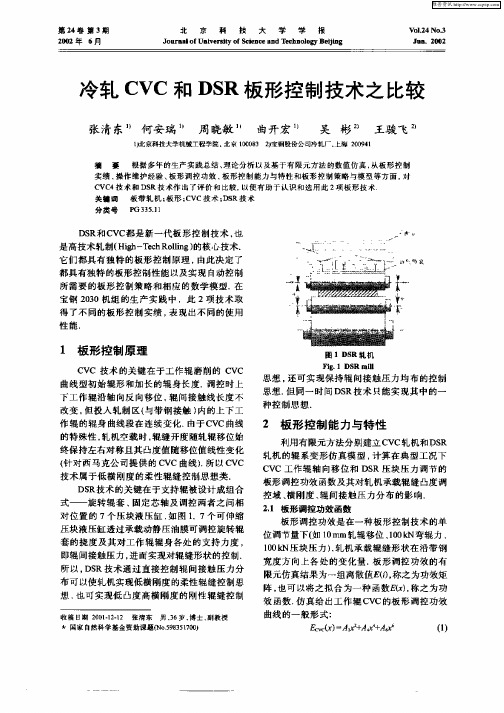
板形指标及CVC轧机(L-3)
浅析UCM系列和CVC系列冷轧机特点
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
从CQ考核产品中的最薄,最厚和中间相近规格产品来 看,虽然两者的厚度尺寸公差和平直度相近,但UCM轧机 方案还是更优一些;而且其多数产品压下率更大些,这与 其工作辊径小有一定关系,也符合冷轧原料增厚的发展趋 势要求。其他品种也有类似特点。当然,这有待于进一步 的生产实践检验。据某些曾采用两种机型生产冷轧产品的 用户介绍,虽然在酸轧线检测的尺寸和板形指标相近,但 在下游的后续生产线来说,UCM轧机产品的板形更有优势。
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
2.3 产品质量保证值指标的分析比较 虽然产品质量是受多种因素影响的,对于同样的产品大纲 和产品档次要求,以及相当的自动控制水平而言,产品质 量指标很大程度上受轧机的结构功能特点的影响。我们通 过对首钢京唐公司一冷轧厂UCM轧机和CVC轧机方案的产品 质量考核保证指标值分析,可以得到如下一些结论: 对于头尾超差长度两者的保证值是一致的,从厚度公差 和平直度指标来看,UCM轧机方案要好于CVC轧机方案。
2.1 UCM系列轧机和CVC系列轧机简述
2.2 UCM系列轧机和CVC系列轧机主要不同性能特点的比较分析
2.3 产品质量保证值指标的分析比较 3、结语
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
1、前言
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
CVC冷轧机的介绍
• 压强:10bar
• 功率:5.5kw
• 高压泵
• 流量:180l/min
• 压强:280bar
• 功率:110KW
• 皮囊储能器:V=32L
•
V=10L
• 配管:不锈钢
高压系统
高压系统
• 控制位置: • 铝卷准备站 • 开卷机 • 入口段 • 轧机机架梯形板 • 出口段 • 卷取机 • 皮带助卷器 • 运卷小车 • 铝卷检查站
6. 轧辊: 工作辊:直径:max490 min450 辊身长度:2800 中间辊:直径:max560 min510 辊身长度:3100 辊身形状:CVC+辊型 支承辊:直径:max1400 min1300 辊身长度:2800
7. 轧制油喷射冷却系统:向辊缝供应轧制油,冷却工作辊, 选整性的冷却两个工作辊,利用辊身的温度变化控制带材 的板型。通过加热工作辊两边,减少边紧问题
润滑点:开卷机齿轮箱 (Q = 120 l/min) 轧机机架齿轮箱(Q = 300 l/min) 卷取机齿轮箱(Q = 160 l/min)
稀油润滑系统
稀油需求量:580l/min 流体:矿物油 油温:40℃ 油箱容积:15m³ 加热功率:4×18KW 油箱材质:碳钢带保护
冷却水入口Tmax:33℃ 冷却水需要量:50m³/h 冷却能力:170KW
低速段:7.8/180KN
• 带材张力
高速段:4.2/96KN
二、轧机设备组成介绍
• 准备站 • 入口侧 • 轧机本体 • 出口侧 • 卷取机 • 换辊装置 • 检查站 • 介质部分
准备站
• 准备站由开卷机、 压带辊、起头铲及 过渡台、夹送辊、 矫直单元、摆剪和 废料箱横移装置组 成。
UCM、CVC、VCMS六辊冷轧机机型研究

UCM、CVC、VCMS六辊冷轧机机型研究[我的钢铁] 2010-01-25 08:12:29随着我国钢铁工业的迅速发展,板带材产品的比例在不断扩大,国内新建的许多先进的冷热带钢生产线,尤其是近年来所新建的大型宽带钢冷连轧机。
用户近年来所引进六辊冷轧设备绝大多数都是引进日本三菱一日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
国内非引进的国产大型六辊冷连轧机目前选用的都是中国一重自主研发、设计制造的VCMS系列冷轧机。
UCM一一日本三菱一日立公司冷轧技术代表用户及机型,有宝钢1550毫米冷连轧机、武钢2140毫米冷连轧机、宝钢1730毫米酸洗冷连轧机。
VCMS一一中国一重冷轧技术代表用户及机型,有鞍钢1780毫米、2130毫米、1500毫米冷连轧机,梅钢1420毫米冷连轧机、武钢1550毫米酸洗冷连轧机目前正在调试和制造中。
一重的VCMS机型是UCM系列的改进。
1UCM、CVC轧机UCM轧机是日本三菱一日立公司开发的一种六辊冷轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,它相比HCM轧机增加了中间辊弯曲,其中间辊不仅轴向移动还设有正弯辊,工作辊设有正负弯辊,它的进一步演变是增加工作辊轴向移动。
CVC系列六辊冷轧机是德国西马克公司开发的,其中间辊辊面有一定曲线形状(支承辊有的有,有的没有),因其辊面曲线方程由低次方(3次)发展到高次方(5次),并与相关配套的控制软件包结合,发展成了CVCplus(+)轧机,其控制板形的能力得到进一步加强。
