TH银浆蚀刻设备说明书
蚀刻教材(3F)
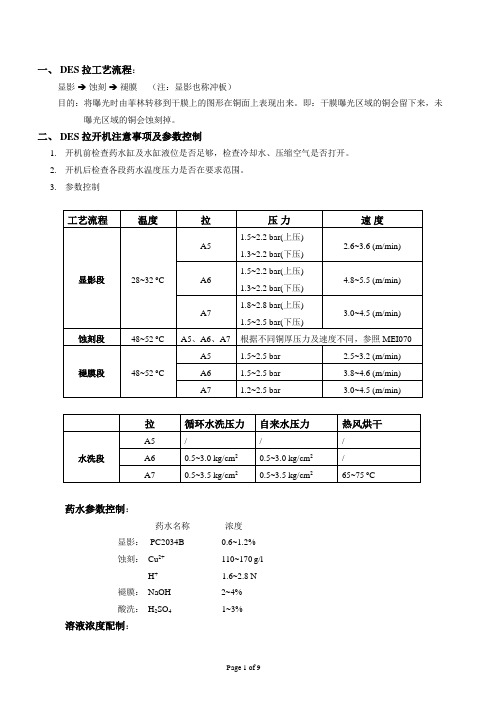
一、DES拉工艺流程:显影→蚀刻→褪膜(注:显影也称冲板)目的:将曝光时由菲林转移到干膜上的图形在铜面上表现出来。
即:干膜曝光区域的铜会留下来,未曝光区域的铜会蚀刻掉。
二、DES拉开机注意事项及参数控制1.开机前检查药水缸及水缸液位是否足够,检查冷却水、压缩空气是否打开。
2.开机后检查各段药水温度压力是否在要求范围。
3.参数控制药水参数控制:药水名称浓度显影: PC2034B 0.6~1.2%蚀刻: Cu2+ 110~170g/lH+ 1.6~2.8 N褪膜: NaOH 2~4%酸洗: H2SO4 1~3%溶液浓度配制:显影缸:A5:10LT A6:25LT A7:25LT褪膜缸:A5:27kg A6:30kg A7:30kg酸洗缸:A5:3LT A6:3LT A7:3LT配药房:显影开料缸:PC2031B 25LT褪膜开料缸:NaOH 25kg三、冲板注意事项:1.在批量冲板前,首先必须做首板,待拉长恢复,首板OK后方可生产。
2.对板面铜厚不一以及光面板/细线板,一定要按照拉长所要求的方式去放板,同时注意板的型号、层次,必须保证不放错板。
3.对于冲大背板,必须站起来冲板;对于板厚小于5mil、H/H以下的板(根据拉长要求)必须带板条冲板。
4.冲板时,板与板之间的距离保持大于2inch(即5.08cm)5.在撕膜时,板两面保护膜要同时撕下。
不允许撕了一面然后再撕另一面,避免菲林碎粘到板面,导致蚀板不净现象。
6.在撕膜时,一定要注意严防撕膜不净的问题发生,且刀片不能划入图形,以防划伤,导致报废。
7.放板时,必须双手拿板,轻拿轻放,发现有板弯或板角翘,一定将其抚平,并放好放正以防卡板。
8.对每够一批量LOT卡时,用一胶片隔开,作为该批板已完的标识。
四、执漏注意事项:1.在检查板面时,必须戴黑色胶手套,手拿板边。
严防显影不净,显影过度,撕膜不净的板流入蚀刻。
2.在操作过程中,必须做到小心操作,不要划伤板面,发现显影不净等不良板时,即时通知冲板员工停放,然后通知拉长解决。
蚀刻机操作介绍

蚀刻机操作介绍
————————————————————————————————作者:————————————————————————————————日期:
蚀刻机操作介绍
1.目的:清洗来料,保证产品蚀刻干净,达到预期效果
2.流程介绍:进料口→风刀口→蚀刻1→蚀刻2→液切→风刀口
→中检→脱膜1→脱膜2→液切→DI纯水清洗→风刀→出料口注:
1)蚀刻段主要是对材料上的ITO进行蚀刻,留下需要的图形,
蚀刻效果可以用万能表来进行测量,蚀刻效果与蚀刻速度,酸的浓度,温度有关,详细过程与机器的构造有关
2)脱膜段脱膜是碱不能太高,0.6N左右,温度不能太低,一般
40—45度左右
3)上下喷淋的压力不能相差太多,否侧容易造成产品在蚀刻过程
中移位。
蚀刻机操作方法与技术

