制:面向各种洗涤、筛选净化装置,对洗涤过程各段的压力差,洗涤槽液位以及进浆流量、浓度、洗涤水流量以及筛选净化过程进浆流量、浓度进行自动控制;先进的控制算法:以纸浆残留碱极小和黑液浓度极大为目标优化洗涤过程,采用在线滚动优化方法,并辅之以模型反馈校正技术,使系统在满足工艺约束条件下运行在最优状态;典型控制方案二、选净化控制(一)洗涤过程控制洗涤过程计算机控制系统,以纸浆低残留碱和黑液的高浓度为目标,针对压力洗浆机洗涤过程,在对影响洗涤指标——洗净度、置换比、稀释因子、黑液浓度的有关参数如进浆流量、进浆浓度、压力差、浆槽液位、洗涤水流量及温度进行自动控制的基础上,同时对纸浆洗涤装置纸浆碱度和黑液浓度实行优化控制;筛选净化控制系统主要被控变量为进浆流量与浓度。
DCS在在造纸流程中的应用
DCS在在造纸流程中的应用集散控制系统(Distributed Control System)因其具有控制和危险分散、管理和显示集中的显著特点仍被作为当今工业过程控制领域的主要控制系统之一。
造纸生产车间为高档胶版纸车间,车间主要由碎解打浆工段、流送上浆工段、抄纸工段、完成工段等工段组成除以上主要的工段外,本车间还有各种辅助的工段以满足生产的需要。
辅助工段有:真空段、清水段、密封水段、蒸汽冷凝水段、压缩空气段、润滑油及液压段等。
1.主要生产流程1.1 碎解打浆工艺长纤维浆板由皮带输送机运输到水力碎浆机,控制碎浆浓度 4-5%,碎解浆进入贮浆塔充分浸泡润张后,会在打浆的过程中使得纤维可以充分帚化,然后进入三台串联的盘磨进行打浆,当打浆度达到 35°SR 左右,再进入成浆池。
打浆度由DCS 控制盘磨进退刀来实现。
短纤维浆板皮带输送机运输到水力碎浆机,碎解浆后进入贮浆塔,再经两台串联的盘磨打浆,打浆度控制到 30 °SR 左右,进入成浆池。
打浆度的控制由DCS控制盘磨进退刀来实现。
APMP 浆经过盘磨疏解机后进入成浆池,打浆度同样由 DCS 自动控制。
制浆车间的草浆进入贮浆塔后,再经过高频疏解机把草浆疏解后进入成浆池。
湿的损纸由圆网浓缩机进一步浓缩后进入成浆池;干的损纸需要由碎浆机碎解成浆后进入贮浆塔,再经压力筛除杂后,所得到的良浆由高频疏解机疏解后进入成浆池。
上述五种浆依据特定比例由浓浆泵输送到配浆段,配浆后的浆料送至流送上浆。
1.2 流送上浆工艺由打浆段泵送来的浆进入到配浆系统后,依次加入增白剂和染料等,然后浆流经混合池送入抄前池,需要在抄前池加入阳离子淀粉[1]和中性施胶机 AKD 等,浆再经一次冲浆泵与网部白水混合后送入除砂器系统进行浆料净化,经由除气器除去浆料中的少量空气,除气后,浆再经过加填之后到上浆泵,经过二次冲浆的浆料进入压力筛系统后得到的良浆再进入布浆器,均匀分布后的浆进入流浆箱喷浆上网。
关于apmp制浆流程及机理的讨论
关于apmp制浆流程及机理的讨论APMP(Alkaline Peroxide Mechanical Pulp)制浆流程是一种以碱性过氧化物为氧化剂的机械化学制浆过程,通过机械剪切和氧化反应来分离木材纤维,取得高品质的纤维素原料。
其具有高度可控的制浆过程、高产率及产品质量、环保优势等特点。
下面我们来详细讨论一下APMP制浆的流程及机理。
一、APMP制浆流程1. 原料预处理:木材进场后,第一道工序是原木的脱皮、去枝和去皮,使原料更加适合纤维分离和加工。
2. 碱性液体预处理: APMP制浆的过程需要碱性环境增加纤维素颗粒的负电性,这种负电性带强烈的吸附能力,有助于保持纤维素颗粒的形态和维持碱度的稳定性。
碱液处理可以削弱木材成分中的木素、树脂等非纤维素成分的结合关系,有利于分离木材纤维。
3. 机械化学制浆:木材进入磨浆机内,被高速旋转的锤头碾磨成小颗粒,之后与碱性液体和过氧化氢混合,通过强力的搅拌和剪切作用,将木材纤维分离出来。
4. 纸浆脱水:分离出的纸浆进入压榨部分,经过高压压榨和挤压去除多余水分。
5. 纸浆后处理:纸浆进入筛选部分,通过筛选机去除其中粗杂质,最后进入脱墨设备将其中的不必要的杂质和颜色去除,以满足具体使用的需要。
二、APMP制浆的机理APMP制浆的机理主要是机械剪切和氧化反应的作用,具体来说有以下几个方面:1. 机械化学分离作用:木材纤维在机械化学制浆过程中,通过高速旋转的锤头加上微生物和碱性溶液共同作用,被磨碎成小颗粒,最终分解成细小的纤维。
2. 氧化分离作用:在APMP制浆中,过氧化氢作为氧化剂起到了关键性的作用。
过氧化氢能够切断木材纤维之间的连接,增加纤维的表面能,有利于纤维的分离。
3. 碱性作用: APMP制浆环境是弱碱性的,有助于木材纤维的解胶解木质素,增加纤维表面的疏水性,从而减少纤维之间的交联作用。
总之,APMP制浆流程是一种高效的制浆过程,通过机械化学和氧化反应,能够从木材中快速、高效地分离出高品质的纤维素原材料。
APMP制浆中高浓盘磨机的一种控制系统的设计

【166】第31卷第9期2009-09APMP 制浆中高浓盘磨机的一种控制系统的设计The design of a high-consistency refiner control system in APMP pulping production line李 茜,景晓渝,汤 伟LI Qian, JING Xiao-yu, TANG Wei(陕西科技大学 电气与信息工程学院,西安 710021)摘 要:根据某纸厂引进的APMP浆线中高浓盘磨机的自动控制系统,设计一种新的盘磨机控制系统,利用专家控制方案,主要进行硬件、软件设计,以及盘磨保护措施的设置,并对运行结果简单分析,说明了此控制系统能提高盘磨机的工作效率和磨浆质量。
关键词:APMP制浆; 高浓盘磨机; 专家控制中图分类号:TS732 文献标识码:B 文章编号:1009-0134(2009)09-0166-030 引言目前,国内多家纸厂从ANDRITZ公司引进了不同生产能力的生产线,它们共同特点就是高浓磨浆。
提高磨浆机的控制性能和自我保护能力是目前企业关心的热点问题。
由于APMP化学机械浆生产过程中原料优劣及磨浆过程存在的扰动等因素都会影响成浆质量的稳定性,因此对磨浆设备进行自动化控制显得尤为重要。
某纸厂从奥地利ANDRITZ公司引进一条APMP杨木化学机械浆生产线(2008年3月投产),是目前世界上工艺控制比较先进的系统,自动化程度较高,配备了两段压力盘磨,能耗低,得率高。
本文结合造纸设备厂磨浆机控制项目的实施,以其控制方案为主设计一种新的盘磨机控制系统。
1 控制原理盘磨机进退刀逻辑控制如图1所示,控制采用间隙控制方式,当原材料和工艺确定后,依据盘磨定盘,在操作员站上设置静盘的位置,盘磨控制系统通过间隙传感器测量静盘的实际位置,比较实际值与设定值之间的差距,然后根据差值驱动收稿日期:2009-03-03作者简介:李茜(1957-),女,陕西人,教授,硕士,研究方向为控制理论与工程。
APMP的制浆工艺及应用分析

工艺与技术2020年第2期71APMP的制浆工艺及应用分析徐 浩,李晓松,高宽生(东北电力大学 化学工程学院,吉林 吉林 132012)摘 要:碱性过氧化氢机械浆作为在制浆造纸工业备受关注的一种浆种,因其和其他浆种相比具有较强的竞争力,并且这种浆种具有得率高、纸浆强度高、污染小、能耗低等突出优势。
文章简单综述了APMP的制浆工艺、影响因素以及目前的应用,为APMP的研究和发展提供参考。
关键词:碱性过氧化氢机械浆;制浆工艺;影响因素;制浆应用中图分类号:TS749 文献标志码:A 文章编号:2096-3092(2020)02-0071-02由于我国造纸木材资源短缺,同时还要考虑环保和能耗的问题,所以高得率、低污染、无硫化物的APMP法制浆自出现便受到了造纸工业界的青睐。
在BCTMP的基础上建立起来的APMP是在20世纪90年代由ASB公司[1]正式推出的,与之前的制浆方法相比,APMP法制浆具有白度高、强度高、纤维束低和印刷质量高等显明特点,因此得到的纸品被投入新闻纸、涂布原纸等文化用纸的生产中。
