安钢6高炉大修后开炉及达产操作实践
安钢6号高炉炉况失常的处理

(高炉顺行的前提条件是良好的原燃料条件和设备基础,新建或大修的高炉必须在保证质量的前提下 再赶进度,开炉之前应该联动试车,正常后再开炉。
)高炉开炉料中加一定量的粒煤及开炉后的炉料中配加/&,+/245以下的的%(!!&)) 的无烟粒煤是 可行的,置换比在&0#2/2左右。
*炉顶摄像、炉缸水温差在线监测系统、煤气在线监测系统等先进技术的应用,有利于于提高高炉操作 准确性,利于高炉顺行和长寿。
安钢!号高炉炉况失常的处理
牛卫军 张小亮 刘忠平 田丽明 薛占兴
(安阳钢铁集团公司 安阳 "##$$")
摘 要 %$$&年%月,由于原燃料条件变差,操作不当,安钢!号高炉炉况失常。从%月%!日开始采取调风口、洗 炉、上中下部调剂等系列措施,炉况逐渐转入顺行,高炉技术经济指标明显改善。 关键词 高炉 失常 顺行 处理
! 引言
安钢!号高炉有效容积&’$(&,)"个风口)个渣口,液压双钟炉顶,陶瓷杯综合水冷炉底。)***年元 月%)日开炉不久,取消了放上渣,不断进行强化冶炼,%$$)年 平均利用系数达到&+#&,/(&·-。进入%$$& 年% 月,,高炉顺行较差,塌滑料多,坐料频繁,高炉技术经济指标大幅度下滑。其中& 月份亏产约"$$$,,利 用系数仅为%+!.,/(·-。从% 月%! 日开始采取系列措施后,直到"月))日炉况才彻底转入正常。
表" 安钢#号高炉 风口布局表
风口
,!
长度(--) !&"
直径(-;"
$! !$" ,,’
’! !"" ,,’
安钢6号高炉炉底温度急剧上升的处理
摘要通过对安钢6号高炉炉底温度急剧上升的分析,找出主要原因:风口大量漏水,萤石频繁洗炉和硫磺控制偏高,炉底局部砌筑质量不高。
相应采取了加强炉底冷却及维护,调整高炉操作方针,炉底灌浆措施,取得了较好效果。
关键词炉底温度上升处理1 引言安钢6号高炉有效容积380m3,采用自焙炭块和复合棕刚玉砖砌筑的陶瓷杯综合水冷炉底。
高炉炉底温度要求控制在450℃以下。
1999年元月22日高炉开炉投产后,不断进行强化冶炼,截止到2003年7月底,平均利用系数达到3.20t/ m3·d以上,最高月利用系数为3.74t/ m3·d,但炉底温度一直在正常范围之内。
2003年8月1日至8月19日,炉底温度从430℃急剧上升至513℃,严重影响了高炉的正常生产,经过采取一系列处理措施以后,取得了较好效果。
现将此次处理的有关情况介绍如下。
2 陶瓷杯结构简介2.1砌筑材料如图1所示,炉底在找平的基础上砌筑四层自焙碳块,厚度为347×4=1388mm,碳块上立砌复合棕刚玉砖两层,厚度为347×2=694mm。
炉缸外环为自焙碳块,内环为棕刚玉砖。
棕刚玉砌体表面还有一层粘土保护砖(图中未画出)。
自焙碳块与棕刚玉砌体之间,用刚玉捣料填实。
自焙碳块、炉底与炉缸冷却壁之间用低温稀缝糊或粗缝糊填实。
铁口采用组合砖砌筑。
2.2冷却方式设有20根直径D45mm水冷管间隔布置,炉底采用工业水冷却,冷却水压力最高可达0.3Mpa,可用阀门灵活调节水压和水量来控制冷却强度,以便在高炉生产后期减缓炉衬的侵蚀。
炉底、炉缸使用三层光面冷却壁。
2.3温度检测点安钢6号高炉炉底温度热电偶位于5#风口下部,且插入炉体中心,插入端向下面距离炉底水冷管50mm。
炉基2根热电偶分别位于8#风口左右两侧,这两根热电偶也插入了炉体中心。
在炉底自下而上一、二层自焙碳块之间沿圆周均匀布置7根未插入炉体中心的炉底一层热电偶,往上四层自焙碳块和棕刚玉砌体之间也同样沿圆周均匀布置7根炉底二层热电偶。
安钢6号高炉短期休风后炉况的快速恢复
摘要对安钢6号高炉短期休风后炉况的快速恢复进行了总结。
其主要方法是:做好前期准备工作;休风时出净渣铁,逐步减风,适当控制水压、水量及顶温;复风时处理好料动、赶料线、恢复富氧喷煤及出铁操作。
高炉曾经短期休风108分钟后,在33分钟之内恢复全风作业,而炉况稳定顺行。
关键词高炉短期休风复风1引言安钢6号高炉(380m3),设计1个铁口,1个渣口,14个风口,1999年元月建成投产,2005年5月开始富氧喷煤强化冶炼。
截止到2005年年底单位炉容产铁8522.43t/m3,已经进入炉役后期,设备问题较多,特别是炉顶及除尘煤气管道多处跑煤气,短期休风(小于4小时)处理设备频率有所增加。
但是安钢100t转炉在2005年上半年投产后,6号高炉对应的后道工序生产能力大于高炉生产能力。
因此,短期休风后快速恢复炉况,增加产量,降本增效,对于高炉操作者是一个重要课题。
另外,6号高炉2005年炉况整体上长期稳定顺行,若短期休风后一味地小心谨慎,片面求“稳”,延缓高炉全风作业时间,会给高炉带来许多不必要的损失。
本文试介绍6号高炉短期休风后炉况的快速恢复操作经验。
2前期准备工作2.1选择合适的炉温高炉炉温太低休风,容易造成风口灌渣,对于高炉炉况的快速恢复极为不利。
休风前,[Si]≥0.50%,渣铁流动性良好,物理热充沛,可以保证送风后炉缸有足够的热量,便于高炉在较短的时间内恢复到正常状态。
2.2避免高炉顺行不好时休风如果高炉有亏料线或连续塌滑料现象,在条件允许的情况下,要尽量等到炉况好转后再进行休风操作。
3休风操作3.1出净渣铁休风前出净渣铁,是高炉快速恢复的必要条件。
渣铁出不净,除了休风易灌风口外,更重要的是炉缸下部空间腾不出来,焦炭不能及时填充,不利于快速复风。
为了出净渣铁,在休风前可适当加大出铁角度。
出净渣铁的标志有三;一是和理论出铁量相差不多;二是俗称“透风”,即铁口见喷煤气,渣铁从铁口喷至撇渣器大闸前面;三是渣铁流变小。
本钢6号高炉开炉实践
( )“ 2 眼睛形 ” 燃烧 室及 矩形 陶瓷 燃烧 器 ;
( )高 温 区采 用硅 砖 ; 3
( )简单 实用 的 热风炉 出 口结 构及 平 拱 式三 4
叉 口结构 ; ( )独 特 的混 风室 结构 ; 5
( )分 离式 热管余 热 回收 系统 。 6
表 1 热 风 炉 结构 参数
本 钢 二铁 厂 6号高 炉配 备 了 3 霍戈 文 内燃 座
式 热 风炉 ( 主要 参数 见表 1 , 结 构特点 如 下 : )其
( ) 链 线形 拱顶 与关 节砖 ; 1悬
董 辉 ( 4 4 7 2 4 1 , 级 工 程 师 , 9 4年 毕 业 于 东 北 大 01- 815 )高 19 学 辽 宁 分 校 钢 铁 冶 金 专 业 。 冶 工 程 硕 士 在 读 . 任 本 钢 第 二 炼 钢 现 铁 厂 6号 高 炉 专 职 工 程 师 ( 10 0 。 1 7 0 )
烘 炉介 质 采用 焦 炉煤 气 ( 温 达 1 0 , 顶 2 0C) 制
