FANUC机器人和变位机协调工作的仿真策略
发那科仿真软件教程

发那科仿真软件教程摘要:一、引言- 介绍发那科仿真软件- 仿真软件在工业机器人领域的应用二、发那科仿真软件安装与配置- 软件的下载与安装- 配置通讯驱动和虚拟硬件三、发那科仿真软件使用教程- 创建项目和程序- 示教轨迹和虚拟机器人- 仿真运行和结果分析四、注意事项与常见问题- 使用过程中的注意事项- 可能遇到的问题及解决方法五、总结- 回顾发那科仿真软件的特点和优势- 对学习和工作的帮助正文:一、引言发那科仿真软件是一款由日本发那科公司开发的工业机器人仿真软件,广泛应用于工业机器人教学、培训和编程调试等领域。
通过该软件,用户可以在计算机上模拟工业机器人的运动和操作,对机器人进行编程和调试,从而节省实际操作中的时间和成本。
二、发那科仿真软件安装与配置1.软件的下载与安装用户可以访问发那科官方网站或相关资源下载仿真软件。
下载完成后,按照安装向导的提示进行安装。
2.配置通讯驱动和虚拟硬件安装完成后,用户需要配置通讯驱动和虚拟硬件。
首先,在软件中设置通讯驱动,以便仿真软件能够与实际机器人进行通信。
接着,配置虚拟硬件,包括选择控制器、CPU 和连续任务数量等参数。
三、发那科仿真软件使用教程1.创建项目和程序在仿真软件中,用户可以创建新的项目,然后编写程序。
程序包括一系列指令,用于控制机器人的运动和操作。
2.示教轨迹和虚拟机器人通过示教器,用户可以在虚拟场景中示教机器人的运动轨迹。
示教完成后,可以在仿真软件中实时观察机器人的运动情况。
3.仿真运行和结果分析在完成程序编写和轨迹示教后,用户可以启动仿真运行。
仿真过程中,用户可以观察机器人的运动状态,以及与周围环境和其他机器人的交互。
仿真完成后,可以对结果进行分析,以检查程序的正确性和机器人的性能。
四、注意事项与常见问题1.使用过程中的注意事项在使用仿真软件时,需要注意以下几点:- 确保计算机与实际机器人之间的通讯畅通- 合理配置虚拟硬件,以避免因资源不足导致仿真卡顿- 在编写程序时,遵循发那科机器人的编程规范2.可能遇到的问题及解决方法在使用过程中,可能会遇到一些问题,如仿真软件无法启动、虚拟机器人无法运动等。
工业机器人离线编程(FANUC) 第四章、机器人的协调与通信
第四章机器人协作与控制器间的通信当机器人工作单元需要多机同时工作完成任务时,就存在着多机器人之间的协调动作问题。
在Roboguide中,多机之间的协调主要通过对控制器的编程控制来实现。
其中,就包含了一个控制器控制多台机的同步运行和不同控制器之间的信号通信技术。
控制器中的Group(组)技术就能够实现控制器对多台机器设备的同步控制;也可以通过两个控制器的IO信号实现控制器间的同步问题。
本章通过“三机协调焊接案例项目(项目五)”的实施重点介绍这两种协调方式,分为三个部分,一、Roboguide环境Group(组)的添加与使用技术;二、IO 信号的添加与使用创建技术;三、创建一个三机配合完成焊接任务的项目案例。
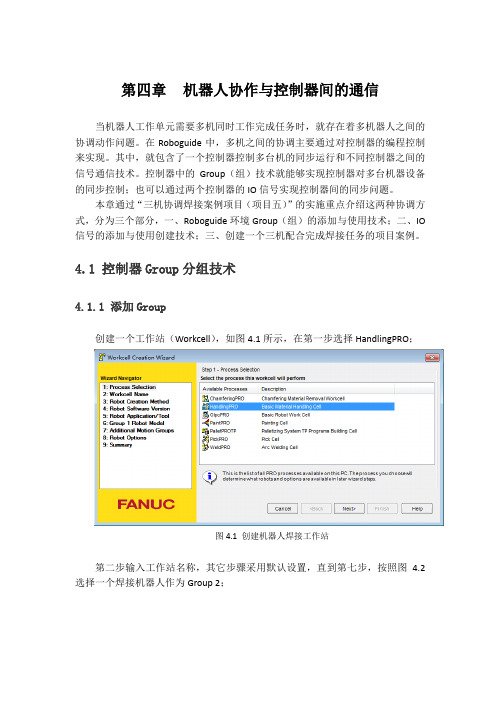
4.1 控制器Group分组技术4.1.1 添加Group创建一个工作站(Workcell),如图4.1所示,在第一步选择HandlingPRO;图4.1 创建机器人焊接工作站第二步输入工作站名称,其它步骤采用默认设置,直到第七步,按照图 4.2选择一个焊接机器人作为Group 2;图4.2 机器人焊接工作站配置之后继续,直到Finish,然后,就进入系统的配置进程。
参数配置依次依照图4.3(a)-(e)输入:(a)(b)(c)(d)(e)图4.3 工作站的配置过程最后,进入到工作站的仿真环境中,该环境中有两台机器人,一台归属第一组GP:1,用于搬运的机器人GP:1-R-2000iB/165F;另一台是用于焊接的机器人,归属第二组GP:2,用于焊接的机器人GP:2-ARC Mate 100iB SA(R-30iB);具体如图4.4所示:图4.4 工作站的仿真环境(1)用鼠标拖动机器人改变两个机器人的位置,并为焊接机器人添加一个基座Fixture,布景如图4.5所示:图4.5 工作站的仿真环境(2)4.1.2 示教编程先做一个简单的移动程序,即:两个机器人在P1点和P2点之间的循环运动。
这里,P1、P2点的信息都包含了两个机器人的坐标,它们的示教过程如下:(1)、示教P1点A)、如图4.6所示,先在Cell Browser树形窗口中选中GP:1-R-2000iB/165F,然后使用示教单元,移动搬运机器人的末端到该机器人的期望位置;显示为G1组选中GP:1-R-2000iB/165F图4.6:示教P1点(1)B)、如图4.6所示,先在Cell Browser树形窗口中选中GP:2-ARC Mate 100iB SA(R-30iB),然后使用示教单元,移动焊接机器人的末端到该机器人的期望位置;显示为G2组选中GP:2-ARC Mate 100iB SA(R-30iB)图4.6:示教P1点(2)C)、通过程序编辑器,记录下P1点的运动指令如图4.7所示:图4.7:P1点运动指令(2)、示教P2点按照上述操作,分别改变两个机器人的末端位置,示教P2点,并记录下P2点的运动指令。
发那科仿真软件教程