APMP法制浆大大简化了传统工艺制浆的流程,还能够节约不少成本,具有很好的发展前景。
1 APMP的制浆工艺碱性过氧化氢机械浆[2]是一种超高得率浆(85%~95%),其制浆和漂白过程可同时完成,这是其独有的特点。
APMP的化学预处理与半化学浆相比要温和一些,并且在预处理过程中主要溶出的是抽提物以及部分短链半纤维素,并且还能极大地保留纤维原料中的原有木素,使其不会有明显的溶出。
和H2O2共同作用的结果,其在后续步骤中对受压后木片的纤维造成损伤;再之后要用特定的化学药剂浸渍木片,此过程要停留足够长的时间,以便让化学药剂可以充分浸透到木片纤维间隙中;待过程反应完全后将木片送入料仓继续反应,再通过一段磨浆机得到浆料,将得到的浆料与药品充分混合后进行一段漂白,漂白后再进行二段漂白,将漂白完全后的纸浆进行消潜处理;最后再把经消潜处理后的浓纸浆的浆料送入压力筛筛选,可得到良浆和尾浆,其中尾浆还要再进行二次磨浆处理。
造纸工考试:造纸工考试题库考点(最新版)

造纸工考试:造纸工考试题库考点(最新版)1、问答题纸张两面性的特点是什么?正确答案:纸张两面的差别突出表现在平滑度方面,一般正面平滑度高于反面,有些纸张两面平滑度之差高达70%以上。
由于填料粒子、细小纤维和胶料在反面流(江南博哥)失较多,所以正面含胶量大于反面,但正面的表面强度和吸收性不如反面。
对于双面涂布纸,由于在纸的两面都涂布了涂料,而且进行了压光处理,其两面性差别不大。
2、名词解释纸张耐折度正确答案:在规定条件下,纸张试样往复折叠断裂时的双折叠次数的对数(以10为底)。
3、单选在APMP制浆过程中,预处理药液中不可加入()A、EDTAB、三聚磷酸钠C、硅酸钠D、碳酸钠正确答案:D4、问答题填料如何影响纸张的松厚度?正确答案:纸张纤维的密度为1g/cm3左右,而填料的密度大多在2.5-3.0g/cm3。
因此填料的加入将会降低纸张的松厚度。
但当加入的填料量较少时,松厚度随填料量增加而增加,短纤维的纸张尤为明显。
5、问答题打浆的方式有哪些?各有什么特性?正确答案:以横向切断纤维为主的打浆方式------游离状打浆。
经过游离状打浆的纸料,在抄纸时,在造纸网上滤水速度较快,成纸质量相对来说比较疏松、多孔。
以纵向分裂纤维使之细纤维化为主的打浆方式------粘状打浆。
经过粘状打浆的纸料,由于纤维在打浆时,细纤维化的作用较好,纤维变得柔软,可塑和有滑腻的感觉,纸料在抄纸时,在造纸网上滤水较慢,成纸的紧度较大。
6、名词解释(造纸)施胶正确答案:将施胶剂加在浆内(浆内施胶)或涂在纸和纸板的表面(表面施胶),以增强纸和纸板对水溶液(如书写墨水)的抗渗透性和防扩散性。
7、问答题施胶的方法有哪几种?浆内施胶的目的是什么?正确答案:纸内施胶(浆内施胶);纸面施胶(表面施胶);双重施胶(浆内和表面均施胶)内部施胶的目的在于改变纤维的表面以便控制含水液体向纸内的渗透。
8、问答题夹网造纸机和多层造纸机在结构和纸页成形上有什么特点?正确答案:夹网成形器的成形特性•纸幅在成形过程中可以进行两面脱水,相当于每一张网形成一层纸幅然后再复合在一起。
打浆过程解决方案

打浆过程解决方案、简介制浆造纸工业是我国国民经济发展的重要产业之一,是个技术、资金密集型的行业。
制浆与造纸的工艺流程如图所示:T 希叮族U —T 3址P X /|5寿工址曲}—抄纸打浆过程打浆,就是利用物理机械作用处理悬浮于水中的纸浆纤维,使其具有抄造过程所需 要的特性,见图1所示。
一一吿I 」皱潮白工段利戒回收工投造欢机完痕整理纸料嗣备部图1简化打浆工艺流程图传统的打浆工艺是用人工的方法控制磨盘机的工作电流,随时调整磨盘动刀对定刀 的间隙量,再辅助调节进出口阀门用以改变纸浆在盘磨中的停留时间,以此来操作生产。
并视打浆度SR 情况再决定调整与否。
由于影响盘磨机工作的因素很多,如浆流量,浆浓 度,供电网电压等,因此人工控制所造成的偏差值较大,使打浆质量较大程度地受到局限。
同时人工控制不可避免地存在不合理能耗和设备负荷不均衡的缺陷。
、控制方案打浆过程控制能减小纸浆游离度标准差,提高产量,降低能耗。
打浆控制系统大致 可分为两种,即比能量控制、游离度控制。
1. 比能量控制(Specific Energy Control )这里指的是一类广义的比能量控制,只要对于单位绝干纤维量,保持某个表征能耗 的物理量恒定,即可归入比能量控制。
典型的比能量控制系统有以下三种: •自动功率控制这是最基本的自动打浆控制系统。
它接受操作人员给出的设定值,将打浆机功率保 持在一定的水平。
功率控制主要通过盘磨机的进退刀机构调整磨盘间距来实现:进刀则间距减小,磨盘与浆的摩擦力增大,所需磨浆功率随之增大;退刀则间距增大,磨盘与浆的 摩擦力减小,所需磨浆功率随之减小。
如图2-1所示,盘磨机功率控制器接受操作人员给出的设定值,它以盘磨的间距为被控变量,而纸浆流量、纸浆浓度和纸浆硬度等为扰动量,通过动刀磨盘的进退,使盘磨机 的工作状态保持在给定功率值。
图2-1自动功率控制这种控制方式适用于纸浆浓度和流量较稳定的情形。
所以需要先从工艺上或用控制 手段使纸浆浓度和流量稳定,然后控制打浆机功率来保证成浆质量。
5 6第二章4节打浆工艺控制

一、课题:第一章4节打浆工艺控制二、教学目的:通过学习,使同学们了解其4种基本的打浆方式,熟知不同纸种打浆工艺介绍中的打浆工艺条件制定原则及重点检查项目,掌握影响打浆质量的7种因素,并能对打浆工艺参数影响及纸浆纤维经打浆后特性改变进行分析。
三、课时:各2h共4h第2周2h第4次第2周星期一2月24日C25、C 26(1.2节)第5次第2周星期三2月26日C25、C 26(5.6节)四、课型:新课五、教具:电脑、投影仪、白板笔、教鞭、纸杯、纸样等六、重点:影响打浆质量的7大因素七、难点:不同纸种打浆工艺介绍即打浆控制要点八、方法及手段:主要以讲授为主,辅以图表九、教学过程:1)导入:上次课,我们学完了磨浆理论和打浆设备,首先我们回顾下:1、打浆设备的作用:疏解、切断、帚化、压溃、水解、混合;2、磨浆原理:即利用机械能量,使纸浆纤维的结构性质产生改变的过程;3、打浆机分几种:圆盘磨浆机、锥形磨浆机及圆柱磨浆机;4、打浆辅助设备有(1)、高频疏解机;(2)、水力碎浆机;(3)、贮浆池;(4)、浓缩机(圆网与侧压浓缩机)。
5、简单流程链板机--水力碎浆机---粗筛---打浆机---浓浆筛选----纸机池上浆学习了打浆原理与设备,那么怎么控制其打浆整个工艺与设备呢?所以,我准备了4个课时和大家一起来学习教材第一章打浆第四节打浆工艺控制。
请大家翻到教材32页,开始新课程的学习。
2)课程大纲:(详细内容见课件)(讲授为主,辅以图表)主要内容有:一、打浆的方式(了解)二、影响打浆质量的因素(掌握)1)主要影响因素(重)2)打浆工艺参数影响分析3)纸浆纤维经打浆后特性改变三、不同纸种打浆工艺介绍即打浆控制要点(了解)1)、打浆工艺条件制定原则2)、打浆重点检查项目四、打浆基本操作及控制要点(难)同学们,我们知道,在打浆过程中,纤维主要发生:细胞壁的位移和变形;初生壁和次生壁外层的破除;纤维的吸水润胀和细纤维化;横向切断、压溃、揉搓等作用,而这些作用在打浆整个过程中是同时发生,而绝不是孤立出现的。
APMP制浆过程中打浆的控制

APMP 制浆过程中打浆的控制
翟丽杰 赵宏 崔振国
齐齐哈尔造纸有限公司 (齐齐哈尔 ,161005) )
摘 要 在 APMP 制浆过程中 ,加入化学药品量一定的条件下 ,盘磨打浆过程的工艺操作条件的控制是成浆 质量好坏的关键 ,尤其是物理强度 ,起决定作用
关键词 APMP 打浆 物理强度
从生产控制上讲 , 盘磨 Ⅰ出的浆 , 必须要求纤维 束 、粗渣和小薄木片等含量少 ,因为这类物质在盘磨 Ⅱ 磨浆时难以除去 。操作过程中 ,盘磨 Ⅰ的磨盘间隙要 大或浓度高 ,以产生高度的纤维与纤维之间的研磨作 用而使纤维分离 ,保证纤维长度 。
在把良浆打浆度控制在 60~68°SR ,发现盘磨 Ⅰ浓 度在 30 %~35 % ,抗张指数 、撕裂指数都较好 ,成浆质 量较高 。
