大众标准TL 244中文2010年12月版
VW_TL_244 锌镍铝涂层表面防护要求_2010-12_ch2
这些涂层也不适用于气压系统(诸如,空调系统)的密封元件,因为这些涂层含有微观裂纹。
以这种方式涂层的零件的某些事后的塑性变形(卷边、压伤、弯曲)要力求避免,因为这会造 成防锈层的损失和随之而来的降低抗腐能力。 Ofl-r647和Ofl-r648适用于事后塑性变形的零件。Ofl-r647尤其可用于液压系统。 首次供货和更改的认可按照 VW 011 55。
以前的版本
1987-10、1992-05、1993-11、1995-12、2002-05、2004-12、2006-08
1 适用范围
本标准为如下零件-按 VW137 50 标识字母“r”的铁质材料以及钢制零件且抗拉强度 Rm≤ 1000 MPa 的电解涂层和无 Cr(VI)后处理的锌/镍合金涂层规定了技术要求
3.10 附着强度
锌/镍合金涂层 表面防护要求
TL 244
共 8页 第 7 页
温度交变试验按照 DIN EN ISO 2819。
该试件在(300±10)℃情况下存放 30 min,然后紧接着浸渍在 15℃~25℃的水中。
技术要求:不得有气泡或大面积锌涂层的脱落。
3.11 腐蚀性能
系统的抗腐蚀性能,在供货状态以及在 120℃情况下 24 h 的热存放之后,都必须保证。这些都 是最低要求,任何情况下都要遵守。 经钝化及封闭处理的零件按照3.11.1和3.11.2进行测试;
无封闭零件按照3.11.1进行测试。
3.11.1 按照DIN EN ISO 9227盐雾试验测试方法
如下应用于评估包括钝化处理涂层以及封闭的锌/镍涂层:
-在按照 TL 244 的所有防护方式情况下,在试验 720 h之后,基体金属未出现腐蚀现象
244LD操作手册-中文
沪制01150183号VER. NO. CAT. NO.244LD-2009 XSBSQ-003智能型浮筒液位(界位)变送器INTELLIGENT BUOYANCY LIQUID LEVEL(INTERFACE) TRANSMITTER244LD操作手册OPERATION MANUAL上海星申仪表有限公司SHANGHAI XINGSHEN INSTRUMENT CO.,LTDTEL:+86-021-********,58309977 FAX:+86-021-********E -m ai l : 8800@厂址:上海市浦东新区宣中路8号P.C.:201399Factory Address:No.8 Xuanzhong Road,PuDong District, Shanghai244LD 液位之星智能浮筒液位(界位)变送器244LD 液位之星智能型变送器设计用于连续测量所有的工业应用中的液体的液位、界面或 密度。
测量基于阿基米德浮力原理,因而产品极其坚固耐用。
测量数值可以转换成模拟量和数 字信号。
通过 PC 或者控制系统,数字通信方便进行完整的操作和组态。
即使在极高温,高压 和强腐蚀性液体中,244LD 始终可以稳定地、高精度地测量。
它被批准可安装在爆炸性气体环 境中。
244LD 结合了 FOXBORO ECKARDT 丰富的经验,采用了最先进的数字技术。
特点• HART通讯,4~20mA 输出 • 测量点备份 • 通过FDT-DTM进行组态 • 连续自我检测,状态和检测信息 • 多种语言LCD显示 • 可组态的安全值 • 标准IR通讯• 现场可显示%, mA 等物理单位 • 易调整测量点,无需工厂标定 • 过程温度范围–196 °C~+500 °C • 线性或用户定义 • 耐腐蚀性材料 • 32点线性体积测量 • 利用金属薄膜传感器技术244LD 系列智能带扭矩管的浮力变送器1修理和维护必须由专业人员进行! 目录244LD 系列智能带扭矩管的浮力变送器21.设计20 电子放大器 22 电源接线端子盒 121 传感器 128 热夹套 131 带散热器和扭矩管的夹 持 133 传动杆 134 扭力管 135 夹紧杆 150 带挂链的浮筒 LH 左手安装型2 工作原理 浮筒的浮力通过浮筒杆和扭矩管被传递到传感器的工作杆,然后作用在传感器元件的自由端。
大众标准中文版

大众标准中文版公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]大众汽车集团标准 TL 244 2010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求旧版本TL 244: 1987-10, 1992-05, 1993-11, 1995-12, 2002-05, 2004-12, 2006-08, 2007-02变更相对于 TL244: 2007-02 版本,作了如下更改:--补充了热处理后零件的抗拉强度≦ 1200Mpa 部分;--添加了 Ofl-r647 和 Ofl-r648 两种涂覆方法;--原表 2 中关于含铬的表面保护类型已删除;--添加了图 1 和图 2;--添加了 PV 1209,PV 1200 和 PV1210 三种测试依据;--镀层表面形态的要求有所增加;--镍的上限值有所改变;--原第 4 条关于镀层厚度的测量的内容加入到部分;--原部分的要求有所改变;--参考标准有更新;--标准重组。
1 范围本标准规定了抗拉强度为 Rm≦ 1000Mpa(按 VW 137 50 的特征字母 r)的铁材料和钢制件上的电解离析和无Cr( VI)后处理的锌/镍合金涂覆层的要求。
此外还定义了抗拉强度值大于 1000Mpa时的应用极限。
本标准定义了合金涂覆不适用于抗拉强度 Rm>1200Mpa 和表面硬度>370HV 的钢制件。
而且适用于抗拉强度值在 1000Mpa 和 1200Mpa之间的钢制件时,必须按 DIN EN ISO 4042 作热处理。
这些当作坚固防腐层(稳定等级为 6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C(例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
大众标准中文版

大众汽车集团标准TL 2442010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求旧版本TL 244: 1987-10, 1992-05, 1993-11, 1995-12, 2002-05, 2004-12, 2006-08, 2007-02变更相对于 TL244: 2007-02 版本,作了如下更改:--补充了热处理后零件的抗拉强度≦ 1200Mpa 部分;--添加了 Ofl-r647 和 Ofl-r648 两种涂覆方法;--原表 2 中关于含铬的表面保护类型已删除;--添加了图 1 和图 2;--添加了 PV 1209,PV 1200 和 PV1210 三种测试依据;--镀层表面形态的要求有所增加;--镍的上限值有所改变;--原第 4 条关于镀层厚度的测量的内容加入到部分;--原部分的要求有所改变;--参考标准有更新;--标准重组。
1 范围本标准规定了抗拉强度为 Rm≦ 1000Mpa(按 VW 137 50 的特征字母 r)的铁材料和钢制件上的电解离析和无Cr( VI)后处理的锌/镍合金涂覆层的要求。
此外还定义了抗拉强度值大于 1000Mpa时的应用极限。
本标准定义了合金涂覆不适用于抗拉强度 Rm>1200Mpa 和表面硬度>370HV 的钢制件。
而且适用于抗拉强度值在 1000Mpa 和 1200Mpa之间的钢制件时,必须按 DIN EN ISO4042 作热处理。
