放热焊接的流程
放热焊接的操作步骤及说明
放热焊接操作及注意事项一.放热焊接的含义:是利用化学反应(燃烧)时产生的超高热来完成的焊接法。
由于化学反应速度非常快,产生的热量极高,且可以集中有效的传导至熔接部位使导体连接起来;更无需其它任何外加热能,因此是用于连接金属导线的最佳的方法。
放热反应的一般公式是:3Cu2O+2Al→Al2O3+3Cu+热量(2735˚C)在这里主要介绍水平接地极为240平方的铜绞线的连接,连接方法采用放热焊接。
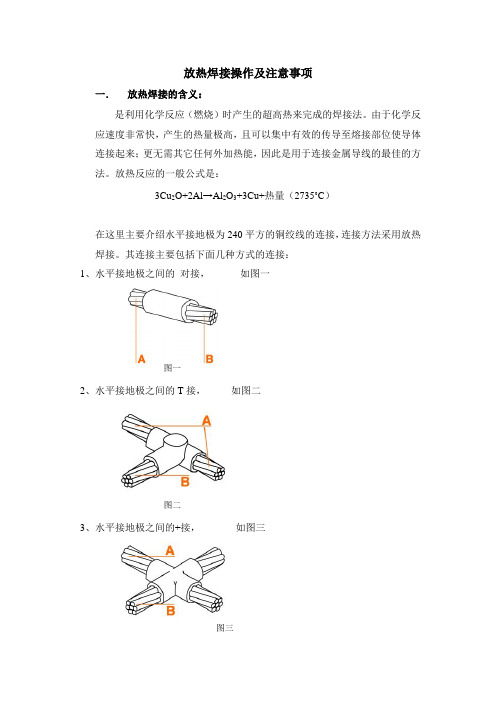
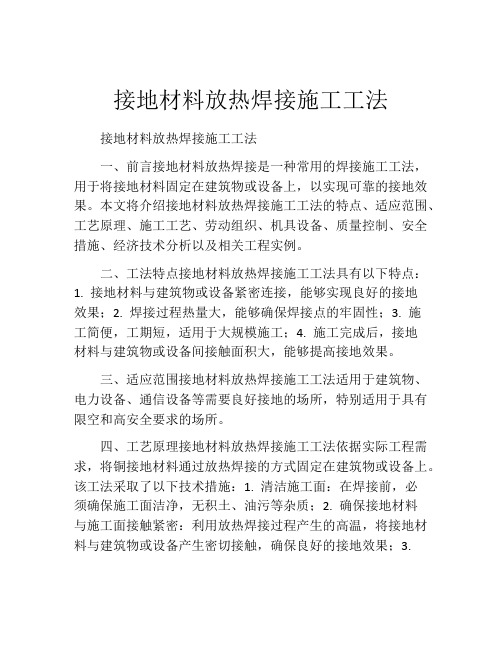
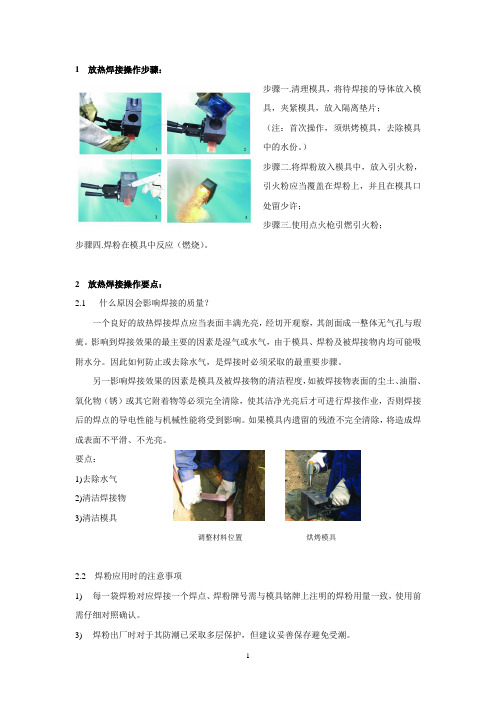
其连接主要包括下面几种方式的连接:1、水平接地极之间的对接,如图一图一2、水平接地极之间的T接,如图二图二3、水平接地极之间的+接,如图三图三4、水平与垂直接地极的连接,如图四图四以上几种焊接方式具体的操作步骤如下(亦可根据提供的资料上的步骤,或者根据提供的放热焊接的视频进行操作)放热焊接利用活性较强的铝把氧化铜还原,整个过程需时很短(仅数秒),反应所放出的热量足以使被焊接的导线端部融化形成永久性的分子合成。
二.放热焊接的流程第一步:将导线及熔模用专用的工具清理干净,再将导线熔接处用喷灯加热,然后安置导线于熔模内用第二步:用夹具将模具加紧,放入钢垫片盖住导流孔确保密封良好。
第三步:倒入焊粉并在上面洒上起燃药,并在模具顶部洒上另一部分起燃药。
第四步:合上顶盖,用点火墙点燃。
十秒钟之后,再打开模具。
三.放热焊接工艺的优点:1.焊接点的载流能力(熔点)与导线的载流能力相等。
2.因为焊接点是焊接而成的,所以是永久性的,不会老化。
3.焊接是一种永久性的分子结合,不会松脱。
4.焊接点象铜一样不受腐蚀性产物的影响。
5.焊接点能经受反复次的大浪涌(故障)电流而不退化。
6.焊接方法简单,培训容易。
7.供焊接用的材料很轻,携带方便。
8.进行焊接时,无需外接电源或热源。
9.从外观便能检验焊接的质量。
10.可用于焊接铜、铜合金、镀铜钢、各种合金钢四.放热焊接接头的优点:1.可靠性强:由于放热焊接是分子间的连接,能够消除表面接触,电解质等不会渗透到导体交界面上从而导致导体氧化和随时间老化。
放热焊施工总结

接触网放热焊施工总结1.工艺原理:放热焊接是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。
放热焊接适用于铜,铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力。
反应式:3Cu2O+2AL=AL2O3+6Cu+Q (Q=2537ºC~4600 ºC以上)2. 工艺流程:3.放热焊施工材料:模具(专卡150型电缆),含铝粉焊药,点火装置,铜套管,钢模,专用防火泥,4.0型热缩管。
施工用工具:美工刀,打磨机,沙轮片,活口扳手,电缆剪(J40型),喷灯(丁烷气+喷头),老虎钳,手锤,钢刷,钢丝刷,毛刷,镀铬喷漆,垃圾袋。
安全防护物品:安全帽,护目眼镜,防护手套,长衣,安全工作鞋,灭火器。
4.施工步骤:1,提前申请动火令,区间用电,施工出发之前,检查所需工机具是否带齐,带足焊药铜套管。
检查模具钢模点火器是否能够正常使用,分发手套,特别人员携带护目眼镜。
2.到达施工区域,首先寻找可用电源,比对电缆长度之后敷设电缆并固定。
3.做头。
a:用电缆剪和美工刀开剥电缆头20~30mm,去除电缆皮等杂物。
b:用铜套管套住电缆头,并用老虎钳轻轻敲击铜套管使之包裹电缆头且电缆铜丝头有外漏。
c:重复步骤a,将电缆表皮再去除100mm左右。
d:使用钢模老虎钳将做好的电缆头连同铜套管做成半圆形。
e:用喷灯对电缆进行加热去湿处理,并用钢刷去处电缆表面油污及氧化层。
f:套加截好的热缩管。
4:对钢轨进行除污处理:a:用钢刷除去钢轨焊接点表面氧化层,b:使用打磨机处理,使钢轨焊接点表面光滑明亮且无明显凹处。
5:对钢轨焊接处进行加热:使用特制的喷灯对准焊接处上下左右小范围移动,烤干钢轨表面水渍后对准焊接中心再停留10s 左右使焊接点温度达到400度左右。
6:选择合适模具,使用喷灯烤干模具表层水渍,摆好电缆后使用模具固定电缆头于钢轨上,调整模具上螺栓,使之与钢轨紧密贴合,之后用防火泥进行封堵,封堵要密实,过程要注意防烫。
铜铝放热焊工艺流程