作 安 装 了临 时用烘 炉燃 烧器 。采 用正 压烘 炉法及 专 门设 计 的 焦炉 煤 气烧 嘴 , 用 助燃 风 机 通 过 陶 使
瓷燃 烧器 空气 及煤 气人 口供应 助燃 空气 。陶瓷燃
维普资讯
1 前 言
本 钢二铁 厂 6号高 炉 ( 6 0 ) 2 0 m3由重庆 钢铁 设 计 院设计 . 用 了一 系歹 新 技术 , 采 J I 如新 一 代 P 并 W 罐无 料钟 炉顶 , 串联 软水 密 闭循 环冷却 , 陶瓷杯 技 术 与 碳 砖水 冷 薄 炉衬 结 构 ( 4段 铜 冷 却 壁及 1 带 段 铜 冷 却 板 ) 旋 风 除 尘 、 肖夫 、 . 比 Ⅱ 相 结 合 的
安钢6号高炉生产7年多的长寿经验

安钢6号高炉生产7年多的长寿经验付文亮牛卫军唐丽霞(安阳钢铁集团公司)摘要对安钢6号高炉生产7年多的长寿经验进行了总结。
通过采用一系列长寿措施,优化高炉操作及管理,不断进行设备技术、革新,在7年零2个多月的时间内,目前实现单位炉容累计产铁8864.40t/m3。
关键词高炉长寿设计操作维护管理Experiences of long campaign life of more than seven years onAnyang Steel’s No.6 BFFu Wenliang Niu Weijun Tang Lixia(Anyang Iron & Steel Group Co.,Ltd)Abstract Experiences of long campaign life for more than seven years on Anyang Steel’s No.6 BF are summarized. They are as follows: a series of long campaign life measures, high quality material, optimizing BF operation and management, continuous adopting equipment and technology innovations.The first campaign life of Anyang Steel’s No.6 BF has reached more than seven years and two months ,the production per unit volume is 8864.40t/m3 at present.Key words BF long campaign life design operation maintenance management1 概况安钢6号高炉始建于1998年下半年,1999年元月22日开炉投产。
安钢6号高炉长期休风及复风操作实践A
1 安钢6号高炉长期休风及复风操作实践张晓亮牛卫军田黎明张海洲摘要安钢6号高炉长期休风33.59析了全开风口送风等恢复炉况的方法。
关键词高炉长期休风复风操作Operation practice of long term blowing-down andreblowing on Anyang Steel’s No.6 BF Zhang Xiaoliang Niu Weijun Tian Liming Zhang Haizhou(Anyang Iron & Steel Group Co.,Ltd)Abstract Long term blowing-down for 33.5 hours was carried out because of plan overhaul atAnyang Steel’s No.6 BF,after reblowing it took nearly 9 hours to achieve the BF normal condition,the operation had avoided the burn-out of tuyere accident in the entire process.This essaysummarizes the blowing-down and reblowing operation, analyzes the methods of resuming BFcondition ,such as reblowing with opening all tuyeres and so on. Key words BF long term blowing-down reblowing operation 1 概述安钢6380m311141999年元月222006年5月单位炉容产铁9092.60 t/m32个多月就须一次设备检修。
2006年6月22日05:10至23日14:4033.5近92 休风前的高炉状况6号高炉在2006年5 3.71t/(m3?d)152kg/t387 kg/t[Si]为0.54%1030需要及时修补。
安钢6号高炉处理异常炉况的技术分析

N U We— n Z A G Xa —a g I iu , H N i l n j oi
( na gI nmdSel ru o ,t. H nnA yn 50 4 C ia A yn r i t opC .Ld , e a nag 5 0 , bn ) o eG 4
Absr c : ta t
T e p prit d c ste g n rt g po e so b oma fr ae c n io n h ip slmes r tAn a g h a e nr u e h e eai rc s fa n r l un c o dt na d te ds oa aue a y n o n i
以便 总结 经验 和教 训 。
炉底 温 度在 l 内上升 了 2 0天 5℃。在 2月 1日高炉
下休风料准备检修 , 因 3号高炉小钟拉杆突然断 但
裂 , 次推迟休 风 。 再
收 稿 日期 :0 70 — 20 -31 9
作者简介 : 牛卫军 (9 2 ) 男 , 17 一 , 河南安 阳人,1 师, 事炼铁生产技术管理工作。 : 程 从
关
键
词 : 高炉 ; 常 炉况பைடு நூலகம்; 异 操作 ; 析 分
文 献标 识码 : A
中 图分类号 : T 5 3 F4
Ana y i ip s lo b r a lss on D s o a fA no m lFur a e .o dii n n c C n to
Te h l g f An a e l S No 6 BF c no o y o y ng Ste ’ .