这些当作坚固防腐层(稳定等级为 6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C(例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。
TL_244-2010中文版-12
Group Standard TL 244Issue 2010-12 Class. No.: 50223Descriptors: zinc, nickel, passivation, sealing, chromium (VI)-free, corrosion protection, surface protection锌/镍合金涂层表面保护要求以前的版本TL 244: 1987-10, 1992-05, 1993-11, 1995-12, 2002-05, 2004-12, 2006-08, 2007-02变化:相对于 TL 244: 2007-02版本,已做了如下更改:– 补充了热处理后零件的抗拉强度≤ 1 200 MPa 部分– 添加了Ofl-r647和 Ofl-r648 两种涂覆方法– 原表 2中关于含铬的表面保护类型已删除– 增加了图表 1 和 2– 增加了PV 1209, PV 1200, 和 PV 1210 三种测试依据– 镀层表面形态的要求有所增加– 镍的上限值有所改变– 原第四条关于镀层厚度的测量内容加入到3.9部分– 原3.11部分的要求有所改变– 参考标准更新– 标准重组Verify that you have the latest issue of the Standard before relying on it.This electronically generated Standard is authentic and valid without signature.The English translation is believed to be accurate. In case of discrepancies, the German version is alone authoritativeand controlling.Numerical notation acc. to ISO convention.Technical responsibility Standards DepartmentGQL-LM/2 Hans-Joachim Koeppen Tel.: +49 5361 9-25803Page 1 of 9GQL-LM/2 Günther Laudien Tel.: +49 5361 9-25846GQL-L Dr. Stephan Eisenberg Tel.: +49 5361 9-21151 EKDV/4 Jürgen Wiesner EKDVTel.: +49 5361 9-29064 Manfred TerlindenConfidential. All rights reserved. No part of this document may be provided to third parties or reproduced without the prior consent of the Standards Department of a Volkswagen Group member.This Standard is available to contracting parties solely via the B2B supplier platform .© Volkswagen Aktiengesellschaft VWNORM-2010-08ePage 2TL 244: 2010-121 范围本规范规定了抗拉强度为RM≤1000Mpa(按VW137 50的特征字母r)的铁材料和钢制件上的电解离析和无铬含量(VI)后处理的锌/镍合金涂覆层的要求。
大众标准TL 244中文2010年12月版

大众汽车集团标准TL2442010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求Cr (在1000Mpa和1200Mpa之间的钢制件时,必须按DINENISO4042作热处理。
这些当作坚固防腐层(稳定等级为6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C (例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。
另外,鉴于其电化相容性,这些涂覆层尤其适用于与铝材料的连接(但不适用于与镁材料直接连接)。
Ofl-r647和Ofl-r648特别适用于表面处理后会发生塑性变形的从动元件。
(如管道系统、拉钉、拉帽、打孔螺栓)2标记方法参见VW13750,第2章节。
3技术要求3.1表面防护类型表面保护类型见表1:进行一次完整的试验需要10个成品件。
注1:采用封闭剂的表面保护类型,可能影响涂胶的附着性能。
由于其微裂性,这些涂覆层也不适合于诸如空调装置的供气系统的密封元件。
采用这种涂覆方法的部件,必须避免后来的塑性变形(卷边、挤压、弯曲),这是因为这种情况会导致损害防腐性能,从而降低防腐耐抗性。
Ofl-r647或Ofl-r648将优先运用于会发生塑性变形的零件。
Ofl-r647将优先应用于流体运载系统。
除非元件在图纸上特意标出不须涂覆,否则元件的全部表面必须依照所需的保护类型并表明其性质,涂覆层应牢牢的附着在基体材质上。
表面形态的一般注意事项:锌镍涂层零件表面粗糙度,除其他因素外,取决于锌镍电解液特性和组件的表面光洁度。
有涂层与无涂层之间的表面粗糙度相差必须≦Rz5um。
锌/镍涂覆的表面:由严重开裂引起的结瘤(如图1)会对品质产生负面影响(如剥落,防腐能力不足,元件在组装过程中无意识擦伤),所以必须要避免。
大众汽车标准_TL244(英文)
Vertragspartner erhalten die Norm nur über die zuständige Beschaffungsabteilung.Confidential. All rights reserved. No part of this document may be transmitted or reproduced without the prior written permission of a Standards Department of the Volkswagen Group.Parties to a contract can only obtain this standard via the responsible procurement department.