蚀刻机操作方法与技术
蚀刻机是一种用来制作微细结构的设备,它可以通过化学或物理方法从材料表面去除部分材料来创建所需的结构。
以下是蚀刻机的基本操作方法和技术:
1. 材料准备:将要刻蚀的材料加工成所需尺寸和形状,并清洁表面以去除杂质和污垢。
2. 遮罩制备:根据所需的结构设计制作遮罩。
遮罩是一种覆盖在材料表面的薄膜,通过它来控制蚀刻液接触材料的位置和方式。
3. 蚀刻液准备:根据材料的性质和所需的蚀刻速率选择适当的蚀刻液。
一般来说,蚀刻液是一种酸性或碱性溶液,可以与材料发生化学反应。
4. 蚀刻机设置:根据材料类型和蚀刻要求,调整蚀刻机的参数,如温度、浸泡时间、液体浓度等。
5. 蚀刻操作:将材料放置在蚀刻槽中,使其与蚀刻液接触。
使用机械手或自动化系统控制材料在蚀刻液中的位置和运动。
6. 监测和控制:通过实时监测蚀刻过程中材料的蚀刻速率和表面质量,及时调整蚀刻参数,确保蚀刻过程的准确性和稳定性。
7. 清洗和处理:蚀刻完成后,将材料从蚀刻槽中取出,并用水或其他溶液洗净蚀刻液残留。
接下来,可能需要进行后续的处理步骤,如去除遮罩,清洗再生,以及其他化学或物理处理。
需要注意的是,蚀刻机的操作要求技术和经验,操作者必须严格遵守操作规程和安全操作规定,以确保人身安全和设备正常运行。
在蚀刻过程中应及时了解蚀刻机的性能和限制,避免蚀刻不均匀、蚀刻深度超出设计要求、蚀刻产生的副产品等问题的发生。
04蚀刻生产线操作..
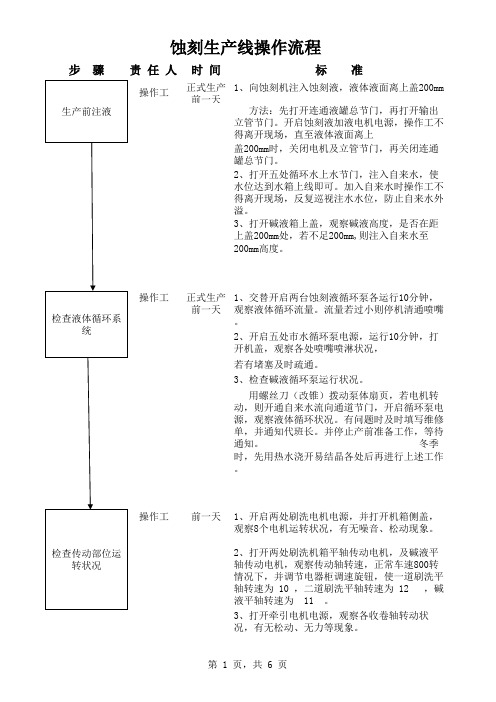
步 骤责 任 人时 间标 准操作工正式生产前一天1、向蚀刻机注入蚀刻液,液体液面离上盖200mm方法:先打开连通液罐总节门,再打开输出立管节门。
开启蚀刻液加液电机电源,操作工不得离开现场,直至液体液面离上盖200m m 时,关闭电机及立管节门,再关闭连通罐总节门。
2、打开五处循环水上水节门,注入自来水,使水位达到水箱上线即可。
加入自来水时操作工不得离开现场,反复巡视注水水位,防止自来水外溢。
3、打开碱液箱上盖,观察碱液高度,是否在距上盖200mm处,若不足200mm,则注入自来水至200mm高度。
操作工正式生产前一天1、交替开启两台蚀刻液循环泵各运行10分钟,观察液体循环流量。
流量若过小则停机清通喷嘴。
2、开启五处市水循环泵电源,运行10分钟,打开机盖,观察各处喷嘴喷淋状况,若有堵塞及时疏通。
3、检查碱液循环泵运行状况。
用螺丝刀(改锥)拨动泵体扇页,若电机转动,则开通自来水流向通道节门,开启循环泵电源,观察液体循环状况。
有问题时及时填写维修单,并通知代班长。
并停止产前准备工作,等待通知。
冬季时,先用热水浇开易结晶各处后再进行上述工作。
操作工前一天1、开启两处刷洗电机电源,并打开机箱侧盖,观察8个电机运转状况,有无噪音、松动现象。
2、打开两处刷洗机箱平轴传动电机,及碱液平轴传动电机,观察传动轴转速,正常车速800转情况下,并调节电器柜调速旋钮,使一道刷洗平轴转速为 10 ,二道刷洗平轴转速为 12 ,碱液平轴转速为 11 。
3、打开牵引电机电源,观察各收卷轴转动状况,有无松动、无力等现象。
蚀刻生产线操作流程操作工正式生产前一天上午1、开启蚀刻液加热系统按钮,观察该加热系统三块电流表指针,若电流指针均达到“20-25”时,表示该加热系统正常,否则为不正常,立即填写维修单通知代班长,并关闭所有电源等待通知。
2、开启碱液加热系统按钮,观察该加热系统三块电流表指针,若电流表指针均达到“20-25”时,表示该加热系统正常。
刻蚀机机械手操作说明书

5.1机台有三种工作模式—‘Loading Only‘、‘Unloading Only‘、‘Loading/Unloading‘;
5.2根据生产情况如需更改工作模式,可先将机台设置在‘STOP‘状态,即确认机台上‘STOP‘灯处于常亮状态;点击左边的‘Option‘按钮,找到‘Loading Mode‘按钮
六、特殊情况或紧急情况处理
6.1如遇特殊情况或紧急情况需关闭机台请参照此项。
6.2双击操作界面左上角空白处,在跳出的窗口内输入密码‘12021’,点击确认;点击中间
的‘Shutdown’按钮,系统进行自动软关机。
6.3若GP检测软件未关闭,则关闭GP检测软件并在PC界面对电脑进行关机。
5.4确认所有三个屏幕都已黑屏,即表示系统软关机完成;到后面的电箱上把‘Main Swith’转到‘OFF’,即完成机台关机。
4.2将硅片从传递窗取出,确认硅片的类型及数量等内容,记录好硅片的数量。
4.3确保每次交班时在自动工作模式下对机械手进行’Initial Position’(机械初始化,密码为12021),若操作屏幕下方的’STOP’灯亮起则表示设备正常可以进行操作,否则请联系设备部检查。
4.4确认检测机操作界面上系统处于自动工作模式,点击’START’按钮,设备进入自动工作状态;同时确认GP检测仪已正确开启。
4.5确认设备后端的空花篮位置摆放正确(花篮位置摆放请参照花篮进口处的标识应与俯视花篮的正面形状一致,并按下’Inlet’按钮),花篮将自动进入机台。
4.6完成误及解决办法》,如果无法解决应即时告知设备部。
4.7每班作业完成后应填写《生产部各班扩散生产登记表》。
6.5机台开机时首先将设备背面电源控制柜上的‘Main Swith’转到‘ON’,等待5分钟后,机台软件系统将自动开机;点击软件界面上的‘Start Machine’按钮,进入系统后点击‘Option’按钮,找到‘Wafer Format’按钮并点击(硅片尺寸选择),选择硅片尺寸为‘156*156‘;最后进行机械复位,点击‘Initial’(机械初始化,密码为12021),若操作屏幕下方的’STOP’灯亮起则表示设备正常可以进行操作,否则请联系设备部检查。
蚀刻机等PCB生产各设备操作规程