2. 1. 2 盘磨 Ⅱ磨浆浓度对成浆质量的影响 尽量保持盘磨 Ⅰ浓度在 32 %左右 ,间隙不变 ,调整
盘磨 Ⅱ的浓度 ,保证良浆在 65°SR 左右 ,经过两年的生
APMP 制浆过程中打浆的控制
产实践 ,依据表 3 中的经验数据进行盘磨 Ⅱ的操作 ,结 果发现 :
表 3 盘磨 Ⅱ打浆条件
次 数
从生产实际数据可以看出 ,盘磨的打浆度与磨片 的使用时间有一定关系的 ,见表 4 。
我厂的磨片使用寿命大约在 2500h 左右 。从表 4
注 :磨盘 Ⅰ浓度为 30 % ,盘磨间隙 1. 00mm 在实际生产中 要根据实际情况 ,即根据前段工艺参数 、各段浆的指标 来调节打浆参数 ,以保证盘磨 Ⅰ、盘磨 Ⅱ打出的浆符合 要求 。
↑
| 渣浆
1. 2 化学药品的加入量
表 1 化学药品加入量
加药位置
NaOH H2O2 Na2SiO3 DTPA
制浆造纸企业P-RC APMP化机浆操作规程
P-RC APMP化机浆系统操作规程目录01木片洗涤系统Chip washing01-1 木片洗涤启动组SEQ15.0 Chip washing start01-2 木片洗涤停止组SEQ15.1 Chip washing stop01-3 木片输送启动组SEQ16.0 chip transport start01-4 木片输送停止组SEQ16.1 Chip transport stop01-5 排渣收集系统SEQ17.0 Sluice chamber02 一段浸渍系统1st stage impregnation02-1一段浸渍系统开机启动组SEQ20.0 1st impregnation start02-2一段浸渍系统停机启动组SEQ20.1 1st impregnation stop03 二段浸渍系统2nd stage impregnation03-1 二段浸渍启动组SEQ25.0 2nd impregnation start03-2 二段浸渍停止组 SEQ25.1 2nd impregnation stop 04 一段磨浆组1st stage refining04-1 1#磨主电机启动准备04-2 1#磨主电机启动/停止04-3 一段螺旋启动组 SEQ30.0 Conveyors 1st stage start 04-4 一段螺旋停止组SEQ30.1 conveyors 1st stage stop04-5 一段蒸汽启动组SEQ31.0 Steam 1st stage start蒸汽旁通组条件SEQ31SC-steam BY PASS ON04-6 一段蒸汽吹扫组SEQ31.2 Blow out 1st stage04-7 一段生产启动组SEQ35.0 Production 1st stage start04-8 一段生产停止组SEQ35.1 Production 1st stage stop05高浓塔HC Tower (含在二段磨浆组中)06二段磨浆2nd stage refining06-1 2 #磨主电机启动/停止06-2 二段螺旋组启动SEQ40.0 Conveyors 2nd stage start06-3 二段螺旋停机组SEQ40.1 Conveyors 2nd stage stop06-4 二段蒸汽启动组SEQ41.0-Steam 2nd stage start蒸汽旁通组条件SEQ41.1SC-steam BY PASS ON06-5 二段吹扫组SEQ41.2 Blow out 2nd stage06-6 二段生产启动组SEQ45.0 Production 2nd stage start(P&W)06-7 二段生产停止组SEQ45.1 Production 2nd stage stop(P&W)06-8 二段生产启动组SEQ46.0 Production 2nd stage start(LWC)06-9 二段生产停止组SEQ46.1 Production 2nd stage stop(LWC)07筛浆组Screening07-1 筛选及浓缩启动组SEQ50.0 Screening, thickening start07-2 筛选及浓缩停止组SEQ50.1 Screening, thickening stop08渣浆磨浆组Reject Refining08-1 渣浆预浓缩启动组SEQ51.0 Reject Prethickening Start08-2 渣浆预浓缩停止组SEQ51.1 Reject prethickening stop08-3 渣浆磨浆组启动SEQ55.0 Reject refining start08-4 渣浆磨浆停止组SEQ55.1 Reject refining stop09渣浆筛选组Reject screening09-1 渣浆筛选/除渣启动组SEQ60.0 Reject scree/clean start09-2 渣浆筛选/除渣停止组SEQ60.1 Reject scree/clean stop10渣浆除渣Reject cleaning(含在浆渣筛选组中) 11水系统Water Systems11-1 密封和冷却水启动组SEQ10.0 Seal & cool water start11-2 密封和冷却水停止组SEQ10.1 Seal & cool water stop12喷射和冷凝Scrubber and Condenser12-1 喷射冷凝器启动程序SEQ70.0 Scrubber start sequence12-2 喷射冷凝器停止程序SEQ70.1 Scrubber stop sequence01-chip washing 木片洗涤系统01-1SEQ 15.0 chip washing start 木片洗涤启动组SEQ15SC-group ready 包括:(1)启动准备部分21103M1-fault 木片洗涤器电机MCC准备好21105M1-fault 木片泵电机MCC准备好21106M1-fault 脱水螺旋电机MCC准备好21301M1-fault 洗涤水泵电机MCC准备好21316M1-fault 2#浊滤液泵电机MCC准备好21318M1-fault 清滤液泵电机MCC准备好(2)过程联锁部分LS2034-H alarm 预汽蒸仓料位不在高限LIC2043-L alarm 洗涤水槽液位不能低限LI2044-L alarm 洗涤水沉淀槽液位不能低限01-1-1当组启动按键(start group)击活和联锁组准备好(group ready)同时满足时,则执行多盘浊滤液泵自动启动(21316M1-auto start 1);多盘清滤液泵自动启动(21318M1-auto start1); 洗涤水槽液位控制自动状态(LIC2043-auto); 小木片仓称重自动状态(WIC2004-auto)01-1-2当多盘清滤液和多盘浊滤液泵启动反馈正常(21316M1-running, 21318M1-running) 5秒后,则脱水螺旋自动启动(21106M1-auto start), 脱水螺旋冲洗水阀门自动(OS2033-auto), 斜筛冲洗阀自动状态(OS2041-auto)01-1-3当脱水螺旋电机启动正常(21106M1-running),则5秒以后洗涤水泵自动启动(21301-auto start)01-1-4当洗涤水泵启动正常,5秒后则木片洗涤器流量控制自动状态下强制40%输出(FIC2011-force 40% auto);木片冲洗水流量控制强制40%输出并为自动状态(FIC2012-force 40% auto); 木片泵密封水阀自动打开(OS2020-auto open) 01-1-5当木片泵密封水流量大于低限(FS2022-L alarm) 5秒后,则木片泵自动启动(21105M1-auto start)01-1-6当木片泵启动正常(21105M1-running)10秒后,则木片洗涤器自动启动(21103M1-auto