© VOLKSWAGEN AGN o r m v o r A n w e n d u n g a u f A k t u a l i t ät p r üf e n / C h e c k s t a n d a r d f o r c u r r e n t i s s u e p r i o r t o u s a g e .T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .Q U E L L E : N O L I SPage 2TL 244: 2002-05Table 1Surface protectionclassCharacteristics and outer appearanceOfl-r642Zinc/nickel coating, deposited from alkaline electrolytes (see exceptional requirement for nickel content), colorless Cr(VI)-free passivated,(transparent up to bluish iridescent appearence)Ofl-r643Zinc/nickel coating, deposited from alkaline electrolytes (see exceptional requirement for nickel content in section 3.8), colorless Cr(VI)-freepassivated and additionally sealed, (transparent up to bluish iridescentappearence)Ofl-r645As r642, but with additional lubricant treatment(see VW 011 10)Ofl-r672Zinc/nickel coating, deposited from alkaline electrolytes, black Cr(VI)-free passivatedOfl-r673Zinc/nickel coating, deposited from alkaline electrolytes, black Cr(VI)-free passivated and additionally sealedOfl-r677As r672, but with additional lubricant treatment(see VW 011 10)Table 2Surface protection class no longer permittedfor new designs –contains Cr(VI)Replacement surface protection class prescribed for new designs –Cr(VI)-freeOfl-r640 a Ofl-r642 or r643-Ofl-r645 bOfl-r650Ofl-r642 or r643Ofl-r660Ofl-r642 or r643Ofl-r665Ofl-r645Ofl-r670Ofl-r672 or r673Ofl-r675Ofl-r677a The surface protection class r640 according to the TL 244: 1995-12 issue is replaced by twoclasses with different resistances: r642 (without sealing) and r643 (with sealing).b Surface protection class r645 remains unchanged as compared to the TL 244: 1995-12issue, but on principle without sealing.3.2 General requirementsHigh-strength steel parts with a tensile strength R m > 1000 N/mm² and joining elements (e.g. screws) with a surface hardness > 370 HV must not be coated with these alloy coatings. For sealing elements on gas-carrying systems such as the air-conditioning system, these coatings are also unsuitable, as the surface contains microcracks.Components coated like this must not be plastically deformed by flaring, pinching, bending etc. Approval of first supply and changes according to VW 011 55.Avoidance of hazardous substances acc. to VW 911 01.Page 3TL 244: 2002-0510 finished parts are required for complete testing.The type of zinc/nickel coating process to be used (electrolyte) is subject to agreement with the VW Group Central Laboratory (K-QS-32) and/or the AUDI Group Test Laboratory (I/GQ-32) prior to usage.Unless certain sections of parts that are marked in the drawing are excluded from the surface coating, the entire surface of the parts must comply with the required surface protection class and display the prescribed properties. The coating shall have firm adherence to the base material. Before coating, threaded parts shall exhibit a tolerance zone position corresponding to the coating thickness, metric threaded parts preferably according to VW 116 24. After the coating process, the h-zone must not be exceeded and the H-zone must not be fallen below.The layout and control of the production process shall not impair the functional characteristics of the finished part.The protective coatings must exhibit no pores, cracks, damage or other flaws that impair the corrosion protection and/or specified appearance.Given proper mounting, the coating shall not be damaged if this would lead to impairment of function and/or decrease of the specified corrosion protection.The surface treatment method shall be conducted so that damage by delayed hydrogen-induced brittle fractures can be ruled out. Verification by tension