发那科仿真软件教程(最新版)目录1.发那科仿真软件概述2.发那科机器人仿真软件 ROBOGUIDE 功能介绍3.发那科机器人仿真软件 ROBOGUIDE 操作说明4.发那科机器人仿真软件 ROBOGUIDE 视频教程5.总结正文一、发那科仿真软件概述发那科仿真软件是一款由日本发那科公司推出的工业机器人仿真软件,主要用于模拟和训练工业机器人的操作。
该软件能够模拟各种复杂的工业机器人操作场景,帮助用户在虚拟环境中熟练掌握工业机器人的操作技能,提高生产效率和安全性。
二、发那科机器人仿真软件 ROBOGUIDE 功能介绍发那科机器人仿真软件 ROBOGUIDE 具有以下主要功能:1.创建虚拟机器人:根据用户需求,创建各种类型的虚拟机器人,包括机器人的型号、尺寸、参数等。
2.虚拟环境搭建:模拟真实的工业生产环境,包括生产线、工件、工具等,用户可以在虚拟环境中进行机器人操作训练。
3.编程与控制:支持多种编程语言,用户可以根据实际需求进行机器人编程,并控制机器人执行任务。
4.数据分析与优化:实时监测机器人运行状态,收集运行数据,分析并优化机器人性能,提高生产效率。
5.故障诊断与排除:模拟机器人运行中可能出现的故障,帮助用户掌握故障诊断与排除方法。
三、发那科机器人仿真软件 ROBOGUIDE 操作说明1.安装软件:从官方网站下载软件,按照提示进行安装。
2.创建项目:打开软件,新建一个项目,选择机器人型号和参数。
3.搭建虚拟环境:根据需求,添加生产线、工件、工具等元素,设置机器人的工作路径和任务。
4.编程与控制:选择编程语言,编写机器人控制程序,上传到虚拟机器人,并控制机器人执行任务。
5.数据分析与优化:实时监测机器人运行状态,调整参数,优化性能。
6.故障诊断与排除:模拟故障,诊断并排除故障。
四、发那科机器人仿真软件 ROBOGUIDE 视频教程发那科机器人仿真软件 ROBOGUIDE 的视频教程主要包括以下内容:1.软件安装与配置2.虚拟环境搭建与设置3.机器人编程与控制4.数据分析与优化5.故障诊断与排除五、总结发那科机器人仿真软件 ROBOGUIDE 是一款强大的工业机器人仿真软件,可以帮助用户在虚拟环境中熟练掌握工业机器人的操作技能。
完整版发那科地通双机器人协调

事在人为
6.协调运动的程序书写格式
注意:
? Coord协调指令只能用于直线和 圆弧,所以在示教过渡点的时候 能少用协调指令就少用
? Coord协调指令写在需要用到协 调运动的前一步
? 双机器人协调时必须两个机器人 的起弧指令同时给,也就是在E0 (设备同步编号上设置需要等待 同步的设备编号),否则无法执 行同步起弧
置上 ④ 同时也可以在部件旋转时让焊枪角度
随旋转而改变
如右图所示:为双机器人与1外部工装轴 协同工作
3
事在人为
2. 双机器人与外部工装轴协调设定
设定流程: ? 需要用到同步运动的外部工装轴
进行零点标定,以及机器人的 (TCP)设定 ? 按【MEUN】→选6【SETUP】 →选9【coord】进入右图画面 ? 根据实际情况选择Leader Group (主动)和Follower Group(从 动)进行设定 ? 选择对应Follower orientation , 一般选择ATTACHED(相对运动) ? 按F2【C-TYP】,根据以上选定的 条件进行选择运动类型(鉴于本次 项目中我们用的变位机类型,所以 选2 Unknown pt
? Coord验证:将机器人处于C21或 F21等状态下点动机器人,如果 机器人焊枪端头相对于外部轴位 置不发生移动,则证明设置正确
6
事在人为
Point 1
Point 3
Point 2
校准时外部工装轴必须往 +x 方向移动 3个点位置进行校 准
7
事在人为
3.使用协调的方法有两种
① 保持焊丝端头在焊缝中,同时迫 使焊枪角度自动改变,维持焊枪 与焊缝的夹角不变,这种方法无 法旋转零部件
② 该方法使部件旋转,而保持焊丝 端头在在焊缝中,并当部件被旋 转时使焊枪角度不变
机器人与独立变位机的协同控制研究与实现

出了用时间轴将二者运动进行耦合的协同控制策略。先获取机器人在连续运动模式下的时间轴,并利用基于
时间参考的电子凸轮技术对变位机进行运动规划,再由同一硬件触发信号启动二者的协同运动。在运用了该
策略的 9 轴热喷涂系统上进行的实验结果表明,二者之间的运动时间同步满足系统要求,且变位机运行平稳,
为实现类似应用的协同运动控制提供了一种新思路。
62
刘飞佚,等:机器人与独立变位机的协同控制研究与实现
电气传动 2016 年 第 46 卷 第 3 期
足变位机与机器人运动时间的相互匹配,实现较 为复杂。文献[3]采用变位机为主,机器人为辅 的跟踪控制模式,根据相对坐标关系实时控制机 器人跟踪变位机运动,但这种方法在运用了两套 独立控制器的系统中并未得到应用。
Key words: positioner;coordinated control;eial
随着工业机器人越来越多应用在焊接、喷涂 等工业领域,零件复杂程度的增加和工艺需求的 提升,促使使用多轴变位机的场合日益增多。机 器人与变位机之间的协同过程主要有两种工作 模式:一种为分步运动模式,通常应用在机器人 与变位机不需要严格协调运动的情况;另一种为 同步运动模式,往往要求两者同步联动[1],如本文 所讨论的应用场合。
