曲轴润滑油孔加工机床的设计研究设计
毕业设计(论文)中期进展情况检查表
能够按期完成设计
存在的问题和解决办法
存在的问题
1.对机械设计的计算、工艺、工序不了解
2.对CAD制图软件的应用
拟采取的办法
1.搜集、阅读资料,对研究的内容进行了解
2.熟悉相关知识,学习CAD等机械制图软件的运用
3.了解该专用机床各主要部件的工作原理
附件
毕业设计(论文)中期进展情况检查表
学生姓名
班级
机电一体化
指导教师
设计(论文)题目
曲轴润滑油孔加工机床的设计研究
目前已完成
的任务
1.机床总体结构的设计
2.专用机床在设计中,应达到的形位精度。
是否符合任务书要求进度
符合任务书进度要求
尚须完成的任务
1.主轴变速箱分三档无级变速的研究设计
2.在AutoCAD绘制总装图及部分拆零。
发动机曲轴加工工艺分析与设计方案

发动机曲轴加工工艺分析与设计摘要曲轴是汽车发动机的关键零件之一,其性能好坏直接影响到汽车发动机的质量和寿命.曲轴在发动机中承担最大负荷和全部功率,承受着强大的方向不断变化的弯矩及扭矩,同时经受着长时间高速运转的磨损,因此要求曲轴材质具有较高的刚性、疲劳强度和良好的耐磨性能。
发动机曲轴的作用是将活塞的往复直线运动通过连杆转化为旋转运动,从而实现发动机由化学能转变为机械能的输出。
本课题仅175Ⅱ型柴油机曲轴的加工工艺的分析与设计进行探讨。
工艺路线的拟定是工艺规程制订中的关键阶段,是工艺规程制订的总体设计。
所撰写的工艺路线合理与否,不但影响加工质量和生产率,而且影响到工人、设备、工艺装备及生产场地等的合理利用,从而影响生产成本。
所以,本次设计是在仔细分析曲轴零件加工技术要求及加工精度后,合理确定毛坯类型,经过查阅相关参考书、手册、图表、标准等技术资料,确定各工序的定位基准、机械加工余量、工序尺寸及公差,最终制定出曲轴零件的加工工序卡片。
关键词:发动机,曲轴,工艺分析,工艺设计目录第一章概述 1第二章确定曲轴的加工工艺过程 32.1曲轴的作用 32.2曲轴的结构及其特点 32.3曲轴的主要技术要求分析 42.4曲轴的材料和毛坯的确定 42.5曲轴的机械加工工艺过程 42.6曲轴的机械加工工艺路线 5第三章曲轴的机械加工工艺过程分析 63. 1曲轴的机械加工工艺特点 63. 2曲轴的机械加工工艺特点分析 73. 3曲轴主要加工工序分析 (8)3.3.1铣曲轴两端面,钻中心孔 (8)3.3.2曲轴主轴颈的车削 (8)3.3.3曲轴连杆轴颈的车削 (8)3.3.4键槽加工 (9)3.3.5轴颈的磨削 (9)第四章机械加工余量、工序尺寸及公差的确定 94.1曲轴主要加工表面的工序安排 94.2机械加工余量、工序尺寸及公差的确定 104.2.1主轴颈工序尺寸及公差的确定 104.2.2连杆轴颈工序尺寸及公差的确定 104.2.3φ22 -00.12外圆工序尺寸及公差的确定 104.2.4φ20 0-0.021外圆工序尺寸及公差的确定 114.3 确定工时定额 114.4 曲轴机械加工工艺过程卡片的制订 12谢辞 13参考文献 14附录 15第一章概述曲轴是发动机上的一个重要的旋转机件,装上连杆后,可承接活塞的上下(往复>运动变成循环(旋转>运动。
【技术】数控技术毕业设计题目
【关键字】技术数控技术毕业设计题目篇一:数控专业毕业论文参考题目数控专业毕业论文参考题目1. 实验室用简易滚动轴承试验装置的原理与初步的结构设计2. 滚动轴承振动数据分析的基本原理及其应用3. 光栅传感器的基本原理及模拟实验课件制作(本文来自:小草范文网:数控技术毕业设计题目) 4. 光纤位移(Y型)传感器的基本原理及模拟实验课件的制作5. 金属机加工表面粗糙度的影响因素6. 人为差错类型及机械产品的放错设计7、先进制造技术应用分析8、金属腐蚀与防护研究9、液压泵毛病机理分析10、Q2-8型汽车起重机液压系统分析11、液压系统毛病及诊断12、气压传动系统应用与分析13、数控机床常见毛病分析与排除14、设备无损检测方法探讨15、机电产品绿色设计与绿色制造研究16、润滑技术在机械设备的应用17、基于Pro/E的锥齿轮参数化建模及加工仿真18、普通锥齿轮差速器行星齿轮的力学分析19、蜗杆传动的可靠性设计20、基于MATLAB的圆柱齿轮减速器优化设计21、基于Pro/ENGINEER圆柱齿轮减速器实体造型设计研究22、阿基米德螺旋线凸轮零件的数控加工研究23、基于ANSYS的螺旋齿轮应力分析与比较24、斜齿圆锥齿轮与直齿圆锥齿轮应力分析研究25、基于ANSYS的高速轴应力分析26、一级锥齿轮减速器的设计27、特殊形状工件单面喷丸处理专用夹具设计28、特殊形状工件双面喷丸处理专用夹具设计29、具有榫槽类结构的专用工件喷丸处理专用夹具设计30、利用立铣床进行滚压处理时专用转接部件的设计31、实验室用多屏幕操作控制专用工作台设计32、多试件成组装夹专用夹具设计33、工业用桶装油漆搅拌器设计34、三自由度训练器设计35、纸卷商标包装机方案论证;36、纸卷商标包装机传动系统设计37、轴类零件工艺分析与数控加工仿真38、数控机床主轴结构设计39、直齿圆柱齿轮减速器虚拟装配设计40、汽车发动机曲轴结构设计41、平面连杆机构在实践中的应用研究42、车用千斤顶结构设计43、二级减速器传动系统设计与数字化建模44、三坐标测量机虚拟装配设计45螺旋千斤顶的设计46、汽车连杆加工工艺分析47、基于MATLAB的四连杆机构运动仿真48、手机外壳塑料模具设计49、自车飞轮模具设计50、基于Pro/E的机床夹具虚拟设计探讨51、外圆表面加工方法研究52、机床夹具设计53.齿轮系统的有限元分析54. 难加工材料的加工研究55.矿用液压支架电液控制系统设计56.简易立车自动回转刀架的设计57.管内爬行机器人驱动机构设计58.新型少齿差行星齿轮减速机设计59.液压电梯闭式回路电液控制系统设计60.反铲液压挖掘机工作机构设计计算C40数控车床电动尾座设计62.带式运输机传动装置设计63.气压传动两维机械手设计64.气流粉碎机的设计65、数控回转工作台设计66、平面凸轮数控铣工艺分析及程序编制67、典型型腔零件的数控编程加工工艺68、铣边机组合机床设计69、铣削组合机床及其主轴组件设计70、组合镗床设计71、配合零件加工工艺及程序编制72、孔系加工立式组合加工机床设计73、三面铣组合机床液压系统和控制系统设计74、CK6132数控车床总体及进给驱动部件设计75、CA6140普通车床床头1轴轴承座夹具设计76、SSCK20A数控车床主轴及主轴箱的数控加工及数控编程77、数控铣床零件加工游戏手柄设计78、基于Pro/E的蒸汽电熨斗的建模设计79、平面凸轮数控铣工艺分析及程序编制80、花键轴机械加工工艺规程设计81、二维奥迪车标设计82.机床导轨修复方法研究83.球面加工方法研究84.先进制造技术发展趋势探讨85.