UCM轧机与六辊CVC轧机不同在于UCM轧机的中间辊为平辊,通过适当改变中间辊和工作辊的接触长度,可改变作用于中间辊和工作辊压力分布规律,消除由于轧制力引起对带钢横向厚度差的影响。
轧辊在轧制过程中产生的弹性弯曲通过调整中间辊和工作辊的弯曲力得以补偿。
六辊CVC轧机中间辊带有高次方曲线的辊型,通过中间辊的轴向移动改善工作辊的辊缝形状来补偿轧辊弹性变形,再辅以弯曲力从而控制轧制精度。
CVC四辊轧机的CAD图纸++
4、新产品开发。
目前,社会需求向多样化、精细化发展,各钢铁企业的经营都以市场为导向,以用户需求为目标,与用户共同研究新产品的开发和应用,不断提高产品的技术含量,增加高难度、高附加值钢材的产量。21世纪,钢铁企业将在继续增产强度高、耐磨或耐腐蚀性好、颜色和外形更美、断面形状合理或更接近零件形状的轧材的同时,还将加速开发钢与其他竞争材料相结合的高附加值复合材料生产工艺,生产钢与塑料、钢与铝(或锌)、钢与陶瓷等复合材料,最大限度地满足能源、交通、机电、建筑等行业对高难度、高性能钢铁产品的需求。
Keywords:edge-drop; 6-high HCmill; middle roll shift; middle roll bend
第1章
1.1
钢铁工业属原材料工业,是国民经济中的基础工业,是社会发展的重要支柱。自从一百多年前形成钢铁大工业生产以来,钢铁工业获得了重大发展。世界钢产量1880年440万吨,1988、1989年达到7.8亿吨的最高水平,目前保持在7.3亿吨左右;在质量、品种方向,向洁净钢和增加合金钢的方向发展。
HC轧机、UC轧机、VC辊系统、CVC轧机、FFC轧机、PC轧机、UPC轧机

143.什么叫HC轧机?HC轧机也叫做高性能轧辊凸度控制轧机。
在四辊轧机上,支撑辊辊身与工作辊辊身楚全长接触的,而另一边工作辊辊身仅与轧件宽度部分相接触。
工作辊与支撑辊间的受压情况和弹性压扁情况主要受带钢宽度的影响。
但是由于工作辊上、下两面的接触长度不相等,即工作辊与轧件的接触长度小于工作辊与支撑辊之间的接触长度,产生不均匀接触变形,并使工作辊产生附加弯曲,即图3-84a中指出的有害接触部分使工作辊受到悬臂弯曲力而产生附加弯曲。
如果将工作辊与支撑辊间的接触长度调整到与轧件接触长度接近,消除辊间的有害接触部分,如图3-84b所示,则工作辊由于弹性压扁分布不均匀造成的挠度将显著减小。
根据这一想法,设计出HC轧机。
图3-84一般四辊轧机和HC轧机轧辊变形情况比较HC轧机如图3-85所示。
在工作辊3和支撑辊1之间,增设了可以沿着轴线移动的中间辊2和4。
若将中间辊的辊身端部调整到与带钢边缘相对应的位置(图3-85所示的位置),这样,在非传动端,上工作辊上下两面的接触长度几乎相等,减小了压力分布的不均匀情况,弹性压扁分布较均匀,上工作辊的挠度相应减小。
在传动端,情况是相同的,只是上、下辊间的关系倒了一下。
HC轧机有下列优点:(1)增强了弯辊装置的效能。
由于工作辊的一端是悬臂的,所以用很小的弯辊力就能明显改变工作辊的挠度。
(2)扩大了辊形调整的范围。
由于中间辊位置可以移动,即使工作辊原始辊形为零(即轧辊没有凸度),配合液压弯辊也可以在较大范围内调整辊形,因此可减少备用轧辊的数量。
图3-85 HC轧机结构简图1-支撑辊;2-上中间辊;3-工作辊;4-下中闻辊;5-工作辊正弯曲液压缸(3)带钢板形稳定性好。
实践表明,当中间辊调整到某一位置时,轧制力波动和张力变化对板形的影响很小。
这样,可减小冷轧张力,也能控制良好的板形,并减少了板形控制的操作次数。
(4)可以显著提高带钢平直度,可以减小带钢边部变薄和裂边部分的宽度,减少切边损失。
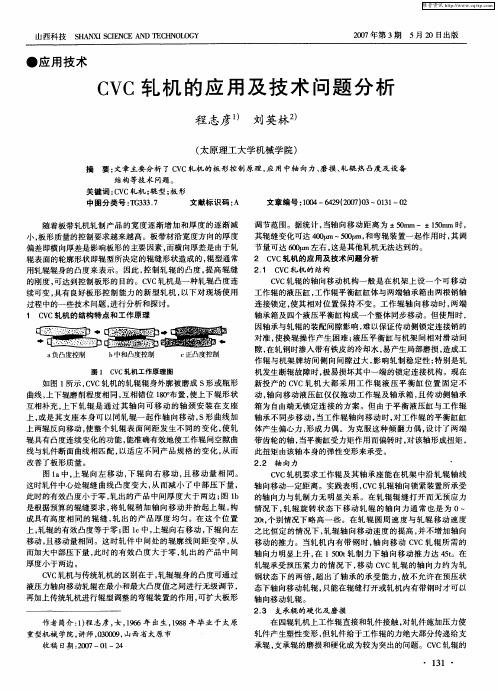
CVC轧机的应用及技术问题分析
结 构 等技 术 问题 。 关键词 :V C C轧 机 ; 型 ; 形 辊 板
中图分类号 :G 3 . T 3 37
文献标识码 : A
文章编号 :0 4 49 20 }3~03 —0 10 —62 (0 70 11 2
对准 , 使换 辊操作 产生 困难 ; 液压平 衡缸与机 架问相对 滑动间
a负凸度控制
b中和凸度控制
c 正凸度控制
隙, 在轧钢时渗入带有铁皮 的冷却 水 , 易产生局部磨损 , 造成工 作辊与机 架牌坊问侧 向间 隙过 大 , 响轧制稳定性 ; 影 特别 是轧 机发生 断辊故障时 , 易损坏其 中一端 的锁定 连接机构。现在 极 新投 产的 C C轧机 大都 采 用工 作辊 液 压平 衡缸 位 置 固定 不 V 动 , 向移动液压 缸仅仅拖动 工作辊及 轴承箱 , 轴 且传动侧 轴承
轴承不 同步 移动 , 当工作辊轴 向移动 时, 对工 作辊的平衡 缸缸 体产 生偏 心力 , 形成 力偶 。为 克服这种倾 翻力 偶 , 计 了两 端 设 带齿 轮的轴 , 当平衡缸受力矩作用 而偏 转时 , 对该轴形成扭矩 ,
此扭 矩 由该轴本身的弹性变形来 承受 。
2. 轴 向 力 2