9 轴热喷涂联动系统的应用中,为了保证高 精度的热喷涂工艺,将 3 轴变位机作为工件夹持 设备,采用同步运动模式,保证与机器人之间的 实时同步联动。
由于一般工业机器人的扩展外轴数量及性 能难以满足 3 轴变位机驱动的需求,变位机单独 使用了控制器和驱动设备。为了满足喷涂质量, 此系统要求二者运行时的同步时间误差小于 20 ms,且两套设备均运行平稳。因此,在两套独立 控制器的作用下,确保机器人与变位机协同运动 的高精度同步成为了保证喷涂质量的关键所在, 而如何实现二者精确运行同步的相关文献鲜有 报道。
完整版发那科地通双机器人协调
随旋转而改变
如右图所示:为双机器人与1外部工装轴 协同工作
3
事在人为
2. 双机器人与外部工装轴协调设定
设定流程: ? 需要用到同步运动的外部工装轴
进行零点标定,以及机器人的 (TCP)设定 ? 按【MEUN】→选6【SETUP】 →选9【coord】进入右图画面 ? 根据实际情况选择Leader Group (主动)和Follower Group(从 动)进行设定 ? 选择对应Follower orientation , 一般选择ATTACHED(相对运动) ? 按F2【C-TYP】,根据以上选定的 条件进行选择运动类型(鉴于本次 项目中我们用的变位机类型,所以 选2 Unknown pt
8
事在人为
4.切换协调点动方式
操作步骤: ① 务必完成协调设置,然后按
【Group】键切换到以设定的 Group
② 按【FUTN】→选8【TOGGLE COORD JOB】(切换协调点动方 式),切换成功后:假如切换单 机器人协调的话法兰条G2变成 C21,切换双机器人协调会由 C21变成C214.。这时点动机器人 与外部工装轴是同步运动的
4
事在人为
? Axis Number:第一轴校准号为1, 之后进行第二轴的校准时键入2
? Axis Type:应设置成Rotary(轴 旋转)
? Axis Direction:应该设定成+X ? Point 1:点动使焊丝端头刚好接
触辅助轴上的标记或者定位器, 按【Shift】+F5【Record】,此 时Uninit 将会变成Recorded ? Point 2:在 Point 1基础上把辅助 轴绕+X 旋转30-90度,再次点动 机器人使焊丝端头刚好接触辅助 轴上的标记或者定位器,按 【Shift】+F5【Record】,此时 Uninit 将会变成Recorded
发那科地通双机器人协调

10
事在人为
6.协调运动的程序书写格式
注意: Coord协调指令只能用于直线和 圆弧,所以在示教过渡点的时候 能少用协调指令就少用 Coord协调指令写在需要用到协 调运动的前一步 双机器人协调时必须两个机器人 的起弧指令同时给,也就是在E0 (设备同步编号上设置需要等待 同步的设备编号),否则无法执 行同步起弧
9
事在人为
5.协调运动的程序创建格式
注意: 在创建新的程序时务必要选择你所 需要用到协调运动的轴组,否则示 教出来的程序无法完成协调工作
如右图所示:比如Group mask (掩组码):选择了134,那是 因为1是主机器人,3是外部工装 轴,4是副机器人,由于我们需要 用到上机器人协调所以选择掩组 码 134
5
事在人为
Point 3:在 Point 2基础上把辅助 轴绕+X旋转30-90度,再次点动机 器人使焊丝端头刚好接触辅助轴上 的标记或者定位器,按【Shift】 +F5【Record】,此时Uninit 将会 变成Recorded 记录完三个位置后,按【Shift】+ F3【EXEC】执行,机器人就完成 了校准,如果以上执行正确示教器 将会提示:Pair Calibrated, Please Cold Start(关掉电源等待 3s再重新开电源) Coord验证:将机器人处于C21或 F21等状态下点动机器人,如果 机器人焊枪端头相对于外部轴位 置不发生移动,则证明设置正确
机器人与独立变位机的协同控制研究与实现

机器人与独立变位机的协同控制研究与实现随着机器人应用技术的广泛与先进的技能的开始,机器人在组装,焊接,喷涂等工作中也是越走越远,越来越精密的机器使得其内部的零件也随之越来越复杂,独立变位机的应用也越来越广泛,机器人与独立变位机结合,也广泛应用于工业、农业、教育事业、医疗事业等众多领域。
标签:机器人;独立变位机;协同控制1 前言随着时代的进步,机器人应用的领域越来越广泛,现在,为人类服务的机器人不仅越来越智能,而且可应用的程序也越来越多,机器人跻身于工业生产工作中已经不是什么新鲜事,而独立变位机随着机器人在工业当中应用也越来越普及,已经成为了自动化生产中不可分割的一部分,随着独立变位机的各项功能快速发展,也大大拓展了机器人在工业工作中的灵活性和多变性。
2 机器人与独立变位机概述(1)随着机器人越来越多的应用于焊接、喷涂、组装等工业领域,相关零件的复杂程度和精密程度日益提升,使独立变位机的使用率也与日俱增,机器人与变位机协调工作的方式主要有两种,一种是分步骤运动模式,一般应用场合主要在机器人和独立变位机不需要协调工作和运动的情况;另一种模式叫做同步运动模式,这种应用模式通常要求两者同步联动。
本文主要讨论的是第二种模式,独立变位机与机器人的协同控制研究与实现。