卡规数显磨床在线测量分析86、数控车削加工工艺及加工程序编制87、调头加工轴数控加工工艺设计88、经济型数控车床控制系统的设计89、箱体零件的数控加工90、数控生产现场管理方法探讨91、嵌入式开放型数控系统设计92、铝壳体压铸模具设计93、数控铣削加工工艺规程设计94、数控车床系统XY工作台与控制系统设计篇二:数控技术毕业设计论文题目集合毕业论文、毕设计选择题目机床结构及操作研究机床毛病的修理及改造CA6140型车床主运动机械传动系统的结构设计普通车床数控改造设计套筒加工工艺及夹具设计数控机床加工精度异常毛病诊断分析经济型数控螺杆铣床的改制汽车盖板冲裁模设计箱体零件生产过程减速器中齿轮轴的数控加工数控车零件工艺设计及程序编制支撑筒的冲压成型工艺及模具设计垫片多工位级进模设计基于普通机床的后托架及夹具设计开发通孔压铆螺母柱凸轮的地位及其性能的讨论数控车床的编程技巧数控铣床的编程技巧加工中心的编程技巧普通车床的结构及传动分析普通铣床的结构及传动分析磨机的传动装置设计球磨机的主减速机设计X62W万能铣床电气控制系统的毛病诊断Z32摇臂钻床大修计划及典型零件修复工艺气动与PLC实验装置的设计声光显示智力竞赛抢答器C615型车床仿型加工装置的设计C620车床仿型加工装置的设计C620车床电气控制系统的毛病诊断CA6140车床电气控制系统的毛病诊断Z32摇臂钻床电气控制系统的毛病诊断直流电机控制系统M7130磨床砂轮夹具设计15T冲床设计Φ300物料输送机单级齿轮减速器设计带式输送机的单级减速箱设计PLC控制技术改造摇臂钻床电气控制系统PLC控制技术改造卧式双面扩孔组合机床电气控制系统离心机变频调速系统的设计交通信号灯PLC控制系统设计黑板自动升降装置的设计CK6150车床大修计划及典型零件修复工艺数控加工工艺课程设计(轴类零件的加工)攻丝组合机床设计钻孔组合机床设计CA6140车床后拖架零件加工工艺及铣底面专用夹具设计CA6140普通车床的数控技术改造(机械部分)CA6140普通车床床头1轴轴承座夹具设计CE7132仿形车床的PLC改造WH212减速机壳体加工工艺及夹具设计数控车床系统XY工作台与控制系统设计手机外壳的数控铣削加工拨叉C加工工艺及夹具设计设计“CA6140车床拨叉”零件的机械加工工艺及工艺设备CA6140车床后托架加工工艺设计C6140拨叉零件的机械加工工艺规程及夹具设计减速器箱体零件的加工工艺和工装夹具普通车床数控研究及改造设计CA6140车床主运动机械变速传动系统的结构设计数控车床加工工艺CA6140车床后托架加工工艺及夹具设计实验用减速器的设计数控车床主传动机构设计中型四柱式液压机及液压系统设计双铰接剪叉式液压升降台的设计尾座体加工工艺及夹具设计端盖冲压工艺及模具设计CA6140车床后托架加工工艺及夹具设计数控车零件工艺设计及程序编制CA6140卧式车床上的法兰盘根据自己的实习岗位设计加工工艺及工装夹具或进行技术革新篇三:数控专业毕业论文题目总汇1、机加类(1)连杆零件的机械加工工艺规程和专用夹具设计(2)液压泵盖机械加工工艺规程和加工外圆夹具设计(3)液压缸的结构及机械加工工艺分析(4)浅析滚动轴承的加工工艺(5)传动轴的加工工艺及夹具设计(6)曲轴润滑油孔加工机床的设计(7)叶型加工工装设计(8)壳体零件机械加工工艺及工艺装备设计(9)轴类零件加工工艺及夹具设计(10)活塞工艺夹具设计(11)凸轮轴零件工艺规程设计(12)某专用机械传动系统设计(13)某农产品加工机器设计(14)某轻工产品加工机器设计(15)典型机床维修技术(16)典型冲压模具设计(17)单面焊双面成形质量差的原因及防止措施(18)箱形梁焊接变形问题的防止(19)箱体类零件三维造型及数控加工程序设计(20)组合夹具设计如果需要交流请联系扣扣:88 你懂得2、机械设计类(1)活塞的机械加工工艺,典型夹具及其CAD设计(2)过桥齿轮轴机械加工工艺规程(3)CA6140车床后托架加工工艺及夹具设计31001-后托架(4)WHX112减速机壳加工工艺及夹具设计(5)WH212减速机壳体加工工艺及夹具设计(6)CA6140拔叉零件的加工工艺及夹具的设计(7)变速器换档叉的工艺过程及装备设计(8)差速器壳体工艺及镗工装设计(9)29323联轴器的加工(10)连杆孔加工工艺与夹具设计(11)连杆体的机械加工工艺规程的编制(12)溜板工艺及其挂架式双引导镗床夹具(13)一级圆柱齿轮减速器(14)二级圆柱齿轮减速器(15)环面蜗轮蜗杆减速器(16)自动洗衣机行星齿轮减速器的设计(17)带式输送机传动装置设计(18)轧钢机减速器的设计(19)无轴承电机的结构设计(20)AWC机架现场扩孔机设计(21)普通钻床改造为多轴钻床(22)钻床的自动化改造及进给系统设计(23)铣床夹具设计(24)粗镗活塞销孔专用机床及夹具设计(25)车床改装成车削平面体的专用机床设计(26)去毛刺专用机床电气系统控制设计(plc)(27)轴向柱塞泵设计(28)四轴头多工位同步钻床设计(29)钻孔组合机床设计(30)攻丝组合机床设计及夹具设计(31)全液压升降机设计(32)万能外圆磨床液压传动系统设计(33)双铰接剪叉式液压升降台的设计(34)Φ1200熟料圆锥式破碎机(35)掩护式液压支架(36)多用途气动机器人结构设计(37)液压上料机械手(38)液压卷花机的设计(39)弧齿圆锥齿轮结构设计(40)旋转门的设计3、数控类(1)复杂零件加工工艺设计及数控编制(2)新型数控车床的主传动系统的设计及控制(3)新型数控车床的进给传动系统的设计及控制(4)新型数控车床电气控制设计(5)数控车床毛病诊断及排除的研究与应用(6)电火花线切割在模具产品加工中的实际应用(7)数控车床刀架装置的设计(8)数控机床机械传动装置的设计(9)基于数控机床的PLC技术的研究(10)单片机在数控机床上的应用与研究(11)某一副典型冲压模具数控加工工艺(12)某一副典型塑料模具数控加工工艺(13)某一个汽车零件数控加工工艺(14)数控车床某一种毛病分析与维修维护技术(15)数控铣床某一种毛病分析与维修维护技术(16)加工中心某一种毛病分析与维修维护技术(17)多种数控加工技术的综合应用经验(18)数控加工工艺与传统工艺的结合研究(19)普通机床(车床、铣床、刨床等)机械结构的数控化改造(20)普通机床(车床、铣床、刨床等)电器控制系统的数控化改造4、材料类(1)大型铜合金铸件的表面质量研究(2)复合材料研究及其应用(3)复合材料的摩擦磨损性能研究(4)高强高导电Cu-Cr-Zr合金的组织与性能研究(5)Cu-Cr-Zr合金热处理工艺研究(6)模具铜合金材料热处理工艺的研究(7)塑料模具材料的研制与应用(8)模具铜合金材料摩擦磨损特性的研究(9)机械材料切削加工性能的研究(10)复合材料的切削加工表面结构与表面粗糙度研究(11)切削刀具对复合材料切削表面粗糙度影响的研究(12)热处理对复合材料疲劳性能的影响研究(13)复合材料的切削加工质量研究(14)复合材料研究的现状及分析(15)机械材料防腐能力的研究(16)机械材料热导率的研究(17)环保型易切削黄铜的研究(18)合金刀具切削性能的研究(19)切削加工过程的仿真方法研究进展(20)镁合金材料的应用及加工技术的发展5、PLC(1)PLC控制的抢答器设计(2)基于PLC十字路口信号灯控制系统设计(3)自动药片装瓶机PLC控制(4)PL控制的自动存包柜设计此文档是由网络收集并进行重新排版整理.word可编辑版本!。
曲轴润滑油孔加工机床的设计研究设计
本科毕业设计(论文)通过答辩摘要随着社会的不断发展,制造业的制造技术也在飞快的提高。
我国在机械加工方面跟上了国外的发展,在普通的机床加工基础上,开始了用数控机床和加工中心进行加工。
对于大型结构的零件加工,需要设计一台专用机床进行加工。
本文介绍了一台用于加工曲轴润滑油孔的专用钻床,该专机具有主轴调速范围大、行程长等特点,该机床适用于大型结构件深孔加工。
使用结果表明,具有一定的实用性和应用价值。
设计的机床总体结构类似于一台三坐标摇臂钻床,能够在一次装夹中完成钻铰直油孔、切削多道工序。
其大体工作原理如下:曲轴和夹具安装在固定不动的平台上,装有钻头的主轴箱随进给拖板实现钻削进给运动,工作位置的调整是通过大拖板横向运动、摇臂的上下运动、摇臂的转动来实现的。
本机床原理正确,使用方便,加工效率高,精度有保证。
使用本专用机床加工曲轴,大大缩短了加工时间和制造成本。