的轴 向力与 轧制力 无 明显关系 。在 轧辊辊缝 打开 而无预应 力 情况 下 , 辊旋 转状 态下 移动 轧辊 的轴 向力 通 常也是 为 0~ 轧 2t个别情 况下 略 高一些 。在轧辊 圆周 速度 与轧 辊移 动速 度 0, 之 比恒定 的情 况下 , 轧辊轴 向移动速度 的提高 , 并不增加 轴向 移动 的推 力。当轧机 内有带 钢时 , 向移动 C C轧辊 所需 的 轴 V 轴 向力 明显上 升, 1 0 t 在 0 轧制 力下 轴 向移动推 力达 4t 5 5。在 轧辊 承受预压 紧力 的情况 下 , 移动 C C轧辊 的轴 向力 约为 轧 V 钢状 态下 的两 倍 , 出 了轴 承的承受 能力 , 不允许在预 压状 超 故 态下轴 向移动 轧辊 , 只能在辊缝打开或轧机 内有带钢 时才 可以 轴 向移动 轧辊 。
CVC精轧机概述

CVC精轧机概述摘要:CVC轧机是在HC轧机的基础上发展起来的一种轧机,它虽然与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
HC轧机是为了消除辊间的有害接触部分来提高轧缝刚度,以实现板形调整的,是刚性辊缝型。
CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
关键词:CVC轧机、CVC工作辊、液压弯辊缸、轴向横移缸1 CVC轧机的原理CVC时Continuously Variable Croun的英文缩写,所谓CVC轧机就是指为了满足调整热带钢板凸度和板型的需要,将工作辊加工成具有S性辊身的CVC辊,在将上下工作辊相互倒置180度,从而具有工作辊轴向移动时空载辊缝形状连续可变能力的轧机。
工作辊轴向移动可分为正向抽动和反向抽动,其中正向定义为加大辊型凸度的方向,反之定义为反向抽动。
轧辊抽动量一般为±80~±150毫米,CVC辊的辊型曲线设计在过去常采用二次曲线,目前已经开始采用高次(含三次及四次)曲线以便有利于控制更宽更薄的热带钢,其中辊型的最大直径与最小直径之差不超过1毫米,差值过大将使轴向力过大而无法应用。
CVC轧机通常采用CRA表示轧辊辊型,以数值形式体现出来,即:CRA=中间直径—边缘直径,对于CVC工作辊来讲,CRA应是一个经过换算的当量值。
CVC技术在热轧是仅用于对空载辊缝形状的调解,因此主要用于板型设定模型对辊缝形状的设定,在线控制一般只用液压弯辊进行调解,但是目前已经开始研究当热轧采用润滑油轧制时是否将CVC用于在线调节。
2 采用CVC技术的轧机具有很多显著的优点:1、具有良好的带钢平直度控制能力和稳定性,它可以通过调整工作辊的弯辊力和轴向抽动量来获得最佳辊风从而得到最理想的平直度。
2、其弯辊力在最佳辊缝情况下始终处于最小状态,大大提高了轧辊和轴承的使用寿命。
3、CVC轧机可以使用较小的工作辊直径,从而减小了轧制力,实现了大压下量轧制。
CVC冷轧机的介绍

汇报人: 2023-12-13
目录
• 冷轧机概述 • CVC冷轧机基本结构 • CVC冷轧机工作原理 • CVC冷轧机技术参数与性能指
标 • CVC冷轧机选型与配置建议 • CVC冷轧机市场前景与发展趋
势
01
冷轧机概述
冷轧机定义与作用
定义
冷轧机是一种用于金属板材轧制的机 械设备,通过多道次轧制将原料板材 加工成所需厚度、宽度和表面质量的 成品板材。
维护保养
定期对设备进行维护保养,延长设备 使用寿命。
常见故障排除方法
故障排除方法
电气故障:检查电气线路和元件是否正常,排除 电气故障。
机械故障:检查机械部件是否松动或磨损,及时 更换损坏部件。
常见故障排除方法
液压故障
检查液压系统是否漏油或压力异常,调整液压系统参数。
其他故障
根据故障现象,分析原因并采取相应措施进行排除。
技术创新
未来CVC冷轧机将不断进行技术创新,提高生产效 率和产品质量,降低生产成本。
拓展应用领域
未来CVC冷轧机将拓展更多的应用领域,如 航空航天、新能源等领域,为更多行业提供 高品质钢材的生产设备。
THANKS
谢谢您的观看
高效化技术
为了提高生产效率,CVC冷轧机 将不断采用新的高效化技术,如 高速轧制技术、高效冷却技术等 。
绿色环保技术
随着环保意识的不断提高,CVC 冷轧机将更加注重绿色环保技术 的应用,如采用环保材料、节能 技术等。
未来发展方向探讨
产品升级换代
未来CVC冷轧机将不断进行产品升级换代, 提高产品质量和性能,满足不同行业的需求 。
安全防护
配置完善的安全防护装置,如急停按钮、安全光幕等,确保 操作人员安全。
冷轧CVC和DSR板形控制技术之比较
维普资讯
・9・ 22
北 京 科 技 大 学 学 报
20 02年 第 3 期
对 于工况 , 工作辊 直径D = 0 m 支持辊 w 5 0 m, 直径D = 0Tn板 宽B 1 0 m 单位轧制力 。1 0 I , 5 L r = 0 m, 0
关 键词 板 带轧 机 ; 形 ; VC技术 ; R技 术 板 C DS
分 类号 P 3 .1 G3 5】
DR C C S 和 V 都是新一代板形控制 技术 , 也 是高技术轧制( i - eh o i ) H g Tc R l g 的核心技术. h l n 它们都具有独 特的板形 控制原理 , 由此 决定 了
l ̄ 量 S W / m n- i R m
三 ! 塑 堡 堡
0
! !