(2)机器人控制系统是一个相对来说比较复杂的系统,而独立变位机也有着自己独立工作的各项灵活程序,两相比较之下,机器人和独立变位机在工作中都有着自己得天独厚的优势,如果能将独立变位机和机器人完善的结合在一起的话,就能在教育事业,工业,农业,建筑业,甚至是未來的环保事业中大展拳脚,机器人在工作方面有着自己独特的优势,尤其是智能机器人,在工作中可以很好地处理应急事件,可以很好地弥补独立变位机非智能的不足,而独立变位机有着精密的工作精准性,可以把复杂的系统分解成若干个便于处理的小模块,每个机器人的小模块都在外部的独立变位机上对应一个简单的小接口,忽略或在某种程度上简化内部行为,这方面的研究工作都集中于定义一个与现实平台相关的基本程序当中。
机器人变位机协同原理

机器人变位机协同原理你知道机器人变位机协同是怎么一回事吗?这就像是一场超级有默契的舞蹈表演呢。
首先,咱们得明白机器人就像一个超级聪明的舞者,它有着自己的一套动作规则。
变位机呢,就像是舞台的一部分,可以变换位置和角度。
当它们协同工作的时候,信息交流是关键。
就好比是两个小伙伴在玩传声筒游戏,不过这个传声筒超级高科技。
机器人会告诉变位机它接下来打算做什么动作,比如要去焊接某个部件,这个部件在什么位置,需要什么样的角度才能工作得最顺畅。
这时候机器人就像是在给变位机下达“小指令”。
比如说,机器人要对一个汽车的框架进行焊接,汽车框架有些地方弯弯曲曲的,不同的焊接点需要不同的位置和角度。
机器人检测到要焊接的点在框架的一个角落里,它就会给变位机发信号说:“嘿,兄弟,我要去焊接那个小角落啦,你得把框架转一转,让那个角落朝着我,角度大概30度就好。
”然后变位机就会根据这个指令,精确地调整自己的位置和角度。
变位机里面有很多精密的零件,就像我们身体里的关节一样,它们相互配合,准确地移动到机器人需要的状态。
而且呀,这个协同可不是一次性的事儿。
在整个工作过程中,它们要不断地“交流”。
就像我们骑自行车的时候,眼睛看着路(就像机器人检测工作环境),然后手和脚(就像机器人和变位机)不断调整,保持平衡,朝着目的地前进。
在实际工作中,有一些参数是非常重要的。
比如说速度的匹配。
机器人的工作速度和变位机的调整速度得搭配好,不能一个太快一个太慢。
这就好比是两个人一起跑步,如果一个人跑得像火箭一样快,另一个人却慢悠悠的像乌龟,那肯定不行啦。
通常呢,会有专门的控制系统来协调这个速度。
这个控制系统就像是一个超级裁判,它时刻关注着机器人和变位机的状态,确保它们的速度像齿轮一样完美契合。
还有就是精度的问题。
机器人在工作的时候,精度要求特别高,可能偏差一丁点儿都会影响整个工作成果。
变位机也得跟上这个精度要求。
这就像是盖房子,每一块砖都得放在准确的位置,机器人是砌砖的工人,变位机就是负责把砖送到准确位置的小助手。
FANUC机器人的外部轴及协调运动
FANUC机器人的外部轴及协调运动在真实的工作环境中,机器人不是独立地工作,通常是和变位机、导轨、转台等外部轴做协调运动。
Roboguide仿真环境与真实的环境一样,都需要创建添加附加轴,设置外部轴马达参数。
真实环境中的外部轴需要连接马达、抱闸和电源等电缆,在Roboguide仿真环境中不需要连接相关电缆,但是软件安装和参数设置与真实环境一样。
FANUC提供标准的500kg单轴、两轴变位机,1000kg单轴变位机,标准的导轨等设备,也提供单独的马达及控制系统,由客户自行设计外围设备。
Roboguide仿真环境提供了这些标准设备的三维模型,也可以自建模型或从外部导入模型来创建外围设备。
在Roboguide中添加机器人附加轴时,软件安装和马达参数设置与真实环境一样。
选用FANUC标准变位机、转台或者导轨时,变位机、转台或者导轨软件安装之后马达参数会自动生成,无需手动设置;而采用非FANUC标准的外围设备时,安装未知参数的变位机、转台和导轨软件,这时需要手动的进行马达及马达控制部件的参数设置。
根据马达电流的不同选择不同型号的伺服放大器,根据附加轴种类不同合理分配抱闸。
当外部轴是变位机时,还需要安装机器人与变位机的协调运动软件。
协调运动使机器人与变位机自始至终保持恒定的相对速度运动,自动规划工件与焊枪同步运动的路径,根据焊缝的形状,变位机自动变位调整工件的位置使机器人始终保持良好的焊接姿态。
相比传统的同步运动,协调运动是在运动的过程中使机器人和变位机保持恒定相对速度,而不只是在起始点和结束点使机器人和变位机同步,这样在整个过程中无需进行繁冗的编程记录工作,提高了机器人的工作效率;除此以外,协调运动还可以聚集重力使熔滴渗入熔池,从而提高焊接质量。
转台用于伺服旋转变位,不与机器人协调运动,因此,在添加转台时不安装协调运动的软件。
导轨马达与机器人的6根轴添加在同一组,也不安装协调运动软件。
Roboguide中添加外部轴,模拟真实环境,通过外围设备运动还原了真实的现场环境。
发那科仿真软件教程

发那科仿真软件教程(原创实用版)目录一、发那科仿真软件概述二、发那科机器人仿真软件操作说明三、发那科工业机器人仿真软件的使用方法四、总结正文一、发那科仿真软件概述发那科仿真软件是一款针对发那科机器人的仿真软件,它可以帮助用户在计算机上模拟发那科机器人的各种操作,从而实现对机器人的离线编程和控制。
这款软件的使用可以帮助工程师们在实际操作机器人之前,对其进行充分的测试和优化,从而提高机器人的运行效率和安全性。