1 2 h。
因彻底处 理大 钟料 斗延误 时 问 , 3日0 :0 到 2O 才
本钢六号高炉开炉实践及达产达效的研究的开题报告

本钢六号高炉开炉实践及达产达效的研究的开题报告题目:本钢六号高炉开炉实践及达产达效的研究一、研究背景及意义本钢六号高炉是本钢公司的主力高炉之一,其日产能达到4500吨左右。
随着我国钢铁行业的快速发展,高炉生产的达产率和效率已成为企业重要的经营指标,对本钢六号高炉的开炉实践进行深入研究,探索达产达效的方法和途径,具有重要的理论和实践意义。
本研究旨在通过对本钢六号高炉开炉实践的详细调查和分析,研究高炉开炉时的工艺流程和参数控制方法,对高炉生产的达产率和效率进行分析,提出提高高炉生产达产率和效率的对策和建议,为本钢公司高炉生产的科学管理提供一定的参考。
二、研究内容和方法1. 确定研究对象,通过采用文献调研、现场观察和专家访谈等方法,了解高炉开炉实践的具体情况。
2. 对高炉炉况、煤气成分、风温、料温、渣厚、渣碱、风量等参数进行数据统计和分析,揭示高炉生产的达产率和效率存在的问题和瓶颈。
3. 对高炉生产的达产率和效率进行评价,分析和比较高炉生产达产率和效率与其他类似高炉的差异。
4. 提出提高高炉生产达产率和效率的对策和建议,探讨高炉生产的管理体系和技术创新等方面的改进方法,为高炉生产的科学管理提供一定的参考。
三、预期结果及意义通过对本钢六号高炉开炉实践的调研和分析,本研究预期能够得出以下结论:1. 揭示高炉生产的达产率和效率存在的问题和不足。
2. 提出提高高炉生产达产率和效率的对策和建议,为高炉生产的科学管理提供一定的参考。
3. 探讨高炉生产的管理体系和技术创新等方面的改进方法,为钢铁行业的发展提供理论和实践上的支持。
本研究的意义在于为本钢公司高炉生产的科学管理提供一定的参考,为钢铁行业的发展做出贡献。
同时,本研究还可以为其他类似高炉的企业提供经验和启示。
安钢六号高炉热风炉的改造_1000001404137111

安钢炼铁厂6#高炉于1999年投产,炉容为450m 3。
2009年初对它的热风炉进行了中修和技术改造。
6#高炉共有4座热风炉,均为内燃式。
热风炉燃烧室为眼睛形,蓄热室是用格子砖砌成的砖格子垛,格子砖是整体穿孔砖。
1热风炉的改造措施中修中做了多处技术改造:采用蓄热能力更强的格子砖;改进燃烧器的形状;采取措施防止隔墙短路等。
改造后热风炉燃烧稳定,气流沿设计路线流动,热风温度提高了100℃左右,降低了高炉的焦比,提高了煤比和产量,节约了能源,降低了成本。
2采用新型格子砖和格子砖的砌筑原热风炉所用格子砖为7孔格子砖,底面边长125mm 的正六边形,高100mm ,孔径43mm ,见图1。
新型格子砖为19孔格子砖,底面边长146mm 的正六边形,高120mm ,孔径30mm ,见图2。
改造前格子砖的单位加热面积为37.58m 2/m 3,改后单位加热面积为48.61m 2/m 3。
热风炉的蓄热室载面面积10.05m 2,格子砖砌筑高度为25.5m ,改造后加热面积增加2708.58m 2,有效提高了热风温度。
格子砖的砌筑质量是炉子中修效果好坏的关键。
砌筑格子砖之前,必须检查炉箅子和支柱,炉箅子上表面的平整度误差≤5mm ,炉箅子上表面格孔中心线与设计位置的误差≤3mm ,第一层格子砖应保持其上表面平整。
砖格子与炉箅子孔的位移≤10安钢六号高炉热风炉的改造张书帅1,王子兵2,周文刚3,邓小元1(1.安阳钢铁公司冷轧指挥部,河南安阳455004;2.河北理工大学冶金与能源学院,河北唐山063009;3.安阳钢铁公司炼铁厂,河南安阳455004)摘要:介绍了安钢炼铁厂6#高炉热风炉中修中的一些技术改造。
通过合理的改造,热风温度有了明显的提高,热风炉寿命大大延长,取得了良好效果。
关键词:热风炉;格子砖;燃烧器中图分类号:TF578文献标识码:B文章编号:1001-6988(2010)02蛳0051蛳02Transformations of the Sixth Blast Furnace Hot -Blast Stove in AngangZHANG Shu -shuai 1,WANG Zi -bing 2,ZHOU Wen -gang 3,DENG Xiao -yuan 1(1.Cold Rolling Headquarters of Anyang Iron &Steel Company ,Anyang 455004,China ;2.College ofMetallurgy and Energy Engineering ,Hebei Polytechnic University ,Tangshan 063009,China ;3.Ironworks of Anyang Iron &Steel Company ,Anyang 455004,China )Abstract:Some technological transformations of the sixth blast furnace hot -blast stoves during the medium maintenance in ironworks of Anyang iron &steel company are introduced.Through these reason -able transformations ,the hot -blast temperature increases and the stove life efficiency extends.It has achieved good results.Key words:hot -blast stove ;checker brick ;burner收稿日期:2009-12-14作者简介:张书帅(1980—),男,助理工程师,主要从事工业窑炉检修工作.Industrial Furnace2010年3月Mar.201051Industrial Furnace2010年3月Mar.2010 mm。