start); 洗涤水沉淀槽阀变为自动状态(KS2042-auto)01-1-7当木片洗涤器启动正常(21103M1-running)5秒后,则整个木片洗涤组启动正常,即SEQ15.0-starting,这时如果出现木片洗涤组停机信号(SEQ15.1-stoping)则输出信号为执行洗涤组停止(SEQ15.0-group off)或这时出现木片洗涤组停止(SEQ15.0-groupoff)、洗涤水泵运行错误(21301M1-fault)、木片洗涤器运行错误(21103M1-fault)、木片泵运行错误(21105M1-fault)、脱水螺旋运行错误(21106M1-fault)、浊滤液泵运行错误(21316M1-fault)、清滤液3Bar泵运行错误(21318M1-fault)则输出信号为执行组停命令(SEQ15.0-group stoping)01-2SEQ15.1 chip washing stop 木片洗涤停止组SEQ15SC-group not ready 包括:(1) 启动准备部分21103M1-running 木片洗涤器电机运行中产生停命令21105M1- running 木片泵电机运行中产生停命令21106M1- running 脱水螺旋电机运行中产生停命令21301M1- running 洗涤水泵电机运行中产生停命令21316M1- running 2#浊滤液泵电机运行中产生停命令21318M1- running 清滤液泵电机运行中产生停命令(2) 过程联锁部分LS2034-H alarm 预汽蒸仓料位高限LIC2043-L alarm 洗涤水槽液位低限30秒01-2-1当木片洗涤组出现任一运行设备停机或控制错误,或停止启动组命令击活(stop group)或启动组运行中出现组未准备好(SEQ15SC-group not ready)则木片洗涤器停止(21103M1-auto stop), 洗涤水槽温度控制手动输出0%(TIC2045-manual 0%)01-2-2当木片洗涤器停止反馈(21103M1-stoping)5秒后,则木片泵自动停止(21105M1-auto stop),洗涤水沉淀槽阀变为手动状态(KS2042-manual)01-2-3当木片泵停止反馈(21105-stoping)2秒后,洗涤水泵自动停止(21301M1-auto stop),木片洗涤器流量控制手动0%(FIC2011-manual 0%), 木片冲洗水流量控制手动0%(FIC2012-manual 0%)01-2-4当洗涤水泵停止反馈(21301M1-stoping)5秒后,脱水螺旋自动停止(21106M1-auto stop),洗涤水槽液位控制手动0%(LIC2043-manual 0%),木片泵密封水阀自动关闭(OS2020-auto close), 斜筛冲洗水阀手动(OS2041-manual),脱水螺旋下盘冲洗水阀手动(OS2033-manual )01-2-5脱水螺旋停机反馈(21106M1-stoping)30秒后,浊滤液泵自动停止(21316M1-auto stop1),清滤液3Bar泵自动停止(21318M1-auto stop 1)01-2-6当5秒后,则木片洗涤组停止(SEQ15.1-stoping, group off)01-3SEQ16.0 chip transport start 木片输送启动组SEQ16SC-group ready 包括(1)启动准备部分21101M1-fault 底部振动电机MCC准备好21102M1-fault 计量螺旋电机MCC准备好(2)过程联锁部分SEQ15.0-group on 木片洗涤组已启动WIC2004-L alarm 小木片仓重量控制不是低限FIC2011-L alarm 木片洗涤水流量不是低限报警LS2018-H alarm 木片缓冲槽不是高限报警WIC2036-HH alarm 预汽蒸仓料位非高高限报警LIC2043-L alarm 洗涤水槽液位非低限报警PIC6041-L alarm 主蒸汽压力非低限报警01-3-1如果清滤液3bar泵运行(21318M1-running)、洗涤水泵运行(21301M1-running)、洗涤水槽液位控制大于低限延时(LIC2043-L alarm delayed),同时组启动命令击活并且木片输送组准备好(SEQ16SC-group ready)则脱水螺旋筛板冲洗阀自动(KS2031-auto)、计量螺旋1自动启动(21102M1-auto start)、计量螺旋速度控制变为远程(SIC2006-remote)、木片仓温度控制变为自动(TIC2003-auto)、木片洗涤器收集系统自动(SEQ17.0-auto)、预汽蒸仓称重控制手动0%(WIC2036-manual 0%)01-3-2如果计量螺旋运行反馈正常(21102M1-running)5秒后,底部振动卸料自动启动(21101M1-auto start)01-3-35秒钟后,则输出信号木片输送组启动运行(SEQ16.0-starting).这时如果有木片输送组停机信号输入则产生木片输送组停止信号(SEQ16.0- group off)01-4SEQ16.1 Chip trsansport stop 木片输送停止组SEQ16SC-group not ready 包括(1) 启动准备部分21101M1-running 底部振动电机运行中产生停命令21102M1- running 计量螺旋电机运行中产生停命令(2) 过程联锁部分SEQ15.0-group on 木片洗涤组未启动FIC2011-L alarm 木片洗涤水流量低限报警LS2018-H alarm 木片缓冲槽高限报警WIC2036-HH alarm 预汽蒸仓料位高高限报警LIC2043-L alarm 洗涤水槽液位低限报警PIC6041-L alarm 主蒸汽压力低限报警01-4-1如果停止启动组命令击活(stop group)或木片输送启动组在运行中出现组未准备好(SEQ16SC-group not ready)则底部振动电机自动停止(21101M1-auto stop)、脱水螺旋筛板冲洗阀手动(KS2031-manual)、排渣收集系统手动(SEQ17.0-manual)、木片仓温度控制手动0%(TIC2003-manual 0%)01-4-2如果底部振动电机停机反馈正常(21101M1-stoping)5秒后,则计量螺旋自动停止(21102M1-auto stop)01-4-3如果计量螺旋停机反馈正常(21101M1-stoping)5秒后,则输出木片输送组停止(SEQ16.1-stoping)01-5SEQ17.0 Sluice chamber 排渣收集系统如果自动启动击活或收集系统为自动状态(SEQ17.0-auto)则执行下面程序01-5-1-1收集系统进口阀自动打开(OS2016-auto open)、收集系统冲洗阀自动关闭(OS2014-auto close 1)、收集系统出口阀自动关闭(OS2015-auto close)01-5-1-2如果收集进口阀打开反馈正常(OS2016-open)、收集冲洗阀关闭反馈正常(OS2014-closed)、收集出口阀关闭反馈正常(OS2015-closed)则在设定的收集时间或1个循环周期后,排渣系统进口阀自动关闭(OS2016-auto close 1)01-5-1-3如果进口阀关闭反馈正常(OS2016-closed)1秒后,则冲洗阀自动打开(OS2014-auto open)、出口阀也自动打开(OS2015-auto open)01-5-1-4如果冲洗阀和出口阀自动打开正常(OS2014-open,OS2015-open)并在设定的冲洗时间结束时,则出口阀门自动关闭(OS2015-auto close 2)01-5-1-5如果出口阀关闭反馈正常(OS2015-closed)并在设定的填充时间后,则冲洗阀自动关闭(OS2014-auto close 2)01-5-1-6如果冲洗阀关闭反馈正常(OS2014-closed)1秒后,则在回到01-5-1-1步重复循环。