二、发那科机器人仿真软件操作说明发那科机器人仿真软件的操作主要分为以下几个步骤:1.安装软件:首先需要从官方网站下载并安装发那科机器人仿真软件。
2.创建项目:打开软件后,需要创建一个新的项目,项目中包含了机器人的各项参数和操作指令。
3.配置机器人:根据实际需求,配置机器人的各种参数,如机器人的型号、臂长、运动范围等。
4.编写程序:使用仿真软件提供的编程语言,编写机器人的运动指令和操作逻辑。
5.调试和优化:在仿真环境中运行程序,观察机器人的运动状态,根据实际情况进行调试和优化。
6.导出程序:将编写好的程序导出,以便在实际机器人上运行。
三、发那科工业机器人仿真软件的使用方法发那科工业机器人仿真软件的使用方法与机器人仿真软件类似,不过其针对的是发那科工业机器人。
以下是使用发那科工业机器人仿真软件的具体步骤:1.安装软件:首先需要从官方网站下载并安装发那科工业机器人仿真软件。
2.创建项目:打开软件后,需要创建一个新的项目,项目中包含了机器人的各项参数和操作指令。
3.配置机器人:根据实际需求,配置机器人的各种参数,如机器人的型号、臂长、运动范围等。
4.编写程序:使用仿真软件提供的编程语言,编写机器人的运动指令和操作逻辑。
5.调试和优化:在仿真环境中运行程序,观察机器人的运动状态,根据实际情况进行调试和优化。
6.导出程序:将编写好的程序导出,以便在实际机器人上运行。
四、总结发那科仿真软件是一款强大的机器人仿真工具,它可以帮助用户在计算机上模拟发那科机器人的各种操作,从而实现对机器人的离线编程和控制。
机器人与变位机及相贯线工件标定

机器人与变位机及相贯线工件标定汇报人:日期:CATALOGUE目录•机器人与变位机概述•机器人标定技术•变位机标定技术•相贯线工件标定技术•机器人与变位机及相贯线工件标定案例分析•展望未来发展与研究方向01机器人与变位机概述定义机器人是一种可编程、可自动控制、可重复使用的、具有多种运动自由度的机械装置,通常具有3个或更多的轴,可以用来搬运、加工、检测、移动等。
特点机器人具有高精度、高效率、高可靠性和可重复性等特点,被广泛应用于工业自动化、航空航天、医疗护理、军事等领域。
机器人定义与特点定义变位机是一种用于改变工件位置的设备,通常由一个机械臂和一个工装组成,可以用来搬运、翻转、旋转等。
特点变位机具有高精度、高效率、高可靠性和可重复性等特点,被广泛应用于制造业中的装配、焊接、喷涂等领域。
变位机定义与特点机器人与变位机在功能上有所区别,但它们之间存在密切的联系。
在生产线或自动化设备中,机器人通常需要配合变位机来完成对工件的搬运、加工等操作。
变位机可以用来改变工件的位置和姿态,使得机器人可以方便地进行操作。
同时,机器人也可以通过编程来控制变位机的运动,实现自动化生产。
机器人与变位机的关系02机器人标定技术通过机器人运动学参数与实际位置的直接比较,确定参数误差并进行修正。
间接法通过机器人运动学模型和实际位置的间接比较,确定参数误差并进行修正。
直接法VS验证与确认对修正后的机器人进行测试和验证,确保标定结果的准确性和可靠性。
参数修正根据误差分析结果,对机器人运动学参数进行修正。
数据处理对采集的数据进行处理,提取关键参数并进行误差分析。
准备工作确定标定场地、准备标定工具、选择合适的标定算法等。
数据采集采集机器人在不同姿态下的实际位置数据。
医疗行业医疗机器人需要高精度、高稳定性的操作,通过标定可以确保机器人的运动精度和稳定性,提高医疗安全和质量。
工业生产机器人广泛应用于制造业中,如生产线上的装配、焊接、搬运等工作,需要进行精确的标定以提高生产效率和质量。
工业机器人和数控机床如何做到完美配合

工业机器人和数控机床如何做到完美配合近年来,机床行业市场规模整体萎缩、产能过剩等问题日益凸显,机床工具产业正面临和经受调整转型的严峻考验。
自2011年起,机床企业的净利润纷纷开始下滑,直到2017年机床全行业亏损企业占比仍达33.8%,当前中国机床行业上游成本加大、下游产品价格同步提升,使企业处于微利或亏损状态,而企业适应市场中高端需求的能力也不足。
与此同时,随着劳动力成本的上升以及企业智能化的转型,机器人市场却备受追捧。
图1 2012-2020年全球工业机器人销售额及增长率除传统的焊接应用外,机器人在机床上下料、物料搬运码垛、打磨、喷涂、装配等领域也得到了广泛应用。
金属成形机床是机床工具的重要组成部分,成形加工通常与高劳动强度、噪声污染、金属粉尘等名词联系在一起,高温高湿甚至有污染的作业环境使得这个岗位招人困难。
工业机器人与成形机床集成,不仅可以解决企业用人问题,同时也能提高加工效率和安全性、提升加工精度,目前已成为大的发展趋势。
那工业机器人和数控机床是怎么配合工作的?又是需要哪些专用夹具是分别应用到机械手和数控机床上的?这里以FANUC机器人为例。
1、电机外壳加工生产线上的配合应用FANUC机器人在电机外壳加工生产线上的应用过程,采用机器人自动上下料技术及利用iRVision视觉系统,合理地规划机器人运动轨迹,把工业机器人搬运技术及数控机床加工技术有机地组合起来,实现自动装卸工件、自动码放加工成品,实现产品的高精度、高效率和低成本加工。
