CPK表单
合集下载
CPk标准表格
X
18.97
19.15 18.83 19.04 18.87 18.64 19.02 19.04 18.86 19.02 18.92 18.67 19.26 18.88 18.77
R
1.38
1.3
0.64
1.32
0.64
1.36
1.44
1.48
1.22
1.46
0.94
1.3
0.28
1.86
0.92
记录人员、机器、材料、环境、或测量系统的任何变化该信息应记录在内,当控制图出现信号时,这些记录有助于采取纠正措施
0.00
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
刘龙世
n
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15
1
18.56
19.20 18.56 18.60 18.68 19.22 19.24 19.34 18.88 19.46 18.62 18.56 19.36 18.86 18.88
28
19.06 19.90 17.74 19.42 19.26 19.08 2.16
29
19.10 19.50 18.92 18.56 19.20 19.06 0.94
30
19.56 18.80 18.22 18.42 18.00 18.6 1.56
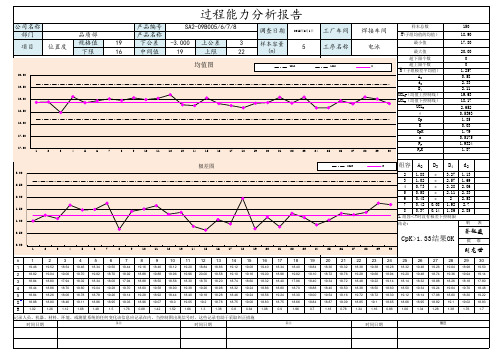
过程能力研究表(CPK)

工厂
ABC有限公司
部门
过程能力研究
(CPK分析报告)
工序
计算控制限日期
工程规范
最小值
~
最大值
机器编号
日期
特性
样本容量/频率
零件名称/编号
时间
8:00
10:00
12:00
14:00
16:00
8:00
10:00 12:00 14:00 16:00
8:00
10:00
12:00
14:00
16:00
8:00
10:00 12:00 14:00
4、 纠正计算或描点错误,采取正确的取样方法。
* 样本容量小于7时,没有极差的下控制线。
UCL
#DIV/0! #DIV/0! #DIV/0!
X
#DIV/0! #DIV/0! #DIV/0!
LCL
#DIV/0! #DIV/0! #DIV/0!
UCL
0
0
0
R
0.000
0.000
0.000
LCL
0
0
0
研究评定: 由以上计算结果可知CPK=
0.000
D4 3.27 2.57 2.28
0.000
0.000
0.000 0.000 0.000
对特殊原因采取的措施的说明:
* 任何超出控制限的点,证明在那点不稳定。
* 连续7点全在中心线之上或之下。
* 连续7点上升或下降。
* 任何其它明显非随机的图形。
0.000
0.000
0.000
UCLX=X+A2R= #DIV/0! USL= 最大值
#DIV/0! #DIV/0! #DIV/0!
ABC有限公司
部门
过程能力研究
(CPK分析报告)
工序
计算控制限日期
工程规范
最小值
~
最大值
机器编号
日期
特性
样本容量/频率
零件名称/编号
时间
8:00
10:00
12:00
14:00
16:00
8:00
10:00 12:00 14:00 16:00
8:00
10:00
12:00
14:00
16:00
8:00
10:00 12:00 14:00
4、 纠正计算或描点错误,采取正确的取样方法。
* 样本容量小于7时,没有极差的下控制线。
UCL
#DIV/0! #DIV/0! #DIV/0!
X
#DIV/0! #DIV/0! #DIV/0!
LCL
#DIV/0! #DIV/0! #DIV/0!
UCL
0
0
0
R
0.000
0.000
0.000
LCL
0
0
0
研究评定: 由以上计算结果可知CPK=
0.000
D4 3.27 2.57 2.28
0.000
0.000
0.000 0.000 0.000
对特殊原因采取的措施的说明:
* 任何超出控制限的点,证明在那点不稳定。
* 连续7点全在中心线之上或之下。
* 连续7点上升或下降。
* 任何其它明显非随机的图形。
0.000
0.000
0.000
UCLX=X+A2R= #DIV/0! USL= 最大值
#DIV/0! #DIV/0! #DIV/0!