双灯纸业APMP生产工艺及设备方案

双灯纸业简化APMP杨木化机浆生产工艺及设备改进方案南京林业大学化工学院吴解生在各种高得率制浆方法中,APMP(Alkaline Peroxide Mechanical Pulp碱性过氧化氢化学机械浆)以其纸浆得率高(85%—90%)、强度较好、白度较高、污染较少、能耗较低,又能利用丰富的阔叶木资源的优点,成为高得率制浆的重要发展方向。
典型的Andritz APMP两段挤压、两段浸渍和两段常压磨浆工艺流程可简示为:木片预汽蒸仓木片洗涤机斜螺旋脱水机汽蒸仓一段计量螺旋一段木片挤压机一段斜螺旋预浸器一段常压反应仓二段计量螺旋二段木片挤压机二段斜螺旋预浸器二段常压反应仓进料螺旋一段常压磨中间洗涤池螺旋挤浆机进料螺旋二段常压磨消潜池压力筛APMP浆池从1995年至今,国内引进的多条APMP成套设备大多是ANDRITZ 公司制造的生产线。
由于工艺流程复杂、设备较多,整条APMP生产线的投资费用相当大。
一套日产150吨浆的杨木APMP生产线成套设备价格在3000万美元以上,即使只引进主要生产设备,辅助设备在国内配套,设备总费用也要约二亿元人民币。
另外,整条APMP生产线的能耗也相当大,吨浆电耗接近2000度,过高的设备投资及运行费用大大增加了APMP浆的生产成本,使其经济效益明显下降。
因此,我们必须另辟蹊径,研制适应我国生产条件的简化APMP生产工艺和成套国产化设备,这是我国杨木化机浆生产的发展方向。
双灯纸业有限公司就设置了一条简化的APMP杨木化机浆生产线,这是一种值得称道的大胆尝试。
但由于设计时考虑欠周全,在安装和调试过程中出现了一些问题。
一、原双灯纸业简化杨木化机浆工艺流程及设备的缺点与不足:双灯纸业原来设计的简化APMP杨木化机浆工艺流程大致为:杨木杆削片机木片筛木片浸泡池双螺杆粗磨分丝机蒸球球下浆池斜螺旋浓缩机螺旋挤浆机斜螺旋输送机双螺杆磨浆机消潜池圆网浓缩机未叩浆池双盘磨调浓浆池锥形除渣器压力筛圆网浓缩机化机浆池与岳阳造纸厂的进口Andritz APMP杨木化机浆生产线相比,在这一简化APMP杨木化机浆制浆工艺流程中,用双螺杆粗磨分丝机替代进口Andritz的APMP生产线上的木片挤压撕裂机,用蒸球替代进口Andritz的APMP生产线上的常压反应仓,用双螺杆磨浆机替代进口Andritz的APMP生产线上的高浓圆盘磨浆机。
浅谈APMP制浆技术
浅谈APMP制浆技术
黄光春;牛梅红;张运展
【期刊名称】《黑龙江造纸》
【年(卷),期】2002(030)001
【摘要】碱性过氧化氢化机浆(APMP)是90年代新浆种.扼要论述了碱性过氧化氢化机浆的基本特征、制浆机理、工艺流程和影响因素以及在国内开发APMP的几个关键问题
【总页数】4页(P17-20)
【作者】黄光春;牛梅红;张运展
【作者单位】大连轻工业学院,116034;大连轻工业学院,116034;大连轻工业学院,116034
【正文语种】中文
【中图分类】TS74
【相关文献】
1.一种新的制浆技术—碱性过氧化氢机械制浆(APMP)系统 [J], 罗惠芳
2.浅谈CTMP制浆技术的研究进展 [J], 石海强;刘秉钺
3.浅谈P-RGAPMP制浆工艺及设备 [J], 谢林
4.关于APMP制浆技术与应用现状研究的论述 [J], 景晓渝
5.浅谈制浆技术的发展 [J], 杨荣东
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈P-RC APMP制浆工艺及设备
广 西 轻 工 业
GuANG xI oU RNA L o F LI J GH T N DUsTRY I
第 1 期 ( 第 1 3期 ) 0 总 4
机 械 与 电 气
浅谈 P—RC A PM P制 浆工 艺及 设 备
谢 林
( 西南 宁高级技 工 学校 , 西 南 宁 5 0 3 广 广 3 0 1)
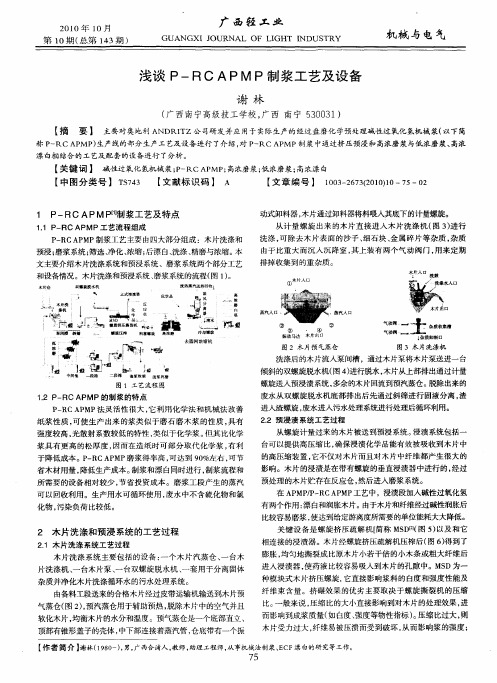
22 预 浸 渍 系统 工艺 过 程 。
从螺旋计量过来的木片被送到预浸 系统 。 浸渍 系统包括一 台可以提供 高压缩 比, 确保浸渍化学品能有效被吸收到木片中 的高压缩装 置 , 它不仅对木片而且对木片中纤维都产生很大的
影响。木片的浸渍是在带有螺旋的垂直浸渍器中进行 的 , 经过 预处理的木片贮存在反应仓 , 然后进入磨浆系统 。
软化木片 , 均衡木片的水分和温度。预气蒸仓是一个底部直立、
膨胀 , 均匀地撕裂成比原木 片小若干倍 的小木条或粗大纤维后 进人浸渍器 , 使药液比较容易吸人到木片的孔隙 中。MS D为一 种模块式木片挤压螺旋, 它直接影响浆料 的白度 和强度性能及 纤维束含量 。挤碾 效果的优劣主要取决于螺旋撕裂机 的压缩
1 P—RC APM p’ 浆工艺及 特点 t l 制
动式卸料器 , 木片通过卸料器将料喂人其底下的计量螺旋。
从计量螺 旋出来 的木 片直接进入木 片洗涤机 ( 3 进 行 图 )
洗涤 , 可除去木片表面 的沙子 、 细石块 、 金属碎 片等杂质 , 杂质
由于 比重大而沉入 沉降室 , 其上装有两个气 动阀门 , 用来 定期
漂 白相 结 合 的 工 艺及 配 套 的设 备 进 行 了分析 。
【 关键词 】 碱性过氧化氢 机械浆;— . A MP高 P R P ; 浓磨浆; 磨浆; C 低浓 高浓漂白 【 中图分类号 】 T73 【 S4 文献标识码 】 A 【 文章编号 】 10—63 001 — 5 0 0327( 1) 7 — 2 2 0
制浆造纸企业APMP化机浆车间磨浆工段岗位责任制

磨浆工段长岗位责任制一、工作范围:负责磨浆工段的全面工作。
二、领导关系:在车间磨浆副主任领导下工作。
三、工作内容:1、掌握本工段的工艺、设备及DCS的操作的知识,协调本工段的机、电、仪、操作人员,完成公司及车间下达的生产任务。
2、做好磨浆工段设备、工艺日常检查工作,组织好班前、班后会,有问题及时反映和处理,并做好记录。
3、督促、检查、指挥工段各班组的安全生产、清洁卫生、安全防火等工作,严格按操作规程和质量标准组织生产。
4、负责收集整理本工段人员提出的合理化建议,配合车间技术人员进行技术攻关。
5、出现事故要及时汇报,及时组织处理,并做好原始记录。
6、每月做好工作计划和工作总结。
7、掌握工段所属设备运行情况,工艺备品备件使用情况,化学药品库存情况,发现问题,及时处理,做好记录并及时向车间领导汇报。
四、工作权限:1、有根据工段生产需要,调动工段的人力、物力的权力。
2、有对全工段各班组人员进行考核和奖罚的权力。
3、有权拒绝违章指挥,有权制止违章操作。
五、工作责任1、对工段的生产产量、成本消耗、产品质量、安全防火、卫生和现场管理等工作负直接领导责任。
2、有针对工段内部的技术革新及设备改造向上级领导提出合理化建议的责任。
3、对于本工段成员违犯公司的各项规章制度而出现的问题负有领导责任或联带责任。
4、认真贯彻执行公司及车间的各种规章制度。
工艺工程师岗位责任制一、工作范围:负责本车间生产的工艺技术工作,协助工艺副主任做好工艺生产运行,包括工艺制度的制定及工艺参数的设定、调整工作。
二、领导关系:在车间制浆副主任领导下工作。
三、工作内容:1.负责各项工艺技术改造方案的设计,工艺条件,操作规程及工艺检修、洗涮计划的编制。
2.负责生产质量管理工作,配合车间做好调控车间产量、质量、消耗、成本等工作。
3.负责生产工艺人员的技术培训工作,努力提高操作人员的技术素质。
4.负责工艺合理化建议的收集整理,并组织技术攻关。
5.负责工艺生产记录的发放与回收,广泛收集和整理各种生产技术数据,搞好生产调研和质量调研。
apmp化机浆操作规程
apmp化机浆操作规程APMP化机浆操作规程一、前期准备1. 确定APMP化机浆操作的目的和要求。