蚀刻机等PCB生产各设备操作规程一、钻铣床操作规程1 开机顺序1.1 开启总电源开关。
1.2 开启冷却水箱,置于工作状态。
1.3 按下面板电源开。
1.4 开启计算机。
1.5 每班工作前暖机(1.5万转/分和2.5万转/分各10分钟)。
1.6 停机超过3天应暖机(1.5万转/分和2.5万转/分各30分钟)。
1.7 运行主轴前应开动吸尘器。
2 关机顺序以开启机器的相反顺序进行操作。
二、退铅锡机操作规程1 开机顺序1.1 检查缸内液位是否在所需的正常范围。
1.2 合上电柜面板上的总电源。
1.3 按下启动开关,工作指示灯亮。
1.4 将各工艺流程按顺序将开关打开,置于工作状态。
1.5 速度调节:工作中根据需要,通过调频器将输送速度调节至合适值。
2 关机顺序2.1 将各工艺系统关闭,最后关闭输送。
2.2 关闭电柜面板上的总电源。
2.3 关闭各水洗段的球阀。
3 本机组设有紧急开关,用于突发紧急情况。
按下此开关所有动作全部停止,电源指示灯除外。
三、显影机操作规程1 开机顺序1.1 检查缸内液位是否在所需的正常范围。
1.2 合上电柜面板上的总电源。
1.3 按下启动开关,工作指示灯亮。
1.4 将各工艺流程按顺序将开关打开,置于工作状态,各流程的液泵开始工作。
1.5 将各水洗段的喷淋压力通过过滤器出水口处球阀调节所需值。
1.6 速度调节:工作中根据需要,通过调频器上旋钮将输送速度调节至合适值。
1.7 检查摆动是否正常工作。
2 关机顺序2.1 将各工艺流程开关关闭,最后关闭输送。
2.2 关闭电柜面板上的总电源。
2.3 关闭各水洗段的球阀。
3 本机组设有紧急开关,用于突发紧急情况。
按下此开关所有动作全部停止,电源指示灯除外。
四、曝光机操作规程1 开机顺序1.1 开启总电源。
1.2 按下面板“电源”开。
1.3 启动触摸屏。
1.4 开启空调。
1.5 开上灯和下灯,灯启动时间约5分钟。
1.6 开启上泵和下泵。
2 关机顺序2.1 关灯。
刻蚀机设备和操作规程
刻蚀机设备和操作规程刻蚀机是一种用于制造微电子器件、光学元件和微纳米结构的设备。
它通过控制化学溶液或气体中的离子束来去除或改变材料表面的性质。
刻蚀机操作规程是为了确保设备能够安全运行,并保证刻蚀过程的质量和稳定性。
以下是刻蚀机设备和操作规程的详细介绍。
一、刻蚀机设备1.主体设备:包括反应室、真空系统、电源系统、气体控制系统等。
2.处理装置:包括样品台、气体喷嘴、离子束源等。
3.控制系统:包括温度、压力、电源功率等参数的控制。
二、刻蚀机的操作规程1.安全操作:a.在操作之前,必须熟悉刻蚀机设备的结构和使用方法,并确保设备处于正常工作状态。
b.在操作时,应佩戴防护眼镜、防尘口罩、耐酸碱手套等个人防护装备。
c.在操作高温刻蚀机时,应注意防止烫伤,禁止直接用手触摸热表面。
d.禁止私自拆卸、维修或更改设备的任何部件。
2.刻蚀前的准备:a.清洁样品:使用有机溶剂将样品表面的杂质清除干净,并用无尘纸擦拭干净。
b.放置样品:将需要刻蚀的样品放置在样品台上,并确保其稳定性。
c.设置参数:根据刻蚀材料和刻蚀深度的要求,设置刻蚀机的参数,如气体种类、气流速度、刻蚀时间等。
d.检查真空度:确保真空系统工作正常,并进行真空泄漏测试。
3.刻蚀操作:a.打开设备开关,开始抽真空。
b.打开气体进气阀门,将预定混合气体引入反应室。
c.设置离子束源的功率、倾角和扫描速度等参数。
d.按下启动按钮,开始刻蚀过程。
e.刻蚀过程结束后,将刻蚀样品取出,并进行后续处理。
4.刻蚀后的清洁:a.刻蚀后,将样品放入有机溶剂中清洗,去除刻蚀产物。
b.将清洗后的样品用纯净水冲洗,并用氮气将其风干。
5.定期维护:a.定期对设备进行维护,检查传动系统、真空系统和电源系统等。
b.柜后对设备进行清洁,清除积尘和杂质。
总结:刻蚀机设备和操作规程是确保刻蚀过程安全和高效的重要保证。
在进行刻蚀操作之前,必须进行充分的准备工作,包括清洁样品、设置参数等。
在刻蚀过程中,要严格遵守安全操作规程,并确保设备处于正常工作状态。
刻蚀机操作规程范文

刻蚀机操作规程范文刻蚀机是一种用于处理电路板和其他材料的设备,其操作需要遵守一定的规程,以确保安全和高效的工作。
以下是刻蚀机的操作规程:1.穿戴个人防护装备:在操作刻蚀机之前,必须穿戴适当的个人防护装备,包括护目镜、防护手套和防护服等。
2.检查刻蚀机的状态:在启动刻蚀机之前,要仔细检查设备的状态,确保所有的安全设备和防护装置都处于正常工作状态。
如果有任何损坏或异常,应立即通知维修人员进行修理。
3.了解刻蚀机的操作要求:在操作刻蚀机之前,要对设备的操作要求有充分的了解。
这包括操作流程、设备参数和材料的限制等。
4.准备蚀刻液和样品:根据需要,将蚀刻液加入到刻蚀机的储液池中,并准备好待处理的样品。
5.调整刻蚀机的参数:根据处理对象的要求,调整刻蚀机的参数,包括流速、温度和刻蚀时间等。
确保参数设置正确,并遵守设备制造商提供的指导。
6.机器启动前检查:在启动刻蚀机之前,要仔细检查设备的所有电气和机械连接,确保其牢固和正常。
同时也要确认蚀刻液的浓度和温度设定是否正确。
7.将待处理的样品放置到刻蚀室中:确保样品被正确和安全地放置到刻蚀室中,并关闭刻蚀室的密封装置。
8.启动刻蚀机:按照设备制造商提供的操作要求启动刻蚀机。
根据处理对象的要求,调整相关的参数。
9.监控刻蚀过程:在刻蚀过程中要密切观察刻蚀室内的情况,确保刻蚀进度和效果符合要求。
如有异常情况,要及时采取应对措施。
10.操作完毕后的处理:当刻蚀工作完成后,要关闭刻蚀机并清理刻蚀室。
处理蚀刻液时要严格按照规定的方法进行,避免对环境和操作人员造成伤害。
11.定期维护和保养:刻蚀机需要定期维护和保养,包括清洁、更换耗材和检查安全设备等。
这样可以确保刻蚀机一直保持正常工作状态。
12.紧急情况的应对:在遇到紧急情况时,必须立即关闭刻蚀机并通知相关人员。
同时,按照应急预案进行相应的操作。
以上是刻蚀机的操作规程,只有严格遵守规程,才能保证刻蚀机的安全和有效的工作。
同时,在操作中要保持警惕,注意观察和及时处理任何异常情况。
刻蚀机作业指导

刻蚀机作业指导一、引言刻蚀机是一种用于制作微细结构的设备,广泛应用于半导体、光学和微电子等领域。
本文将详细介绍刻蚀机的作业指导,包括准备工作、操作步骤、注意事项等内容。
二、准备工作1. 确保刻蚀机的正常运行状态,检查设备的电源、气源、真空系统等是否正常。
2. 检查刻蚀机的刻蚀室是否干净,清理室内杂物和残留物,确保室内环境整洁。
3. 准备刻蚀样品,将样品固定在刻蚀台上,确保样品与台面接触良好,避免出现移动或倾斜。
三、操作步骤1. 打开刻蚀机的电源,启动刻蚀机。
待设备进入正常工作状态后,进入下一步操作。
2. 打开刻蚀机的控制面板,选择合适的刻蚀模式和参数。
根据实际需求,设置刻蚀时间、功率、气体流量等参数。
3. 打开真空系统,将刻蚀室抽成所需的真空度。
确保刻蚀室内无气泡和灰尘等杂质。
4. 将样品放入刻蚀室,关闭刻蚀室门,并确保密封良好。
5. 按下启动按钮,刻蚀机开始工作。
在刻蚀过程中,可以根据需要监控刻蚀深度、温度等参数,并进行调整。
6. 刻蚀完成后,停止刻蚀机的工作。
待刻蚀室内压力恢复正常后,打开刻蚀室门,取出样品。
7. 关闭刻蚀机的电源和真空系统,进行设备的清理和维护工作。
四、注意事项1. 在进行刻蚀操作前,确保已经了解并掌握刻蚀机的操作规程和安全注意事项。
2. 在刻蚀过程中,应定期检查刻蚀机的运行状态,如有异常及时停机检修。
3. 刻蚀室内的气体和化学物质可能具有一定的危险性,操作时应佩戴防护设备,避免直接接触和吸入。
4. 刻蚀机的操作必须由经过培训的人员进行,未经授权人员禁止操作设备。
5. 在取出样品后,应妥善保存并进行相关测试和分析,确保刻蚀效果符合要求。
五、总结刻蚀机作业指导旨在帮助操作人员正确、安全地使用刻蚀机进行微细结构的制作。
通过准备工作、操作步骤和注意事项的详细介绍,可以使操作人员掌握刻蚀机的正确使用方法,提高工作效率和产品质量。
同时,刻蚀机的安全操作也是保障人员和设备安全的重要环节,操作人员应严格遵守相关规程和注意事项,确保作业过程安全可靠。
刻蚀机作业指导

