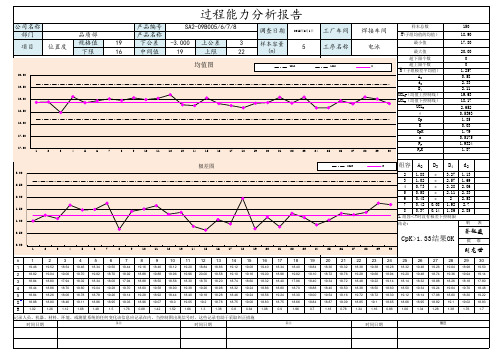
CPK格式表
CPk标准表格
X
18.97
19.15 18.83 19.04 18.87 18.64 19.02 19.04 18.86 19.02 18.92 18.67 19.26 18.88 18.77
R
1.38
1.3
0.64
1.32
0.64
1.36
1.44
1.48
1.22
1.46
0.94
1.3
0.28
1.86
0.92
记录人员、机器、材料、环境、或测量系统的任何变化该信息应记录在内,当控制图出现信号时,这些记录有助于采取纠正措施
0.00
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
刘龙世
n
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15
1
18.56
19.20 18.56 18.60 18.68 19.22 19.24 19.34 18.88 19.46 18.62 18.56 19.36 18.86 18.88
28
19.06 19.90 17.74 19.42 19.26 19.08 2.16
29
19.10 19.50 18.92 18.56 19.20 19.06 0.94
30
19.56 18.80 18.22 18.42 18.00 18.6 1.56
CPK统计表

0.000 0.000 #DIV/0! #DIV/0!
上限规格(SU) 规格中心(mm) Cp
#DIV/0! #DIV/0!
#DIV/0!
Cpk
▶ 测定平均值与规格中心(mm)的差异 : 基准表:★ 工程能力的有无是按照如下基准来判断 A+▶ 2.0 > Cpk ≥ 1.67 : 优; A ▶ 1.67 > Cpk ≥ 1.33 : 能力良好,状态稳定;
=μ
Lot NO. 客户名称 产品名称 产品编号 测量项目 测量设备 作人 制作时间 审核人 审核时间
B ▶ 1.33 > Cpk ≥ 1.00 : 状态一般,制程因素稍有变异即有产生不良的危险, 应利用各种资源及方法将其提升为 A级; C ▶ 1.00 > Cpk ≥ 0.67 : 差,制程不良较多,必须提升其能力; D ▶ 0.67 > Cpk :不可接受,其能力太差,应考虑重新整改设计制程。 备注:
状态一般制程因素稍有变异即有产生不良的危险应利用各种资源及方法将其提升为a级
CPK统计表
NO 1 2 3 4 5 6 7 8 9 10 样品数(n) 最大(Max) 最小(Min) 平均(X-bar) 标准偏差(σ) 下限规格 (SL) 测量数据
=SL 1
=SU
1
0
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
CPK表格(可修改)
VALUES 125 29.5500 29.6000 29.6500 3,713.5400 29.7083 40.0000 29.5600 0 2 0.6484 2.3260 -0.0697 0.1893 0.0598 -0.0697 16.7257 1.0469 1.0427 1.0960 1.0872 0.0159 62.8136 -0.0186
15
29.580 29.580 29.590 29.590 29.580
LOCATION PART TOOL DIMENSION
MINUS Upr Spec Limit HISTOGRAM WITH LIMITS
140 121 120 100
120
100
29.5500
99
29.6500
80 80 60 60 40 40 21
4
4.0000
5
5.0000
6
6.0000
7
7.0000
8
8.0000
9
9.0000
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
25.0000
15.0000
18.0000
30.5
4.0000
7.0000
2.0000
3.0000
5.0000
6.0000
8.0000
9.0000
Supplier供应商
20
29.580 29.590 29.590 29.590 29.580
R E A D I N G S
2 3 4 5
CPK分析表(CPK自动生成表)

7 6
8
9 7
51.85 51.86 51.90 51.90
10 8
52.00 52.10 51.86 52.12
11 9
51.70 51.80 52.00 51.90
12 10
13
14 11
52.10 51.90 51.80 52.00
15 12
51.90 51.86 51.95 51.75
16 13
207.86 51.97 51.93 52.08 51.78 0.36 0.21 0.47 0.00
207.51 51.88 51.93 52.08 51.78 0.05 0.21 0.47 0.00
208.08 52.02 51.93 52.08 51.78 0.26 0.21 0.47 0.00
207.29 51.82 51.93 52.08 51.78 0.15 0.21 0.47 0.00
207.18 51.80 51.93 52.08 51.78 0.17 0.21 0.47 0.00
207.42 51.86 51.93 52.08 51.78 0.24 0.21 0.47 0.00
生产线 零件名称 ●
介子 7.2铜介子 51.93
工序名称 设备名称
冲压 冲压机
质量特性 规 格 值 52.08
铜质 52.00
公差上限 公差下限
52.50 51.50 LCLX=X-A2R=
组容/频率 图 号
500pcs/0.5H 8101535-240
生产形态 日 期
□ 批量生产
X=AVE(X)=
LCL
51.6 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
CPK控制图-空白表格