2. 检查相关设备的完好性和可操作性。
3. 确保操作人员具备相关知识和操作技能。
4. 准备所需的原料和辅助设备。
5. 制定详细的操作流程和安全规范。
二、设备准备1. 检查机浆制备设备的清洁状态,并确保无异物。
2. 保证所需设备的运转正常,如碎浆机、螺旋浆破机等。
3. 检查输送装置、混浆器等设备的完好性和可靠性。
三、原料准备1. 准备所需木材原料和化学品原料。
2. 确认原料种类和数量,避免误用或不足。
四、操作流程1. 打开机浆制备设备的电源,将设备调至正常工作模式。
2. 启动输送装置,将木材送入碎浆机进行颗粒化处理。
3. 将颗粒化后的木材送入螺旋浆破机,进行浆破。
4. 将浆破后的木材浆料送入混浆器,加入适量的化学品原料。
5. 设置混浆器的搅拌时间和速度,保证混合均匀。
6. 混浆完成后,将机浆送入细浆系统进行筛选和澄清处理。
7. 根据需要可进行漂白处理和添加其他添加剂。
8. 将处理后的机浆送入成纸设备进行造纸。
五、安全注意事项1. 操作人员必须穿戴好工作服和防护手套等个人防护用品。
2. 在操作过程中,禁止随意触碰设备和移动部件。
3. 加入化学品原料时,必须注意安全操作,避免溅溶液。
4. 严禁在设备运转过程中进行维修或清洁操作。
5. 遵循厂区的安全规范和消防措施,确保操作过程安全。
六、结束操作1. 按照规定关闭相关设备的电源。
2. 清理和整理操作区域,保持设备和场地的清洁。
3. 对设备进行日常维护和保养。
4. 做好操作记录和相关数据的整理和归档。
5. 如遇设备故障或操作异常,及时汇报上级并采取相应措施。
以上是APMP化机浆操作规程的概要,具体操作细节和注意事项应根据实际情况进行补充和调整。
在操作过程中要始终以安全为首要考虑,合理利用设备和原料,确保获得高质量的APMP机浆。
操作人员应定期接受相关培训和考核,以提高操作技能和意识。
打浆工段操作规程

第一部分操作规程一打浆工段操作规程一.开车操作1.了解本岗位上的一次运转情况,确认无设备故障后方可开车.2.检查精浆管道上的各个阀门是否正常,检查所属浆池的搅拌器及浆泵水封水是否打开,搅拌器是否正常运行.3.打开清水清洗管(引水),和盘磨水封水.4.启动盘磨主机,此时应该注视盘磨内是否有异常响声,若有异响,不能自行处理时,则应该马上停下主机,报告本部总负责,由其做出处理决定.5.检查无异常后,开起浆泵,随后关掉引水.6.参考上次开车进刀负荷及相应的叩解度情况;调整进刀负荷,待第一次精浆检验结果公布后,再根据工艺要求调整进刀负荷.7.据检查站检验结果是否符合工艺要求与调度后配浆工段联系.二.停车操作1.退刀至安全位置,2.打开清洗水,同时停下浆泵,3.稍候,待盘磨内部已清洗干净,即可停下主机,4.关掉清洗水和水封水,5.打扫本岗位清洁,6.如果是长时间停车,则应该停下本岗位的所有设备,并关掉水封水,然后通知电工断电,并将以上情况以及本次开车情况计入交班记录本上.三.正常运行中应注意的问题:1.负荷的变化:通常盘磨的负荷会随着流量和浓度的波动而波动,因此,如发现配浆流量或浓度发生较大幅度的波动时,应该及时检查盘磨的负荷情况,应采取相应措施,以免出现过负荷调停而影响生产或损坏盘磨.2.常规检查:即使盘磨运行正常,按工艺要求也应该每隔一段时间对盘磨进行检查,并对检查情况作记录.3.凡配浆停止配浆,φ850mm盘磨必须停下.二配浆工段操作规程一. 开车操作1.了解上次开车的情况,确认本岗位设备故障(包括浆泵,电机,搅拌器,阀门,流量显示等仪表),2.检查各浆池的搅拌器水封水,浆泵水封水是否已经打开,搅拌器是否已经运转.3.检查各浆池液位是否都在50%以上,液位太低的浆池是否都在50%以上,液位太低的浆池应尽快联系制浆车间送浆.,以保证有足够的存浆量.4.根据检查结果,按规定配比在配比表中找出各种浆所需的流量. 5.接纸机通知开始上浆后,首先开起机前泵,或浆泵,及内旋转微调开关.6.如果损纸池有损纸,则开起损纸浆泵,与精浆工配合,根据损纸池液位的高低决定损纸配入量.7.联系机浆车间送浆,并与精浆工配合,在φ850mm盘磨开起后,按配比流量向机浆池配入磨木浆GP,或浆板浆(或APP浆).8.观察各液位变化,调整各配浆流量,力使各浆池的液位达到一个动态平衡.9.与纸机上联系好,及时启动染料和各种化学用品.并保证成纸的颜色达到标准.否则应对染料的加入量进行调整.二. 停车操作:1.接纸机通知短浆后,首先停下机前池浆泵和成浆泵,并关掉内旋转浓调开关以及染料泵.2.在停车时间不明了的情况下,可分以下三个阶段操作,在了解停车时间的前提下可直接选其中的相应的步骤操作.a).短时间停车(30分钟以内).Ⅰ)停下机浆泵,关掉化木浆配浆阀,Ⅱ)在机浆池液位不太高的情况下,不必联系机浆车间停浆,只需按机浆,浆板和脱墨浆的配比,选择一个较小的流量值,以免频繁启动盘磨.Ⅲ)化木浆池的液位通常维持在60-70%,因此,一旦停机后,也不必停收,只需将收集流量减小到30m3/h左右.b).较长时间停车(4小时以内).Ⅰ)(停30分钟).与精浆工配合,停下各台未停盘磨.Ⅱ)联系各制浆车间,停止送浆.c).长时间停车(4小时以上).Ⅰ).除了进行上面2的操作外,还应该停下各浆池中的搅拌器,关掉各浆泵,及搅拌器水封水.3.打扫各岗位清洁,认真记录本次开车的情况.三).配浆过程中的注意事项1.浆板池的容积较小,又不是连续收浆,故液位变化较快,联系收浆和停浆的频率较高,所以要保持高度注意力.2.如果浓调可用,则应该尽量把浓度调节稳定,给计算机定量控制系统创造一个良好的条件.3.注意与纸机保持联系,调节好染料的加入量.4.严格按工艺要求配浆,若出现供浆量不足,及时联系解决,不得改变配比,宁停勿乱.三回收机操作规程1.接班后,专职要了解上个班的开车情况,带上手电筒上回收机,详细检查回收机板子是否完好,回收效果是否好,剥浆、洗网喷嘴是否阻塞,剥浆喷嘴角度是否在合适的位置,剥浆、洗网水的压力是否达到工艺要求(洗网水压力0.7-0.8MP,剥浆水压力0.6-0.7MP)。
制浆岗位的注意事项
制浆岗位的注意事项制浆岗位是制浆过程中非常关键的环节之一,其操作的规范和注意事项直接关系到制浆工艺的稳定性、纸浆质量的优劣以及环保要求的达标情况。
以下是制浆岗位的一些注意事项:1. 安全要求:制浆车间是一个高温、高压、高速度的工作环境,因此安全是第一位的。
制浆岗位工作人员必须全程佩戴个人防护装备,包括安全帽、防护眼镜、防护手套、耳塞等,遵守作业规程,严禁违章操作,特别是在机械运转状态下禁止擅自开启设备或进行维修保养。
2. 操作规范:制浆岗位操作人员需严格按照制浆工艺流程、工艺规定和机器操作规程进行操作,确保操作的准确性和流程连贯性。
在操作过程中,要保持机器设备的稳定运行状态,注意观察设备的运行指标,及时调整操作参数,维护运行的平稳性。
3. 原料控制:制浆的原料主要包括废纸、废纸浆、纤维素等,这些原料的质量直接影响到制浆工艺的稳定和纸浆的质量。
制浆岗位操作人员需要定期对原料进行质量检测,确保原料的加料量和质量满足工艺要求。
特别是在颜色、湿度、含杂质等方面要进行严格控制,以避免对后续工序的影响。
4. 温度控制:制浆过程中,温度是一个非常重要的参数,它对纤维的开散和漂白程度有着直接影响。
操作人员需要根据工艺要求,精确控制制浆设备的温度,避免温度过高或过低导致纤维结构破坏或不充分开散的情况发生。
同时,及时调整冷却系统和加热系统,保证设备能够在正常温度范围内运行。
5. 水质控制:制浆过程中使用的水质也是制浆质量的重要因素之一。
操作人员需要定期对水质进行检测,确保水质的硬度、PH值以及含杂质的情况达到要求。
尤其是在循环水系统中,要定期进行水质处理和设备维护,避免水质问题对纸浆质量和设备寿命的影响。
6. 废水处理:制浆过程中必然会产生大量的废水,这些废水含有大量的有机废料和化学药剂,严重污染环境。
操作人员需要合理使用化学药剂,降低废水的污染物含量,并定期进行废水处理。