5 0
A= . O 并且 , 中各 参数大 小及相互 比值取决 式
于 C C曲线及轧机 、 V 轧辊尺寸 与其他参数. 图 2 给出 了 D R各个 压块 的板形调控 功效曲线 , S
其 中横 坐 标 为板 宽 , 坐标 为 以 O0 1 纵 .0 表示 mm 的辊 缝 开 度 沿 板 宽方 向各处 的变 化 量 . D R的 功 效 函数 一 般 形 式 : S
V0 .4N oj 】2
S n 02 u .2 0
冷轧 C VC和 DS R板 形控 制技术之 比较
张清 东 ” 何安瑞 ” 周晓敏 ” 曲开宏 ” 昊 彬 王骏 飞
1 京科技大学机械工程学 院 , HE 北京 14 8 2宝钢股份公 司冷轧厂 , 003 ) ) 上海 2 0 4 09 1
限元仿真结果为一组离散值 f 称之 为功效矩 ) , 阵, 也可以将之拟合 为一 种函数Ex, ( 称之为功 )
UCM系列和CVC系列冷轧机特点的初步分析
SIDE TRIMMER
No.1 No.2
No.3 No.4 No.5 SHEAR
LOOPER
TCM (5 Stand UCMW) CARROUSEL TR.
•
图1 酸洗冷连轧联合机组配置示意图
•
APR 2008
ቤተ መጻሕፍቲ ባይዱ
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
UCM系列和 UCM系列和CVC系列六辊冷轧机特点的初步分析 系列和CVC系列六辊冷轧机特点的初步分析
何云飞 何磊 侯俊达 孟祥军
北京首钢国际工程技术有限公司
2008年6月 年 月
APR 2008 BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
借鉴。 期对今后的冷轧机选型和设计提供一点有益的借鉴。
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
TENSION LEVELLER Laser Beam Welder Two Pay off Reel LOOPER LOOPER
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
1、前言
随着我国钢铁业的迅速发展, 随着我国钢铁业的迅速发展,板带材产品的比例在不断 扩大,新建了一大批先进的冷热轧带钢生产线, 扩大,新建了一大批先进的冷热轧带钢生产线,而这些大型 的板带材轧机设备, 的板带材轧机设备,尤其是近年来所新建的大型宽带钢冷连 轧机设备绝大多数都是引进日本三菱-日立公司的UCM系列冷 轧机设备绝大多数都是引进日本三菱-日立公司的UCM系列冷 UCM 轧机或德国西马克的CVC系列冷轧机。 CVC系列冷轧机 轧机或德国西马克的CVC系列冷轧机。首钢京唐钢铁联合有限 责任公司的第一冷轧厂的冷轧机设备也是引进三菱—日立公 责任公司的第一冷轧厂的冷轧机设备也是引进三菱 日立公 司的UCM轧机。笔者对我国近年新建的或在建的18 UCM轧机 18套主要冷轧 司的UCM轧机。笔者对我国近年新建的或在建的18套主要冷轧 宽带钢轧机情况进行了初步统计。采用UCM系列轧机的有5 UCM系列轧机的有 宽带钢轧机情况进行了初步统计。采用UCM系列轧机的有5 家,采用CVC 系列轧机的有6家,可见两种冷轧机型在我国市 采用CVC 系列轧机的有6 场上的份额相近。除鞍钢冷轧在自主集成方面有所进展外, 场上的份额相近。除鞍钢冷轧在自主集成方面有所进展外, 国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。 国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。
CVC热连轧精轧机组的横移设定与板凸度计算
第36卷 第6期2001年6月钢 铁I RON AND ST EELV o l.36,N o.6June2001 CVC热连轧精轧机组的横移设定与板凸度计算3刘立忠 吕 程 赵启林 刘相华 王国栋(东北大学)摘 要 建立了辊系弹性变形、工作辊热凸度、工作辊和支撑辊的磨损、板凸度调整和工作辊横移设定以及负荷分配模型,并在这些计算模型的基础上,根据来料板坯的原始凸度值和轧后板带的目标凸度值,开发了可以设定热连轧精轧机组的CV C工作辊横移量,同时计算各机架轧后板凸度、轧制力分布等参数的软件。
采用所开发的软件对实际现场数据进行离线模拟计算,结果与现场数据符合较好。
