MasterCAM9后处理程序的优化
MasterCAM9后处理的修改
Master CAM9后处理的修改[日期:2009-08-18] 来源:数富作者:数富工程师 [字体:大中小] Mas terCA M9后处理的修改:M aster CAM系统缺省的后处理文件为M PFAN.PST,适用于FAN UC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的N C文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在C NC控制器的G54~G59指令参数中。
C NC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FA NUC.P ST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受N C文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下: 1、增加G54指令(方法一):采用其他后处理文件(如M P_EZ.PST)可正常输出G54指令。
Mastercam9

Mastercam9.1后处理优化1. 简介Mastercam9.1是一款广泛应用于数控机床加工的软件,它的后处理功能在将NC代码转化为机床控制指令时起着至关重要的作用。
本文档将介绍Mastercam9.1后处理的优化方法,帮助用户改善NC代码生成的效率和精度。
2. 后处理优化方法2.1 最佳实践- 确保正确设置机床参数:在进行后处理之前,务必检查并正确设置机床参数,包括坐标系、进给速度限制、刀具补偿等。
正确设置这些参数可以确保生成的NC代码与实际机床运行相符,并提高加工效率和质量。
- 合理利用宏指令:宏指令可以帮助用户将常用的操作组合成一个命令,并在后处理过程中自动引用。
合理利用宏指令可以简化编程流程,提高编程效率。
同时,通过编写自定义宏指令,用户还可以根据实际需求进行功能扩展。
2.2 优化后处理配置- 检查后处理配置文件:Mastercam9.1提供了一系列的后处理配置文件,用户可以选择适合自己的配置文件进行后处理。
在选择配置文件之前,建议用户仔细阅读每个配置文件的说明文档,并根据需要进行必要的修改。
- 自定义后处理配置文件:对于一些特殊需求,用户可以通过自定义后处理配置文件来满足。
通过使用Mastercam9.1提供的后处理配置编辑器,用户可以灵活地定义和修改后处理规则,以适应不同的机床和加工需求。
2.3 优化NC代码生成- 合理设置切削参数:在进行后处理之前,用户需要根据实际加工需求设置合理的切削参数,包括进给速度、切削深度、切削宽度等。
合理设置这些参数可以提高加工效率和质量,并减少对机床的磨损。
- 优化刀具路径生成:Mastercam9.1提供了多种生成刀具路径的方式,用户可以根据需要选择合适的刀具路径生成方法。
在选择刀具路径生成方法之前,用户需要考虑加工效率、加工精度和工艺要求等因素,并合理地权衡各种因素。
3. 总结本文档介绍了Mastercam9.1后处理的优化方法,包括最佳实践、后处理配置优化和NC代码生成优化。
mastercam9.1后处理
MasterCAM9 后处理的修改MasterCAM 系统缺省的后处理文件为 MPFAN.PST ,适用于 FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的 NC 文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从 G54 ~G59 的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92 指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在 CNC 控制器的 G54~G59 指令参数中。
CNC 控制器执行 G54~G59 指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出 G55~G59指令,但无法实现 G54指令的自动输出。
⑵FANUC.PST 后处理文件针对的是 4 轴加工中心,而目前使用量最大的是 3 轴加工中心,多出了第 4 轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受 NC 文件中的注释行。
⑸删除行号使 NC 文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对 NC 文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对 NC 文件进行大量重复修改,易于出现差错,效率低下,因此必须对 PST(后处理)文件进行修改。