1
2
#DIV/0!
3
4
0.000
3
4
工序名称 机器编号
5
6
7
5
6
7
质量特性 规格值
公差上限 公差下限
组容/频率 图号
5pcs/1H
生产形态 日期
正式生产
UCLX=X+A2R= #DIV/0!
LCLX=X-A2R= #DIV/0!
说明栏
AVERAGE(X)
●对特殊原因采取措施说明
UCL
CL
LCL *任何超出控制限的点
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 0.000 0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000
批准/日期:
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
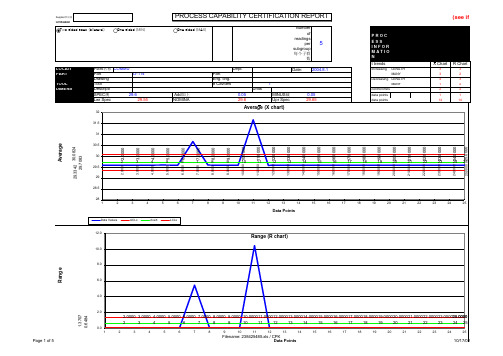
CPK过程能力控制计算表格

---------------------------------------------------------------最新资料推荐------------------------------------------------------CPK过程能力控制计算表格过程能力认证报告规格设定:部门零件图号零件名称检测器具描述公称尺寸下限尺寸双侧公差下限公差上限公差过程能力充分 5 过程通知数据趋势增加减少运转周期运转周期 X值3 1 3 3 0 3 3 R值 3 1 3 3 0 4 3单组数据个数统计审核操作人员设备标号 -0.025 36.0 AAA BBB CCC M6140-2 单位下公差上限尺寸日期日期25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差35.936 名义尺寸2009-5-4 2009-5-5mm -0.064 35.975失控限制连续数据高于平均值连续数据低于平均值均值(X 表)35.9635.958035.958 35.956 35.95435.953035.952 35.9535.948135.948 35.946 35.944 35.94212均值34上控制线UCLx56平均均值78下控制线LCLx910111213141516171819202122232425极差(R 表)0.020.01820.0180.016 0.014 0.012 0.010.00860.008 0.006 0.004 0.002 0.0第 1 页,共 4 页1/ 5过程能力认证报告0.0过程能力充分15 16 17 18 19 20 21 22 23 24 2512极差34上控制线r56平均均值7891011121314下控制线LCLr 第 2 页,共 4 页---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告部门零件图号零件名称检测器具描述公称尺寸下限尺寸 25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差 35.936 名义尺寸统计审核操作人员设备标号 -0.025 36.0LSL80 25 25 22 60 20 18 19 50 4011 49过程能力充分2009-5-4 2009-5-5AAA BBB CCC M6140-2日期日期统计描述数据个数n 尺寸下限 (LSL) 公称值尺寸上限 (USL) 数据总数平均均值( X ) 最大值Max 最小值Min 低于下限数据个数高于上限数据个数平均极差(R) D2 ,n=5 高能力指数 (CPU) 低能力指数(CPL) 过程能力指数 (Cp) 过程能力(Cpk) 过程比率(CR) 标准偏差 (n-1) 标准偏差(n) 方差(n-1) 方差(n) 性能指数(PP) 性能比率(PR) 性能指数(Ppk) 15 35.95535.960 35.951 35.952 35.95135.9538 0.009数值125 35.936036.0000 35.9750 4,494.1290 35.9530 35.9620 35.9450 0 0 0.0086 2.3260 1.9805 1.5355 1.7580 1.5355 0.5688 0.0034 0.0034 0.0000 0.0000 1.8854 0.5304 1.6467单位下公差上限尺寸mm -0.064 35.975USL样本柱状分布图30控制线柱状分布图70 70 35.9360 35.9750151310 7 5 1 0 35.94 9 35.95 1 35.95 6 35.95 8 35.96 135.94 6 35.95 9 630 20 2 10 0 35.94 4 35.94 8 35.95 435.95 3 016 035.9 320 35.9 63 35.9 40 35.9 4835.9 560 35.9 710 35.9 790 35.9 8735.9 24分 n1 2 3 4 5 均值X 35.9518 极差R 0.012 21 n 1 35.956 2 35.958 3 35.955 4 35.957 5 35.945 1 35.949 35.959 35.947 35.951 35.9533/ 52 35.956 35.957 35.952 35.949 35.95535.9538 0.008组数据11 35.953 35.952 35.960 35.953 35.95735.955 0.0083 35.949 35.946 35.949 35.950 35.95535.9498 0.0094 35.951 35.958 35.949 35.953 35.95535.9532 0.0095 35.956 35.954 35.955 35.953 35.95535.9546 0.0036 35.951 35.947 35.951 35.953 35.95535.9514 0.0087 35.951 35.956 35.956 35.953 35.95435.954 0.0058 35.956 35.947 35.956 35.953 35.95535.9534 0.0099 35.951 35.955 35.956 35.953 35.95435.9538 0.00510 35.951 35.949 35.957 35.948 35.95035.951 0.00912 35.951 35.956 35.951 35.955 35.95835.9542 0.00713 35.951 35.956 35.949 35.949 35.95135.9512 0.00714 35.951 35.957 35.960 35.953 35.94935.954 0.01116 35.949 35.959 35.951 35.951 35.94835.9516 0.01117 35.951 35.953 35.960 35.951 35.95035.953 0.0118 35.951 35.957 35.954 35.950 35.95235.9528 0.00719 35.952 35.961 35.955 35.950 35.95635.9548 0.01120 35.953 35.947 35.952 35.955 35.95335.952 0.00822 35.952 35.949 35.957 35.954 35.95623 35.951 35.953 35.954 35.953 35.96224 35.949 35.958 35.951 35.953 35.95125 35.953 35.950 35.952 35.956 35.948注意第 3 页,共 4 页---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告均值X 35.9542 极差R 0.01335.9536 0.008 35.9546 0.011 35.9524 0.009 35.9518 0.008过程能力充分第 4 页,共 4 页5/ 5。
CPK格式