关键词 CV C 热连轧 工作辊横移 板凸度①PROCESS SI M ULAT I ON OF WORK ROLL SH IFT INGAND CROW N CONTROL FOR CVC HS ML I U L izhong L U Cheng ZHAO Q ilin L I U X ianghua W AN G Guodong(N o rtheastern U n iversity)ABSTRACT T he ro ll elastic defo rm ati on m odel,w o rk ro ll therm al crow n m odel,ro ll w ear m odel,crow n adju stm en t and w o rk ro ll sh ifting setup m odel,load distribu ti on m odel,are described in th is p ap er1T he softw are based on these m odels has been develop ed to calcu late the CV C w o rk ro ll sh ifting of the H S M,crow n after ro lling and ro lling fo rce distribu ti on from the inp u t of en try crow n and target crow n1U sing the softw are the p rocess si m u lati on w ith the field ro lling conditi on s has been execu ted and the resu lts are in good agreem en t w ith the p roducti on data1KEY WORD S CV C,ho t stri p m ill,w o rk ro ll sh ifting,crow n1 前言CV C(Con tinuou s V ariab le C row n连续变化凸度)技术是一种能有效调整辊缝形状的新技术,已经在热轧和冷轧带钢生产中得到应用[1,2]。
板形与板形控制基础知识
的分布,以达到控制辊型的目的。
控制手段是对沿辊身长度方向的冷却液流量进行分段控制,这种控制 方法见效比较慢(原因是轧辊的热容量比较大),难以满足高速轧制的需
要,只能作为一种其它板形控制的辅助手段。
首钢技师学院
板形与板形控制基础知识
② 液压弯辊控制法。
液压弯辊利用液压缸施加在轧辊辊颈处的压力使轧辊辊身产生一个人为的附
凸辊型
凹辊缝
凹断面
首钢技师学院
板形与板形控制基础知识
⑵ 板形控制的基本原理 设轧制前板带边缘的厚度为h1,轧前板凸度量(或称厚度差)为c1, 轧后板凸度量为c2,所以轧前中间的厚度为h1+ c1,轧制后板带横断面上的 边缘厚度和中间厚度分别为h2和h2+c2 。
h2 h1+ c1 h2+c2 h1
对于普通的四辊轧机,在工 作辊与钢板不接触的部分,受到 支撑辊的悬臂弯曲力的压迫,产 生比较大的附加挠度,其大小与 钢板的宽度成反比,若能根据钢 板的宽度调整支撑辊的有效长度, 就能减小工作辊的附加挠度。
首钢技师学院
板形与板形控制基础知识
HC 轧机具有以下特点: a 具有良好的板凸度和板形控制能力。由于它的中间辊可以轴向移动,
CVC 轧机示意图
PC 轧机示意图
VC 轧机示意图
首钢技师学院
板形与板形控制基础知识
⑶ 板形控制轧机 ① HC轧机 HC 轧机起源于上世纪 70 年代的冷轧带钢,由日立与新日铁联合研制,其基 本思路是:通过改变支撑辊与工作辊的接触状况来改变工作辊的挠度,特别是能有 效的减轻支撑辊与工作辊之间的有害接触,进而改善板型。 结构特点:在支承辊与工作辊之间安装一对可相反轴向移动的中间辊而成为 六辊轧机。
板形控制与CVC技术

板形控制与CVC技术板形控制与CVC技术介绍了带钢板形控制的概念和CVC技术的工作原理和特点,包括板形及平直度、要求凸度和扰动因素凸度,CVC板形控制技术对带钢凸度的控制效果十分明显。
关键词带钢板形控制CVC轧辊1前言钢板和带钢可以按要求随意剪切、焊接和铆接,也可以进行弯曲及冲压成型,所以在国民经济各部门中得到广泛应用。
特别是汽车和家用电器工业的飞速发展,对板带的板形和平直度要求越来越高。
针对板带产品的板形和平直度,世界几个主要的工业发达国家,进行了长期的探讨和研究,先后开发了HC, CVC和UPC等技术。
CVC技术在1984年首先由德国施罗曼·西马克公司推出,它以其独特之处在世界板带的热轧和冷轧领域里大显神通。
目前,世界上已有100多架轧机使用了CVC设备和技术。
实践证明,CVC板形控制技术对带钢凸度的控制效果十分明显,能生产出平坦的带钢。
轧辊等效凸度调节范围大,轧辊磨削和管理方便等优点,已在生产中充分体现出来。
2CVC基本原理CVC轧机即连续可变凸度轧机,这种轧机的主要特征是工作辊设计成S形,上下工作辊外形是一样的,彼此呈1800反向配置,均可以横向移动。
当上下工作辊横移时,可得到中性凸度、正凸度和负凸度的轧辊凸度,而且使辊缝断面形状可在较大范围内无级连续调节。
CVC轧机只需一套辊型就可以满足轧制不同宽度带钢对板形调节的要求,如果它与工作辊弯辊装置相配合,更能扩大板形调节范围。
当CVC辊轴向移动距离为士100 ^-150mm时,再加上弯辊作用,辊缝调节量可达60μm左右,这是一般轧机达不到的。
图一由图一可见:CVC的基本原理即为上下轧辊(S)轴向窜动,以便形成所需要的辊缝断面形状,两轧辊向相反的方向轴向窜动以形成连续可变凸度的辊缝;左侧为正凸度控制,中间为中性凸度控制,右侧为负凸度控制;可见通过这种轧辊轴向窜动的控制方法可以使辊缝轮廓有极大的变化范围。
1985年德国蒂森公司第一架CVC F4机架正式运转,并以实测数据就人们对CVC系统关心的问题做出了回答。