修改方法如下:1、增加 G54 指令(方法一):采用其他后处理文件(如 MP_EZ.PST )可正常输出 G54 指令。
由于 FANUC.PST 后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用 MC9 自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\ PFE32.EXE )打开 FANUC.PST 文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST)单击【 edit】→【 find 】按钮,系统弹出查找对话框,输入“ G49 ”。
Mastercam V9.0后处理问题及其设定方法
都是可以直接编辑 的文本文件 , 只不过该文件带有
一
三维造型和 自动编程软 件。如何使 用 Ma e a srm tc V . 90生成符合 自己使用要求的数控 N C文件?什
么是 Ma e a 后处理 文件?如何 设定其后处理 s rm tc 文件?其实只要明白 Ma e a 处理问题 的过程 , sr tc m 解决后处理的编辑和设定问题 , 就可 以明白 Ma. s t c 如何 解决 生成 符合 用户使 用 要求 的数 控 ea rm NC文 件 。
Ab ta tBe n igo h atr a atrra me tpo esa dt en m eia—o to sr c . gin n nt eM sec m fetet n rc s n h u rc l n r l c NC rg a po rmmig,t e n h p p ra ay e h fete t n i fM atra n t e p r a h,icu ig t eatrrame tf e a e n lss t eatrrame tfl o secm a d issta p o c e n ldn h fete t n i , l c mmo ue d v r b e s g ft eatrr am e tc mp lt n ec O a o ma et eN C p o rm e o n r lsa a i lsu a eo h fete t n o i i t ,S st k h r g a me t n a ao t en e s fu e s h ed s r . o
终起作用控制机床的是 N C文件 , 也就是符合各种
C C机床控制系统要求的文本代码性 文件。现在 N 大多数 国家 流行 的控制 系统 , F N 如 A UC系统 、 SE N IME S系统 和三菱 系统等都 是使用符 合 IO S
MasterCAM9.1车床后处理MPLFAN.PST的修改方法

A 程式是自带后处理出的,B 程式是改后的后处理出的。
本人并非专业编程人员,对编程只是知道些皮毛。
同事叫我帮忙修改一下MasterCAM9.1的后处理,因为每次都要手工修改,很麻烦,还怕出错。
在网上找了好久都找不到关于MasterCAM 车床后处理的修改方法,只好自己慢慢研究……最终还是改好了,能正常使用。
但我毕竟不是专业人氏,也不知会不会出现意外的情况,希望懂的人可以指正。
声明:此后处理适用MasterCAM 9.1,其它版本请自行研究。
如何要使用此后处理,请务必核对程式!凡使用此后处理一切后果自负!(经反馈,两段程式合并一起处理时,会出现换刀指令!如不用刀库的必须注意!)找到车床的后处理文件MPLFAN.PST (位于Mcam9\Lathe\Posts\),复制一份出来放在同目录,改好自己喜欢的名字,打开修改。
以下是修改记录。
(黄色底纹是修改过的,注意对比源文件)force_wcs : no #删除程式中的G54,默认是yes 。
#去除程式中的M08、M09(冷却液开关)#fstrsel sm09 coolant scoolant#程序名,日期,时间等% O0000 G21(PROGRAM NAME - 111 DA TE=DD-MM-YY - 21-07-15 TIME=HH:MM - 10:00 ) (TOOL - 2 OFFSET - 2)(OD ROUGH LEFT - 80 DEG . INSERT - CNMG 12 04 08) G0 T0202 G97 S55 M03G0 G54 X-1.461 Z29.597 M9 G50 S55 G96 S295G99 G1 Z31.597 F.2 X-68.261 Z34.519G2 X-68.4 Z34.522 R.8 X-70. Z33.722 R.8 G1 Z2.922X-67.172 Z1.508 G28 U0. W0. M05 T0200 M30 %%(-111 .NC - 05-08-15 ) G0 X-1.461 Z29.597 S55 M03G99 G1 Z31.597 F.2 X-68.261 Z34.519G2 X-68.4 Z34.522 R.8 X-70. Z33.722 R.8 G1 Z2.922X-67.172 Z1.508 M30 %A B# *progno, e #去除程序名# pbld, n, *smetric, e #去除G21"(-", progname,".NC", "- ", date, ")", e #程度名和日期,随意更改#删除程式中的刀具和刀片描述# ptoolcomment# comment#删除程式中的“G0 T0202(刀具号)”# pbld, n, *sgcode, *toolno, e#以下两段调换顺序,可以调换“G0快速定位”和“主轴转动”的顺序。