铜铝放热焊工艺流程英文回答:Copper-aluminum heat dissipation welding is a process used to join copper and aluminum materials together for efficient heat transfer. This process is commonly used in various industries, including automotive, electronics, and HVAC systems.The process involves the following steps:1. Surface preparation: Both the copper and aluminum surfaces need to be thoroughly cleaned and degreased to ensure proper bonding. This can be done using solvents or mechanical methods such as sanding or wire brushing.2. Flux application: A specialized flux is applied to the surfaces of both copper and aluminum. The flux helps to remove any oxide layers that may have formed on the surfaces and promotes the formation of a strongmetallurgical bond.3. Heat application: The prepared copper and aluminum parts are aligned and clamped together. Heat is then applied using a suitable heat source, such as a torch or induction heating. The heat should be evenly distributed to avoid localized overheating.4. Welding: As the heat is applied, the flux starts to melt and react with the metal surfaces. This creates a liquid phase that facilitates the diffusion of copper and aluminum atoms, resulting in the formation of intermetallic compounds. These compounds provide a strong bond between the copper and aluminum.5. Cooling and cleaning: After the welding is complete, the joint is allowed to cool naturally. Once cooled, any remaining flux residue is removed using appropriate cleaning methods, such as brushing or rinsing with water.Copper-aluminum heat dissipation welding offers several advantages. It allows for the efficient transfer of heatbetween copper and aluminum components, which is essential in applications where thermal management is critical. The process also provides a reliable and durable joint, with good mechanical strength.中文回答:铜铝放热焊接是一种将铜和铝材料连接在一起以实现高效散热的工艺流程。
接地材料放热焊接施工工法(2)
接地材料放热焊接施工工法接地材料放热焊接施工工法一、前言接地材料放热焊接是一种常用的焊接施工工法,用于将接地材料固定在建筑物或设备上,以实现可靠的接地效果。
本文将介绍接地材料放热焊接施工工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及相关工程实例。
二、工法特点接地材料放热焊接施工工法具有以下特点:1. 接地材料与建筑物或设备紧密连接,能够实现良好的接地效果;2. 焊接过程热量大,能够确保焊接点的牢固性;3. 施工简便,工期短,适用于大规模施工;4. 施工完成后,接地材料与建筑物或设备间接触面积大,能够提高接地效果。
三、适应范围接地材料放热焊接施工工法适用于建筑物、电力设备、通信设备等需要良好接地的场所,特别适用于具有限空和高安全要求的场所。
四、工艺原理接地材料放热焊接施工工法依据实际工程需求,将铜接地材料通过放热焊接的方式固定在建筑物或设备上。