刻蚀机作业指导一、引言刻蚀机是一种用于制造微细结构的设备,广泛应用于半导体、光电子、生物医学等领域。
本文旨在提供一份详细的刻蚀机作业指导,以帮助操作人员正确、高效地操作刻蚀机,确保工作质量和安全。
二、刻蚀机概述刻蚀机是一种利用化学反应或物理过程,将材料表面的一部分或全部去除的设备。
它主要由控制系统、刻蚀室、气体供给系统和真空系统等部分组成。
刻蚀机的操作涉及到参数设置、样品准备、刻蚀过程控制等多个方面。
三、操作前准备1. 确保刻蚀机的电源和气源正常供应,并检查相关设备的状态是否良好。
2. 根据需要选择合适的刻蚀室和刻蚀气体,并确保刻蚀室内的气体流通良好。
3. 对待刻蚀的样品进行必要的处理,如清洗、去除杂质等,确保样品表面干净。
四、操作步骤1. 打开刻蚀机的控制系统,并登录操作账号。
2. 在控制系统中选择刻蚀室和刻蚀气体,并设置刻蚀参数,如刻蚀时间、功率、气体流量等。
根据具体要求,可以选择不同的刻蚀模式,如湿式刻蚀、干式刻蚀等。
3. 将待刻蚀的样品放置在刻蚀室内的样品架上,并确保样品与刻蚀室内的电极或阳极良好接触。
4. 关闭刻蚀室的门,并确保密封良好。
5. 启动刻蚀机的真空系统,将刻蚀室内的气体抽出,创建真空环境。
6. 启动刻蚀机的气体供给系统,将刻蚀气体引入刻蚀室内,控制刻蚀气体的流量和压力。
7. 在控制系统中启动刻蚀过程,监控刻蚀参数的变化,并根据需要进行调整。
8. 在刻蚀过程中,及时观察刻蚀室内的情况,确保刻蚀过程稳定、均匀。
9. 刻蚀完成后,关闭刻蚀室内的刻蚀气体供给,停止真空系统的抽气。
10. 打开刻蚀室的门,取出刻蚀完成的样品,并进行必要的后续处理。
五、安全注意事项1. 在操作刻蚀机时,务必佩戴个人防护装备,如手套、护目镜等,以防止化学物质对人体的伤害。
2. 刻蚀机涉及到高温、高压、有毒气体等危险因素,操作人员必须接受相关的安全培训,并遵守相关的操作规程。
3. 在刻蚀机操作过程中,严禁随意更改刻蚀参数,以免引发设备故障或安全事故。
ferro银浆33600说明书

DISCLAIMER: Reasonable care has been taken in the preparation of this information, but FERRO EXTENDS NO WARRANTIES, MAKES NO REPRESENTATIONS AND ASSUMES NO RESPONSIBILITY AS TO ACCURACY OR SUITABILITY OF THIS INFORMATION OF THIS PRODUCT FOR ANY PURCHASER’S OR USER’S USE OR FOR ANY CONSEQUENCE OF ITS USE. FERRO DISCLAIMS ANY WARRANTY OF MERCHANTABILITY OR WARRANTY OF FITNESS FOR ANY PARTICULAR USE . All statements, technical information and recommendations contained herein are based on Seller’s or Manufacturer’s test and the test of others, and are believed to be accurate, but no guarantee of Rear Silver Conductor Lead FreeDescription: PS 33-600 is a lead and cadmium free, pure silver conductor paste designed as a back contact for p+/p/n+ type silicon solar cells that use an aluminum back surface field (BSF). The conductor is compatible with all Ferro AL 53-series lead free aluminum pastes and has excellent solderability and adhesion when used with lead free solders.Typical PropertiesPS 33-600 Viscosity (Pa·s)1: 90–130 Solids Content: 73–76% Fineness of Grind: < 16/12 µm Dried Thickness: 15–20 µm Fired Thickness: 10–15 µmResistivity 2(milliohms/square): < 3.0Drying Profile 3: 250–300°C, < 60 secondsFiring 3810–940°C, < 1–3 seconds Recommended Thinner 0800All properties are target values and are not meant to represent product specificationsNotes: 1Viscosity as measured on Brookfield model HBT cone/plate viscometer; 9.6 reciprocal seconds, 1.565° cone, 25°C. 2Milliohms/sq. at 25µm. 3Recommended set points °C in infrared firing furnace.Product Advantages:• RoHS compliant 4• Lead and Cadmium free 5• Complete compatibility with lead free Alinks • Excellent solderability and adhesion when using lead free solders• Hot Melt and conventional printing versions availableDISCLAIMER: Reasonable care has been taken in the preparation of this information, but FERRO EXTENDS NO WARRANTIES, MAKES NO REPRESENTATIONS AND ASSUMES NO RESPONSIBILITY AS TO ACCURACY OR SUITABILITY OF THIS INFORMATION OF THIS PRODUCT FOR ANY PURCHASER’S OR USER’S USE OR FOR ANY CONSEQUENCE OF ITS USE. FERRO DISCLAIMS ANY WARRANTY OF MERCHANTABILITY OR WARRANTY OF FITNESS FOR ANY PARTICULAR USE . All statements, technical information and recommendations contained herein are based on Seller’s or Manufacturer’s test and the test of others, and are believed to be accurate, but no guarantee of Rear Silver Conductor Lead FreeProcessing RecommendationsPrinting: It is recommended that the paste temperature be between 20–25°C prior to printing, and it is advisable to control the ambient room temperature within ± 2°C to ensure consistent printing results. The printing area should be clean and well-ventilated.Screen: 200–325 mesh screen with a 20–25 μm emulsion thickness is recommended.Drying: The ink can be dried in an Infrared or conventional dryer under a wide range of conditions. Inks are typically dried in an IR dryer with set points of 250–300°C in less than 60 seconds.Soldering: Recommended soldering conditions (ribbons) are 290°C for 96.5Sn/3.5Ag; and 220°C for 62Sn/36Pb/2Ag.Firing: An infrared fast process furnace with three or more firing zones and belt speeds of >200 inches per minute is highly recommended, although the product can be fired in a variety of furnaces with belt speeds >120 inches per minute. Optimum firing conditions must be established by the customer based on the cell configuration, thickness, and manufacturing process. Peak set point temperatures between 810–940°C with a dwell time above 700°C ranging from >1 to 3 seconds is typical. Compatibility: Ferro has tested this material according to the recommended processing conditions described here; however, it is imperative that customers evaluate the material in their manufacturing process and conditions to insure suitability for their intended use. Ferro technical personnel can help facilitate testing, and can assist with integration into customer manufacturing processes.Thinning: Thinning is not recommended because the paste is supplied at the correct viscosity for application. Contact your local Ferro Representative for appropriate solvent details, should thinning become necessary to replace solvent lost through evaporation.Paste Storage & Shelf Life: The paste should be stored in tightly capped containers in a cool (5–30°C) dry place away from direct sunlight. When properly stored, unopened material will have a shelf life of up to 6 months.Notes: 4Complies with EU Directives on Restriction of the use of Hazardous Substances (RoHS; 2002/95/EC) and Waste from Electrical and Electronic Equipment (WEEE;2002/96/EC). Current exemptions allow lead contained in the glass system of thick film materials used in electroniccomponents. In anticipation of future amendments and more stringent environmental regulations, Ferro continues to expand its range of Lead Free 5 materials. 5Initial product composition was certified by SGS laboratories to be below the detection level for lead and cadmium. This conductor paste is not routinely analyzed for lead and cadmium content and is not the basis for product specification or warranty.Rev. 08/09Vista, CA, USA Tsukuba, Japan Suzhou, China Hanau, Germany 760-305-1000 +81 29-889-2144 +86 512-62562258 +49 61-81594739。
蚀刻线操作规范1