Mastercam9

Mastercam9.1后处理指南简介本文档旨在为使用Mastercam9.1后处理功能的用户提供详细指南。
后处理是将Mastercam生成的刀具路径转化为机器能够理解并执行的代码的过程。
通过正确配置后处理器,您可以确保生成的代码与您的机床兼容,并实现高效准确的加工。
配置后处理器在使用Mastercam9.1后处理功能之前,您需要正确配置后处理器。
首先,打开Mastercam9.1软件,并导入您的设计文件。
然后,进入“后处理”选项,选择适合您机床的后处理器。
如果您找不到适合的后处理器,可以联系Mastercam官方支持获取帮助。
一旦选择了后处理器,您可以根据您的需要进行进一步的配置,例如设置刀具补偿、刀具半径补偿、切割速度等。
后处理输出在Mastercam9.1中,您可以生成多种类型的输出文件,包括NC程序文件、机器程序文件和刀具路径图。
生成这些文件是为了将您的加工数据传递给机床执行。
在生成这些文件之前,请确保您已正确配置后处理器并选择了正确的输出格式。
使用示例以下是一个简单的使用示例,展示了如何通过Mastercam9.1生成NC程序文件:1.在Mastercam9.1中,打开您的设计文件。
2.进入“后处理”选项,选择适合您机床的后处理器。
3.配置后处理器,例如设置好刀具补偿、刀具半径补偿、切割速度等。
4.点击“生成NC程序”按钮,选择输出文件的保存路径和文件名。
5.确认设置并点击“生成”按钮。
6.检查生成的NC程序文件,并将其传输给机床进行加工。
常见问题解答以下是一些常见问题的解答,以帮助您更好地使用Mastercam9.1后处理功能:1.Q: 如何选择合适的后处理器?A: 您可以从Mastercam提供的后处理器列表中选择适合您机床的后处理器。
如果找不到适合的后处理器,可以联系Mastercam官方支持。
2.Q: 如何配置后处理器的刀具补偿?A: 在配置后处理器时,您可以设置合适的刀具补偿数值,以确保加工效果符合预期。
Mastercam v9.0后置处理程序的简单应用

f PR0GRAM NAME— 1 T1
f T = D MM— 一 5 O — 0 I = H: DA E D - YY 0 一 8 1TME H MM一 94 ) 0 :0
N1 0 O G21
N1 2 G1 o4 G49 O 0 0 GO 7 0 G8 G9
科技信 息
。机械 与电子O
S IN E&T C N L G N O MA I N CE C E H O O YI F R TO
21年 02
第7 期
Matra v . 后置处理程序的简单应用 s cm 9 e 0
( 龙岩 技 师学 院
【 摘
邱 家伦 福建 龙 岩
34 0 ) 6 0 0
M s r m是一种 功能强大 C DC M 软件 .由 C D和 C M 两 aea tc A /A A A 大部分组成 , 集设计 与制造于一 体 , 通过对所 要加工 的零 件进行工 艺
N1 8 X一 O. 3 G2 3 Y一1 5 2.R5
N1 0 Y1 . 4 G1 2 5 N1 2 4 G2X- 5. 7 5 2 Y1 . R5. N1 4 X一1 2 9 4 G1 8.6
要 l 文介绍 了 M sra .后置 处理程序 , 本 atcmv 0 e 9 针对我 院 F N C0— A U i M数 控 系统 , 对后处理程序 进行 了简单的修 改, 使得修 改后的后
置 处理程序 更符合数控 系统要 求和操 者的个性化 需求以及 生产实习安 全。
【 关键词 】 刀具路径 ; 置处理 ; C 文件 ;c加工程序 后 NI N 0 前 言
2 问题 的解决
最新MasterCAM9后处理的修改

M a s t e r C A M9后处理的修改MasterCAM9后处理的修改MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC 控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受NC文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下:1、增加G54指令(方法一):采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST)单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。