CPK表格(可修改)
20
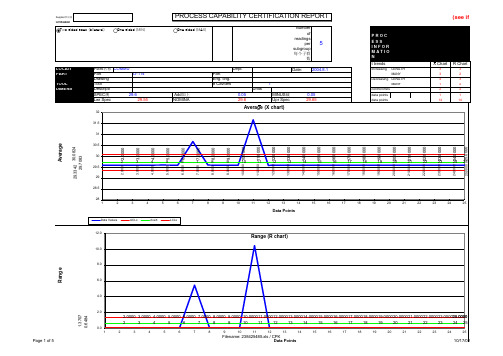
VALUES 125 29.5500 29.6000 29.6500 3,713.5400 29.7083 40.0000 29.5600 0 2 0.6484 2.3260 -0.0697 0.1893 0.0598 -0.0697 16.7257 1.0469 1.0427 1.0960 1.0872 0.0159 62.8136 -0.0186
15
29.580 29.580 29.590 29.590 29.580
LOCATION PART TOOL DIMENSION
MINUS Upr Spec Limit HISTOGRAM WITH LIMITS
140 121 120 100
120
100
29.5500
99
29.6500
80 80 60 60 40 40 21
4
4.0000
5
5.0000
6
6.0000
7
7.0000
8
8.0000
9
9.0000
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
25.0000
15.0000
18.0000
30.5
4.0000
7.0000
2.0000
3.0000
5.0000
6.0000
8.0000
9.0000
Supplier供应商
20
29.580 29.590 29.590 29.590 29.580
R E A D I N G S
2 3 4 5
VALUES 125 29.5500 29.6000 29.6500 3,713.5400 29.7083 40.0000 29.5600 0 2 0.6484 2.3260 -0.0697 0.1893 0.0598 -0.0697 16.7257 1.0469 1.0427 1.0960 1.0872 0.0159 62.8136 -0.0186
15
29.580 29.580 29.590 29.590 29.580
LOCATION PART TOOL DIMENSION
MINUS Upr Spec Limit HISTOGRAM WITH LIMITS
140 121 120 100
120
100
29.5500
99
29.6500
80 80 60 60 40 40 21
4
4.0000
5
5.0000
6
6.0000
7
7.0000
8
8.0000
9
9.0000
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
25.0000
15.0000
18.0000
30.5
4.0000
7.0000
2.0000
3.0000
5.0000
6.0000
8.0000
9.0000
Supplier供应商
20
29.580 29.590 29.590 29.590 29.580
R E A D I N G S
2 3 4 5
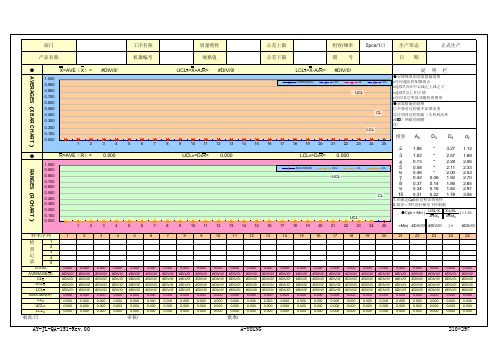
CPK控制图-表格(最新版)
部门 产品名称
工序名称 机器编号
质量特性 规格值
公差上限 公差下限
组容/频率 图号
5pcs/1日
生产形态 日期
正式生产
AVERAGES(X BAR CHART )
●
X=AVE(X)= #DIV/0!
UCLX=X+A2R= #DIV/0!
LCLX=X-A2R= #DIV/0!
说明栏
1.000 0.900 0.800 0.700
1.在确定Cpk前过程必须受控
2.组容<7时没有极差下控制限
●Cpk = Min ( USL-X X-LSL )≥1.33 3R/d2 3R/d2
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
=Min( #DIV/0! #DIV/0! ) = #DIV/0!