关键词:曲轴;油孔;摇臂钻床;主轴箱I本科毕业设计(论文)通过答辩AbstractBy the continual development of society,making technology of manufacturing has improved quickly.The processing of our country catch up with the development of the other countries in machining side.In the basic of common machine tool’s machining,people begin to make with The Machining Center. With the machining in accessory of good-sized structural,I need to design a special machine tool to machining. In this paper, a special machine tool for drilling lubricating hole and flange hole of crankshaft is introduced. The machine tool has some p rocessing characters, such as large range of speed governing for headshaft, long travel of feeding motion..The using result make know ,it has definite practicability and worthiness of adhibition.The collectivity configuration of the machine tool is similarity as the radial dring and it has three coordinates.It can finish a lot of processes,for example drilling lubricating hole and so on.The mainly working elements are: crankshaft and clamp are built on the imovable table-board. The headstock has aiguille and it follows dragging board to come true the boring athletics.The landscape orientation of dragging board, the up and down sport of shaking-arm and the running of dragging board turn up the modulating of working station.The elements of machine tool is right and the use of it is convenient.The efficiency of working is high and precision is to ing the special machine tool to process crankshaft than can shorten the time of processing and the making cost. Key words: crankshaft; lubricating hole; radial dring; headstockII本科毕业设计(论文)通过答辩目录第一章绪论············································································································· - 1 - 1.1 课题背景·······························································································- 1 -1.2立题的目的·······························································································- 1 -1.3钻削技术的发展 ······················································································- 2 -1.3.1一般钻削技术···················································································· - 2 -1.3.2深孔钻削加工的方法········································································ - 2 - 第二章零件工艺分析 ··························································································· - 4 -2.1曲轴加工工序···························································································- 4 -2.2零件整体分析···························································································- 7 -2.3加工工艺的确定 ··························································································· - 7 -第三章总体方案设计······························································································ - 9 -3.1 刀具的选择······························································································- 9 -3.2.