CVC六辊轧机板形控制原理及冷轧带钢板形的概念解读
成品平直度 综 合 最 佳
成品横断面
24
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
一、板形控制理论
⑤ 板形良好(带材失稳)判别模型——判断带材是否失稳
基本原理 最小势能原理
求解方法 经典特征值求解
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
一、板形控制理论
⑥ 板形模式识别模型1——根据残余应力的分布及大小判断
PC四辊,HC轧机,UC轧机,UCMW轧机等
21
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
一、板形控制理论
③ 轧件与轧辊温度场模型——计算带材与轧辊温度场 带材温度场
互为边界条件
轧辊温度场
基本方法 有限差分法:快速、稳定 基本原理
能量守恒原理 热传导方程
T 2T 1 T 2T c ( 2 ) t r r z 2 r
y2 ( x) a0 a1 (L x) a2 (L x) 2 a3 (L x) 3 y2 ( x) a0 a1 (L x) a2 (L x)2 a3 (L x)3 a4 (L x)4 a5 (L x)5
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
a2 (2sm L)Cm (2sm L)Cn 2 L2 sm
2
R Rt (B0 ) Rt (0) B0 (a1 a2 B0 a3 B0 )
a1 与辊缝凸度无关,为了减小带钢参与应力 及改善带钢质量,实际生产中可以用辊径差 最小作为设计依据
解得:a1
1 2 3 (R a2 B0 a3 B0 ) B0 a0 R ( ) t 0
板凸度和板形控制
改变负载辊缝的形状
板形与板形控制基础知识

有害接触区 使轧辊弯曲
支撑辊 中间辊
中间辊 支撑辊
第19页/共27页
板形与板形控制基础知识
b 工作辊的一端呈悬臂状态,用很小的力就能使工作辊的挠度明显改变,增强 了弯辊的效能;
c 可采用小直径工作辊(比普通四辊轧机的工作辊小30%)、大压下量,减少 轧制道次和中间退火的次数,节约了能源;
d 工作辊可不带原始凸度,减少了磨辊、换辊次数及备用辊的数量。
板形与板形控制基础知识
1.板形的基本概念 板形是描述板带材形状的一个综合性的概念,主要包括:板 凸 度 和平 直 度 两个基本概念。 板凸度-指板带材沿宽度方向横截面的中部与边部的厚度差,也称为 横向厚差。该厚度差取决于板带材轧后的断面形状或轧制时的实际辊缝形状。
正凸度
理想断面形状
负凸度
从用户的角度,厚差是零最好;从轧制稳定的角度,应该有一定量的 “中厚量”,异常的厚差存在将导致板形出现问题。
第2页/共27页
板形与板形控制基础知识
平直度-指板带材的翘曲度,有无浪形、瓢曲等及其程度。其实质是 板带材内部残余应力的分布,只要板带材内部存在残余应力,即为板形不 良。如残余应力不足以引起板带翘曲,称为“潜在”的板形不良;如残余 应力引起板带失稳,产生翘曲,则称为“表观”的板形不良。
平直度良好
中间浪形
板形与板形控制基础知识
如果在轧制时上述各个影响因素都是稳定的,则通过合理的轧辊原始 辊型设计,就可获得良好的板形。但是,在轧制过程中各因素是在不断变 化的,需要随时补偿这些变化因素对轧辊工作辊缝的影响,以便获得良好 的板形。
传统板形控制的基本原则是:按照轧制过程中的实际情况,随 时改变辊缝凸度,使其能满足获得良好板形的要求。
双阶梯辊支撑辊
提高四辊CVC可逆式轧机板形控制的研究与应用
【 e od ] v—hpd o m t tPoes a m t t i tn K y rsWaes e m u dre r s pr e r p mzi w a c e a ; c a eo i ao
浪形缺陷作为冷轧产品改判的主要改判缺陷 , 降低冷轧
产 品浪形缺陷改判率 , 提高冷轧 产品质量 , 对 降低冷轧成本 , 提高冷轧产品竞争力具有非常重要 的作用 。济钢冷轧产 品浪
艺技 术管理工作。
2 8 科技视界 s Nc 4I c E E& T c E HN。L Y V s。N 。G
S in e& Te h oo  ̄ s n ce c c n l ̄ i o
21 02年 8 月第 2 3期
形改判率 自2 0 06年投产 以来一直都是冷轧 改判 的主要缺 陷 之一 。 在去年一度达到 1 4 严重影响了冷轧产 品质量 的提 . %, 1
升 .并且对产品交付和合 同兑现产生了一定的消极影响 , 降
低 了冷轧产品的竞争力 。
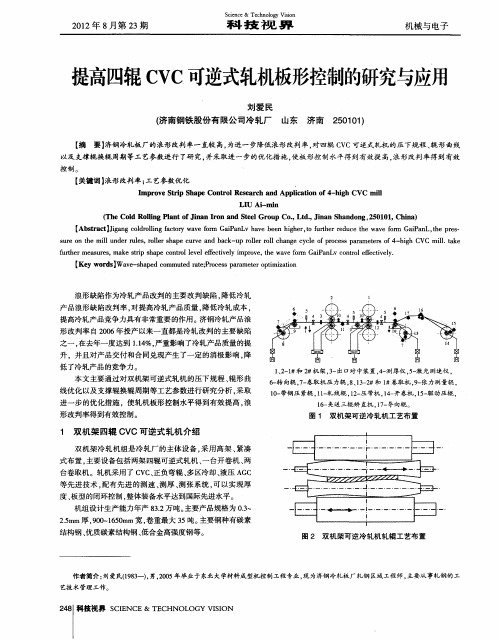
12 1 、 —#和 2 #机 架 ,一出 口对 中装 置 ,一 厚 仪 ,一 光 测 速仪 , 3 4测 5激 6 转 向辊 ,一 取 机 压 力 辊 ,、 3 2 一 7卷 8 1 — #和 1} 取机 ,一 力 测 量 辊 , }卷 9张
S i n e & Te h oo yV io ce c c n lg s n i
21 02年 8 第 2 月 3期
科 技 视 界