酸度
4-4.5N
比重
22-26 Be°
各段速度控制表
项目
类别
速度
压力
注意要点
机退膜
干膜
100-200HZ
2.2±0.3kg/cm2
湿膜
150-250HZ
2.2±0.3kg/cm2
蚀刻
1/3oz
80-120HZ
4.7.1.4配3~5%的NaOH溶液,设定50℃,循环清洗60min后排掉;
4.7.1.5同样方法加清水循环清洗30min后排掉;
4.7.1.6配3~5%的H2SO4溶液,设定50℃,循环清洗60min后排掉;
4.7.1.7同样方法清水循环清洗30min后排掉;
4.7.1.8拆洗喷管,疏通喷嘴,清除缸底残留物后即可开缸。
3.3工艺部职责
3.3.1评估和提供生产过程中各种参数要求。
3.3.2制定相关作业指导书,对重点工艺进行策划,指导。并提供技术支持。
3.4维修部职责
3.4.1负责设备周保养及月度保养的维护,
4.0作业内容
4.1作业前准备
4.1.1水、电、气、是否接通;
4.1.2缸盖是否关好、过滤器是否拧紧;
4.1.3各缸液位是否在标准范围内;
6.5发生药水泄漏时,少量泄漏液可将水贴着地面缓慢稀释,然后清扫干净,禁止直接将水喷洒于药水上;大量泄漏时及时用沙土堵住并立即知会上级处理。
7.0设备保养:
7.1每班保养:
7.1.1擦试并清洗机器外部及外盖,清除污物;
7.1.2清理药液槽外盖及出入口易结晶的地方;
7.1.3清洗吸水海绵滚轮、过滤网和吸油棉;
TH银浆蚀刻设备说明书

3
苏州天弘激光股份有限公司
YAG 激光打标机、端面泵浦半导体激光打标机、纽扣专用激光雕刻机、CO2 激光 雕刻(雕花)机、CO2 系列激光切割机、多功能激光焊接机、钣金激光切割机、 激光晶圆划片机、液晶激光修复仪、激光模具补焊机、三维水晶内雕机、激光飞 行打标机、光纤激光切割机、激光雕刻机、太阳能电池激光除边机、IC 专用激 光打标机等等,逐步形成以激光打标、雕刻、切割、焊接、精细加工为主的激光 综合系统制造商。上述设备应用各个行业,如:电子电器、集成电路、汽摩配件、 通讯器材、仪器仪表、精密机械、计算机周边产品、服饰辅料、工艺礼品、建筑 装饰、印刷包装、工量具、太阳能行业等等。其中部分设备在市场上占有率达到 80%-90%,拥有多项专有技术。产品远销泰国、印度尼西亚、菲律宾、英国、克 罗地亚、波兰、美国、智利、俄罗斯、韩国等多个国家。 “质量为本、服务至上、技术优先、务实求新”是每位天弘员工铭记的经营理 念。 公司内洋溢着团队合作精神, 时刻牢记 “我为天弘作贡献, 天弘以我为荣耀” 的口号。 用人理念是:人尽其才,物尽其用,鼓励广大员工积极参与公司的发展。 公司愿景:我们深负让广泛企业都能用上“高精度、高稳定性、高性价比” 的激光设备,提升国人的制造工艺的远大抱负,天弘激光精心打造、细心呵护每 一台天弘产品,尽心塑造“诚信天弘”的完美形象。 我们的目标: “面向国内,放眼世界” 。我们以激光事业为主旨,期待与国际 先进技术接轨, 打造出世界级的产品和服务品牌, 创造国际领先的激光加工系统。 天弘激光以客户为中心,产品设计依据客户的需求而设计,坚持让客户用到 满意的产品。 联系我们:苏州天弘激光股份有限公司 地址:苏州工业园区唯亭镇通和路六十六号 销售热线: 0512-62748818 邮编:215122 传真:0512-62745989 18912795925
NOV 锈蚀防护设备说明书