该工法采取了以下技术措施:1. 清洁施工面:在焊接前,必须确保施工面洁净,无积土、油污等杂质;2. 确保接地材料与施工面接触紧密:利用放热焊接过程产生的高温,将接地材料与建筑物或设备产生密切接触,确保良好的接地效果;3.控制焊接温度和焊接时间:通过控制焊接温度和焊接时间,确保焊接点的牢固性和安全性。
五、施工工艺接地材料放热焊接施工工法的施工工艺分为以下几个阶段:1. 准备工作:包括了解施工要求、编制施工方案、准备所需机具设备和材料等;2. 清洁施工面:对施工面进行清洁处理,确保施工面无积土、油污等杂质;3. 固定接地材料:将接地材料放置在施工面上,依据设计要求进行布置,并使用临时固定工具固定接地材料与施工面;4. 放热焊接:采用焊接设备进行放热焊接,确保接地材料与施工面产生密切接触;5. 整理施工面:整理施工面,清理焊接过程中产生的垃圾和焊渣;6. 审核验收:对施工质量进行审核验收,确保施工质量符合设计要求。
(完整版)放热焊接操作步骤以及注意事项
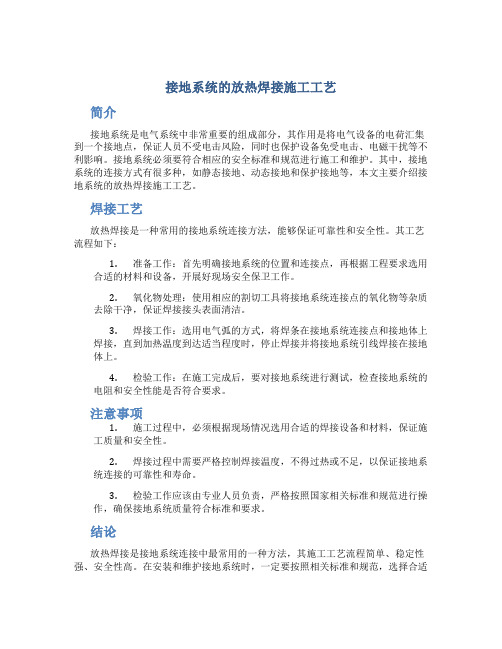
1 放热焊接操作步骤:步骤一.清理模具,将待焊接的导体放入模具,夹紧模具,放入隔离垫片;(注:首次操作,须烘烤模具,去除模具中的水份。
)步骤二.将焊粉放入模具中,放入引火粉,引火粉应当覆盖在焊粉上,并且在模具口处留少许;步骤三.使用点火枪引燃引火粉;步骤四.焊粉在模具中反应(燃烧)。
2 放热焊接操作要点:2.1 什么原因会影响焊接的质量?一个良好的放热焊接焊点应当表面丰满光亮,经切开观察,其剖面成一整体无气孔与瑕疵。
影响到焊接效果的最主要的因素是湿气或水气,由于模具、焊粉及被焊接物内均可能吸附水分。
因此如何防止或去除水气,是焊接时必须采取的最重要步骤。
另一影响焊接效果的因素是模具及被焊接物的清洁程度,如被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清除,使其洁净光亮后才可进行焊接作业,否则焊接后的焊点的导电性能与机械性能将受到影响。
如果模具内遗留的残渣不完全清除,将造成焊成表面不平滑、不光亮。
要点:1)去除水气2)清洁焊接物3)清洁模具调整材料位置烘烤模具2.2 焊粉应用时的注意事项1) 每一袋焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。
3) 焊粉出厂时对于其防潮已采取多层保护,但建议妥善保存避免受潮。
2.3 操作注意事项除其他条说明外,还应当注意安全因素,由于焊接过程中产生的温度达2500℃以上,因此施工中应当:1) 佩戴安全防护手套;2) 并且注意焊点焊好后,不要立即触碰,避免烫伤;3) 焊接反应时,模具口不应对准有人或者易燃物方向;4) 焊点反应好后,不应立即打开模具,或者向焊点喷水,避免焊点迅速冷却,这样很容易使焊点裂开;5) 焊好后应当尽快清理模具。
3 使用前的准备工作3.1 模具与模夹的准备和要领焊点截面1) 每次开工前用加热工具(如烘干箱或喷灯)烘烤模具,去除水气。
久未使用的模具内含有水分,尤其是前次使用完后仍留有残渣的模具,水分更多。
接地系统的放热焊接施工工艺
接地系统的放热焊接施工工艺简介接地系统是电气系统中非常重要的组成部分,其作用是将电气设备的电荷汇集到一个接地点,保证人员不受电击风险,同时也保护设备免受电击、电磁干扰等不利影响。
接地系统必须要符合相应的安全标准和规范进行施工和维护。
其中,接地系统的连接方式有很多种,如静态接地、动态接地和保护接地等,本文主要介绍接地系统的放热焊接施工工艺。
焊接工艺放热焊接是一种常用的接地系统连接方法,能够保证可靠性和安全性。
其工艺流程如下:1.准备工作:首先明确接地系统的位置和连接点,再根据工程要求选用合适的材料和设备,开展好现场安全保卫工作。
2.氧化物处理:使用相应的割切工具将接地系统连接点的氧化物等杂质去除干净,保证焊接接头表面清洁。
3.焊接工作:选用电气弧的方式,将焊条在接地系统连接点和接地体上焊接,直到加热温度到达适当程度时,停止焊接并将接地系统引线焊接在接地体上。
4.检验工作:在施工完成后,要对接地系统进行测试,检查接地系统的电阻和安全性能是否符合要求。
注意事项1.施工过程中,必须根据现场情况选用合适的焊接设备和材料,保证施工质量和安全性。
2.焊接过程中需要严格控制焊接温度,不得过热或不足,以保证接地系统连接的可靠性和寿命。
3.检验工作应该由专业人员负责,严格按照国家相关标准和规范进行操作,确保接地系统质量符合标准和要求。
结论放热焊接是接地系统连接中最常用的一种方法,其施工工艺流程简单、稳定性强、安全性高。
在安装和维护接地系统时,一定要按照相关标准和规范,选择合适的施工工艺和材料,严格控制施工质量和安全性,做好接地系统的检验和维护工作,确保其良好的电阻和可靠性能。
放热焊简介

放热焊接产品简介1.放热焊工作示意图放热焊工作剖面图2放热焊接的步骤①将模夹装到模具上,模具的规格随焊点的结构形式而异。
⑤将焊粉倒入模中,从焊粉表面到模口边沿洒上引火粉。
②每次开工焊接时应用热源烘烤模具及导体的焊接处,以确保其干燥。