运动参数和动力参数的确定·································································- 9 -3.3电机的选取·····························································································- 11 -3.4变速箱的选择和设计············································································- 12 -3.5设计及使用中注意事项 ·······································································- 14 - 第四章总体部件设计及计算 ···············································································- 16 -4.1 Z向进给运动中直齿轮1.2的计算及校核 ······································- 16 -4.2变速箱高速轴VI的计算和校核························································- 20 -4.3 滚动丝杆的计算及校核 ······································································- 26 -4.4 轴承的选定及校核·····················································································- 29 -4.4.1 滚动丝杆上深沟球轴承的选定及校核········································- 29 -4.4.2 滚动丝杆上推力球轴承的选定·····················································- 30 - 第五章造型··············································································································- 32 -III本科毕业设计(论文)通过答辩5.1 PRO/E的介绍··························································································- 32 -5.2 轴、齿轮、摇臂的三维图··································································- 35 - 第六章总结··············································································································- 37 -6.1研究总结 ·······································································································- 37 -6.2研究展望 ·································································································- 37 - 致谢 ·····························································································································- 38 - 参考文献 ····················································································································- 39 - 附录IV本科毕业设计(论文)通过答辩第一章绪论1.1 课题背景目前,国内曲轴陈旧生产线多数由普通机床和专用机床组成。
摩托车曲轴箱孔系钻铰多面加工专用机床设计
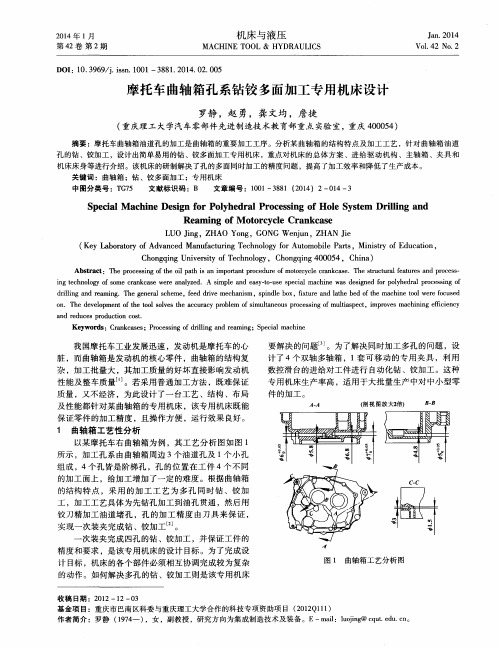
L U 0 J i n g , Z H A O Y o n g ,G O N G We n j u n , Z HA N J i e ( K e y L a b o r a t o r y o f A d v a n c e d Ma n u f a c t u r i n g T e c h n o l o g y f o r A u t o m o b i l e P a n s , Mi n i s t y r o f E d u c a t i o n , C h o n g q i n g U n i v e r s i t y o f T e c h n o l o y ,C g h o n g q i n g 4 0 0 0 5 4 ,C h i n a )
我国摩 托车工业发展迅速 ,发动机是摩托车 的心 脏 ,而曲轴箱是发动机 的核心零件 ,曲轴箱 的结构复 杂 ,加工批量大 ,其加工质量 的好坏直接影 响发动机 性能及整车质量- . 。若采用普通加工方法 ,既难保证 质量 ,又不经济 ,为此设计 了一 台工艺 、结构 、布局 及性能都针对某 曲轴箱 的专用机 床 ,该 专用机 床既能 保证零件 的加工精 度 ,且 操作方 便 ,运行效果 良好 。
2 0 1 4年 1月
机床与液压
M ACHI NE T OOL & HYDRAUL I CS
J a n . 2 0 1 4
Vo 1 . 4 2 No . 2
第4 2卷 第 2期
D O I : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1 — 3 8 8 1 . 2 0 1 4 . 0 2 . 0 0 5
摩托车 曲轴 箱孔 系钻铰 多面加工专用机床设计
曲轴润滑孔加工机床设计
谢谢各位老师观赏, 望老师批评指正。
பைடு நூலகம்
5.2 研究展望
由于时间的有限和在设计工作中的经验不足,本文只 考虑机床的整体布局、运动方案及部分部件设计,机床 存在不足,今后研究向下列方面展开: (1)主轴变速箱的整体设计及箱内所有传动轴及齿轮 的设计 (2)机床的床身、导轨,摇臂及立柱设计。 (3)摇臂上下运动、大拖板横向运动中传动部件的选 取和校核。
4. 装配图的结构原理说明
图2-1 (1)曲轴润滑油孔专用钻床结构原理图
图2-1 (2)曲轴润滑油孔专用钻床结构原理图
图2-1 (3)曲轴润滑油孔专用钻床结构原理图
5. 结论
5.1 研究总结
本论文通过对专用机床的设计和研究,取得了一定的成果: (1)在参考了各种对孔加工的钻削机床的设计基础上,对 所需要加工的曲轴进行工艺分析,对要具体钻削的润滑油孔进 行几何参数的确定,确定了适合加工要求的总体方案。 (2)分析了机床的工作原理,确定了设计机床有几个方向 的工作运动,并对每个运动进行了合理的设计。 (3)选择刀具、计算选取切削电机和几个进给运动的驱动 电机减速器。 (4)对设计中机床比较关键的部件进行了说明,提出了一 些注意事项,使专机有更好的可靠性。 (5)对机床几个传动部件轴、丝杆,和支承部件轴承进行 计算和校核,确保满足刚度和强度,能在整个机床中工作不影 响性能。
图2-1 曲轴润滑油孔专用钻床 本机床总体结构类似于摇臂钻床,其床身为车床身, 立柱随大拖板沿着床身滑动,故可归属于一台三坐标滑 座式摇臂钻床,可实现钻、铰、攻丝切削功能。
3. 运动参数和动力参数的确定
经计算 加工孔范围:直径7~40mm,主轴转速:10~1000r/mim, 主轴切削最大速度和最小速度分别为125.6m/min 和0.2198m/min , 主轴最大和最小极限转速分别为 5555.6r/min 和1.75r/min,
发动机曲轴加工工艺分析与设计

发动机曲轴加工工艺分析与设计1. 引言发动机曲轴是发动机的核心零部件之一,其加工工艺的优劣直接影响着发动机的性能和可靠性。