鞍钢6号高炉开炉实践
强 对操 作人 员 的技术 培训 。经 过充 分的准备 和 周 密 的布置 , 次 开炉 取得 了圆满 成 功 ,7 后 风 口 本 4h
热炉底 。 炉过程 中严 格控 制风 温 , 烘 换炉 风温 波动
要求 小 于 2 ℃ , 1 O O 由 O ℃开始 , 3 ℃/ 以 O h的 速 度
Z a gCh n L u Xio u Z u J a wd W a g B o a h n og i a l h in n ahi ( 1 I n p kn Ⅲ e r r i gP a to g n o  ̄ l n fAn a gNe Io n te C . w rna dSe l o )
蓄热 室格 子砖 粉化 、 落严 重 , 温很低 。本次 中 塌 风
修将 蓄热 室格 子砖 全部 更换 , 风炉炉 顶 、 热 大墙 无 明显 损坏 , 继续 使用 , 瓷燃烧 器更新 。为 满足 仍 陶 高 炉烘 炉 需要 , 3座 热 风炉 于 2 0 0 1年 2月 2 0日
1 :0开 始 烘 炉 , 0O 3月 5日 1 :0烘 炉 结 束 . 用 O 6 改
高 。由 于开 炉 工 作 准备 充 分 , 环 节 布置 周 密 . 开 炉过 程 中做到 了安 全 行 各 在 顺 高教 ,7 后 风 口 4h 全都 工作 , 达到 全 风 操 作水 平 , 造 了鞍 钢高 炉 开 炉恢 复的 纪 录 。 创 关键词 高炉 开炉 操 作
Blw-n Pr c c fNo 6 BF i g n o i a t eo . n An a g i
Al t e Af ritr da e aro n a g sNO 6 B i  ̄r t sa e t n eme it rp i fA g n ’ e F nDe .2 0 ( w- i e 0 0 No i nMac 0 1 . n rh 2 0 )
6号高炉年休快速恢复操作总结

2019年第6期柳钢6号高炉有效容积1500m 3,共22个风口,2个铁口。
高炉本体采用三段铜冷却壁和炉身铸铁冷却壁砖壁合一的薄壁炉衬技术,串罐无料钟炉顶,陶瓷杯+碳砖综合炉底,高炉冷却系统除风口外全部采用软水密闭循环冷却系统。
于2017-04-17进行停炉性能恢复,2017-06-27。
复产后高炉东面铁口下方侧壁温度偏高,在采用护炉生产后,炉缸测壁温度最高点由627℃下降至385℃。
2019年以来,高炉产量逐步上升,各项指标变好。
为配合转炉检修及生产需要,2019-03-26T6:50开始,高炉计划年休52h 。
此次年休主要更换上料皮带、焊补高炉上升管、更换3个上翘的中套等。
2019-03-28T7:05开始复风,实际休风时间48.4h 。
复风初期风机出风能力不足高炉处于慢风状态,更换回2号汽机后,高炉恢复加快。
此次年休高炉复风后10h 恢复至正常生产水平。
本文总结高炉复风措施。
年修前准备工作及炉况调整年修准备工作年修项目批复后,车间组织召开高炉年修平衡会议,各项年修项目安排专人负责,专人监督,确保高炉年修人员安全、顺利完工。
同时,建立整个年休系统微信群,每8h 发布年休进度,促使年修人员及时调节项目进度。
适当控制冶强,提高炉温3月25日夜班开始,将高炉料批由61~64改为59~60批,负荷由4.34退至4.26,保证高炉硅0.60以上,炉前及时出尽渣铁,同时要求工长及时组织好对拉罐,确保高炉喷口,保证炉内渣铁出尽。
及时下达休风料按时休风按休风52h 下达休风料,201-03-25T23:30将高炉负荷退至4.0,烧结比降低2%。
使高炉炉温在休风前期逐步上升,确保高炉渣铁流动性良好。
26日夜班2:30加净焦8批,矿石批重退至33t ,加完净焦后负荷由4.0退至3.2,烧结比降低5%,以确保高炉休风时净焦到达炉缸,炉缸热量充足。
之后每7批正常料加2批净焦,直到休风。
3:30退批重至30t ,由P 332214038363337↓K 432212424037343012↓P 222213937353336↓K 432212413936333012↓,适当疏松边缘,保证高炉两道气流分布合理。
6_高炉开炉达产实践

邢钢6#高炉开炉达产实践杨山林王利杰郭利摘要邢钢6#高炉采用串罐式无料钟炉顶、软水密闭循环冷却、陶瓷杯、铜冷却壁及改进型内燃式热风炉等先进技术。
通过优化配料和操作。
高炉开炉后稳定顺行,顺利实现了“高炉开炉安全稳妥,稳步达产,连续高效”的目标,高炉开炉12天利用系数达到2.37.关键词高炉开炉达产1概况邢钢6#高炉炉型为矮胖型,高径比Hu/D=2.65,设20个风口,2个铁口。
高炉采用了串罐无料钟炉顶,碳砖陶瓷杯复合炉底炉缸结构,全干法除尘,炉体全冷却,薄壁炉衬,铜冷却壁,软水密闭循环冷却,可靠的底虑式水冲渣工艺。
高炉于2010年10月18日奠基,2011年11月28日11:28高炉顺利投产,投产的主要生产指标见表1.表1 莱钢6#高炉的主要生产指标日期利用系数焦比煤比风温[Si]11-29 0.17 加负荷阶段976℃ 4.56%11-30 0.74 加负荷阶段924℃ 3.01%12-1 1.10 加负荷阶段920℃ 2.10%12-2 1.44 加负荷阶段930℃ 1.56%12-3 1.70 548kg 920℃0.92%12-4 1.37 530kg 970℃0.74%12-5 1.74 479kg 59kg 1000℃0.48%12-6 1.60 460kg 65kg 1030℃0.44%12-7 1.85 437kg 85kg 1020℃0.57%12-8 1.83 414kg 106kg 1040℃0.43%12-9 1.85 412kg 121kg 1100℃0.38%12-10 2.37 365kg 100kg 1125℃0.42%12-11 2.26 364kg 115kg 1150℃0.33%12-12 2.24 362kg 117kg 1137℃0.43%12-13 2.59 374kg 133kg 1150℃0.38%12-14 检修383kg 126kg 1113℃0.41%12-15 2.73 354kg 152kg 1150℃0.27%12-16 2.68 364kg 160kg 1186℃0.32%2高炉采用的新技术2.1高炉本体炉体全冷却,炉腹、炉腰和炉身下部采用4段全覆盖镶砖铜冷却壁,薄壁炉衬。