废水处理设施的运行和维护也是制浆岗位的重要工作之一,要保证废水处理系统的稳定运行和达标排放。
制浆造纸企业P-RC-APMP化机浆工艺规程

XXXX年XX月目录1、前言2、主要内容与适用范围3、经济技术指标和产品特征4、消耗数据5、原材料特征6、化工原料7、工艺描述8、工艺流程9、主要设备特征10、主要工艺条件11、工艺易耗品12、化学品和清水流量13、生产检查前言APMP是在八十年代漂白化学热磨机械浆BCTMP的基础上发展起来的浆种,是九十年代的新兴制浆方法。
其目的是为了提高化学和机械处理效果,以改善纸浆的性能。
APMP系统的引入,可促进当地化工企业的发展、利用当地阔叶木资源,又可为开发木浆造纸,降低木材纤维原料紧缺的压力提供良好的发展空间。
2、主要内容与适用范围标准规定了P-RC-APMP磨浆工段的生产目的、产品特征、原料特征、生产工艺流程、技术条件、设备特征、工艺备品、生产过程检查等。
本标准适用于本公司生产杨木P-RC-APMP机械浆配抄低定量涂布纸和书写纸。
3 、经济技术指标和产品特征4、消耗数据5、原材料特征要求使用新鲜的三倍体毛白杨和中国北方速生杨等阔叶木,需符合下列要求:6、化工原料化学品质量要求7、工艺描述木片洗涤系统整个系统包括:木片仓、木片洗涤器、洗涤水槽、木片泵、斜螺旋脱水机、斜筛。
APMP系统从木片仓的进口开始,木片仓内木片的停留时间为20分钟左右。
木片仓内的料位探测器向外部的木片供应系统发送信号,以控制仓内的料位。
木片仓配备有振动器和底部的出料螺旋。
出料螺旋配有变速驱动装置,用来计量输送至木片洗涤机的木片。
木片在仓内预汽蒸至大约70º-75ºC,以达到理想的木片洗涤效果。
木片洗涤的作用有:(1)清除木片中夹带的金属、砂石和杂物等,防止设备损坏,同时去除了细小的砂石,可以减少对磨片的磨损,延长磨片的使用寿命(2)平衡木片内部的水份、保证产品质量的均匀一致;(3)木片经过气蒸以后,可以去除木片内部的气体,增加吸收化学品的能力。
(4)去除木片中夹带锯末和细小的杂质,减少了纸浆中的尘埃;(5)在气蒸的过程对木片进行加热使木片软化。
打浆机操作规程

打浆机操作规程一、目的本文档旨在规范打浆机的操作流程,确保操作人员安全、有效地使用打浆机,提高生产效率。
二、适用范围本操作规程适用于所有使用打浆机的员工,包括新入职员工和转岗员工。
三、操作前准备检查电源线是否完好,如有破损应立即更换或修理。
检查打浆机各部件是否完好,如有损坏或磨损应立即更换。
确保物料充足,以免影响生产进度。
穿戴好防护用具,如手套、口罩等。
清理工作区域,确保无杂物。
四、操作步骤将电源插头插入电源插座,确保电源接通。
打开打浆机开关,检查机器是否正常运转。
将物料加入料斗,调整打浆机转速,开始打浆。
在打浆过程中,注意观察机器运转情况,如发现异常应立即停机检查。
打浆完成后,关闭打浆机开关,断开电源。
五、注意事项严禁在打浆过程中将手伸入打浆机内部,以免发生意外。
打浆过程中如发现电机过热或电流过大,应立即停机检查。
定期检查打浆机的轴承、齿轮等部件,确保其完好无损。
在使用过程中,应保持打浆机的工作环境清洁,以免影响机器的正常运转。
严禁私自拆卸或改装打浆机,如有故障应联系专业人员进行维修。
六、保养与维护每天使用完打浆机后,应对机器进行清理,保持清洁。
每周检查一次电机、轴承等部件的润滑情况,确保其运转正常。
每月检查一次打浆机的各部件磨损情况,如有磨损应及时更换。
每半年对打浆机进行一次全面检查,包括电线、开关等电器部件。
长期不使用打浆机时,应将机器存放在干燥、通风的地方,并定期检查。
七、常见故障及排除方法打浆机无法启动:首先检查电源是否正常,如电源正常则可能是电机故障或开关损坏,需更换电机或开关。
打浆机转速异常:可能是电机故障或传动带松动或磨损,需检查电机及传动带情况,如有问题需更换。
P-RC-APMP化机浆工程备料系统工艺规程

X X X X有限公司备料系统工艺规程XXXX年XX月目录1、主要内容与适用范围2、生产目的3、主要技术指标4、产品特征5、工艺描述6、工艺流程7、主要设备特征8、主要工艺条件9、原木和木片的检验1、主要内容与适用范围本标准规定了P-RC-APMP车间备料工段的生产目的、产品特征、原料特征、生产工艺流程、技术条件、设备特征、生产过程检查等。
本标准适用于本公司。
2、生产目的用经过滚筒剥皮机剥后的原木或外购的木片,材质为三倍体毛白杨或中国北方速生杨,经过削片、筛选获得规格与质量合格的木片,供生产P-RC-APMP使用。
3、主要技术指标3.1技术指标3.2、操作时间原木料厂:3.3、削片和去皮:3.4、原木特征3.5、木片贮存时间木片贮存时间日2---5天贮存量m35000输送装载能力m3/小时60-180最大输送量m3/小时180(标称120)3.6、主要动设备噪音等级设备运转时将会产生85分贝以上的噪音。
噪音的高低主要取决于设备之外的因素,诸如建筑物等。
削片机110 – 115 分贝(A)木片筛80 – 85 分贝(A)螺旋卸料器85 – 90 分贝(A)4、产品特征根据STFI(SCAN – CM )实验方法,筛分后的木片质量为:标准木片长度20--22 mm标准木片厚度3--4 mm超长(≥45mm)和超厚(≥8 mm)≤6.5 %碎木片( 小于7mm 大于3mm ) ≤4%木粉总量(小于 3 mm ) ≤0.4%合格率≥89%5、工艺描述5.1、原木接收卡车运到工厂的原木用装载机直接卸原木到剥皮鼓进料输送机上,输送机把原木输送到剥皮鼓进行剥皮处理,在备料不运行或原木量太大时原木不能一次全部卸装到进料输送机,用装载机输送到原木场地,进行堆垛、储存,保证有充足的原木供应。
5.2、剥皮剥皮鼓进料处由链式原木喂料输送机输送原木,它缓慢将原木经进料溜槽送进剥皮鼓。
额定长度2--4米的原木,用装载机成捆装在剥皮鼓进料端的链式原木喂料输送机上,链式原木喂料输送机通过进料溜槽把原木送到D4.5×22米的剥皮鼓,,链式原木喂料输送机装备变频电机,调节输送速度及进料量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
32
24
20
21
14
67 38 3. 6 0. 8672 0. 030 28. 9
67 43 3. 7 1. 0400 0. 0319 32. 60
65 47 3. 6 1. 1416 0. 0289 39. 5
65 48 3. 5 1. 0408 0. 0284 36. 65
62 46. 6 3. 6 1. 0672 0. 032 33. 35
↑
| 渣浆
1. 2 化学药品的加入量
表 1 化学药品加入量
加药位置
NaOH H2O2 Na2SiO3 DTPA
浸渍器 Ⅰ/ kg·admt - 1 浸渍器 Ⅱ/ kg·admt - 1
30
5
10
3. 5
12. 10 16. 50 14. 10
3. 00
1. 3 设备特征 1. 3. 1 盘磨 Ⅰ、盘磨 Ⅱ
从磨齿的各个时期齿纹变化来看 ,磨齿由于受到 机械磨损 ,齿面的几何形状不断发生变化 ,而齿面的形 状的变化决定了传递给木片和纤维的能量和机械作用 也发生变化 。磨片使用时间越长 ,齿面钝化 ,使浆料切 断能力减弱 ,浆料打浆度随之下降 。因此 ,根据磨片的 使用时间调整磨间浓度 。当磨片作用过程中加速度很 高 ,产量将明显下降 ,说明磨片应该更换了 。
欢迎投稿、订阅 欢迎刊登广告
— 15 —
2. 576 31. 513 13. 247 21. 867 7. 670 23. 123
注 :盘磨 Ⅰ间隙 0. 9mm ,盘磨 Ⅱ浓度 25 ±2 % 盘磨 Ⅰ浓度在 18 %时 ,抗张指数较低 。细小纤维
含量达到 48. 478 % ,在显微镜下观察 ,发现纤维大量被 切断 ,纤维束 、粗渣 、粉状的纤维较多 ,这是造成抗张指 数较低的主要原因 。盘磨 Ⅰ浓度为 30 %、35 %、40 % 时 ,从筛分 、纤维长度 、长宽比等指标看 ,成浆质量都较 好 。但当盘磨 Ⅰ打浆浓度为 40 %时 ,纤维细纤维化较 好 ,但打浆度低 ,只有 14°SR ,要想保证成浆质量 ,必然 造成盘磨 Ⅱ负荷过高 ,容易掉载 ,影响连续生产 。