自动加工生产线配置了两台FANUC Robot M-20iA搬运系统机器人,其中一台机器人作为行走机器人R1,使用FANUC伺服电动机αiF12/3000控制,通过精密减速机、齿轮及齿条进行传动,重复精度高,可以轻松适应机床在导轨两侧布置的方案。
主要用于毛坯工件的抓取、机床上料、加工工序间工件抓取以及加工成品卸除并运送到传输带上。
另一台固定机器人R2结合FANUC独有的智能机器人技术(iRVision视觉功能),用于下料,在料筐里码放加工成品。
FANUC机器人与变位机协同功能教程

FANUC机器人与变位机协同功能教程FANUC机器人FANUC与变位机协同功能教程一.同步运动的选用(目的)A.对于一个带有可编程外部辅助轴的机器人来说,可使用外部轴同步运动。
在编写需要机器人臂与外部轴同步运动的程序时,同步运动指令能使程序的示教更加简单方便。
B.同步运动指令为点动机器人及辅助轴从而示教焊接点提供更加简单的方法;它简化了如何在同步运动被示教的地方进行焊接速度的示教C.同步运动指令使你能够运动外部轴从而旋转焊缝,而此时让机器人/焊丝端头停留在焊缝处,当待焊部件旋转时随着部件一起运动。
当编程人员同时运动辅助轴时,他也可以让焊枪的角度保持在某种固定的位置上。
这就是所谓的 Fixed Orientation;此外它也可以在部件被旋转时让焊枪的角度改变,这也就是所谓的Attached Orientation.二.相关说明A.所谓Motion Group,也就是将机器人六个运动轴归纳为一个Group。
如若有外部附加轴,再分别将其定义为其他的运动Group 例外的是当手臂安装在可编程的轨道上,在同一个点上应该把轨道和机器人臂的位置数据全部记录。
要防止在一个程序中记录下不被使用的辅助轴的位置,在机器人中安装“Multiple Motion Groups”,这能使编程者将某个轴设置成“Disable”或者“Group Mask”。
如果焊接单元有一个辅助轴工作站,应该设置另一个“Group”,若还有一个辅助轴,就要相应地设置第三个“Group”。
Group的最大数值为3个。
一个倾斜/旋转位置调整器是一个2辅助轴设备。
这样,这两个轴都应被安装进同一个新的Group中。
B.引导动作组—外部辅助轴,通常为Group 2或3。
因为引导动作组是手动的,跟随动作组(机器人臂动作组1)随着引导动作组一起移动。
C.跟随动作组—永远是机器人动作组1。
D.旋转轴—一旋转辅助轴,如一个头/尾架或者倾斜/旋转台.E.线性轴—安装机器人臂的可编程轨道。
FANUC机器人仿真软件操作手册

目录目录 (1)第一章概述 (2)1.1. 软件安装 (2)1.2. 软件注册 (3)1.3. 新建Workcell的步骤 (4)1.3.1. 新建 (4)1.3.2. 添加附加轴的设置 (9)1.4. 添加焊枪,TCP设置。
(15)1.5. Workcell的存储目录 (18)1.6.鼠标操作 (19)第二章创建变位机 (21)3.1.利用自建数模创建 (21)3.1.1.快速简易方法 (21)3.1.2.导入外部模型方法 (31)3.2.利用模型库创建 (41)3.2.1.导入默认配置的模型库变位机 (41)3.2.2.手动装配模型库变位机 (44)第三章创建机器人行走轴 (49)3.1. 行走轴-利用模型库 (49)3.2. 行走轴-自建数模 (56)第四章变位机协调功能 (62)4.1. 单轴变位机协调功能设置 (62)4.2. 单轴变位机协调功能示例 (71)第五章添加其他外围设备 (72)第六章仿真录像的制作 (75)第一章概述1.1. 软件安装本教程中所用软件版本号为V6.407269正确安装ROBOGUIDE ,先安装安装盘里的SimPRO,选择需要的虚拟机器人的软件版本。
安装完SimPRO后再安装WeldPro。
安装完,会要求注册;若未注册,有30天时间试用。
如果需要用到变位机协调功能,还需要安装MultiRobot Arc Package。
1.2. 软件注册注册方法:打开WeldPRO程序,点击Help / Register WeldPRO弹出如下窗口,1.3. 新建Workcell的步骤1.3.1. 新建在Name 一栏输入文件名,文件名要以字母开头。
单选项第一项“根据缺省配置新建”;第二项“根据上次使用的配置新建”;第三项“根据机器人备份文件来创建”;第四项“根据已有机器人的拷贝来新建”;一般都选用第一项。
选择机器人的软件版本:V6.** 是针对R-J3iB 控制器,V7.**是应用在R-30iA控制器的。
FANUC外部轴添加以及协调功能

FANUC机器人调试一、添加外部轴“PREV” key and “NEXT”→CONTROLLED START →MENUS →MAINTENANCE2. Press arrow (上下键) keys and move the cursor to“Basic positioner”. Then press F4. MANUAL. 变位机9、10轴“Extended Axis Control”. Then press F4. MANUAL. 滑台7、8轴输入1,按ENTER 进行滑台7、8轴的添加输入2,按ENTER 进行滑台,9、10轴的添加3.You will see similar to the following旋转轴9作为“Basic positioner”----Group 2的第九轴,所以输入9,按ENTER 旋转轴会出现下面4、5界面默认输入1,按ENTER6.You will see simlar screen to following one .