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
0.000 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000 0.000
CPK管控表

UCLX X A2 R
CL X X
9.45
LCL
UCLR D4 R CLR R LCLR D3 R
Ca ( X SL ) T 2
X
X
A
2
R
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
R管制圖
Cp T
6 * (R d 2 )
CPK制程能力分析表
製程: 工令/批次號: 机种: 日期:
ห้องสมุดไป่ตู้
數 據 區
DATA區 Xn NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 NO.10 NO.11 NO.12 NO.13 NO.14 NO.15 NO.16 NO.17 NO.18 NO.19 NO.20 NO.21 NO.22 NO.23 NO.24 NO.25 AVERAGE (平均值): 核准: X1 X2 X3 X4 X5 R X-bar
USL X X LSL , ) 3 * (R d 2 ) 3 * (R / d 2 )
Cpk MIN (
1.20 1.00 0.80 0.60 0.40 0.20 0.00
等級 A+ A B C
Ca
Cp 1.67 MIN
Cpk 1.67 MIN 1.33 1.67 1.00 1.33 0.67 1.00 0.67
制程能力參數
評估項目(ITEM) 計量單位(Unit) 規格上限 (USL) 規格中心 (SL) 規格下限 (LSL) 規格公差 (T) 樣本量(Sample Size) 最大值 (MAX) 最小值 (MIN) 跨距( R ) 平均值 (AVE) 平均跨距(R-bar) 標准差(R-bar/d2) 標准差 (STD-σ) 管制上限(UCLx) 管制中心(CLx) 管制下限(LCLx) 全距管制上限(UCLR) 全距管制中心(CLR) 制程偏移度(Ca) 短期制程能力(Cp) 長期制程能力(Pp) 短期綜合指數(Cpk) Cpk等級 長期綜合指數(Ppk) Ppk等級 估計不良率 工程审查: % ppm 0.00% 0 等 級 劃 分 標 准 n 2 3 4 5 6 7
Cpk数据统计分析表

1
实线 --- 样 本 μ正态分布图 虚线 --- 无偏移 M 正态分布图
0.8 0.6 0.4 0.2 0 变量 #VALUE! #VALUE! TL #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! M #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! TU #VALUE! #VALUE!
规格设定 双侧公差
χ
1
4
χ
5
1பைடு நூலகம்
上限公差
0
技术公差幅度 公差中心值 样本均值 样本数 样本标准方差 样本偏移量 样本偏移度 样本最大值 样本最小值 合计估算不良率 上限估算不良率 下限估算不良率
下限公差
公称(规格)值 上 公 差 下 公 差
σ
ε K MAX MIN
测算尺寸简述
正 态 分 布 图
分布密度 1.2
Cp值自动测算用表
测算日期 测 算 者 测算目的 客户名称 部品番号 部品名称 组别 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 样本检测数据 χ 2 χ 3 χ
热前公法线CPK值计算 过程能力指数 Cp 过程能力修正值 Cpk
实线 --- 样 本 μ正态分布图 虚线 --- 无偏移 M 正态分布图
0.8 0.6 0.4 0.2 0 变量 #VALUE! #VALUE! TL #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! M #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! TU #VALUE! #VALUE!
规格设定 双侧公差
χ
1
4
χ
5
1பைடு நூலகம்
上限公差
0
技术公差幅度 公差中心值 样本均值 样本数 样本标准方差 样本偏移量 样本偏移度 样本最大值 样本最小值 合计估算不良率 上限估算不良率 下限估算不良率
下限公差
公称(规格)值 上 公 差 下 公 差
σ
ε K MAX MIN
测算尺寸简述
正 态 分 布 图
分布密度 1.2
Cp值自动测算用表
测算日期 测 算 者 测算目的 客户名称 部品番号 部品名称 组别 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 样本检测数据 χ 2 χ 3 χ
热前公法线CPK值计算 过程能力指数 Cp 过程能力修正值 Cpk