Mastercam9

Mastercam9.1后处理设置Mastercam9.1是一款广泛应用于机械制造行业的计算机辅助设计和制造软件。
在使用Mastercam9.1进行数控编程时,后处理设置是非常重要的一步。
本文将介绍Mastercam9.1后处理设置的步骤和注意事项。
步骤以下是设置Mastercam9.1后处理的步骤:1.打开Mastercam9.1软件,并选择需要进行后处理设置的机床类型。
2.进入后处理设置界面,选择“工具”菜单下的“后处理工具”。
3.在后处理工具界面中,选择左侧的“设置管理器”。
4.在设置管理器中,将光标定位到当前使用的后处理器上,并点击右键选择“编辑”。
5.进入后处理器编辑界面后,可以对后处理器进行各种设置。
6.首先,需要设置后处理的输出文件路径。
点击“文件”菜单下的“设置文件名”选项,设置输出文件的路径和文件名。
7.接下来,根据具体的机床和加工需求,可以进行一些其他的设置,例如刀具补偿、刀具半径补偿、进给速度等。
8.对于一些特殊的加工工艺,还可以在后处理器编辑界面中添加自定义的代码段,以满足特定的加工需求。
9.设置完所有的参数后,点击保存并关闭后处理器编辑界面。
10.返回到设置管理器界面,可以将当前设置的后处理器设为默认后处理器,以便在以后的操作中直接使用。
11.完成所有的设置后,可以关闭后处理工具界面,开始进行数控编程。
注意事项在进行Mastercam9.1后处理设置时,需要注意以下几点:1.不同机床类型所需的后处理设置可能有所不同,在选择后处理器时要根据实际的机床类型进行选择。
2.在进行后处理设置之前,要先了解机床的技术参数和加工要求,确保后处理器的设置与之相符。
3.后处理的输出文件路径要设置在合适的位置,方便后续的操作和查找。
4.在进行一些高级的设置时,要小心操作,确保设置的正确性和安全性。
5.在使用自定义代码段时,要谨慎选择和添加代码,确保其适用性和正确性。
6.建议在进行后处理设置之前先做好程序的检查和验证,以减少出错的可能性。
浅谈Mastercam9.0后处理的优化设计
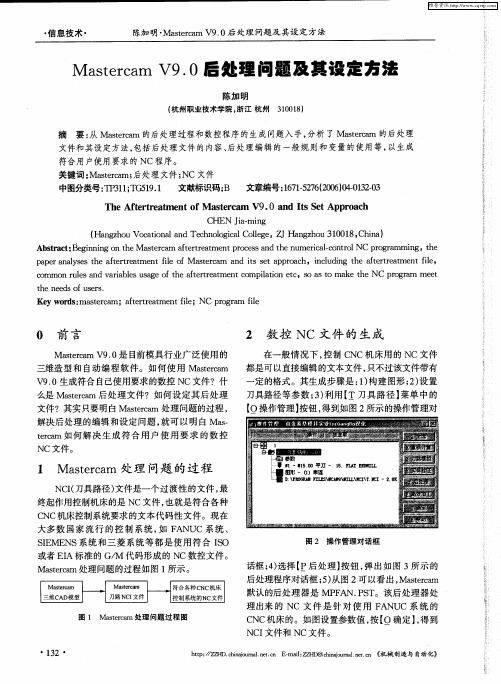
浅谈Mastercam9.0后处理的优化设计作者:李凯来源:《科学与财富》2017年第20期(南昌理工学院)摘要:后置处理简称后处理,是CAM软件首先读入刀位文件和机床数据文件,然后根据机床数据所描述的格式形式,对刀位文件进行编译转换,生成NC数控代码的过程。
本文就典型CAM软件Mastercam 9.0后处理文件及如何进行优化设计进行了简要介绍及探讨,以方便执行后处理程序时产生符合某种数控系统需要和使用者习惯的NC程序。
关键词:Mastercam;后处理;优化设计一、后处理的目的数控机床是根据数控程序来动作的,而数控程序是由一系列特定数控指令代码组成,编程人员使用CAM软件对加工零件进行编程,所有加工工艺信息在编程中已设置好,最后由软件生成刀具轨迹信息,这些刀具轨迹信息即是数控程序,而由软件设置的加工工艺信息转换为刀具轨迹文件的过程我们把它称做后置处理。
后处理是处理机床和数控系统直接相关的信息,是计算机辅助制造基本实现过程的最后一个关键环节,所以它的最终目的就是生成一个实际数控系统的代码程序。
二、后处理文件介绍后置处理文件简称后处理文件,MASTERCAM后置处理文件是一种可以由用户以回答问题的形式自行修改的文件,其文件名为MPFAN.PST。
在应用Mastercam软件的自动编程功能之前,必须先对这个文件进行编辑,才能在执行后处理程序时产生符合某种控制器需要和使用者习惯的NC程序, MASTERCAM的后处理文件,一般包括以下部分:1、注释部分。
此部分是对后处理文件及其设定方法作一般性介绍,内容一般都不做更改,如:# Description:GENERIC FANUC MILL POST,注释前都带#号,系统在执行代码处理时不会读取前面带#号的语句。
2、系统程序规划部分。
此部分是MASTERCAM版本的后处理系统规划,一般不需更改,如:m_one:-1 #Define constant3、常规后处理设定部分。
MasterCAM9后处理的修改

将其修改为:
omitseq : yes #Omit sequence no.
修改后行号不再出现。
7、调整下刀点坐标值位置:
单击按钮,系统弹出查找对话框,输入“g43”,单击 按钮,查找结果所在行为:
force_wcs : no #Force WCS output at every toolchange?
将no改为yes,修改结果为:
force_wcs : yes #Force WCS output at every toolchange?