集成轴(7、8轴)出现以下画面旋转轴(9、10)稍微有些区别七轴与九轴添加完八轴和十轴添加回到上画面继续添加第7组直线轴1 .Motor=aiF8/3000 40A2.Gear Ratio=8.63 .Direction=+YEXTENDED AXIS TYPE=Integrated Rail(Linear Axis)4.Joint Max Speed=160.000 (mm/sec) (可改变附加轴的转动速度)5 .Motion sign= FALSE (可改变附加轴的转动方向)6 .Upper Limit=700 mm7 .Lower Limit=-700 mm8 .Master position=0.000 mm9 .Accel Time 1=256Accel Time2=12811 .Exp Filter Valid= 12812 .Minimum Accel Time=38413 .Load Ratio=5.00014 .axis amp Number=2axis amp type=215.Brake Number=216 .Servo off valid=FALSE (Disable)Servo off Time=10.000第8组直线轴:1 .Motor=aiF8/3000 40A2.Gear Ratio=23 .Direction=+ZEXTENDED AXIS TYPE=Integrated Rail(Linear Axis)4.Joint Max Speed=100.000 (mm/sec) (可改变附加轴的转动速度)5 .Motion sign= FALSE (TRUE) (可改变附加轴的转动方向)6 .Upper Limit=560.000 mm7 .Lower Limit=-560.000mm8 .Master position=0.000 mm9 .Accel Time 1=256Accel Time2=12811 .Exp Filter Valid= 12812 .Minimum Accel Time=38413 .Load Ratio=5.00014 .axis amp Number=2axis amp type=215.Brake Number=316 .Servo off valid=FALSE (Disable)Servo off Time=10.000第9组附加轴的设置示例:1 .Motor=aiF22/3000 80A2 .Amplifier Number=3Amplifier 3 Type=23 .Axis Type=Rotary Axis4 .Direction=+Y6 .Gear Ratio=570.007 .Maximum Speed=127.660 deg/sec (可改变附加轴的转动速度)8 .Motion sign=TRUE9 .Upper Limit=360.000 deg10 .Lower Limit=-360.000 deg11 .Master position=0.000 deg12 .Accel Time 1=384Accel Time2=19213 .Exp Filter Valid= FALSE14 .Minimum Accel Time=38415 .Load Ratio=5.000 (1~5的数值)16 .Brake Number=217 .Servo off valid=FALSEServo off Time=10.000第10组附加轴的设置:1 .Motor=aiF22/3000 80A2 .Amplifier Number=3Amplifier 3 Type=23 .Axis Type=Rotary Axis4 .Direction=+Z (如安装在同一组内则为Y或Z均可)6 .Gear Ratio=391.47 .Maximum Speed=127.660 deg/sec (24.000)8 .Motion sign=TRUE9 .Upper Limit=360.000 deg (450.000)10 .Lower Limit=-360.000 deg (-450.000)11 .Master position=0.000 deg12 .Accel Time 1=384Accel Time2=19213 .Exp Filter Valid=FALSE14 .Minimum Accel Time=38415 .Load Ratio=5.00016 .Brake Number=317 .Servo off valid=TRUEServo off Time=10以上各轴添加设置好后,进行机械原点的标定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机转 动与本 体 的协过 程 。
0 前 言
由于 弧焊 的特殊性 。弧焊机 器人 系统 正 由单 机器
1 F UC 机 器 人 逆 运 动 学 建 模 AN