Whatever your storage requirements, NOV can provide the right solution for you. With many years of experience operating under the AmClyde Norson brand, we have the expertise and skills needed to get you the right equipment on schedule and on budget. Our storage carousels are designed as the storage unit in the manufacture, transportation and installation of continuous lengths of flexible pipe, tube & hose umbilicals and power cables.Your partner for a Lifetime of Lifting*****************Key FeaturesTechnical Specifications*****************©National Oilwell Varco - All rights reserved - 87833422 R3• Load and unload with ease• Modular design for road or offshore container transport• Can be designed for single-point lift fully assembled (excludes product load)• Easy access to support rollers • Self-lubricating support rollers•Resilient mounting technique supports the even distribution of the load• Designed for both land and marine applications• PLC control enables the carousel to be synchronized with manufacturing, process or lay equipment• Available for manual, semiautomatic and automatic control • Load capacity up to 10,000 Te • Diameters from 10m to 40m• Operating speed from 0-30m/min• Diameters and speed can be designed to customer specifications • Fully synchronized emergency stop capabilityCarousel system components• Base grillage or concrete foundation• Basket carousel with outer wall or reel carousel with top flange • Tapered core or parallel core• Fixed or adjustable core diameter • Intermediate wall diameters • Support rollers & king pin• Loading arm or spooling tower • Loading tensioner•Fully integrated control systemsNOV can supply a carousel as part of a complete storage, handling or lay system or as a stand-alone modular unit for either offshore or onshore use. We can supply a range of different diameters and capacities to suit your needs. The carousels are available as basket types or top flange types (reels) and are used to store flexible pipe, tube or hose umbilical and power cable.Product is lowered into the basket carousel from a loading arm and forms a natural catenary under its self-weight due to the low product stiffness, making it easy to manipulate within the basket. On the reel, carousel product is spooled on under tension due to the high product stiffness, using a spooling unit that traverses vertically between the carousel flanges.The carousel is located on a king pin integrated into the base structure which transmits the loads caused by self-weight and the vessel motions into the deck. Carousels are supported by multiple rows of rollers, which, using NOV’s resilient mounting technique, distributes the load more evenly than conventional carousel designs. The drive is provided through electrical motors (with variable frequency drives) through gearboxes and a rack-and-pinion mounted on the outer periphery of the bottom flange.Along with the carousel and operating system, our engineering team also offers a full turnkey package of handling equipment that includes loading arms, spooling towers, tensioners, rollers tables, compensation units, winches, access stairways and platforms, and other equipment to meet your requirements.Tube umbilical loading into basket carousel using natural catenary from loading arm.Basket carousel loading with various diameter flexible pipes. Loading tensioner creates catenary at both carousel and shore.Reel carousel loading power cable using spooling.Storage Carousels。
刻蚀机作业指导

刻蚀机作业指导一、引言刻蚀机是一种常用的工具,用于在各种材料表面进行刻蚀和加工。
本文将为您提供一份详细的刻蚀机作业指导,旨在帮助您正确使用刻蚀机,确保作业过程安全高效。
二、设备准备1. 确保刻蚀机处于稳定的工作台上,并连接好电源。
2. 检查刻蚀机的刻蚀刀具是否安装正确,刀具应牢固固定在刻蚀头上。
3. 检查刻蚀机的工作液是否充足,工作液应符合制造商的要求,并在规定时间内更换。
三、操作步骤1. 打开刻蚀机的电源开关,确保电源指示灯亮起。
2. 将待刻蚀的材料放置在刻蚀机的工作台上,并通过调节螺丝或夹具将其固定好。
3. 调节刻蚀机的刻蚀深度和速度,根据材料的硬度和刻蚀要求进行设置。
一般来说,硬度较高的材料需要更慢的刻蚀速度和较大的刻蚀深度。
4. 开始刻蚀过程,按下启动按钮,刻蚀机将开始工作。
5. 在刻蚀过程中,要时刻观察刻蚀的效果,确保刻蚀深度和形状符合要求。
如有需要,可以随时调整刻蚀深度和速度。
6. 刻蚀完成后,停止刻蚀机的工作,关闭电源开关。
7. 将刻蚀好的材料取出,并进行后续处理,如清洗、抛光等。
四、安全注意事项1. 在操作刻蚀机之前,务必熟悉刻蚀机的使用说明书,并遵循制造商的操作规范。
2. 在操作刻蚀机时,务必佩戴个人防护设备,如安全眼镜、手套等。
3. 刻蚀机应放置在通风良好的地方,以防止有害气体的积聚。
4. 刻蚀机工作时,应保持周围环境整洁,避免杂物堆积影响操作。
5. 刻蚀机的刀具应定期检查和更换,以确保刻蚀质量和安全性。
6. 在刻蚀机工作过程中,严禁将手指或其他物体靠近刻蚀头,以免发生意外伤害。
五、常见问题解答1. 刻蚀机工作时产生的噪音是否正常?刻蚀机工作时会产生一定的噪音,但如果噪音过大或异常,应立即停止使用,并检查刻蚀机是否存在故障。
2. 刻蚀机刻蚀深度不均匀怎么办?刻蚀深度不均匀可能是刻蚀头未正确安装或刻蚀机参数设置不当所致。
请检查刻蚀头的安装情况,并根据材料的硬度和要求进行参数调整。
刻蚀机作业指导

刻蚀机作业指导一、引言刻蚀机是一种常见的半导体加工设备,主要用于制作微电子器件中的图案和结构。
本文将为您提供刻蚀机的作业指导,包括设备准备、操作步骤、注意事项等内容,以帮助您正确高效地使用刻蚀机。
二、设备准备1. 确保刻蚀机工作环境清洁,无杂物和尘埃,以免影响刻蚀质量。
2. 检查刻蚀机是否正常运行,包括电源、气源、真空泵等设备是否正常工作。
3. 准备刻蚀样品,确保其表面平整、干净,无油污和杂质。
三、操作步骤1. 打开刻蚀机的电源开关,并确保设备处于待机状态。
2. 打开刻蚀机的控制面板,设置刻蚀参数,包括刻蚀时间、刻蚀深度等。
3. 将刻蚀样品放置在刻蚀机的样品台上,并固定好,确保其位置准确。
4. 打开刻蚀机的真空泵,建立适当的真空度,以保证刻蚀过程的稳定性。
5. 打开刻蚀机的气源,调节刻蚀室内的气氛,以满足刻蚀过程的要求。
6. 确认刻蚀参数设置无误后,按下启动按钮,开始刻蚀过程。
7. 在刻蚀过程中,及时观察刻蚀样品的情况,确保刻蚀质量。
8. 刻蚀完成后,关闭刻蚀机的电源和气源,停止刻蚀过程。
四、注意事项1. 在操作刻蚀机时,应穿戴好防静电服和手套,以防止静电对刻蚀过程的干扰。
2. 刻蚀室内的气氛应根据刻蚀样品的要求进行调节,以保证刻蚀质量。
3. 刻蚀机的刻蚀参数设置应根据具体的刻蚀样品和刻蚀目的进行调整,以获得最佳的刻蚀效果。
4. 刻蚀样品的放置和固定要准确可靠,以防止在刻蚀过程中移动或脱落。
5. 刻蚀机的真空泵应定期维护和保养,以确保其正常工作。
6. 在刻蚀过程中,应定期清理刻蚀室内的残留物和污染物,以保持刻蚀质量。
五、总结刻蚀机作为一种重要的半导体加工设备,具有广泛的应用前景。
正确使用刻蚀机并遵守操作规程,可以保证刻蚀质量和工作效率。
本文提供了刻蚀机的作业指导,包括设备准备、操作步骤和注意事项等内容,希望对您在刻蚀机的使用过程中有所帮助。
如有任何疑问,请随时咨询相关专业人士。
化学蚀刻技术