安钢6号高炉处理异常炉况的技术分析

185OOCC+2CCOO,394012800 1.5 2.60 1.07炉腹下部净焦1/2车2125OOCC+2CCOO,370012800 1.5 2.78 1.07炉腹、炉腰3.4控制放料和加风,赶料线高炉在120kPa之前,料线不明,但观察卷扬机料线钢丝绳,判断炉料在下降。
由于风压不高,在赶料线过程中,将料制CCOO改为C↓C↓O↓O↓,控制放料为一车料开启一次大钟,减少放料时料层在炉内的厚度,便于煤气流穿透。
放料结合炉顶温度在下降又上升时,再放第二车料,控制10kPa风压幅度加风。
18:00 高炉风压140 kPa,料线赶明至2.0m,高炉顺行良好。
逐步加上了风压,出第7次铁时渣铁在铁沟内流速变快,炉温有所降低(见图1),炉前工作量减少。
3.5以煤气流稳定为前提,加风压、矿批和喷煤18:30高炉风压160kPa,料线正常,将装料制度改为4OOCC+3CCOO,按照风量和矿批相适应的原则,逐渐扩大矿批为12800kg[1],焦批3200kg,在正常料线炉料走了15批,估计大约已经到了软熔带,煤气流仍旧稳定,遂加重到了喷煤时的焦炭负荷。
在此期间风温由750℃逐渐提至920℃,20:20高炉加风至170kPa,逐步关小加湿,开始喷煤3.0t/h,到21:30全关加湿时,煤量逐渐加至7.5 t/h。
在从刚喷煤到过了喷煤滞后期(大约3小时),高炉风压从160kPa,出一次铁,加风10kPa,稍加煤量,23:30风压加到190kPa,次日凌晨00:40恢复全风200kPa,开始富氧,高炉稳定顺行。
4分析与探讨4.1休风前中心煤气流过吹6号高炉炉况在2006年长期稳定顺行,但是在2007年1月顶压降低后,边缘煤气流变弱,尤其是在这种情况下连续推迟检修,造成中心煤气流过吹,炉底温度热电偶插在炉底中心,其温度异常较快上升,说明炉缸中心温度相对较高[2]。
在高炉操作方面当时铁前料慢,铁后料快;风口比正常时暗淡,透气性比正常时减少;炉顶煤气压力不稳;顶温带变窄,受料速变化影响波动较大;这些都可以印证。
六高炉高压操作实践
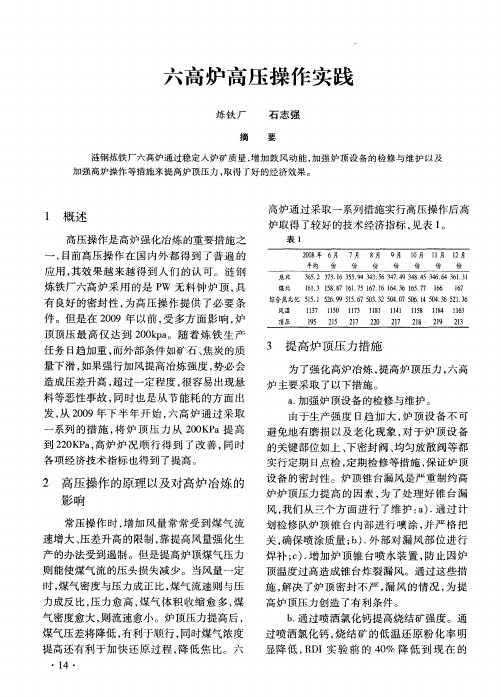
炉 料 中有 害杂 质 含 量要 少 ; 矿 石 的冶 金 性 铁 能 要好 。可 以说 精料 技术 是炼铁 节 能减排 的 基 础性 措施 , 使炼 铁生 产稳定 , 能 利用 系数 提 高 , 料消 耗降 低 。此外 , 燃 通过 优化 炉料结 构
一
综合焦比化 551 569 5 . 0. 0.75 . 0.6 2.6 l 2.9 1 6 533 540 0 1 5 3 5 1 . 57 2 644 3
风温 13 1 5 17 1 8 17 10 13 1 1 14 l5 1 8 16 11 18 14 】3
任务 日趋 加重 , 而外部 条件 如矿 石 、 焦炭 的质 量下 滑 , 如果 强行加 风提高 冶炼强度 , 势必 会 造成压 差升高 , 超过一定 程度 , 很容 易出现悬 料等恶性 事故 , 同时 也是 从 节 能耗 的方 面 出 发 , 20 从 0 9年下 半 年 开 始 , 高 炉 通 过采 取 六
1 13 5 . 7 1 1 7 6 . 6 1 . 6 1 57 16 6 . 18 8 6 .5 17 1 6 3 6 .7 6 4
有 良好 的密 封 性 , 为高 压操 作 提 供 了必 要 条 件 。但是 在 20 0 9年 以前 , 多方 面影 响 , 受 炉 顶顶 压 最 高仅 达 到 20p 。 随着 炼 铁 生 产 0 ka
丽压
15 9
25 1
27 1
20 2
27 1
28 1
29 1
23 1
3 提 高炉顶压力措施
安钢6号高炉短期休风后炉况的快速恢复
避免坐料似的快速减风, 防止炉料局部急剧崩落, 打 乱炉料分布 , 影响送风后高炉料柱透气性或亏料线 太深 ; 其二, 避免灌风 口, 在炉缸有堆积或炉温不高 时, 更应该注意逐步减风操作。
死在风口前 , 而是有缓慢下降 , 是料动的初期特征。 长时间小风量 、 低风压 , 不利于吹活料柱 , 焦炭燃烧 产生的还原性气体和热量也不多,不利于高炉热交 换和炉料还原 , 煤气利用率差 , 影响送风后炉温 。按 照 6号高炉操作经验 , 4k a 6 ka 送 0 P 或 0P 风压后, 及
工序生产能力大于高炉生产能力 。为此, 号高炉短 6 期休风后必须快速恢复炉况,以保证后续工序 的正
常生 产。
停止富氧 , 此时铁 口一般不再大喷 , 还能再出一些渣 铁。待渣铁出净后 , 减风至 lO P , O k a停止上料 , 炉顶 通蒸汽 ( 或氮气 )逐步减风至 6k a检查是否关混 , 0P, 风大闸 , 切断 向煤气 总管输送煤气 , 堵铁 口, 把风压 减到最低 , 一般在 3k a 0P 左右 , 最后放风 、 休风。 这样
化冶炼。截至 20 年年底 , 05 6号高炉单位炉容产铁 82. t 5 2 3, 4 已经进入炉役后期 , 设备问题较多 , 特别是 炉顶及除尘煤气管道多处跑煤气 ,短期休风 ( 小于 4 )处理设备问题的频率有所增加。但是安钢 10 h 0t 转炉在 20 年上半年投产后 , 号高炉对应的后道 05 6
经短期休风 18 i 后 。 3mn 内恢 复全风作业 , 0rn 在 3 i之 a 而炉况稳定顺行。
安钢6号高炉长期休风及复风操作实践
l ● - _ ● 刖 0一 J 0 吾 ‘
损严重 , 炉前水冷撇渣器需要及时修补。高炉采用
.