在显微镜下观察 ,第 3 、4 组的纤维形态较好 。从 理论上分析 ,在 20 %~25 %范围打浆 ,属于高浓打浆 , 有利于纤维的细纤维化 ,增加了纤维的表面积 ,保护了 纤维的强度 。同时游离出更多的羟基 ,从而提高了纤 维的交织能力达到提高纸张物理强度的作用 (特别是 撕裂指数) 。 2. 2 磨片的影响
1
2
3
4
5
可明显看出 ,磨片使用的时间越长 ,打浆度越低 。因此 表4
使用时间/ h
0
560 1120 2205
打浆度/ °SR
24. 0 20. 8 19. 0 16. 0
盘磨 Ⅱ浓度/ %
15
20
25
30
35
盘磨 Ⅱ间隙/ mm
0. 90 0. 87 0. 84 0. 80 0. 80
当盘磨 Ⅱ打浆浓度为 20 % ,撕裂指数最大 。但随
从生产控制上讲 , 盘磨 Ⅰ出的浆 , 必须要求纤维 束 、粗渣和小薄木片等含量少 ,因为这类物质在盘磨 Ⅱ 磨浆时难以除去 。操作过程中 ,盘磨 Ⅰ的磨盘间隙要 大或浓度高 ,以产生高度的纤维与纤维之间的研磨作 用而使纤维分离 ,保证纤维长度 。
在把良浆打浆度控制在 60~68°SR ,发现盘磨 Ⅰ浓 度在 30 %~35 % ,抗张指数 、撕裂指数都较好 ,成浆质 量较高 。
良 浆
打浆度/ °SR
抗张指数/ Nm·g - 1 浓度/ %
纤维长度/ mm 纤维宽度/ mm 长宽比/ mm
筛分/ % + 20 目上 - 20~ + 45 目 - 45~ + 60 目 - 60~ + 80 目 - 80~ + 100 目 - 100 以下
18
25
30
35
40
0. 99 0. 96 0. 93 0. 87 0. 85
2 APMP 成浆质量的影响因素
收稿日期 :2002 - 12 - 24
— 14 —
2. 1 磨浆浓度对成浆质量的影响 2. 1. 1 盘磨 Ⅰ磨浆浓度对成浆质量的影响 ,见表 2 。
表 2 盘磨工磨浆浓度对成浆质量的影响
次数
1
2
3
4
5
盘磨 Ⅰ浓度/ % 盘磨 Ⅱ间隙/ mm 中间池打浆度/ °SR
1 APMP 工艺流程和设备特征
1. 1 工艺流程
化 学 药 品 ↓ 木片 →木片洗涤器 →脱水螺旋 →预汽蒸仓 →螺旋撕裂机 Ⅰ →浸渍器 Ⅰ
化 学 药 品 ↓ →反应仓 Ⅰ →螺旋撕裂机 Ⅱ →浸渍器 Ⅱ →反应仓 Ⅱ →盘磨 Ⅰ →
中间浆池 →脱水螺旋压榨 →盘磨 Ⅱ →消潜池 →压力筛 →浆塔
从生产实际数据可以看出 ,盘磨的打浆度与磨片 的使用时间有一定关系的 ,见表 4 。
我厂的磨片使用寿命大约在 2500h 左右 。从表 4
注 :磨盘 Ⅰ浓度为 30 % ,盘磨间隙 1. 00mm 在实际生产中 要根据实际情况 ,即根据前段工艺参数 、各段浆的指标 来调节打浆参数 ,以保证盘磨 Ⅰ、盘磨 Ⅱ打出的浆符合 要求 。
2003 年 第 2 期 《黑 龙 江 造 纸》
·论文与综述·
APMP 制浆过程中打浆的控制
翟丽杰 赵宏 崔振国
齐齐哈尔造纸有限公司 (齐齐哈尔 ,161005) )
摘 要 在 APMP 制浆过程中 ,加入化学药品量一定的条件下 ,盘磨打浆过程的工艺操作条件的控制是成浆 质量好坏的关键 ,尤其是物理强度 ,起决定作用
盘磨 Ⅰ、盘磨 Ⅱ是 Andritz Spraut - Bauer 公司的单 转常压盘磨机
型号 :MRSD58/ 62 - IC 规格 :直径 58/ 62 单盘磨 转速 :1500r/ min 电机 :6000kW 1. 3. 2 筛分仪 203 —C 型鲍威尔 —莫克奈特纤维连续 筛分仪 1. 3. 3 显微镜 J TT 50X
着浓度的增加 ,撕裂因子基本不发生变化 。当浓度在 22 %左右时 ,抗张指数最高 ,但超过 30 %后 ,有下降趋 势 。在实际生产中 ,当盘磨 Ⅱ浓度大于 30 % ,即使不断 减小盘磨间隙 ,打浆度上升也很缓慢 ,且造成功率过 大 ,使盘磨处于不稳定生产状态 ,容易掉载 。
从生产控制上讲 , 盘磨 Ⅱ磨浆 , 主要作用细纤维 化 ,发展强度 ,使全部纤维中的一部分转化为细纤维和 细胞壁状的碎片 ,这就提供了造纸所需要的结合性 。 在显微镜下观察各组浆的状态发现 ,当浓度低于 20 % , 大量 的 纤 维 被 切 断 , 导 致 抗 张 指 数 过 低 。当 浓 度 在 20 %~30 %之间时 ,纤维形态 、长度 、宽度 、抗张指数等 都较好 ,打浆度适宜 。通过调节盘磨间隙 ,打浆度调节 灵活 ,很容易保持在 60~80oSR 范围内 。当大于 25 % 后打浆度提高很慢 ,不断减小盘磨间隙 ,磨浆功率波动 大 ,喂料螺旋易堵 ,造成生产不稳定 ,也磨不出均一合 格的浆 。
2. 1. 2 盘磨 Ⅱ磨浆浓度对成浆质量的影响 尽量Ⅱ的浓度 ,保证良浆在 65°SR 左右 ,经过两年的生
APMP 制浆过程中打浆的控制
产实践 ,依据表 3 中的经验数据进行盘磨 Ⅱ的操作 ,结 果发现 :
表 3 盘磨 Ⅱ打浆条件
次 数
参 考 文 献 [1 ] 隆言泉. 制浆造纸工艺学. 北京 :轻工业出版社 ,1981
The Control of Beating in APMP Pulping
Zhai Lijie Zhao Hong Cui Zhenguo ( Qiqihar Paper Co Ltd , Qiqihar , 161005) Abstract : When the number of chemical is not change ,the control of beating APMP pulping is most important for physics strengh. The control is studied to obtain the data. Keywords :APMP ; beating ; tensile index
当磨齿磨损严重 ,打浆度提不上去且浆料不能顺 畅通过磨片 ,造成喂料螺旋易堵 ,这时只有降低产量才 能维持正常生产 。此时 ,必须更换磨片了 。
3 结论
3. 1 生产 APMP 浆 ,控制好磨浆浓度 ,才能生产出高 质量的浆 ,盘磨 Ⅰ浓度在 30 %~35 %之间 ,盘磨 Ⅱ浓度 在 20 %~25 %之间 ,成浆质量最好 。 3. 2 随着磨片的使用时间 ,调节磨间浓度 。随时间增 长 ,适当降低磨间浓度 ,减小盘磨间隙可以提高成浆质 量。 3. 3 在化学药品加入量一定且保证产量情况下 ,要根 据盘磨 Ⅰ、盘磨 Ⅱ各自磨片的使用时间 ,及前段浆的质 量来调整盘磨参数 。各厂家由于磨片规格不同 、加药量 不同 ,工艺参数不同等情况 ,磨浆浓度也不同 。应根据 实际数据 ,具体情况具体分析 ,以确定最佳的磨浆浓度 。
5. 329 8. 301 21. 873 11. 898 4. 121 48. 478
3. 648 25. 997 22. 931 12. 582 4. 147 30. 695
3. 276 30. 206 13. 717 28. 743 4. 159 19. 839
1. 376 24. 794 13. 838 28. 925 2. 722 28. 345
关键词 APMP 打浆 物理强度
齐齐哈尔造纸有限公司的 APMP 生产线 ,2000 年 4 月试车生产 ,目前系统运行较好 、成浆质量也较好 。在 两年生产实践过程中的发现 ,为了尽量降低化学药品 消耗 ,正确调整盘磨 Ⅰ、盘磨 Ⅱ的工艺参数是保证成浆 质量的关键 。其中 ,磨区纸浆浓度是影响盘磨打浆性 能的最敏感参数之一 ,尤其目前杨木短缺 ,各纸厂采用 桦木等代替 ,纤维形态不如杨木 ,控制好打浆过程显得 更为重要 。本文根据生产实际控制参数经验 ,确定了 最佳的工艺操作条件 。