机械与电子
提高四辊 C C可逆式轧机板形控制的研究与应用 V
刘爱 民
( 济南钢铁股份有限公司冷轧厂 山东
济南
2 0 1 51 ) 0
【 要】 摘 济钢冷轧板厂的浪形改判率一直较高, 为进一步降低浪形改判率, 对四辊 C C可逆式轧机的压下规程、 V 辊形曲线
轧钢机的弹性变形、轧件厚度及板形控制

24
反馈式AGC系统简单,但其控制 精度不高,反应滞后;可用于对 厚度精度要求不高的轧机上。
2)间接测厚的P-AGC。测出轧制 时的轧制力P和轧辊辊缝后、运 用弹 跳方程间接算出轧件厚度h。 得出的轧件厚度是处在轧制状态 的轧件厚度,信号传递时差小, 能较迅速地改善轧件的厚度偏差, 是厚度自动控制中应用较广的一 种基 本型式。这种方法的缺点是
C=P/f 关于机座各受力元件的变形计算,大多数已在轧钢机 械课程中述及如:轧辊(弯曲变形及弹性压扁量计算)、 机架,其它可在教材的有关部份查阅(见教材p80~87)。
10
5.1.2 轧件的厚度控制
一、塑性曲线与塑性方程
如第二章所论述,在不考 虑轧辊弹性压扁时总轧制力:
P pm F pm bm R h 而pm n k f (h, R,t, k...) 可以推出,总轧制力:
3
二、机座弹性变形曲线与 机座刚度
工作机座弹性变形f与轧制力 P之间的关系曲线称之为机座 弹性变形曲线或弹跳曲线, 如图示:
此曲线直线段的斜率:
CtgP5.2
f
C表示单位变形所对应的
轧制力,表示轧机抵抗变形
的能力,又称之为工作机座
的刚度系数。
4
一般C值越大越好,对大型轧机其值应为6000KN/mm以 上。
轧钢机的弹性变形、轧件厚度及板形控制
• 轧辊的弯曲变形:产生轧件的横向厚差,影响 板形。
由于在轧制过程中,轧制力P总是会波动的, 所以产生的工作机座的弹性变形 f 也是变化的。 为了维持板厚不变,必须对此进行补偿。补偿的 方法是在轧制过程中控制压下量,改变轧机的空 载辊缝值;具体采用的自动控制系统称之为自动 板厚控制系统简称为AGC系统(Automatic Gauge Control)。
带钢板形的概念及CVC轧机板形控制原理

Cn (6a3 L2s n 3a3 L3 2a2 L2 ) / 4 a3 (Cm Cn ) /(3L2 sm )
a2
(2sm L)Cm (2sm L)Cn 2 L2 sm
2
R Rt ( B0 ) Rt (0) B0 (a1 a2 B0 a3 B0 )
a1 与辊缝凸度无关,为了减小带钢参与应力 及改善带钢质量,实际生产中可以用辊径差 最小作为设计依据
解得:a1
1 2 3 (R a2 B0 a3 B0 ) B0 a0 Rt ) (0
横截面形状:凸度、楔形度、边部减薄、局部
高点
hEL
hL
hc 图1.凸度
hR
hER
hL
hR
图2.楔度
凸度 楔形度(左右标志点厚度之差) CT hR hL 边部减薄 EL=hL-hEL ER=hR-hER
CR hc (hL hR ) / 2
平直度(Flatness)
带钢平直度可以用波形表示法,也可以用相长度表示法来描述。 波形表示法定义的带钢平直度 式中: R-----波高;L-----波距。
变态
弯
拉
错位
动态鼓肚
CVC轧机工作原理
CVC(Continuously Variable Crown)技术是
由德国SMS公司于1984年提出的控制轧件板形 的一种新型轧辊技术,由于该技术控制板形的
优越性能而在热轧和冷轧板带材中获得了广泛
的应用
CVC轧辊辊身曲线呈S形,图5为CVC轧辊的辊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板形检测仪表包括平直度仪、凸度仪等;板形调节、执 行机构主要有弯辊装置、轧辊窜动机构、机架间喷水装置等。 带钢板形涉及到轧辊的弯曲变形、热凸度、轧辊磨损等,因此, 如果需要对板形进行精确的控制,首先必须能够对轧辊的弯曲 变形、热凸度、轧辊磨损等进行精确的计算和预报。目前,轧 辊的弯曲变形和热凸度的计算已有比较成熟的、复杂的理论模 型,但由于影响轧辊磨损的因素众多,目前还没有成熟的、可 以实际使用的轧辊磨损模型,一般是采用经验模型,或者是半 理论半经验模型。 板形指标通常包括纵向和横向两个方面,纵向用平直度 (Flatness)来表示,,俗称带钢浪形,即指带钢长度方向 上的平坦程度;衡量横向板形指标的是带钢的断面形状 (Profile or Contour),即带钢沿板宽方向上的断面分布, 包括凸度(Crwon)、楔形(Wedge)、边部减薄(Edge drop) 等。
CVC轧辊辊身曲线呈S形,图15为CVC轧 辊的辊系布置及工作原理,两个形状相同的轧 辊相互倒置 180°布置,通过两个轧辊沿相反 方向的对称移动,得到连续变化的不同凸度辊 缝,等效于配置了一系列不同凸度的轧辊。图 3 中( a )轧辊移动距离为零时,凸度为零; ( b )上辊向右移动,下辊向左移动,轧辊凸 度增加,定义为正凸度;( c )上辊向左移动, 下辊向右移动,轧辊凸度减小,定义为负凸度。 CVC辊形曲线和两辊间的移动距离,决定了辊 缝凸度的大小和正负。
式中,Ti---温度; ---起始温度; R---轧辊半径; ---热膨胀系数; ---系数.