输出的NC文件修改前对应位置指令为:
pcan1, pbld, n, *sgcode, *sgabsinc, pwcs, pfxout, pfyout,
pfcout, *speed, *spindle, pgear, strcantext, e
pbld, n, "G43", *tlngno, pfzout, scoolant, next_tool, e
单击按钮,系统弹出查找对话框,输入“*sg28ref”,单击按钮,查找结果所在行为:
pbld, n, sgabsinc, sgcode, *sg28ref, "Z0.", scoolant, e
pbld, n, *sg28ref, "X0.", "Y0.", protretinc, e
# pbld, n, *smetric, e
修改后G21指令不再出现,某些控制器可不用此指令。注意修改时保持格式一致。G21指令为选择公制单位输入,对应的英制单位输入指令为G20。
2、增加G54指令(方法二):
mastercam9.1后处理
MasterCAM9后处理的修改MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受NC文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下:1、增加G54指令(方法一):采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\ PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST)单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。
基于MasterCAM9.0后置处理程序的修改
基于MasterCAM9.0后置处理程序的修改
李淑领
【期刊名称】《河北工程技术高等专科学校学报》
【年(卷),期】2009(000)002
【摘要】综述了MasterCAM软件后置处理程序的修改,就如何在MasterCAM默认后处理程序的基础上对SINUMERIK802D数控系统的后置处理程序进行修改进行了研究.
【总页数】4页(P67-69,76)
【作者】李淑领
【作者单位】沧州市技工学校,河北,沧州,061000
【正文语种】中文
【中图分类】TG659
【相关文献】
1.基于SIEMENS系统的MasterCAM9.0后置处理程序的实现 [J], 杨永;向丹
2.基于GSK928 MA数控系统的MasterCAM9.0后置处理程序的二次开发 [J], 朱宏伟
3.802D数控系统基于MasterCAM9.0后置处理程序的二次开发 [J], 陈文革;尹芳
4.基于MasterCAM9.0的SIEMENS810D专用后置处理程序 [J], 魏家鹏; 王素艳
5.基于MasterCAM9.0后置处理程序的二次开发 [J], 陈文革; 尹芳
因版权原因,仅展示原文概要,查看原文内容请购买。
精雕机的MASTERCAM9.0后处理的优化设置

精雕机的MASTERCAM9.0后处理的优化设置杨青【摘要】MasterCAM是一套在模具行业广泛应用的CAD/CAM软件,针对精雕机所采用的NC代码,阐述MASTERCAM9.0软件后处理的设置技巧,使其自动生成的NC文件直接符合精雕机的使用格式。
【期刊名称】《产业与科技论坛》【年(卷),期】2013(000)022【总页数】2页(P86-87)【关键词】MasterCAM;后处理;NC代码;精雕机【作者】杨青【作者单位】江海职业技术学院机电工程系【正文语种】中文【中图分类】经济财政匾噩噩眉目E植圃E圈2013 年第 12 卷第 22 期精雕机的 MASTERCAM9.0 后处理的优化设置口杨青[内容摘要] Maste而AM 是一套在模具行业广泛应用的CAD/CAM 软件,针对精燃机所采用的 NC 代码,阐述 MASTERCAM9.0 软件后处理的设置技巧,使其自动生成的 NC 文件直接符合精雕机的使用格式。
[关键词] MasterCAM ;后处理; NC 代码:精雕机[作者单位]杨青,江海职业技术学院机电工程系目前,精雕机以其高精度、高稳定性的特点被模具制造行业广泛引用,随着数控技术的发展,自动编程技术应用也越来越广泛。
MasterCAM是自动编程普遍采用的软件,而对于不同的数控系统, MasterCAM 后处理生成的 NC 代码不能直接应用,还需要人工修改,既不方便又易出差错。
精雕机( CNCengravingandmillingmachine )是数控机床的一种,使用小刀具、大功率和高速主轴电机的数控镜床,与其他数控系统的加工原理相同,如对刀,调用程序等,区别在于:一是无刀库和换刀装置。
二是它没有数控机床的一些循环指令,如钻孔,宏程序等。
因为精雕是需要编程软件生成程序的,而MaterCAM 等编程软件上都能轻松实现。
精雕不是为子工编程设计的。
三是精雕加工时实现在高速加工,主轴是电主轴,转速高。
Mastercam v9.0后置处理程序的简单应用

Mastercam v9.0后置处理程序的简单应用
邱家伦
【期刊名称】《科技信息》
【年(卷),期】2012(000)007
【摘要】本文介绍了Mastercam v9.0后置处理程序,针对我院FANUC 0i-M数控系统,对后处理程序进行了简单的修改,使得修政后的后置处理程序更符合数控系统要求和操作者的个性化需求以及生产实习安全.