脱膜后的板子
安全知识
1.在显影、蚀刻、脱膜操作过程中需戴 上胶手套操作。
2.设备有打火、冒烟、有异味的应快速 切断电源。
3.取设备电源插头时不要拉线,应握住 插头。
4.尽量不要将液体溅到衣服或者皮肤上, 操作完成后用肥皂清洗双手。
34摄氏度左右;时间继电器设置时间2
蚀刻的操作步骤
1、 把要蚀刻的板子放到设备内槽上夹缝中。 2、 打开电源,设置溶液温度。 3、 当设备停止加热,设置蚀刻时间,打开
蚀刻开关,开始蚀刻。 4、 当溶液饱和需要更换时,在蚀刻机后面
有连接水阀可将溶液放出。
脱膜
脱膜的目的:把蚀刻后的板子上剩下的蓝色 感光油墨去掉。
显影操作步骤
1、 把要显影的板子放到设备内槽上 夹缝中。
2、 打开电源,设置溶液温度30摄氏 度。
3、 当设备停止加热,设置显影时间 30秒,打开显影开关,开始显影。
4、 当溶液饱和需更换后,在显影机 后面有连接水阀可将溶液放出。
蚀刻
蚀刻的目的:将脱膜后板子上不需要的 铜箔蚀刻掉
蚀刻液的组成:盐酸和三氯化铁 蚀刻机的参数设置:温控仪的温度设置
5、工作放板时,板子之间应留有适当距 离,以防止板子重叠。
6、表面含铅锡的板子,不可进入机器刷 光。
安全和停机注意事项
1、先停加热开关(选配有加热的机 型),转动手轮调开刷子与托辊的间隙 让风机运转数秒,用来冷却管状加热 器散发的余热。
2、停传动开关,刷子旋转数秒,让 冷却水冲洗刷子表面将绍 2.刷板机的安全和停机注意事项 3.显影机介绍 4.显影操作步骤 5.脱膜的步骤和安全 6.蚀刻的操作步骤
刷板机
5.5代蚀刻线式样书