Operational result: Offline recalculated work roll temperature
60 Roll change 20.05.1999 55 Roll temperature / °C
辊形,um
目标辊形 磨损后热辊形 磨损后冷辊形
1000 辊身长度,mm
1500
2000
图11 轧辊磨损实测结果
采用以下公式计算轧制一个钢卷后轧辊的磨损情况:
VTi i (FRi /(B ld ))e Laus ,i ld / DA,i
式中,i—机架号; FRi—轧制压力, (kN); B—带钢宽度,(mm); ld—接触弧长,(mm); e—磨损指数(e=0.3); Laus,i—本次计算轧制带钢的长 度, (m); DA,i—工作辊直径,(mm)。 ai—工作辊磨损因子。
3.1 带钢板形控制调节
CVC WR shifting/bending system Automation system
Process model
PCFC
Physical know how
Work roll crown
• Strip profile
Shifting position
• Contour
80
70
温度
120 100 80 60 40 20 0 0 500 1000 辊身长度,mm 1500 2000
60
50
40 0 500 1000 辊身长度 1500 2000
ቤተ መጻሕፍቲ ባይዱ
图8 F7机架轧辊表面温度沿辊身长度 方向上的分布
图9 F7机架轧辊热凸度
4 N DD * Em,i * Ti TBAS * DR ,i * ß R i 1
DL L or
I-Units =
DL L
*105
式中: L-----所取基准点 的轧后长度; D L-----其它各点相对于 基准点的轧后长度差。
1.4.3 两种平直度指标之间的关系
假设带钢波形可以表示为正弦曲线,则通过理论推导, 可以得到用波形表示的带钢平直度和用相对长度差表示的 相对长度差之间的关系为:
PCFC FM Computer • shifting positions • work roll bending forces
Pass Schedule Computer (RM/FM) Material data: thickness, width, weight, temperature, hardness Pass schedule: reduction, speed, rolling force, torque, etc. Technical data: roll diameters, roll qualities, etc.
带钢板形控制简介
2009年3月12日
目
1.带钢板形指标
录
2.带钢板形控制模型 3.CVC轧机工作原理 4.带钢板形检测
5.板形控制系统简介
1. 带钢板形指标
带钢尺寸质量指标包括纵向和横向尺寸,其中纵向厚度 尺寸精度由AGC(Automatic Gauge Control)系统控制, AGC经过几十年的应用,目前已经很成熟。最近几年,热轧、 冷轧带钢的板形控制研究及应用也日趋成熟,新建的板带轧 机都装备了板形控制系统。一个完整的板形控制系统必须具 备以下三个条件: (1)可靠的、高精度的板形指标检测系统; (2)成熟的板形理论模型; (3)快速的板形调节、执行机构。
DL R L 2 L 2
Assumption: sine shaped wave
例如:R=20 mm, 波长 L=1000 mm。 则,相对长度差=0.00099, 即带钢平直度为99 个I单位。
1.5 PCFC意义
PCFC代表 Profile, Contour and Flatness Control。 这里 Proflie 指横断面凸度,即通常所说的 Crown 。其 定义见图4。
2.2.3 轧辊受力变形
FSD Load distribution between work and backup roll FSD
轧辊受力变形包括: (1)弯曲变形;
(2)压扁变形。
FFB
Load distribution in the roll gap
FFB
FFB
FFB
FSD
FSD
图12 轧辊受力示意图
Short Term Adaptation
Long Term Adaptation
Analysis of Deviations
Recalculated Profile Setup: Shift Position Bending Force
Measured Profile
Rolling data
Re- Calculation Measuring
50
45
40
35 OS 30 -2000 Surface -1500 -1000 Layer 1 -500 0 500 roll length [mm] Layer 2 1000 Layer 3 1500 2000 measured DS
图10 轧辊温度(热凸度)
2.2.2 轧辊磨损模型
800 700 600 500 400 300 200 100 0 0 500
hc 图1.凸度
hR
hER
hL
hR
图2.楔度
1. 4 平直度(Flatness)
带钢平直度可以用波形表示法,也可以用相长 度表示法来描述。
1.4.1 波形表示法定义的带钢平直度
R L
式中,R-----波高;L-----波距。
( 4)
R L
图3 平直度波形表示法
1.4.2 I单位表示带钢的平直度 相对长度差表示波浪部分的曲线长度对于平直 部分标准长度的相对增长量。一般用带钢宽度上 最长和最短纵条上的相对长度差表示。因为该数 值很小,国际上通常将相对长度差乘以 105 后, 再用来表示带钢的平直度,该指标称为 I 单位。 一个I单位表示相对长度差为10-5。
△/H=δ/h
即进、出入轧机的轧件 断面形状相似。
图13 带钢平直度良好的条件
3.CVC轧机工作原理
Market Requirement
Quality • Thickness • Width • Profile, Contour, Flatness • Temperature Mechanical Actuators Process Models Control Systems Flexibility • Schedule Free Rolling • Mixed Rolling
图6 影响辊缝的因素
2.1.2带钢断面形状和平直度控制过程模型
图7 板形控制模型
2.2 带钢板形控制模型
2.2.1 轧辊热凸度模型 图8为换辊后实测的沿辊身长度上的温度分布,图9为轧辊热凸度 实测值。
温度测量值 10 20 30 40 50 60
90
轧辊热凸度
180 160 140
热凸度,um
轧辊热凸度 温度
Flatness意思与上述定义相同,即带钢平直度。
2. 带钢板形控制模型
2.1 带钢板形控制基本原理
2.1.1影响带钢断面形状的因 素 带钢的断面形状与轧机过钢 时轧辊的辊缝形状相同.此时的 辊缝称为负载辊缝。 影响负载辊缝形状的因素有:
1)轧辊磨削凸度。 2)轧辊磨损。 3)轧辊热凸度。 4)支持辊弯曲。 5) 支持辊与工作辊之间的压扁。 6)工作辊与轧件之间的压扁。 7)工作辊弯曲。
2.2.4 模型自适应
Rolling Schedule Calculation and Setup
Rolling Schedule Startup without Adaptation ( Performance approx. 85% ) Correction Values
TECHNOLOGICAL PROCESS MODEL for Profile, Contour and Flatness
- Thickness, Width - Profile, Flatness - Roll force, Bending force - Temperature