⑥关上模盖,用点火枪点燃引火粉。
③确认导体及模具均无其它杂质后,将导体置入模具内,合模销紧。
⑦待焊点凝固后,开模并清除模腔内的焊渣。
④将托片放入模腔中,其作用为托住焊粉。
⑧清洁模具以备下一个焊点的使用。
3.放热焊工艺知识3.1工艺简介3.1.1 工艺原理放热焊是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。
放热焊适用于铜、铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力。
3.1.2 放热焊的反应方程式:3Cu2O+Al┄┄>6Cu+Al2O3+热量(温度可达2537℃或4600℃以上)3.1.3 放热焊所需的主要产品及配件①放热焊模具②放热焊模夹③放热焊焊粉④点火枪⑤毛刷⑥钢刷⑦喷灯3.2 放热焊的要点3.2.1 是什么原因影响了熔接效果?一个良好的“放热焊”焊点应当表面丰满光亮、没有气孔,经切开观察其剖面成一整体无气孔与瑕疵。
影响到“放热焊”的焊接效果的最主要的因素是湿气或水气,由于模具、焊粉及被焊接物内均可能吸附水分。
因此如何防止或驱除水气,是“放热焊”焊接时必须采取的最重要步骤。
另一影响“放热焊”焊接效果的因素是模具及被焊接物的清洁程度,如被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清除,使其洁净光亮后才可进行焊接作业,否则焊接后的焊点的导电性能与机械性能将受到影响。
如果模具内遗留的残渣不完全清除,将造成焊成表面不平滑、不光亮。
要点:①驱除水气②清洁焊接物③清洁模具]3.2.2 焊粉应用时的注意事项①每一罐焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。
接地材料放热焊接施工工法
接地材料放热焊接施工工法一、施工前准备工作1.确定焊接方案:根据设计要求,确定接地材料和焊接位置。
2.准备接地材料:选择合适的接地材料,并进行工业清洗,确保表面不含油污、锈蚀和氧化物。
3.钢结构准备:对钢结构进行处理,确保焊接部位的表面光洁,并清除表面杂质和氧化物。
二、施工工法1.划定焊接位置:根据设计要求,在钢结构上标明焊接位置。
2.安装接地材料:按照设计要求,固定接地材料,确保其与钢结构之间的间隙均匀。
3.进行焊接:利用放热电阻焊机对接地材料进行焊接。
首先,将接地材料与钢结构的焊接面加热至适宜的温度,然后将焊丝加热并与接地材料和钢结构的焊接面接触,从而实现连接。
4.检查焊接质量:焊接完成后,对焊接点进行质量检查,确保焊缝均匀、牢固,无裂纹和夹渣等缺陷。
5.防护措施:对焊接点进行合理的防护,以避免外界环境对焊接点的腐蚀和破坏。
三、施工注意事项1.温度控制:在进行放热焊接时,要控制好焊接温度,避免过度加热导致焊接不良或烧伤周围材料。
2.焊接顺序:根据具体情况,合理安排焊接顺序,避免焊接部位互相影响。
3.焊接质量控制:焊接质量对于接地功能的实现至关重要,要严格遵守焊接工艺要求,保证焊接质量符合设计要求。
4.焊接环境条件:施工时要保证焊接环境的通风良好,避免引燃和有害气体的产生。
5.施工人员安全:施工人员要穿戴好防护用品,确保自身安全。
四、施工验收1.对施工质量进行整体验收:包括焊接质量、焊接尺寸距离要求等。
2.对焊接接头进行质量检查:焊接接头应具备一定的拉力强度和抗剪强度,以确保接地功能的正常实施。
3.记录和报告:根据验收结果,编写施工记录和报告,以备后续参考。
综上所述,接地材料放热焊接施工工法是一种可靠且常用的接地材料连接方式。
通过合理的施工工艺、严格的质量控制和施工验收,可以确保接地功能的正常实施,为钢结构提供可靠的接地保障。
放热焊接技术交底

4)焊接物就位:
确认焊接物及模具均无其它杂质后,将焊接物放于模具的焊接模膛内,检查焊接物两端要在模具焊床中心相碰,并把焊接物端头对准出口,然后合模销紧模具夹如果被焊接物的尺寸小于模具铭牌所示,为避免铜液渗漏可用如下方法弥补:a、使用适当厚度的铜套管;b、使用密封剂;c使用铜片或铜带;d、使用高温棉带;
7)清洁模具:放热爆炸(引燃)后稍待约10—20秒,既可启开夹具,打开模具,基本冷却后将焊渣清除,以备下一个焊点的使用;
8)焊点绝缘、防腐待焊接物完全冷却后刷涂沥青漆进行防腐处理;
三、质量标准:
1焊接完毕后,检查焊件牢固性;
2焊接时保证焊件的水平、垂直度;
3焊点饱满,无气泡表面平滑、光亮。
四、成品保护
1注意保护已经安装好的设备,防止损坏和丢失。
2挂标识防止踩踏。
五、应注意的问题
放热焊接应注意的问题
每一罐焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。焊粉的计量单位以克(gram)计,焊粉的牌号标示其剂量克数,因此如果现有的焊粉牌号与模具标志的剂量不匹配时可视实际情况增减。焊粉出厂时对于其防潮已采取多层保护,但建议仍需妥善保管避免受潮。不可倒置存放。一个焊点要一次制作完成。接头的散热:放热焊接的接触电阻试验值与国际的标准IEC1238-1(1993)、国家标准GB9327.(1988)所规定的20%的最高偏差有比较的差异,说明在导体连接的部位有明显的电阻增加,会造成局部的发热。