机种名:D186模具号:No.1Ver:A品名:前框注塑日期:2010/2/1测量工具:卡尺料号:J34G8B49-FM-A1S测量日期:2010/2/3测量人:田萌CPK 值对应等级(A :位置尺寸A 尺寸B 基本尺寸441.90441.90规格上限442.20442.20规格下限441.60441.60中心尺寸441.90441.90最大值441.98441.78最小值441.62441.63平均值441.826441.682标准差0.0990.045制程准确度-0.247-0.727制程精密度 1.014 2.245制程能力CPK 0.7640.613所属等级D E DRL% 1.10% 3.30%DRR%0.01%0.00%DR%1.11% 3.30%样品1441.95441.75样品2441.92441.72样品3441.86441.66样品4441.86441.66样品5441.78441.65样品6441.92441.72样品7441.96441.76样品8441.85441.65样品9441.78441.63样品10441.62441.63样品11441.85441.65样品12441.67441.65样品13441.86441.66样品14441.95441.75样品15441.78441.67样品16441.75441.66Range Frequenc y Normal Dist.Range Frequency Normal Dist.样品17441.65441.78441.530000.0449441.548300.0995样品18441.75441.67441.567000.1290441.565000.2857样品19441.86441.66441.604000.3218441.581700.7127样品20441.65441.66441.641010.6974441.59840 1.5445样品21441.87441.67441.67804 1.3131441.61510 2.9081样品22441.86441.66441.71500 2.1482441.63182 4.7574样品23441.98441.78441.75202 3.0532441.64850 6.7616样品24441.87441.67441.78905 3.7702441.6652178.3495样品25441.78441.65441.82590 4.0448441.681948.9577样品26441.65441.72441.862911 3.7702441.698608.3495样品27441.86441.66441.89992 3.0532441.71530 6.7616样品28441.85441.65441.93692 2.1482441.73203 4.7574样品29441.95441.75441.97394 1.3131441.74870 2.9081样品30441.78441.66442.010910.6974441.76544 1.5445样品31441.86441.66442.047900.3218441.782120.7127样品32441.85441.65442.12180.04492.133600.0000comments:尺寸A 尺寸BProcess Capability & Normal Distribution Worksheet0.00.51.01.52.02.53.03.54.04.524681012441.53441.57441.60441.64441.68441.71441.75441.79441.83441.86441.90441.94441.97442.01442.05442.12尺寸A 常态分布图0.001.002.003.004.005.006.007.008.009.0010.00024681012141618441.55441.56441.58441.60441.62441.63441.65441.67441.68441.70441.72441.73441.75441.77441.782.13尺寸B 常态分布图。