人 向机器 人柔 性 加 工单 元 和机 器人 柔 性 生产 线 发 展 。 与单 机器人 最本 质 的区别是 弧焊 机器人 柔性 加工 单元 或工作 站能 够通 过协调 更有 效地 实现 空间运 动 。保证 焊 枪 与焊缝在 弧焊 过程 中始终 处 于接头 成形 良好 的位 置 。河 海大 学 的康 艳军 等对 机器 人和变 位机 之 间的解 藕关 系进 行 了研究 并进 行 了仿 真[。哈尔 滨工 业 大学 1 ] 的何广 忠等在 AC D L A O P离线 编 程仿 真 系统 中研究 了 协 调运 动算法 。将 协调 运动分 为协 调直 线运 动和 协调
圆弧运 动 ,设 定变 位机 为主手 .机器人 为从 手 ,机器
弧 焊机器 人运 动学 的反解 问题 的 主要 内容是 根据 目标焊枪 系 的位姿 反推各 关节 轴转 角 ,在求解 的过程 中采用几 何法 。 为 说 明求解 过 程 ,本文 以 F N C机 器人 及变 位 A U 机 为例 ,并 选 取 T形 焊 缝 曲线 工 件 作 为 焊 接 对 象 , 在 S l Wok o d rs中建 立 模 型 。机 器 人 本 体 和变 位 机 相 i 对 位置 、工件 和变 位机相 对位 置 已知 。为 方便介 绍逆
运 动学 的计算 ,假设 机器 人本 体与 变位机 轴线在 同一
直 线 上 ,工 件 Z轴 与 变 位 机 工 作 台 Z轴 方 向重 合 ,
人 跟踪 变位机 进行 运动 。以此 实现 了机 器人 、变 位机 协 调运 动 的仿 真[。 2 ] 通 过 R B G I E 的仿 真 可 以看 出 ,在 对 T形 O O UD 工 件 的焊 接过 程 中 ,由 于工 件上 待 焊点 的位 置变 化 , 使 机 器 人 6个 轴 转 角 都 会 发 生 改 变 。而 由于 T形 焊 件 竖管 的障碍 影 响 ,机 器人 的大臂 关节 和小臂 关节 需
要转 动很 大 的角度来 达 到工件 远离机 器人 一侧 的焊 接
且无 偏转 角度 ,如 图 1 示 ,图 中标 注 了在 计算 中需 所
要用 到 的部分 尺寸 。
点 .造 成 机械 系统 极 大 的震 动 .机 器人 本 体 姿态 夸 张 .并且 不利 于保证 焊接 质量 .如果 采用 变位 机与机 器人 的协调 运 动 ,通 过变 位机不 断把 待焊点 送 到理想
5 ・ 接 设备 与材 料 ・ 2 焊
文案 编 号 :0 2 0 5 (0 00 — 02 0 10 — 2 X2 1)5 0 5 — 4
焊 接 技 术
第3 9卷 第 5期 2 1 0 0年 5月
F NU 机 器 人 和 变 位 机 协 调 工 作 的 仿 真 策 略 A C
王 琛 ,李 亮 玉
() 5
式 中 :n ,a可 由 w,P,r ,o 角求 得 。焊 枪平 面 由 n - [ ]和 o E y z - o Oo3确 定 。根 据 焊枪 系 Z轴方 向 -
0y
T= e
0:
y
z
z 、 而 丽 / =
,
() 3 () 4
l、( z / 纷 6 + y— z (3z) = ) (3 ) z_6 +
0
0
0
1
f=5cs l x 1 o0 6 O
{ = 5s 。 y 10i 0 6 n1
l= zO 6
位 姿表达 为 : ( 7 — 01 5 5 0 1 0 ) 1 2 3 7 。 。 8 。 。根 据 以上 0 4 数 据就可 以得 到此点 的焊 缝特 征坐标 系 矩 阵表达 为 :
nx ox ax
由式 ( )求得 ;Z长度 为 点 3和点 6间 的线 段 长度 , 3 : 见式 ( ) 4 ,其 中点 3坐标 已知 ,点 6坐标 可 由式 ( ) 5 求得 。
( 天津 工 业 大 学 天津 市 现 代 机 电 装备 技 术 重 点 实 验 室 。天津 3 0 6 ) 0 10
摘 要 :针 对 弧焊 的特 殊性 ,采 用 了 变位机 与机 器人 的协 调运 动 。 由 于焊接 轨 迹 是 三 维空 间 曲线 ,开发 了针 对 空 间焊 缝 曲 线路 径 点 运算 的 焊 缝 特 征 坐标 系轨迹 规 划 器 ;采 用 几何 法 解 决孤 焊 机 器人 运 动 学 的反 解 问题 ;通过 运 算 ,得 到 了各 协 调 的 工件 目标 点 坐标 数 据 ,配 合路 径 规 划后 的路 径姿 态 数据 以及机 器人 逆 运动 学 计 算在 S l Wok oi rs下进 行 协调 焊 接 的仿 真 。 d 关键 词 :机 器 人 ;焊 缝 路 径 及 姿 态规 划 ; 变位 机 协 调
位置 ,机器 人各轴 只需 要协 调变 位机 的运 动 ,就 可 以
图 1 逆 运 动 学 仿 真 试 验 模 型 建 立
减小 本 体 各 关 节 转 动 角 .以达 到本 体 姿 态 优 化 的 目 的 。为 了简 化规划 过程 ,笔者 只讨 论连 接工 作 台的 电 逆解 的具 体求 解过程 如 下 :被 焊工 件模型竖 管半 径 为 3 0mm;横 管半 径 为 5 0mm。选取 被焊 工件 上第
收 稿 日期 :2 0 一l— 9 0 9 10
4 0点为 目标点 。第 4 0点 在世 界坐标 系 的 xz p 法 0 0 yw r
Wedn e h oo v o.9 N . Ma 0 0 lizT c n l ̄ V 1 o 3 5 y2 1
・ 接 设 备 与 材 料 ・ 5 焊 3