5)放置钢盘:将钢盘放在模具的熔锅底部,并使其刚好挡住流出口。将托片放入模腔中,其作用为托住焊粉。
6)焊接加入反应粉末,选择正确标号的焊接金属(氧化铜、催化剂、铝和引火材料),将其倒入模具内,从焊粉表面到模口边沿洒上引火粉,注意使引火材料覆盖在焊接金属之上。将焊粉倒入模中,合上模具盖,用点火枪点燃引火粉,不得使用喷灯、火柴等明火点火。反应进行中,该置换反应温度可高达2200℃;
放热焊接
放热焊接工艺介绍\一.铜-铜,铜-钢焊接的含义是利用化学反应(燃烧)时产生的超高热来完成的焊接法。
由于化学反应速度非常快,产生的热量极高,且可以集中有效的传导至熔接部位使导体连接起来;更无需其它任何外加热能,因此是用于连接金属导线的最佳的方法。
二.铜-铜,铜-钢焊接的流程第一步:将导线及熔模用专用的工具清理干净,再将导线熔接处用喷灯加热,然后安置导线于熔模内用第二步:用夹具将模具加紧,放入钢垫片盖住导流孔确保密封良好。
第三步:倒入焊粉并在上面洒上起燃药,并在模具顶部洒上一部分起燃药。
第四步:合上顶盖,用点火墙点燃。
十秒钟之后,再打开模具.三.工艺的优点:1.焊接点的载流能力(熔点)与导线的载流能力相等。
2.因为焊接点是焊接而成的,所以是永久性的,不会老化。
3.焊接是一种永久性的分子结合,不会松脱。
4.焊接点象铜一样不受腐蚀性产物的影响。
5.焊接点能经受反复多次的大浪涌(故障)电流而不退化。
6.焊接方法简单,培训容易。
7.供焊接用的材料很轻,携带方便。
8.进行焊接时,无需外接电源或热源。
9.从外观便能检验焊接的质量。
10.可用于焊接铜、铜合金、镀铜钢、各种合金钢。
四.焊接施工质量的判别:1.形状必须完全包裹在接头内,连接头的凹面不得低于导线。
---如果凹面过低则不能使用,其原因为:1)焊药量不足;2)过多铜水泄漏;3)导线在模内未固定牢固;4)在熔接过程中导线有移动。
---如果凸面过高(可以使用),其原因为:1)焊药使用过量;2)因为导线或熔模有污垢而导致表面体积增大。
2.颜色在正常情况下熔接产生的接头是古铜色,偶尔顶部也可能有少量银色。
如连接到铸铁材料,接头表面常常会是银色的,这是因为接头已成为金属合金。
3.表面熔接头的表面应该平滑而没有过多的熔渣。
如果熔渣占表面20%以上或熔渣除去后导线有外露的情况,该接头不能使用。
4.气孔熔接头应没有过多的气孔。
过多气孔是因为有污垢(水、油、污物等等)在连接导线表面或熔模内。
铜铝放热焊工艺流程
铜铝放热焊工艺流程1.准备焊接设备和材料。
Prepare welding equipment and materials.2.清洁焊接表面,确保无油污和氧化物。
Clean the welding surface to ensure no oil or oxide.3.使用金属锯或割炬切割铜铝材料。
Cut copper and aluminum materials using a metal saw or cutting torch.4.将金属材料放在合适位置。
Position the metal materials in the appropriate position.5.启动焊接设备,预热焊接枪。
Start the welding equipment and preheat the welding gun.6.将焊接材料预热至合适温度。
Preheat the welding material to the appropriate temperature.7.选择合适的焊接材料和焊接方法。
Select the appropriate welding materials and welding methods.8.使用适当的保护设备和防护措施。
Use appropriate protective equipment and safety measures.9.开始焊接,确保焊接位置正确。
Start welding and ensure the correct welding position.10.注意焊接温度和时间,控制好焊接过程。
Pay attention to the welding temperature and time, and control the welding process well.11.当焊接到一定程度时停止焊接,检查焊损情况。
Stop welding when the welding reaches a certain degree and check the welding loss.12.如果需要,再次预热焊接材料。
铜铝放热焊工艺流程