本文将分析和设计发动机曲轴的加工工艺,通过对材料、工序、工艺参数等方面的研究,提出优化和改进的建议。
2. 发动机曲轴的材料选择发动机曲轴的材料选择是影响加工工艺的重要因素之一。
常见的曲轴材料包括碳钢、合金钢、铸铁等。
不同材料具有不同的力学性能和硬度,因此需要根据具体的发动机要求选择合适的材料。
3. 发动机曲轴的主要工序发动机曲轴的加工过程通常包括下列几个主要工序:3.1 材料准备在加工开始之前,需要对选定的曲轴材料进行切割和切断,以获得适合加工的工件。
常见的材料准备方式包括锯切和切割等。
3.2 车削加工车削是加工曲轴最常用的方法之一。
通过在车床上将工件固定并旋转,使用车刀对工件进行切削,以获得理想的形状和尺寸。
3.3 钻孔加工发动机曲轴的钻孔加工主要用于制作连接杆的连接孔和平衡子的安装孔。
通过钻孔加工,可以确保这些关键部件的准确度和精度。
3.4 精细加工与磨削在曲轴的加工过程中,常常需要进行精细加工和磨削,以提高工件的表面质量和几何精度。
通过使用磨削工具和设备,可以有效地将工件的直径、圆度和平行度等参数控制在规定范围内。
4. 发动机曲轴加工工艺参数的优化为了提高曲轴的加工效率和质量,需要对加工工艺参数进行合理的优化。
以下是一些常见的优化方法:4.1 优化车削刀具的选择针对不同的曲轴材料和加工阶段,选择合适的车削刀具,包括刀具材料、刀具形状和刀具刃口角等参数的优化,可以有效地提高车削效率和切削质量。
4.2 优化钻孔参数钻孔加工过程中,合理选择钻头的直径、钻速和进给速度等参数,可以确保钻孔的准确度和孔径的一致性。
4.3 合理控制磨削过程参数在曲轴的磨削过程中,需要合理控制磨削速度、进给速度和磨削液的使用量等参数,以避免过度磨削和热损伤,并提高磨削质量和效率。
5. 发动机曲轴加工工艺的改进方向为了进一步提高发动机曲轴的加工工艺,可以从以下几个方面进行改进:5.1 引入先进的加工设备引入先进的数控机床、研磨机等加工设备,提高加工精度和加工效率,降低能耗和劳动强度。
曲轴轴颈油孔R的仿形加工研究

2019/5/31 17:33:43
经验 Experience
多轴运动,结合手工编程特点,可以将刀具运动轨迹分解为 刀具在圆弧投影平面做圆周运动和刀具在矢量方向做直线 进给运动。刀具在轴颈左右象限点时处于最高位,刀具在前 后象限点时处于最低位,如图 4 所示。
编制,可以采用简单的极坐标编程方式,编制平面运动轨迹, 如图 6 所示。
可以理解为油孔的成型为轴颈与钻头相交后形成的相 贯线,编制数控程序的轨迹即为两圆柱相交得出的相贯线轨 迹。这个步骤中,手工编制数控程序描述相贯线至关重要。
如图 5 所示,枪钻所在圆柱与轴颈相交即为油孔的空间 曲线。
编程的难点在与刀具在圆弧平面运动的同时,刀具深度
时刻在发生变化,必须准确定义出刀具的深度变化函数。
应用 UG 软件的三维建模,结合多轴机床使用球头铣刀
多轴联动铣削轴颈直油孔孔口 R。
如图 3 所示,使
用 φ10 球 头 铣 刀 铣
削直油孔孔口 R8 区
域,通过 x/y/z 3 轴联
动分层铣削,通过控
制分层铣削深度和刀
具进给速率达到我们
需要的加工表面。
其特点是:加工
精度成型好,但需要 建模和后置处理,加
二 、曲轴轴颈油孔 R 的 3 轴联动仿形铣削程序 手工编制 1、编程原理
根据上述分析铣削曲轴轴颈油孔 R 时由于刀具在圆柱 表面加工想要获得与设计一致的加工表面,刀具需要做空间
-46-
投稿邮箱
cadcam@ IMCHINA@
1904.indd 46
间位置即可得出:
x =(d/2)cosθ
y=(d/2)sinθ
z= (D / 2)(D / 2) (d / 2) sin (d / 2) sin
缸体不同角度曲轴瓦面斜油孔加工方式创新
缸体不同角度曲轴瓦面斜油孔加工方式创新介绍一种新的缸体不同角度曲轴瓦面斜油孔加工方法,降低劳动强度,大幅提高生产效率。
标签:不同角度;斜油孔;生产效率气缸体曲轴瓦面斜油孔是润滑油的通道,油孔深度和直径比值大于10,属深孔加工,加工效率低。
以我司某缸体为例,曲轴瓦面斜油孔有10根,其中5根通主油道,与缸孔中心线夹角25.5°,另外5根是通凸轮轴孔,与缸孔中心线夹角34°。
该型号缸体曲轴瓦面有两种不同角度的润滑斜油孔,加工时间比较长,是生产线上的瓶颈工序。
曲轴瓦面斜油孔常用加工方式以摇臂钻、加工中心通用设备为主。
通用设备均是单孔逐个加工,效率偏低。
我司該型号缸体月产量3000台左右,缸体生产线以组合专用机床为主,加工中心为辅。
组合专用机床用滚道连接,缸体直线输送,采用平行加工和顺序加工相结合的方式。
结合我司生产线特点、气缸体曲轴瓦面斜油孔加工要求,我司自行设计曲轴瓦面斜油孔组合机床。
1 组合机床结构组合机床是立式结构,动力滑台垂直进给,滑台上的动力箱连同多轴箱切削头实现主切削运动。
多轴箱共计10根主轴,其中5根加工通凸轮轴孔的斜油孔,另外5根加工通主油道的斜油孔。
工装夹具是旋转结构,切削刀具是普通的高速钢钻头,加工位置由钻模板上的导向引导套引导。
工装夹具采用一面两销定位,上顶式液压楔铁夹紧。
楔铁夹紧机构具有自锁功能,夹紧工件后,楔铁机构自锁,夹紧牢固。
组合机床有三个工位,分别是加工一工位,加工二工位,装卸工位。
立式旋转三工位曲轴瓦面斜油孔组合专机如图所示:加工一工位钻与缸孔中心线夹角34°的通凸轮轴孔的斜油孔,加工二工位钻与缸孔中心线夹角25.5°的通主油道的斜油孔。
装卸工位,输送缸体。
立式旋转三工位组合专机的起始工位是装卸工位。
此工位安装在支架上的定位油缸(03)推动定位插销(04)插入夹具体(05)定位销孔,防止夹具体旋转。
夹具体(05)位置固定后,气缸体沿着输送滚道输送到定位夹紧位置。
「汽车曲轴油孔加工设备的电气设计(论文)」
汽车曲轴油孔加工设备的电气设计摘要:本设计是基于应用的技术开发,据用户提出的加工工艺要求及汽车曲轴的外形结构等特点,结合加工设备的机械部分设计出汽车曲轴油孔加工设备的电气部分、编制相应程序、仿真、调试。
其中动力头速度可调且可正反转,采用变频器加三相异步电机实现;动力头滑台及工件滑台以PLC的高速脉冲输出控制伺服系统实现精确的定位控制;工件的夹紧、定位、旋转操作使用了液压系统,其控制通过PLC控制电磁阀实现。
本文设计了机床电气控制系统的整体方案、机床主电路、机床控制电路、操作面板及PLC的控制程序,完成了完整的汽车曲轴油孔加工专用机床的设计方案,能稳定、准确、良好地完成对加工设备的动作控制,以按要求自动快速地完成汽车曲轴油孔的加工,应用到实际生产中可达到汽车曲轴油孔加工自动化,提高生产效率。