testing according to DIN 50 969.3.3 Joining elementsIn the case of screws and quick fastening elements the test specifications listed below only apply to the head and/or the wrench bearing surfaces, in the case of nuts they apply only to the face surfaces and/or wrench bearing surfaces. For threaded and similar molded parts such as studs the test requirements only apply to the face surfaces.The reduced requirements according to section 3.11 apply to process-determined weak coating areas on joining elements such as shank and thread.Furthermore, the specifications in DIN EN ISO 4042 concerning the maximum possible thickness of the electroplated coating in the threaded profile shall be taken into consideration.These reduced requirements also apply to quick fastening elements.Joining elements with metric threads shall be treated with lubricants according to TL 521 32 in order to ensure constant coefficients of friction. The coefficients of friction are tested according to VW 011 29.For further information see VW 011 10, section 2.3.4 Zinc/nickel coating processFor components with geometrically complicated shapes the coatings deposited from alkaline systems are especially suitable. Their outstanding feature is a more favorable throwing power (metal distribution). This results in a uniform nickel insertion rate over the total current range. Should a direct deposition as on casting materials, for example, be only possible under poor conditions, a surface activation by deposition of a pre-zinc coating from a weakly acidic zinc or zinc alloy electrolyte is permissible. The use of a weakly acidic Zn/Ni electrolyte must be agreed upon by the VW Group Central Laboratory (K-QS-32) and/or the AUDI Group Test Laboratory (I/GQ-32).Page 4TL 244: 2002-053.5 Cr(VI)-free conversion layersIn order to improve the corrosion resistance of electrolytically deposited zinc/nickel coatings to salt water and condensed water, a post-treatment in passivation solutions is technical standard.The passivation treatment solution must not contain any Cr(VI) compounds in order to ensure that the resultant conversion layers are likewise Cr(VI)-free.3.6 Post-treatmentsAs especially in those areas visible for the customer the outer appearance of the parts must not be impaired by strong color variations or iridescence, a sealing post-treatment of the conversion layer can be performed. This results also in an improvement of the corrosion protection. The layer structure may become thicker by 0.5 µm to 2 µm, but the functionality of the surface must not be impaired.If besides the corrosion protection further functional surface characteristics such as paintability, compatibility with other agents, sliding properties, threadening behavior, vulcanizability, temperature behavior or conductivity are required, part-specific tests or functional tests shall be performed.The post-treatments must not cause any impairments such as unsightly drop-like residues resulting from cristallization and/or formation of a film on the part surface.3.7 Base materialSee drawing.3.8 Nickel contentTesting according to PV 1214 and/or PV 1216 (only for first-sample test).X-ray fluorescence method testing using measurement devices based on DIN EN ISO 3497. Requirement: 12 % to 15 %In