铜铝放热焊工艺流程英文回答:The brazing process for copper and aluminum involves joining the two metals together using a filler material with a lower melting point than the base metals. This process is commonly used in various industries, such as automotive, electrical, and HVAC.The following are the steps involved in the brazing process for copper and aluminum:1. Surface preparation: The first step is to clean the surfaces of the copper and aluminum to be brazed. This is done to remove any dirt, grease, or oxides that may hinder the bonding process. Common methods of surface preparation include mechanical cleaning, chemical cleaning, or a combination of both.2. Flux application: Flux is a chemical compound thathelps to remove any remaining oxides and promotes the flow of the filler material. It is applied to the surfaces of the copper and aluminum before brazing. The flux can be in the form of a paste, liquid, or powder, depending on the specific application.3. Filler material selection: The filler material used for brazing copper and aluminum is typically an alloy that has a lower melting point than the base metals. Commonfiller materials include aluminum-silicon alloys or aluminum-zinc-silicon alloys. The selection of the filler material depends on the specific application and the desired properties of the joint.4. Assembly: The copper and aluminum parts to be brazed are assembled together with the filler material in between. The assembly can be done using various methods, such as clamping, fixturing, or jigs, to ensure proper alignment and joint integrity.5. Heating: The assembled parts are then heated to a temperature above the melting point of the filler materialbut below the melting point of the base metals. This allows the filler material to flow and bond with the copper and aluminum surfaces. The heating can be done using various methods, such as torch brazing, furnace brazing, or induction brazing.6. Cooling: Once the brazing temperature is reached and the filler material has flowed and bonded with the base metals, the assembly is allowed to cool down slowly. Thisis done to prevent thermal stress and ensure a strong and durable joint.7. Post-braze cleaning: After the assembly has cooled down, any residual flux and oxide residues are removed from the joint. This is typically done using a combination of mechanical cleaning, chemical cleaning, and rinsing.中文回答:铜铝放热焊工艺流程包括使用一个比基础金属熔点低的填充材料将两种金属连接在一起。