关键词:电气设计;汽车曲轴油孔;PLC;伺服控制;变频调速Automotive crankshaft hole ofthe electrical design of processingEquipmentAbstract:The design is based on theapplication of technology development, according to usersrequirementsof processing technology and automotive crankshaftstr uctural featuressuch as shape, combined with the mechanical partsof processingequipment designed crankshaftholeprocessing equipment automotive e lectrical parts,the preparation of the corresponding procedures,simulation .Speed adjustablehead which can be positive,increasetheuseoffrequen cy converterthree-phase asynchronous motor; power stations and the first slide to slide theworkpiece PLChigh-speed pulse output tocontrol servo system to achieve precisepositioning control; workpiececlamping , positioning, rotating theuseof hydraulic system operation, the controlsolenoid valve through the realization of PLC control.Inthispaper, the design of the machine electrical control system as a whole program,machine tool main circuit, machinecontrol circuit, operationof the control panel and the PLC program, the c ompletion of acompleteautomotive crankshaft hole processing machine tooldesigndedicated to a stable, accurate and wellcompletionof the processing of motion control equipmenttoautomaticallyand quickly as required to complete theprocessingof automobilecrankshaft holeapplied to the actual productioncan beachievedin theautomotivecrankshaftholeprocessing automation, increasing productivity.Keywords:electrical design; automotive crankshafthole; PLC; servo control;Frequency目录绪论 (1)1.概述 (2)1.1设计要求 (2)1.2组成………………………………………………………………………………………………22.系统构成………………………………………………………………………………………………32.1曲轴 (3)2.2定位 (3)2.3液压传动机构…………………………………………………………………………………42.4PLC控制器 (4)2.4.1 可编程控制器的组成及系统配置 (5)2.4.2 PLC的工作原理…………………………………………………………………………62.4.3PLC的特点和应用领域…………………………………………………………………62.5三相异步电动机 (7)2.5.1 三相异步电动机的结构…………………………………………………………………72.5.2 三相异步电动机的工作原理……………………………………………………………72.6三相异步电动机的变频调速与变频器………………………………………………………102.6.1 三相异步电动机的变频调速…………………………………………………………102.6.2变频器 (13)2.7伺服系统 (14)2.7.1 伺服电机 (1)42.7.2 伺服驱动器 (16)2.8PLC与运动控制 (18)3.系统硬件设计…………………………………………………………………………………………183.1分析控制对象 (19)3.2PLC的选择 (20)3.3I/O地址分配 (20)3.4控制电路 (2)14.系统程序设计 (22)4.1机床工作流程分析 (24)4.2程序编写过程 (26)4.3程序说明 (26)4.4仿真 (34)4.5调试 (35)结论 (40)致谢 (41)参考文献……………………………………………………………………………………………………42附录 (43)绪论国内外的汽车曲轴油孔加工目前普遍采用普通钻床进行加工,针对性、适应性不强,速度较慢,无法实现流水线自动快速加工的要求。
曲轴加工工艺设计
由于曲轴形状误差和质量的不均匀,几何中心线和质量中心线是不重合的。
传统曲轴加工是采用几何中心孔,但是利用几何中心孔作为定位基准加工时,会产生很多不利的 影响: 工件在旋转时会产生离心力,这不仅会影响加工质量,而且加工后会产生较大的动不平 衡量,需要反复去重,影响效率。
采用两端中心孔定位,限制五个自度。使用成型刀具,加工效率高,但是寿命短。
采用两端主轴颈径向定位,限制4个自由度,,止推面轴向定位,限制一个移动自由度,第一平衡块的侧面定位面周 向定位,限制一个旋转自由度。
曲轴的深油孔是典型的斜长孔。传统的方法是采用高速钢深孔麻花钻加工,但是刀具寿命短,设备柔韧性差,目前 已逐渐被枪钻和MQL技术麻花钻代替。
深滚压技术的原理:
曲轴圆角深滚压是利用滚轮的压力,在曲轴的主轴颈和连杆颈过渡圆角处形成一条滚压的塑性变 形带,这条变形带具有以下的特点: 1)产生了残余压应力,可于曲轴工作时的拉应力相互抵消或部分抵消,从而提高疲劳强度。 2)硬度提高 滚压时使滚压处形成高密度的致密层,使曲轴的机械强度和疲劳强度提高。 3)表面粗糙度降低 圆角滚压可使表面粗糙度达到Ra0.2以下,从而大大减小了圆角处的应力集 中。
为了润滑,在主轴颈内转有与连杆颈相通的油道
轴颈表面有较高的加工精度与光洁度。为了提高
耐磨性,轴颈表面经过高频淬火和氮化处理。
(2)连杆轴颈 连杆轴颈用来安装连杆大头的。连
杆轴颈要求的加工精度和表面粗糙度也很高,与主轴
颈一样。连杆轴颈一半做成中空的,作为润滑路,也
可利用离心原理使基友进一步净化,如机油从主轴颈
加工曲轴中心孔专用机床设计讲解
目录设计总说明 (3)INTRODUCTION (4)1绪论 (5)2设计任务 (5)2.1曲轴工艺路线 (5)3.夹具的初步设计 (21)3.1夹紧装置应具备的基本要求 (21)3.2确定定位元件 (21)3.3确定导向装置 (21)3.4确定夹紧机构 (22)3.5画出夹具简图 (22)3.6V型块的数控加工 (22)4.专用机床总体设计 (25)4.1确定切削用量和选择刀具 (25)4.1.1确定工序间余量 (25)4.1.2选择切削用量 (25)4.1.3确定切削力、切削扭矩、切削功率及刀具耐用度 (26)4.1.4选择刀具 (27)5.机床总体设计――三图一卡 (27)5.1被加工零件工序图 (27)5.2加工示意图 (28)5.2.1刀具选择 (28)5.2.2导向选择 (28)5.2.3初定主轴类型、尺寸、外伸长度 (28)5.2.4确定动力部件的工作循环及工作行程 (29)5.2.5绘制加工示意图 (29)5.3机床联系尺寸图 (29)5.3.1动力部件的选择 (29)5.3.2夹具轮廓尺寸的确定 (30)5.3.3机床装料高度的确定 (30)5.3.4多轴箱轮廓尺寸 (30)5.3.5绘制机床尺寸联系图 (31)5.4机床生产率计算卡 (32)6.多轴箱设计 (34)6.1专用机床多轴箱的用途及分类 (34)6.2通用多轴箱的组成和通用部件 (34)6.3多轴箱的设计 (35)6.3.1绘制多轴箱设计原始依据图 (35)6.3.2主轴结构型式的选择及动力计算 (36)6.3.3主轴分布类型及传动系统设计与计算 (37)6.3.4主轴的强度校核 (40)6.3.5齿轮的强度校核 (44)6.3.6轴承的选择和校验 (49)6.3.7多轴箱的坐标计算 (51)7.专用机床多轴箱装配图设计 (52)7.1 通用多轴箱总图设计 (52)7.1.1主视图和侧视图 (52)7.1.2展开图 (52)7.2主轴和传动轴 (52)8.三维实体造型设计 (52)设计总结 (54)鸣谢 (55)参考文献 (56)设计总说明设计总说明本论文主要说明加工曲轴中心孔专用机床设计的基本过程和要求。