高碱 度烧结 矿 + 团 +块 矿 炉料 结 构 , 氧 使 用 炼 球 富 钢余 氧 。
安 钢 6号 高 炉 (8 , 计 1个 渣 口、4个 30m ) 设 1
风 口, 液压双钟 炉顶 ,9 9年元月 2 19 2日建成投产 ,
r b o n o e r o r o a he e t e B o a o d t n,t eo e a o a v i e e b r - u fty r c i e l w g i t k n a l 9 h u st c iv F n r lc n i o i to y h m i h p rt nh d aod dt un o t i h o u e e a c-
< na gI n& Sel r pC .Ld , n ag 50 4 hn ) A yn o r t o o t. A yn 4 5 0 ,C ia eG u
A s atL n r l igdw r 35hus 鹊cre u eas 鲫 oehu n agS e ̄N . F, t bt c:ogt mbo n-onf 3 . or w ar dot cueo p vral t yn t l o6B ae r e w o i b fl aA e fr
2 休风前 的高炉状况
6号 高炉 在 20 0 6年 5月炉 况 整体 上稳 定顺 行 , 全月平 均 利用 系数 37 / m d , 比 12k/, .1t( ・ )煤 5 gt 焦 比 37k/,s] 05 % , 温 100o 8 gt[ i为 .4 风 3 C。高 炉 冷却 壁仅 在炉 身下 部 有 3块 漏水 , 已经 全 部 灌浆 闷
高炉开炉达产实践
高炉开炉达产实践高炉作为冶炼铁和炼钢的重要设备,在现代工业生产中发挥着重要的作用。
高炉的开炉达产是一个关键环节,对于企业的生产效益和发展具有重要意义。
本文将以高炉开炉达产实践为主题,介绍相关的注意事项和实际操作中的经验。
一、开炉前的准备工作在开炉前,需要进行充分的准备工作,以确保顺利开炉达产。
首先是设备的检修和维护工作。
各种关键设备需要进行全面的检查和维修,确保高炉零部件的完好和工作状态的良好。
其次是原料的储备和筹划。
高炉生产需要大量的焦炭、铁矿石等原料,因此需要提前进行充分的储备和采购,以满足开炉生产的需求。
此外,还需要进行生产配套物资、劳动力和安全措施等的准备工作。
二、炉膛的烘烤和预热在高炉开炉前,需要对炉膛进行烘烤和预热。
炉膛的烘烤主要是利用煤气或燃气等燃料在炉腔中进行燃烧,将内部温度提高至一定程度。
这个过程可以帮助去除炉膛内部的湿气和杂质,为正式生产做好准备。
预热则是通过连续供热,将炉膛内部温度提高到正常生产需要的温度。
炉膛的烘烤和预热需要根据具体情况和设备要求进行,并严格控制温度的升高过程。
三、料线的试运行和调试在高炉开炉达产实践中,对料线的试运行和调试是非常重要的环节。
料线是将原料从储存仓库输送至高炉料斗的通道,它的稳定运行对生产的连续性和高效性至关重要。
在试运行过程中,需要确保各个设备的正常运行,并调整输送的速度和流量,以确保原料的连续供给,并保证高炉的正常生产。
四、炉冷设备的运行和调试在高炉开炉达产实践中,炉冷设备的运行和调试也是一个重要环节。
炉冷设备主要用于控制高炉的温度,以防止炉体过热或过冷,保证高炉的正常运行。
在运行和调试过程中,需要确保炉冷设备的各个参数和设置符合要求,并根据炉体的温度情况进行灵活的调整。
通过合理的炉冷管理措施,可以确保高炉的正常冷却和热量控制,提高生产效率和产品的质量。
五、操作人员的培训和配备在高炉开炉达产实践中,操作人员的培训和配备也是至关重要的。
高炉的操作需要经验丰富的操作人员,他们需要熟悉设备的使用和操作规程,能够熟练地进行各项工作。
安钢6号高炉空料线停炉操作实践
划周密 , 残铁 口位置判断正确 , 残铁放得干净 . 关键词 : 高炉 ;空料线 ;停炉 ; 放残铁
中图 分 类 号 : F5 8 T 4 文献标识码 : B
Bl wi g- wn Any ng S e l S No. o n do a te ’ 6 BF t o r d s o k l wih l we e t c i ne
0 前言
安阳钢 铁集 团有 限 责任 公 司 ( 以下 简称 “ 安
钢” 6号高炉 (8 , ) 30m ) 设计 1 个渣 口, 个铁 口, 1 l 风口, 压双钟炉顶 , 4个 液 自焙 碳块 陶 瓷 杯综 合 水
冷 炉底 ,9 9年元 月 2 19 2日建 成投 产 ,0 7年 8月 2 20 3
io ni l la e w y rn e t e y ce d a a . r r Ke r s:B y wo d F;l w rd so k l e lwi gd wn;d s h g frman n rn o e e t c i ;bo n - o n i a eo cr e i gi i o
维普资讯
总第 14期 6
20 年 1 08 0月
南
方
金
属
S m. 1 4 u 6
S THE T S OU RN ME AL
安钢6号高炉富氧喷煤提高利用系数的实践与探索
摘要安钢6号高炉2005年5月开始富氧喷煤强化冶炼,逐步取得了较好的技术经济指标,其中2005年5~9月份平均利用系数达到3.74t/ m3ּd,比2005年1~4月份提高0.25t/ m3ּd,每天增产近100吨。
本文介绍了安钢6号高炉针对高炉生产状况和自身特点,运用富氧喷煤技术,提高利用系数的措施及实践体会。
并对如何进一步提高利用系数进行了探讨。
关键词高炉富氧喷煤利用系数安钢6号380m3高炉1999年元月建成投产后,一直采取全焦冶炼。
2002年5月毗邻的7号380m3高炉开炉,焦炭供给日益紧张,每天需要从原料场倒运近300吨焦炭,这些焦炭露天存放,质量和水分不稳定,对高炉影响较大。
近几年,原燃料价格不断上涨,运用高炉喷煤技术,节约焦炭,降低成本,十分必要。