3mm紫铜板放热焊接

3mm紫铜板放热焊接
在进行3mm紫铜板放热焊接时,首先需要清洁和准备待焊接的
表面。
这包括去除表面的氧化物和油脂,以确保焊接接头的质量。
然后,使用适当的焊接工艺参数和焊接材料来进行焊接。
一般来说,对于3mm厚的紫铜板,可以选择合适直径的焊丝,并根据具体情况
调整焊接电流和电压。
在焊接过程中,需要注意控制焊接温度和焊接速度,以避免过
热或过快导致焊接质量下降。
另外,还需要注意焊接位置和焊接角度,确保焊接接头的均匀性和牢固性。
焊接完成后,需要对焊接接头进行清理和检查,确保焊接质量
符合要求。
如果需要,还可以进行后续的热处理或表面处理,以提
高焊接接头的性能和外观。
总的来说,3mm紫铜板放热焊接是一项需要技术和经验的工艺
活动,需要严格按照焊接规程和标准操作,以确保焊接质量和安全性。
同时,也需要根据具体情况选择合适的焊接设备和材料,以获
得满意的焊接效果。
北京放热焊剂

北京放热焊剂
北京放热焊剂,是一种特殊的焊接工艺,现在在北京市已经得到了广泛的应用。
它的操作流程相对简单,下面我将详细阐述一下。
1、准备工作
在进行焊接前,首先需要做好准备工作。
这一步主要是对焊接工具、设备以及材料进行检查和准备。
需要检查焊接工具是否正常,设备是否齐备,材料是否符合标准。
2、清洗表面
清洗表面是为了去除锈迹、油污、脏物等。
只有保持表面干净才能保证焊接接头的质量和稳定性。
使用清洁剂和刷子进行清洗即可。
3、准备焊丝和焊芯
焊丝和焊芯是进行焊接的必须材料。
准备好焊丝和焊芯后,需要对其进行检查,确保质量符合要求。
4、进行焊接
焊接时需要按照一定的顺序进行操作。
首先将焊丝和焊芯预热,并进行热熔。
然后将预热后的熔融焊丝放入焊接处,按照预定的时间进行熔化和冷却。
整个过程需要保证焊接过程的稳定,不要拉扯焊接处,也不要使用力过大。
5、整理焊接处
焊接完成后需要对焊接处进行整理和处理。
大部分焊接工具可以提供自动清理功能,可以帮助我们快速整理焊接处。
以上就是北京放热焊剂的操作流程了,如果想要完成好的焊接工作,需要认真执行以上步骤。
同时,还需要注意操作过程中的安全问题,如佩戴钳子、口罩等防护用具,以保障自己的安全。
(完整版)放热焊接操作步骤以及注意事项

(完整版)放热焊接操作步骤以及注意事项1 放热焊接操作步骤:步骤一.清理模具,将待焊接的导体放入模具,夹紧模具,放入隔离垫片;(注:首次操作,须烘烤模具,去除模具中的水份。
)步骤二.将焊粉放入模具中,放入引火粉,引火粉应当覆盖在焊粉上,并且在模具口处留少许;步骤三.使用点火枪引燃引火粉;步骤四.焊粉在模具中反应(燃烧)。
2 放热焊接操作要点:2.1 什么原因会影响焊接的质量?一个良好的放热焊接焊点应当表面丰满光亮,经切开观察,其剖面成一整体无气孔与瑕疵。
影响到焊接效果的最主要的因素是湿气或水气,由于模具、焊粉及被焊接物内均可能吸附水分。
因此如何防止或去除水气,是焊接时必须采取的最重要步骤。
另一影响焊接效果的因素是模具及被焊接物的清洁程度,如被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清除,使其洁净光亮后才可进行焊接作业,否则焊接后的焊点的导电性能与机械性能将受到影响。
如果模具内遗留的残渣不完全清除,将造成焊成表面不平滑、不光亮。
要点:1)去除水气2)清洁焊接物3)清洁模具调整材料位置烘烤模具2.2 焊粉应用时的注意事项1) 每一袋焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。
3) 焊粉出厂时对于其防潮已采取多层保护,但建议妥善保存避免受潮。
2.3 操作注意事项除其他条说明外,还应当注意安全因素,由于焊接过程中产生的温度达2500℃以上,因此施工中应当:1) 佩戴安全防护手套;2) 并且注意焊点焊好后,不要立即触碰,避免烫伤;3) 焊接反应时,模具口不应对准有人或者易燃物方向;4) 焊点反应好后,不应立即打开模具,或者向焊点喷水,避免焊点迅速冷却,这样很容易使焊点裂开;5) 焊好后应当尽快清理模具。
3 使用前的准备工作3.1 模具与模夹的准备和要领焊点截面1) 每次开工前用加热工具(如烘干箱或喷灯)烘烤模具,去除水气。
久未使用的模具内含有水分,尤其是前次使用完后仍留有残渣的模具,水分更多。
放热焊接点
放热焊接点
(原创实用版)
目录
1.放热焊接点的定义
2.放热焊接点的应用
3.放热焊接点的操作步骤