曲轴油孔加工过程控制
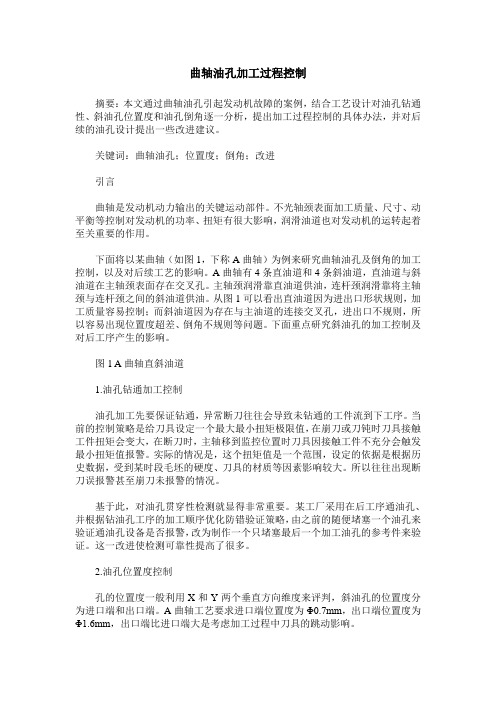
曲轴油孔加工过程控制摘要:本文通过曲轴油孔引起发动机故障的案例,结合工艺设计对油孔钻通性、斜油孔位置度和油孔倒角逐一分析,提出加工过程控制的具体办法,并对后续的油孔设计提出一些改进建议。
关键词:曲轴油孔;位置度;倒角;改进引言曲轴是发动机动力输出的关键运动部件。
不光轴颈表面加工质量、尺寸、动平衡等控制对发动机的功率、扭矩有很大影响,润滑油道也对发动机的运转起着至关重要的作用。
下面将以某曲轴(如图1,下称A曲轴)为例来研究曲轴油孔及倒角的加工控制,以及对后续工艺的影响。
A曲轴有4条直油道和4条斜油道,直油道与斜油道在主轴颈表面存在交叉孔。
主轴颈润滑靠直油道供油,连杆颈润滑靠将主轴颈与连杆颈之间的斜油道供油。
从图1可以看出直油道因为进出口形状规则,加工质量容易控制;而斜油道因为存在与主油道的连接交叉孔,进出口不规则,所以容易出现位置度超差、倒角不规则等问题。
下面重点研究斜油孔的加工控制及对后工序产生的影响。
图1 A曲轴直斜油道1.油孔钻通加工控制油孔加工先要保证钻通,异常断刀往往会导致未钻通的工件流到下工序。
当前的控制策略是给刀具设定一个最大最小扭矩极限值,在崩刀或刀钝时刀具接触工件扭矩会变大,在断刀时,主轴移到监控位置时刀具因接触工件不充分会触发最小扭矩值报警。
实际的情况是,这个扭矩值是一个范围,设定的依据是根据历史数据,受到某时段毛坯的硬度、刀具的材质等因素影响较大。
所以往往出现断刀误报警甚至崩刀未报警的情况。
基于此,对油孔贯穿性检测就显得非常重要。
某工厂采用在后工序通油孔、并根据钻油孔工序的加工顺序优化防错验证策略,由之前的随便堵塞一个油孔来验证通油孔设备是否报警,改为制作一个只堵塞最后一个加工油孔的参考件来验证。
这一改进使检测可靠性提高了很多。
2.油孔位置度控制孔的位置度一般利用X和Y两个垂直方向维度来评判,斜油孔的位置度分为进口端和出口端。
A曲轴工艺要求进口端位置度为Φ0.7mm,出口端位置度为Φ1.6mm,出口端比进口端大是考虑加工过程中刀具的跳动影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本科毕业设计(论文)通过答辩摘要随着社会的不断发展,制造业的制造技术也在飞快的提高。
我国在机械加工方面跟上了国外的发展,在普通的机床加工基础上,开始了用数控机床和加工中心进行加工。
对于大型结构的零件加工,需要设计一台专用机床进行加工。
本文介绍了一台用于加工曲轴润滑油孔的专用钻床,该专机具有主轴调速范围大、行程长等特点,该机床适用于大型结构件深孔加工。
使用结果表明,具有一定的实用性和应用价值。
设计的机床总体结构类似于一台三坐标摇臂钻床,能够在一次装夹中完成钻铰直油孔、切削多道工序。
其大体工作原理如下:曲轴和夹具安装在固定不动的平台上,装有钻头的主轴箱随进给拖板实现钻削进给运动,工作位置的调整是通过大拖板横向运动、摇臂的上下运动、摇臂的转动来实现的。
本机床原理正确,使用方便,加工效率高,精度有保证。
使用本专用机床加工曲轴,大大缩短了加工时间和制造成本。
关键词:曲轴;油孔;摇臂钻床;主轴箱I本科毕业设计(论文)通过答辩AbstractBy the continual development of society,making technology of manufacturing has improved quickly.The processing of our country catch up with the development of the other countries in machining side.In the basic of common machine tool’s machining,people begin to make with The Machining Center. With the machining in accessory of good-sized structural,I need to design a special machine tool to machining. In this paper, a special machine tool for drilling lubricating hole and flange hole of crankshaft is introduced. The machine tool has some p rocessing characters, such as large range of speed governing for headshaft, long travel of feeding motion..The using result make know ,it has definite practicability and worthiness of adhibition.The collectivity configuration of the machine tool is similarity as the radial dring and it has three coordinates.It can finish a lot of processes,for example drilling lubricating hole and so on.The mainly working elements are: crankshaft and clamp are built on the imovable table-board. The headstock has aiguille and it follows dragging board to come true the boring athletics.The landscape orientation of dragging board, the up and down sport of shaking-arm and the running of dragging board turn up the modulating of working station.The elements of machine tool is right and the use of it is convenient.The efficiency of working is high and precision is to ing the special machine tool to process crankshaft than can shorten the time of processing and the making cost. Key words: crankshaft; lubricating hole; radial