【总页数】2页(P255-256)
【作者】邱家伦
【作者单位】龙岩技师学院福建龙岩364000
【正文语种】中文
【相关文献】
1.MasterCAM后置处理程序在四轴加工零件上的应用 [J], 邱建设
2.MasterCAM后置处理程序在SIEMENS系统中的应用 [J], 李传军;宋英杰
3.MasterCAM后置处理程序在PMAC系统中的应用 [J], 张满朝;江开勇;王霏;郭陆峰
4.MasterCAM后置处理程序在SIEMENS系统中的应用 [J], 李传军;孙庆群
5.基于MasterCAM的后置处理程序在SIMENS系统中的应用 [J], 张玉峰
因版权原因,仅展示原文概要,查看原文内容请购买。
基于MasterCAM9.0的SINUMERIK810D后处理程序的优化设置

Optimal Settings for SINUMERIK810D Post-Processing Based on MasterCAM9.0作者: 张先锋 周树锦
作者机构: 广东机电职业技术学院,广东广州510515
出版物刊名: 湖南工业职业技术学院学报
页码: 45-47页
主题词: 后处理程序 优化设置 CAD/CAM软件 FANUC 模具行业 系统设计 数控系统 二次开发 系统编程 自动生成 文件 NC
摘要:MasterCAM是一套在模具行业广泛应用的CAD/CAM软件,它可以根据已建好的模型产生NC文件,然而NC文件的生成受该软件后处理程序的控制,MasterCAM后处理程序主要针对FANUC系统设计的.生成其它数控系统的NC文件,往往要做一些手工修改, 这样既麻烦又容易出错.本文探讨了MasterCAM9.0后处理程序的二次开发,使其自动生成的NC文件直接符合SINUMERIK810D数控系统编程格式的要求.。
MasterCAM9后处理程序的优化.
-10-1概述MasterCAM 是一套广泛应用于模具制造和数控行业的CAD/CAM 软件,针对不同的数控系统和机床类型,MasterCAM 9后处理生成的NC 代码不能直接使用,还要针对机床说明书的具体规定进行少量的修改和编辑,才能供机床安全使用。
或者我们手工编辑程序头和尾,再把自动生成的程序的中间部分拷过来。
2问题的提出在FANUC Series Oi Mate_Mc (简称FANUC Oi _Mc 系统立式加工中心上加工下图所示零件,利用MasterCAM 9强大的CAM 功能生成刀具路径NCI 文件,调用“MPFAN.PST ”进行后处理,得到加工程序如下:%O0000(PROGRAM NAME -2D-DJ1(DATE=DD-MM-YY-16-08-6TIME=HH:MM-23:30N100G21N102G0G17G40G49G80G90(16.FLAT END MILL TOOL-1DIA.OFF.-1LEN.-1DIA.-16.N104T1M6N106G0G90G54X-69.5Y-36.A0.S1000M3N108G43H1Z20.M8N110Z5.N112G1Z-7.F50.N114X-64.5N116G3X-48.5Y-20.R16.N118G1Y-7.5……N506G1X-40.N508G2X-44.Y7.5R4.N510G1Y13.77N512G3X-52.Y21.77R8.N514G1X-54.5N516G0Z20.N518M5N520G91G28Z0.M9N522G28X0.Y0.A0.N524M30%NC 代码存在的问题有:2.1带括号部分的程序名、日期时间、刀具说明,对有的数控系统不能承认,如:华中数控、广州数控。
2.2G21、G17为缺省值,无需写出。
2.3存在换刀指令T1M6及刀具长度正补偿指令G43H1,容易造成撞刀事故。
2.4立式加工中心因没有安装第4轴,存在工作台绕X 轴旋转的指令A0,所有数控系统的三轴加工中心或数控铣床都不能承认,否则系统报警。
mastercam9.1后处理
MasterCAM9后处理的修改MasterCAM系统缺省的后处理文件为,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受NC文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下:1、增加G54指令(方法一):采用其他后处理文件(如)可正常输出G54指令。