4.放热焊接点的注意事项
5.放热焊接点的优点
正文
放热焊接点,又称热风焊接点,是一种通过高温热风进行焊接的技术。
这种技术主要应用于电子制造、汽车制造、家电制造等领域,特别是在电路板焊接、线束焊接等方面有广泛应用。
操作放热焊接点需要以下步骤:
首先,需要将焊接件放置在焊接位置,然后使用热风枪对焊接部位进行加热。
在加热的过程中,焊接件会因高温而熔化,从而形成一个焊接点。
接着,将焊接点压实,使其牢固。
最后,等待焊接点冷却,这样就完成了一个放热焊接操作。
在进行放热焊接时,有一些注意事项需要遵循。
比如,热风枪的温度需要根据焊接件的材质进行调整,以防止温度过高或过低导致的焊接不良。
另外,焊接过程中需要保证焊接件的稳定性,以防止因振动等原因导致的焊接不准确。
放热焊接点技术具有许多优点。
首先,它可以在短时间内完成焊接,提高了生产效率。
其次,由于焊接过程是在高温下进行,因此焊接点牢固,不易脱落。
第1页共1页。
放热焊接的操作步骤及说明
放热焊接操作及注意事项一.放热焊接的含义:是利用化学反应(燃烧)时产生的超高热来完成的焊接法。
由于化学反应速度非常快,产生的热量极高,且可以集中有效的传导至熔接部位使导体连接起来;更无需其它任何外加热能,因此是用于连接金属导线的最佳的方法。
放热反应的一般公式是:3Cu2O+2Al→Al2O3+3Cu+热量(2735˚C)在这里主要介绍水平接地极为240平方的铜绞线的连接,连接方法采用放热焊接。
其连接主要包括下面几种方式的连接:1、水平接地极之间的对接,如图一图一2、水平接地极之间的T接,如图二图二3、水平接地极之间的+接,如图三图三4、水平与垂直接地极的连接,如图四图四以上几种焊接方式具体的操作步骤如下(亦可根据提供的资料上的步骤,或者根据提供的放热焊接的视频进行操作)放热焊接利用活性较强的铝把氧化铜还原,整个过程需时很短(仅数秒),反应所放出的热量足以使被焊接的导线端部融化形成永久性的分子合成。
二.放热焊接的流程第一步:将导线及熔模用专用的工具清理干净,再将导线熔接处用喷灯加热,然后安置导线于熔模内用第二步:用夹具将模具加紧,放入钢垫片盖住导流孔确保密封良好。
第三步:倒入焊粉并在上面洒上起燃药,并在模具顶部洒上另一部分起燃药。
第四步:合上顶盖,用点火墙点燃。
十秒钟之后,再打开模具。
三.放热焊接工艺的优点:1.焊接点的载流能力(熔点)与导线的载流能力相等。
2.因为焊接点是焊接而成的,所以是永久性的,不会老化。
3.焊接是一种永久性的分子结合,不会松脱。
4.焊接点象铜一样不受腐蚀性产物的影响。
5.焊接点能经受反复次的大浪涌(故障)电流而不退化。
6.焊接方法简单,培训容易。
7.供焊接用的材料很轻,携带方便。
8.进行焊接时,无需外接电源或热源。
9.从外观便能检验焊接的质量。
10.可用于焊接铜、铜合金、镀铜钢、各种合金钢四.放热焊接接头的优点:1.可靠性强:由于放热焊接是分子间的连接,能够消除表面接触,电解质等不会渗透到导体交界面上从而导致导体氧化和随时间老化。
放热焊接工序

放热焊接工序热焊接是一种常用的金属连接工艺,通过加热金属材料使其部分或全部熔化,然后冷却固化,实现金属材料的连接。
放热焊接工序是热焊接过程中的一个重要环节,它决定了焊接接头的质量和性能。
放热焊接工序是指在热焊接过程中,焊接接头在冷却过程中放出的热量的处理。
焊接接头在加热过程中会吸收大量热量,当焊接完成后,焊接接头会通过自然冷却的方式散发出热量。
放热焊接工序就是通过控制焊接接头的冷却速度和温度分布,使其达到所需的焊接质量和性能要求。
放热焊接工序的关键是控制冷却速度。
冷却速度过快或过慢都会对焊接接头的性能产生不良影响。
冷却速度过快会导致焊接接头的组织过于脆性,容易产生裂纹和变形;而冷却速度过慢则会导致焊接接头的组织过于粗大,强度和韧性不足。
因此,在放热焊接工序中,需要根据具体的焊接材料和焊接要求,合理控制冷却速度,以获得理想的焊接接头。
放热焊接工序中还需考虑焊接接头的温度分布。
焊接接头的温度分布对焊接接头的组织和性能有着重要影响。
焊接接头的温度分布不均匀会导致焊接接头的组织不均匀,从而影响焊接接头的强度和韧性。
因此,在放热焊接工序中,需要采取相应的措施,使焊接接头的温度分布均匀,以保证焊接接头的质量和性能。
放热焊接工序的实施需要借助相应的设备和工具。
常见的放热焊接工具有焊接电源、焊接夹具、焊接温度计等。
这些设备和工具能够帮助焊接工人准确控制焊接接头的冷却速度和温度分布,提高焊接质量和效率。
在实际操作中,放热焊接工序需要注意以下几点。
首先,要选择合适的焊接方法和参数,以满足焊接接头的质量和性能要求。
其次,要进行焊接接头的预热和后热处理,以减少焊接接头的应力和变形。
此外,还要注意控制焊接接头的冷却速度,避免产生裂纹和变形。
最后,要进行焊接接头的检测和评估,以确保其质量和性能符合要求。
放热焊接工序是热焊接过程中的一个重要环节,它决定了焊接接头的质量和性能。
通过合理控制冷却速度和温度分布,可以获得理想的焊接接头。