dring; headstockII本科毕业设计(论文)通过答辩目录第一章绪论············································································································· - 1 - 1.1 课题背景·······························································································- 1 -1.2立题的目的·······························································································- 1 -1.3钻削技术的发展 ······················································································- 2 -1.3.1一般钻削技术···················································································· - 2 -1.3.2深孔钻削加工的方法········································································ - 2 - 第二章零件工艺分析 ··························································································· - 4 -2.1曲轴加工工序···························································································- 4 -2.2零件整体分析···························································································- 7 -2.3加工工艺的确定 ··························································································· - 7 -第三章总体方案设计······························································································ - 9 -3.1 刀具的选择······························································································- 9 -3.2.运动参数和动力参数的确定·································································- 9 -3.3电机的选取·····························································································- 11 -3.4变速箱的选择和设计············································································- 12 -3.5设计及使用中注意事项 ·······································································- 14 - 第四章总体部件设计及计算 ···············································································- 16 -4.1 Z向进给运动中直齿轮1.2的计算及校核 ······································- 16 -4.2变速箱高速轴VI的计算和校核························································- 20 -4.3 滚动丝杆的计算及校核 ······································································- 26 -4.4 轴承的选定及校核·····················································································- 29 -4.4.1 滚动丝杆上深沟球轴承的选定及校核········································- 29 -4.4.2 滚动丝杆上推力球轴承的选定·····················································- 30 - 第五章造型··············································································································- 32 -III本科毕业设计(论文)通过答辩5.1 PRO/E的介绍··························································································- 32 -5.2 轴、齿轮、摇臂的三维图··································································- 35 - 第六章总结··············································································································- 37 -6.1研究总结 ·······································································································- 37 -6.2研究展望 ·································································································- 37 - 致谢 ·····························································································································- 38 - 参考文献 ····················································································································- 39 - 附录IV本科毕业设计(论文)通过答辩第一章绪论1.1 课题背景目前,国内曲轴陈旧生产线多数由普通机床和专用机床组成。