由于后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\ )打开文件(路径:C:\Mcam9\Mill\Posts\ )单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。
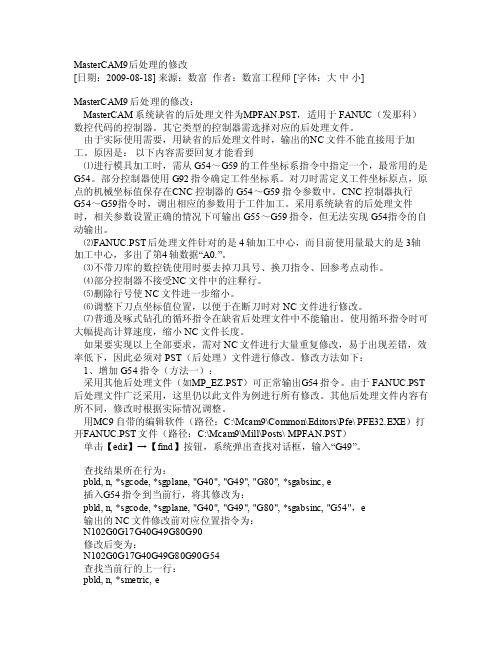
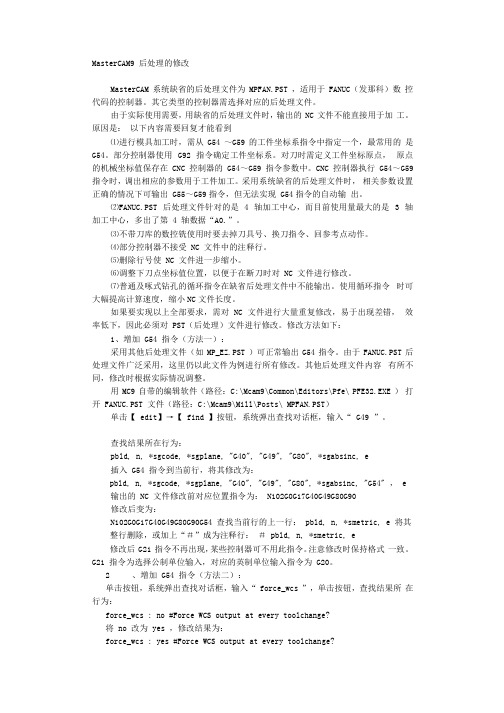
查找结果所在行为:pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e插入G54指令到当前行,将其修改为:pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e输出的NC文件修改前对应位置指令为:N102G0G17G40G49G80G90修改后变为:N102G0G17G40G49G80G90G54查找当前行的上一行:pbld, n, *smetric, e将其整行删除,或加上“#”成为注释行:# pbld, n, *smetric, e修改后G21指令不再出现,某些控制器可不用此指令。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
% O0003 N102G0G40G49G80G90 N104T1 N105M6 N106G0G90G54X-69.5Y-36.S1000M3 N110Z5. N112G1Z-7.F50. N114X-64.5 N116G3X-48.5Y-20.R16. N118G1Y-7.5 … … N506G1X-40. N508G2X-44.Y7.5R4. N510G1Y13.77 N512G3X-52.Y21.77R8. N514G1X-54.5 N516G0Z20. N518M5 N520G91G28Z0.M9 N522G28X0.Y0 N524M30 %
工作台绕 X 轴旋转的指令 A0,所有数控系统的三 轴加工中心或数控铣床都不能承认,否则系统报 警。
2.5 缺少定位工件坐标系的指令 G54。 2.6 圆弧在第一、第四象限点处打断,使机床 有不必要的加减速,容易造成机床的刀具不能匀 速切削,影响工件切削质量。 3 问题的解决 在研读 MasterCAM9 说明书中,发现只对程 序几个方面的修改,即可供机床使用。以记事本方 式打开 Mcam\Mill\Post\MPFAN.PST 文件,作以下 修改: 3.1 删除以下内容,以取消 NC 代码中带括号 部分的程序名、日期时间、刀具说明及 G21、G17。 3.1.1 “(PROGRAM NAME - ”,sprogname, “)”,e (程序名)。3.1.2“(DATE=DD- MM- YY- ”, date,“TIME=HH:MM - ”,time“, )”, e (日期时间)。 3.1.3 “(”,pstrtool,*tnote,*toffnote,*tlngnote,*tldia, “)”,e (刀具说明)。3.1.4 d.pbld,n,*smetric, e(毫米 输入 G21)。3.1.5 e.*sgplane(XY 平面 G17)。 3.2 将 toolchng = one If ntools = one 中的“one”都改为“0”,以取 消换刀指令 T01M06。 3.3 删 除 “pbld,n, ”G43“,*tlngno,pfzout, scoolant,next_tool,e”中的“”G43“,*tlngno,”以取消 刀具长度正补偿指令 G43H1。 3.4 取消 A0。3.4.1 Vmc :1 #0 = Horizontal Machine, 1 = Vertical Mill(定义机床类型,0:卧式 加工机床,1:立式铣床。设为 1)。3.4.2 Rot_on_x :1 #Default Rotary Axis Orientation,See ques.164.#0 = Off,1 = ABOUT X,2 =About Y,3=About Z (定义 绕 X、Y、Z 轴的旋转运动,0:关闭;1:回转轴为绕 X 轴旋转 A;2:回转轴为绕 Y 轴旋转 B;3:回转轴为 绕 Z 轴旋转 C。