CONTENTSD Y N A M I C C O M P A N Y W A Y T H TE C1-1. Process Flow1-2. Process Description1-3. OtherG5.5 Jig TestG5.5 Cutting TestIQC UV Sealing 入库◈Flow DiagramAlkali Cleaning Etching Alkali Cleaning C/W Cleaning厚度测定Cutting OQC C/W Cleaning 发货Polishing ◈生产信息1. Glass 5.5 世代: 1,300 x 1,500mm2. 月生产Capacity : 9k (右边List 参考)稼动率: 每天22小时, 每月: 26日3. 品质条件-厚度偏差: 协议后决定-品质不良基准: 协议后决定4. 右表为理论极限值,推荐每天工作20小时每CST 装载6枚Glass 12F/Press 28Spray No.19152每日 生产量(22小时为准)8Filter 方式Chamber 数量352号机Chemical 喷射方式1Batch Glass 数量Etcher Capa' ((600㎛, E/R:7.0㎛)每月生产量(26日 为准)发货※因为大型Glass 是蚀刻后搬运时容易破损的数量多,所以需要Cutting 成小型交货.Repair入库简易Cleaning ※除了这工程顺序以外没有具体内容说明,绿色虚线框内为我公司设计制造内容Glass 入库IQC(入库检查)UV Sealant Sealing M/C IQC 工程Sealing 工程入库UV 硬化工程•入库数量管理•运输中破损检收/管理•Glass S/N 管理•Glass 厚度测定管理•Glass 清洗状态确认•检查台设置•UV Sealant Dispenser (Manual 作业)•Sealant 喷射量管理•喷射方式(两个当中协议后确定)-上横喷射方式(小型Glass)-侧面喷射方式(大型Glass)•Capacity (一个月为准)-3组作业为准:10K 枚•需要多数Dispenser•需要多数Cassette •UV 调查方式-现在: 上部调查方式(小型)-适用方式:侧面Sealing 工程中调查•Capacity(一个月为准):10K 枚•装备(协议后确定)-上部调查方式: 1台以上-侧面调查方式: 1台以上•UV LAMP 寿命管理Alkali Dip CleanerSlimming Etcher Alkali Pre Cleaning Etcher工程Alkali 工程Alkali 工程Post Etching CleanerClean 工程•装备构成-Alkali, CW Shower, Tank -Dipping Type -投入Cassette 生产方式•Alkali 交换方式-可以设定为每Batch 的交换时间.Capacity-1个月生产: 10K 枚•装备构成-Cleaning Area (2 Chamber)-Etching Area (2 Chamber)-Chemical & C/W Tank Area -F/Press •Top Spray-Type •Cassette & Jig Type (推车运搬)•Capacity (1个月,1台, 2×8枚为准)-每天22小时,每月26天: 总9152枚•Chemical : HF (混酸)-dosing System (供给补充浓度)•工程减少化(Manual 可能)-适用: Sealing 后简易清洗•Capacity(一个月为准)-3组作业为准: 10K 枚•可能需要安装简易清洗台•装备构成-L/D & UL/D Tilting 可能-Roller 返送(In-Line Moving)-Shower, Dry Area-Glass Aligner.Capacity-1个月生产: 10K 枚•跟Cutting 装备连动生产Post CPS Cleaner 自动厚度测定机CPS (Scriber)OQC Cutting工程OQC 工程厚度测定工程Clean工程•装备使用目的-可以切断大型Glass 装备-蚀刻后防止破损Glass 运搬-交货时大型Glass 加工为小型玻璃•装备构成-上、下同时Cutting -可以设置切断大小-Diamond Wheel (上/下)-非接触式Air 返送•Capacity-1个月: 15,600枚以上-根据Cutting 次数有变动性•检查方式-淹没检查(可以显示细小的脏灰):尽量安装3波长显光灯-一般检查(可以显示水斑等):检查台设施•Repair 时实施Polishing 工程•Cleaning -交货前最终清洗工程-L/D, C/W, Dry, UL/D -In-Line Moving 方式•Capacity(1个月为准): 20K 枚以内•Cutting 工程时:需要确认生产Capa•装备构成-可以装在Cleaning 装备上使用-可以设定测定Point 数使用-自动存装也可以看存装资料-Glass Aligner-Auto Calibration-测定误差: 10㎛以内-接触式测定方式包装管理发货待其发货包装•交货管理•运送•PP-Box 洗洁/管理•S/N 管理Polishing M/C Polishing工程•装备构成-Chemical & C/W Tank Area-补充研磨剂TANK , 管理•Capacity-根据品质变动为准Repair 及品质向上Polishing M/C Repair工程•安装简易清洗机•安装简易检查台MIXING Recycle System C.C.S.S污水处理场Chiller SystemDI System Scrubber空调Air Compressor浓度分析红色线框内容备注:为本套设备需要新制作部分,不包括储罐部分,其余部分及储罐需要客户提供UV Sealing1.预测外型尺寸2. 使用量(DI,电子、N2等)3. 设备数量4. 价格估算5. 制造时间Alkali Cleaning Etching蚀刻后Alkali CleaningC/W CleaningSealing 流水线一套固化线一套(1)380V,15KW(2)380V,100KW2套90万设计1个月制作2.5个月调试安装1个月清洗流水线一套(1)380V,30KW(2)沙滤水: 2吨/H1套80万设计1个月制作2.5个月调试安装1个月双Chamber蚀刻流水线一套包括:CCSS、Mixing、Recycle、ChillerFilter等装置(1)380V,150KW(2)DI: 5吨/H(3) 6KG压缩空气1套660万设计1.5个月制作3个月调试安装1.5个月Dipping流水线一套(1)380V,30KW(2)沙滤水: 3吨/H1套70万设计1个月制作2.5个月调试安装1个月Dipping流水线一套(1)380V,40KW(2)DI: 3吨/H(3) 压缩空气1套100万设计1个月制作2.5个月调试安装1个月总价预估:人民币1000万。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章 机器规格参数 ............................................................................12
一、设备参数表..................................................................................................................... 12 二、机器的搬运和移动 ......................................................................................................... 12
第五章 软件界面与主要功能 ................................................................20
一、软件菜单......................................................................................................................... 21 二、主界面说明..................................................................................................................... 26 三、子界面说明..................................................................................................................... 30
Ⅳ类激光设备
1、概述 LASER 是 Light Amplification by Stimulated Emission of Radiation 的 缩写。激光产生的能量在电磁光谱中的光部分内或附近。能量由一个叫做受激辐 射的原子过程放大到极高的程度。这里的术语“辐射”经常被误解,因为该术语 也用来描述放射性材料和电离辐射。然而,本设备中辐射一词是指能量转换。能 量通过传导、对流和辐射从一个位置移动到另一个位置。激光的颜色一般用激光 的波长来表述。最常用的激光波长单位是纳米(nm) 。1 米等于 10 亿纳米。 激光产生的光线在自然界原本不存在,高强度光等激发物质被输入激光腔 后,形成激光发射或激光输出。虽然输出的是光,但是激光与太阳光或灯泡发出 的光有很大区别。因此,由于激光的特殊性,通常在使用过程中存在一定的危险 性。激光光源能够产生人眼看不到的高强度单色光,激光光源还具有干涉性,即 所有光波的相位彼此相同,具有干涉性的光比同样波长和强度的光要危险的多, 准直光束或从出光孔射出后发散较少的光束即使在距离出光孔较远的地方也存 在危险。
第二章 安全事项 ......................................................................................6
一、激光安全........................................................................................................................... 6 二、电气安全......................................................................................................................... 10 三、机械安全......................................................................................................................... 10 四、本机使用范围................................................................................................................. 11
第四章 设备安装 ....................................................................................14
一、机器脚蹄支撑................................................................................................................. 14 二、工控电脑的连线............................................................................................................. 14 三、电气安装板..................................................................................................................... 15 四、激光器............................................................................................................................. 16 五、设备易损件或消耗品 ..................................................................................................... 18 六、设备维护与保养............................................................................................................. 18
苏州天弘激光股份有限公司
ITO 银浆蚀刻设备说明书 TH-AGE170F-2
苏州天弘激光股份有限公司
1
苏州天弘激光股份有限公司 目录
第一章 企业简介 ......................................................................................3
天弘激光置业八千余平方,拥有生产仪器和设备百余台,年生产激光成套设 备能力千余套。经过多年的不懈努力,我们已拥有一支充满朝气且高素质的人才 队伍。其中大专及以上学历约占总人数的 80%,我们的技术人员时刻关注前沿信 息,致力于研究、开发新产品;营销队伍具有顽强的拼搏和创新精神;生产和售 后队伍具有高效快捷的工作效率和钻研开发的精神,并定期接受技术培训。公司 采用现代化企业管理模式,拥有一流的管理和资深技术人才,这为我们在国内同 行中提供了巨大的竞争优势。 通过多年努力, 公司通过 ISO9001: 2000 国际质量体系认证, 在采购、 研发、 生产、质检、售后等重要环节中实施规范化管理,建立了一套健全的管理机制来 完善质量管理体系以便公司遵循严格规范的质量管理,提供诚信高效的专业服 务。部分产品通过 CE 认证和 FDA 认证,并拥有多项软件专有技术。公司已执行 标准化管理,产品从技术、生产、质检到出厂都遵循国家标准。公司通过定期聘 请国内著名学府和院所的专家进行技术指导; 外派技术人员到国内外发展成熟的 企业进行学习深造;接待外商来我公司进行技术交流等来提高自身的实力,以获 得丰富的实践经验和较强的研发能力。 公司产品已广泛应用于多个领域,专业生产光纤激光打标机、半导体泵浦
3
苏州天弘激光股份有限公司
YAG 激光打标机、端面泵浦半导体激光打标机、纽扣专用激光雕刻机、CO2 激光 雕刻(雕花)机、CO2 系列激光切割机、多功能激光焊接机、钣金激光切割机、 激光晶圆划片机、液晶激光修复仪、激光模具补焊机、三维水晶内雕机、激光飞 行打标机、光纤激光切割机、激光雕刻机、太阳能电池激光除边机、IC 专用激 光打标机等等,逐步形成以激光打标、雕刻、切割、焊接、精细加工为主的激光 综合系统制造商。上述设备应用各个行业,如:电子电器、集成电路、汽摩配件、 通讯器材、仪器仪表、精密机械、计算机周边产品、服饰辅料、工艺礼品、建筑 装饰、印刷包装、工量具、太阳能行业等等。其中部分设备在市场上占有率达到 80%-90%,拥有多项专有技术。产品远销泰国、印度尼西亚、菲律宾、英国、克 罗地亚、波兰、美国、智利、俄罗斯、韩国等多个国家。 “质量为本、服务至上、技术优先、务实求新”是每位天弘员工铭记的经营理 念。 公司内洋溢着团队合作精神, 时刻牢记 “我为天弘作贡献, 天弘以我为荣耀” 的口号。 用人理念是:人尽其才,物尽其用,鼓励广大员工积极参与公司的发展。 公司愿景:我们深负让广泛企业都能用上“高精度、高稳定性、高性价比” 的激光设备,提升国人的制造工艺的远大抱负,天弘激光精心打造、细心呵护每 一台天弘产品,尽心塑造“诚信天弘”的完美形象。 我们的目标: “面向国内,放眼世界” 。我们以激光事业为主旨,期待与国际 先进技术接轨, 打造出世界级的产品和服务品牌, 创造国际领先的激光加工系统。 天弘激光以客户为中心,产品设计依据客户的需求而设计,坚持让客户用到 满意的产品。 联系我们:苏州天弘激光股份有限公司 地址:苏州工业园区唯亭镇通和路六十六号 销售热线: 0512-62748818 邮编:215122 传真:0512-62745989 18912795925
4
苏州天弘激光股份有限公司
二、企业通过的认证体系和证书
质量管理体系认证证书