2003年4月,安钢100吨转炉投产,炼铁后道工序生产能力远大于高炉生产能力。
因此,提高利用系数也是高炉生产组织的一个重要课题。
自2005年5月开始,6号高炉通过富氧喷煤强化冶炼,逐步取得了较好的技术经济指标。
其中2005年5~9月,煤比由34 kg/t提高到124kg/t,焦比由544kg/t降到454kg/t,特别是平均利用系数达到了3.74t/ m3ּd;和2005年前四个月相比,平均煤气利用率增加约0.55%,风温提高50℃左右,平均利用系数提高0.25t/ m3ּd,每天增产近100吨。
1生产状况简介6号高炉设计1个铁口,1个渣口,14个风口,配置D1300—31离心鼓风机,液压双钟布料,陶瓷杯综合水冷炉底,干法布袋除尘,取消了放上渣操作。
2005年已经进入炉役后期,炉喉及及炉喉钢砖变形严重,炉底温度偏高,炉顶及干法除尘煤气管道多处跑煤气,热风炉由于种种原因风温不高。
但目前发现高炉冷却壁仅有3块漏水。
富氧采用炼钢余氧,在冷风管道上加入,与冷风经热风炉进入高炉。
安钢炼铁厂380m3高炉喷煤工程,2005年4月底竣工试喷。
制粉有一台MPF1713/39中速磨(铭牌出煤39t/h),高压并罐一总管一分配器喷吹系统,煤枪为直吹管斜插式,浓相输送,流化喷吹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1期总第179期2009年2月冶金丛刊METALLURGICALCOLLECTl0NSSum.179NO.1February2009安钢6#高炉大修后开炉及达产操作实践牛卫军(安阳钢铁集团有限责任公司,河南安阳455004)摘要对安钢6’高炉大修后开炉及达产操作进行了总结分析。
安钢6’高炉大修后,第二代炉役采用了WZ一400型无料钟炉顶、液压开口机等一系列炼铁新技术。
在开炉过程中,合理选择开炉基本参数和操作制度,及时处理了开炉时炉顶漏水事故,快速降低铁水[si]含量;选择了合理的装料制度,通过加强出铁、上料和设备管理,使高炉开炉实现了安全顺利和快速达产。
关键词高炉;开炉;达产;操作中国分类号:TF54文献标识码:A文章编号:1671—3818(2009)oi一0022—04PRACTICEoFBLoWING.oNANDREACHINGDESIGNEDCAPACITYAFTEREXTENSIVEREPAIRINGoNNo.6BFINANGANGSTEELNiuWeijun(AnyangIron&SteelGroupCo.,Ltd.Anyang455004,Henan)AbstractItsummarizedandanalyzedtheoperationexperienceofblowing·-onandreachingdesignedca··pacityafterextensiverepairingonNo.6BFofAnyangSteel.AseriesofnewtechnologieswereusedinthesecondcampaignlifeofBFafterextensiverepairing,suchasbelllesstopofWZ—400,liquorpres-suretapholedrillingmachine,etc.Afewmeasureswereadopted,includingselectingthereasonablehas—ieparametersandoperatingsystem,treatingthewaterleakagefromBFtop,rapidlyloweringsicontentofhotmetal,exploringreasonableloadingsystem,enhancingthetapping,chargingandequipmentmanage—ment.TheBFstartedsuccessfullyandreachedthedesignedcapacityrapidly.Keywordsblastfurnace;blowing·in;reachthedesignedcapacity;operation1前言安钢6。
高炉有效容积380m3,14个风口,1个铁口,1个渣口,于2007年8月23日停炉大修。
本次高炉第二代炉役采用了wz一400型无料钟炉顶、水冷炉喉钢砖、炉顶红外摄像、焙烧碳块陶瓷杯综合水冷炉底、液压开口机等许多炼铁新技术。
在2007年10月1日大修后开炉出铁,2日开始富氧喷煤,4日利用系数达到2.99t/(m3·d),超过了设计水平,9日实现利用系数3.45t/(m3·d),焦比395kg/t,煤比143kg/t。
本文对6。
高炉大修开炉及达产操作进行了总结分析,总结了经验并提出了改进措施。
2准备工作作者简介:牛卫军(1972一).男,学士,工程师,毕业于鞍山科技大学2.1烘炉6。
高炉在第一代炉役后期已经抢修了1。
、2。
、3。
热风炉(4’热风炉待高炉投产后再重新砌筑投用)。
2007年9月18日,经过试漏、试压,3座热风炉引入煤气点燃烘炉。
9月24日高炉采用热风炉烘炉,重点烘好炉底、炉缸。
高炉除了13。
风口,其余风口分别安装了烘炉导管,其中导管从2。
、5。
、8’、11。
风口内端伸向炉底2.2m,从剩余9个风口内端伸向炉底1m。
铁口做好泥包,安装热电偶插入至炉底中心,头部接触炉底,作为烘炉控制的温度。
渣口处也装了临时热电偶,热电偶头深入炉内500ram,观察温度变化值。
整个烘炉过程严格按照烘炉曲线(图1)进行,要求炉顶温度小于450℃,气密箱温度小于第l期牛卫军:安钢6。
高炉大修后开炉及达产操作实践50℃。
风压不大于30kPa。
2.2制订开炉方案高炉车间认真做好所有设备及检修项目的检查与验收,特别是炉顶设备和上料系统的安装质量,进行各系统试漏、试压和联动试车24h。
高炉烘炉结束后,采取顶风装料全焦开炉方法。