设为 0)。 3.5 在“*sgcode,”G40“,”G49“,”G80“,*Sgab- sinc,”后加入“G54,”,以添加定位工件坐标系的指 令 G54。 3.6 将“breakarca:yes#Break arcs into quad- rants?”中的“yes”改为“0”或“no”,以取消圆弧打 断。将“arcoutput : 1#0 = ILK,1 = R no sign,2 = R signed neg.over 180”中的“:1”改为“:2”,以在超 过 180°圆弧的半径前加“-”。 另外,在 MasterCAM 界面中,选择下拉菜单 Main Menu → Screen → Configure →NC Setting → Post Setting →NC file , 同时选中“Save NC file”和“ Edit”,以便修改及保存 NC 文件。 选 择 下 拉 菜 单 Main Menu → Screen → Configure →Start / Exit →Editor 选 择“CIMCO EDIT”作为 NC 文件编辑器,使得 NC 文件中的 X、Y、Z 坐标分别以不同的颜色显示,便于阅读及
修改后的后处理程序 MPFAN.PST 生成的新 的 NC 加工程序完全符合 FANUC Oi _Mc 数控 系统立式加工中心的要求,并且更加符合已有的 编程习惯asterCAM 9 自动编程的手 工修改程序,对其它不同型号机床以及不同数控 系统的修改和优化设计有一定指导意义和借鉴。 修改时可以直接将原程序的头和尾去掉,同时能 够保证 PC 到 CNC 的传输对程序格式的要求。
科技论坛
MasterCAM 9 后处理程序的优化
沈 武 群 1,2 (1、安徽合肥工业大学 汽车与机械学院,安徽 合肥 230000 2、安徽蚌埠学院 机械与电子工程系,安徽 蚌埠 233000)
摘 要:MasterCAM 自动生成的加工程序往往不能直接用于加工,需要进行适当的修改,通过修改使程序优化后符合系统加工要求。通过实例 介绍其优化过程,具有针对性和实际指导意义。
编辑。 在 CIMCO EDIT 的 NC 文件编辑器中,选
择下拉菜单 NC Function→Find X/Y/Z Ranges,在 打开的对话框中,可以清楚地看出 X、Y、Z 坐标值 及进给速度 F 的范围,保证加工的安全。
再在 FANUC Oi _Mc 数控系统立式加工 中心上加工零件,同样的 NCI 文件形成新的 NC 代码:
关 键 词 :MasterCAM9;后置处理;程序优化
1 概述 MasterCAM 是一套广泛应用于模具制造和 数控行业的 CAD/CAM 软件,针对不同的数控系 统和机床类型,MasterCAM 9 后处理生成的 NC 代码不能直接使用,还要针对机床说明书的具体 规定进行少量的修改和编辑,才能供机床安全使 用。或者我们手工编辑程序头和尾,再把自动生成 的程序的中间部分拷过来。 2 问题的提出 在 FANUC Series Oi Mate_Mc ( 简 称 FANUC Oi _Mc )系统立式加工中心上加工下图 所示零件,利用 MasterCAM 9 强大的 CAM 功能 生成刀具路径 NCI 文件,调用“MPFAN.PST”进行 后处理,得到加工程序如下:
NC 代码存在的问题有: 2.1 带括号部分的程序名、日期时间、刀具说 明,对有的数控系统不能承认,如:华中数控、广州 数控。 2.2 G21、G17 为缺省值,无需写出。 2.3 存在换刀指令 T1M6 及刀具长度正补偿
指令 G43H1,容易造成撞刀事故。 2.4 立式加工中心因没有安装第 4 轴,存在
作者简介:沈武群(1977 年~),女,在职硕士,专 业:机械制造与自动化 教学及研究方向:CAD/ CAM/CAPP/。
项目编号:KJ2007B274
责任编辑:王娜
-10-
参考文献 [1]张导成.三维 CAD/CAM-MasterCAM 应用[M].北 京:机械工业出版社,2005. [2] 苏旭武.MasterCAM 后处理文件的高级编辑方 法及其应用[J].制造技术与机床,2006,1:17-20. [3]魏明,刘伟民.MasterCAM 9.0 模具设计与加工 [M].北京:人民邮电出版社,2004.