全开炉顶放散阀,关重力除尘器遮断阀,并且用沙子封住,用小于200℃冷风不经过热风炉,全部由混风管道通过,风量为全风的30%,吹人高炉装料。
当料线到4m时,高炉休风,打开炉顶方人孔,测量无料钟布料轨迹。
炉料装至规定料线1.5m时,确认各部位工作正常,开始复风用热风炉,全关混风,提高热风风温到800℃进行点火,风量可以加到全风的50%,风口全部点着火后,再调整风温和风量。
图16。
高炉烘炉曲线3开炉料基本参数和操作制度3.1开炉料结合安钢多次开炉经验,开炉原料选用80%烧结矿和20%海南矿,另外配加熔剂。
焦炭要求水分小于4.5%,灰分小于13%,具体入炉原燃料成分和堆比重见表l。
3.2开炉参数铁水[Si]2.5%,装料体积393.82m3,总铁量表l6‘高炉开炉原燃料成分和堆比重81.23t,总焦比2.2t/t,焦炭总负荷0.79t/t。
渣铁比773.56kg/t。
最终炉渣成份及碱度为CaO:38.11%,Si02:37.8%,A1203:12.21%,MgO:8.87%,碱度(R):1.01。
3.3炉料安排开炉料采用净焦加空焦加正常料形式布置,自下而上焦炭负荷逐步加重,为了保证炉渣流动性良好。
每批料配加了200—400kg莹石,见表2。
3.4送风及装料制度(1)开炉时14个风口全部送风,其中2。
、5’、8’、ll。
为巾100mm×L230mm,其它风口为4,114ram×L230mm,初期各个风口中都加了qb80mm的砖套,便于打开中心气流,总的送风面积0.0704m2,标准风速130m/a。
随着风量的增加可逐步捅开砖套扩大风口面积。
(2)装料前在炉底平铺一层干渣和适量萤石,应用矿焦同角度装料,第一和第二组料a=18。
;第三组料a=200;第四组料俚=220;第五组料由现场测量料面时确定。
料装满后正常料线设定1.5110-。
4开炉操作2007年10月1日0:30高炉送风点火,初始风表26。
高炉开炉料安排00OO00OO0O蚰舯砌砌鲫们∞加m、魁嚏甏拳冶金丛刊总第179期压设定为40kPa,风量3.35万m’/h,风温达到676。
C,8’、12‘风口发亮,l:lO点燃全部风口焦炭,为了加热铁口。
点着了从铁口煤气导管喷出的煤气。
随后加风至90kPa,风量4.4l万m’/h。
3:50打人铁口少量炮泥堵住铁口。
但是整个夜班高炉风压风量不稳,总共下料7批,高炉顶温偏低,最高才53。
C。
7:30高炉出第一炉铁水,渣铁物理热一般,流动性较差,铁水成分:[Si]1.54%,[S]0.374%,[P]0.102%,[Mn]0.10%。
出完铁后高炉放风坐料,9:lO引煤气,风压60kPa。
2007年10月1日9:50观察风口,发现2。
、3。
、12’挂渣严重,普遍发暗,怀疑炉顶气密箱漏水(经检查确认漏水),立刻调整炉顶气密箱进水和N:控制参数,确保不向炉内漏水,但是高炉塌滑料严重。
11:20高炉休风,堵6。
、7’、8。
、9。
、10。
、1l。
风口,用其余8个风口继续安装680mm砖套送风,同时全关混风,开始富氧,富氧2000—4300m3/h,缩小矿批为6000kg,萤石200ks/批,改矿a=22。
和焦d=200为矿焦同角Ot=18。
,焦炭负荷1.60t/t,但高炉顺行极差,风口焦炭运动迟缓,炉料时塌时滑,先后3次集中加焦炭4车,累计加焦炭15车,强制向炉内加风,赶上料线大喷铁121,再次放风坐料后,顺行好转,风压风量相适应,16:50高炉加风至1lOkPa,炉况顺行,20:10加风到130kPa,高炉料线赶上,开始按照1.3m放料,采取逐步加风,加大矿批,以么Ot=1。
为单位矿焦同时加角度。
当顶温开始上升到150℃以上时,采用一边加风,一边交替捅开靠近铁口部位的风口,22:55高炉出铁时,渣铁物理热明显好转,出铁量和流动性也越来越好。
10月2130:45高炉风压加到150kPa,捅开了全部风口和其中的砖套,矿批加到11000kg,矿焦同角度Q均为220,焦炭负荷2.44t/t。
5:30高炉加风至170kPa,7:40加到全风200kPa。
开炉阶段的工作取得圆满成功,堵风口期间主要操作参数见表3。
表32007年10月2El6s高炉开炉堵风121期间主要操作参数时间工作风1211个料批/个·h“热风压力/kPa风量/Y/m3·h-1Igig/*c富氧/m3·h“出铁时问[Si]/%[S]/%12:0013:0014:0015:0016:0017:00i8.0019:0020:002l:oo22:∞231000:00l:0015:2016:401.560.18818:051.470.08519:352.700.0632l:352.400.07322:553.480.0440:263.700.029注:表中前两次出铁因铁量少来化验成分。
5达产和强化冶炼5.1快速降低铁水[S】I含量降低铁水[Si]含量,是提高产量、降低焦比的重要措施,同时也有利于高炉用足风温和富氧。
10月2日高炉逐步加重焦炭负荷,由2.44t/t分3次加至3.02∥t,同耐将配料计算人炉碱度(CaO/SiO:)由1.0l提至1.12,[si]降到0.65%。
当天19:15开始喷煤。
第二天制定如下操作方针:[Si]0.40%一0.60%,渣碱度1.184-0.03,用足风温,继续降低[si]的含量。
提高渣碱度,降低[Si],改善了渣铁物理热和流动性,减轻了炉前劳动强度,lO月3日上午又随着富氧、喷煤及全风温的使用,炉前取消用临时砂口,投用水冷撇渣器。
高炉还发挥无料钟炉顶的优势,顶压由75kPa提高到85kPa,焦炭负荷进一步加重到4.60t/t。
5.2探索合理的装料制度高炉在开炉和恢复炉况过程中,大多时间采用矿焦d同角度。
lO月2日高炉喷煤时,把矿批由11000kg加到13000kg,稳定料线1.3m,改矿俚=25.50,焦仅=250010月3日随着喷煤量的增加,矿批加至13800kg,保持矿焦q角度差0.5。
,装料制度逐步改为矿a=300,焦d=29.50。