exceptional cases a nickel content of 10 % to 15 % is permissible, if the coatings are deposited from weakly acidic electrolyte systems. This is subject to agreement of the VW Group Central Laboratory (K-QS-32) and/or the AUDI Group Test Laboratory (I/GQ-32), and must be specified on the drawing.3.9 Electroplated coating thicknessesTesting according to DIN EN ISO 1463, DIN EN ISO 2178 and DIN EN ISO 3497 (see section 4). Requirement: 8 µm up to 25 µm (for general-type components),8 µm up to 15 µm (for threaded parts, measuring point according to DIN EN ISO4042).3.10 Adhesive strengthThermal shock test based on DIN EN ISO 2819.The specimen part is aged for 30 minutes at (300 ± 10) °C and then dipped in water at a temperature of 15 °C to 25 °C.Requirement: no large-scale or bubble-shaped stripping of the zinc coating.Page 5TL 244: 2002-053.11 Corrosion behaviorThe corrosion resistance of the systems must be ensured in the as-received condition and also after a 24-hour period of heat aging at 120 °C. These are minimum requirements and must always be adhered to.Testing according to DIN 50 021-SS; evaluation according to DIN EN 12 329.The test durations and requirements according to table 3 apply to the evaluation of the passivation treatment layers and to their sealing.The following applies to the evaluation of the zinc/nickel coatings, their passivation treatment layers and sealing:-No base metal corrosion after a test duration of 720 h for all surface protection classes according to TL 244;-no zinc corrosion after the test durations specified in table 3.The following applies to the evaluation of the shank and thread areas of threaded and quick fastening elements:-No base metal corrosion after a test duration of 480 h.Table 3 – Test durations and requirements for passivation treatment layer and sealingevaluationTest duration in hSurfaceprotectionclass Barrel-galvanizedgoods aRack-galvanizedgoodsRequirementOfl-r642, r672Ofl-r645, r677120240 Ofl-r643, r673240240No zinc corrosion after the prescribed test duration, minor optical changes ("gray cast") permissiblea Barrel galvanized goods are small parts which cannot be coated as rack galvanized goodsbecause of their shape, and which therefore are coated as bulk goods.NOTE: For specific components lower requirements may be permitted: For example, only 120 h resistance to zinc corrosion applies to casting surfaces on the brake caliper.4 Note on testing for measurement of coating thicknessA coating thickness measurement device based on the X-ray fluorescence measuring procedure according to DIN EN ISO 3497 (e.g. Fischerscope device of Helmut Fischer GmbH & Co., Germany) which allows a measurement of the coating thickness and the nickel content at the same time shall be used.Choose measuring duration so that repeat accuracy is lower than or equal to 0.5 weight percent nickel. Repeat accuracy is defined as the standard deviation of measuring values under repeat conditions (same observer, same equipment, same specimen with same measuring point, short intervals between measurements).Measurement of coating thickness is performed by means of the magnetic/inductive method according to DIN EN ISO 2178 applying a probe. For specimens with a rough surface, several individual measurements (at least 5) shall be performed on the reference surface. The measuring result indicates the local coating thickness. The measuring equipment shall be tested by comparative testing at regular intervals or prior to a measurement series.Page 6TL 244: 2002-055 Referenced standards1PV 1214Zinc / Nickel Alloy Coatings; Determination of the Nickel ContentPV 1216Zinc / Nickel Alloy Coatings; Determination of the Nickel Content Using ICP-OESTL 521 32Lubricant for Threads; Material RequirementsVW 011 10Joining, Heavy Duty Threaded Joints, Design Engineering and Process AssuranceVW 011 29Limit Values for Coefficients of Friction; Mechanical Joining Elements with Metric ISO ThreadVW 011 55Vehicle Supply Parts - General, Approval of First Supply and ChangesVW 116 24Metric ISO Thread; Limit Dimensions for 6G/6f Tolerance ZoneVW 137 50Surface Protection of Metal Parts; Surface Protection Classes, Codes, RequirementsVW 911 01Environmental Standard for Vehicles, Vehicle Parts, Materials, Fuels, Avoidance of Hazardous SubstancesDIN 50 021Spray Tests with Different Sodium Chloride SolutionsDIN 50 969Resistance of High-Strength Structural Steel Components against Hydrogen-Induced Brittle FractureDIN EN 12 329Electrodeposited Coatings of Zinc with Supplementary Treatment on Iron and SteelDIN EN ISO 1463Metallic and Oxide Coatings – Measurement of Coating Thickness;Microscopical MethodDIN EN ISO 2178Non-Magnetic Coatings on Magnetic Substrates – Measurement of Coating Thickness – Magnetic MethodDIN EN ISO 2819Metallic Coatings on Metallic Substrates – Electrodeposited and Chemically Deposited Coatings – Review of Methods Available for Testing Adhesion DIN EN ISO 3497Metallic Coatings – Measurement of Coating Thickness – X-Ray Spectrometric MethodsDIN EN ISO 4042Fasteners – Electroplated Coatings1 In this section terminological inconsistencies may occur as the original titles are used.。
大众 TL-233 2010中文版
非电解质涂覆的锌涂层和保护层表面防护要求以前的版本TL 233: 1982-09, 1983-02, 1991-05, 1992-06, 1993-11, 1998-02, 2003-09, 2003-11更改相对于TL233:2003-11 版本,已作了如下更改:1、适用范围已更改:最高适用温度改为180°C,新增规范TL 180;2、表1和表2已做修改;3、第3.6.2章节补充了对底层的说明;4、第3.9.2章节的要求已更改;5、第3.10章节已作修改;6、参考标准已更新;7、附录A中包含了由Dorken MKS-System和Magni Europe提供的新产品1范围本标准规定了非电解质涂覆的锌薄层和铝薄层所构成的表面防护方式(最少占70%),即钢铁材料上附加的有机保护层的技术要求。
与TL180(目前正在准备)和TL245等供货技术规范的表面防护方式不同,该标准描述了这样一个涂层体系:依靠封闭式的有机涂层,构件的性能作用(例如:色调和/或防腐)便有了保证。
目前使用的涂覆方法有:喷涂、旋涂和静电喷涂。
离心式浸涂法对小零件特别适用。
TL233 提到的表面防护方式可以承载最高温度为180°C(例外:由Dorken MKS-System提供的DELTA-TONE 9000 保护层可以承载最高温度为120°C)。
TL233的表面保护的涂层颜色通常是黑色。
但是,如果有需要或具体指定时,也可以是其它不同颜色。
如果需要银色(例如公制螺栓),则更适合用TL245的表面保护。
对于新产品,TL180的表面防护方式更适用于公制螺纹的连接件。
由于经过适当预处理的涂层不会产生氢脆,所以这种涂覆也可以用于淬硬的、抗拉强度≥ 1000Mpa或表面硬度>320HV的高强度的钢铁零部件的防腐。
这种涂覆不宜用于如下零件:具有导电功能的构件(例如接地)。
涂料必须分开运用于以下情况:公制螺纹≤M8的零件在>80°C时,对连接处的松开扭矩有特殊要求,外螺纹≤M6 和内螺纹<M10,根据VW 01043,内十二角花形尺寸<8,根据VW 01048,内六角花形尺寸<T30,内六角槽<5,2 标记See Volkswagen Standard VW 13750, Section 2.见大众标准VW 13750 第二章节3.2基本技术要求首次供货和更改的批准按VW 01155避免有害物质按VW 91101一次完整的试验需要试样约10 件(取决于尺寸大小)。
锌镍合金涂护层表面要求 中文版

在电解质离析的锌/镍—涂覆层中,为了改善对盐水和冷凝水的腐蚀耐抗性,采用钝化液进行后处理。 所用的钝化液不得含有铬(VI)—化合物,从而能保形成的转化层也无铬(VI)
3.6 后处理
在客户可视范围内,外观要求不得有严重色差,所以必须根据其表面保护类型采用一种对应得封闭技 术进行后处理,这种后处理同时增强了防腐性能。
按 DIN EN ISO 9227 进行盐雾试验,直到第一次出现腐蚀(例如:1000 小时以上),并不能提供可靠信 息,为此锌镍涂层抗腐蚀测试应根据 PV1209 或是 PV1200 和 PV1210,关于更进一步的注意事项请参照 3.11
有机聚合物,无机保护层或者其他含有无机/或有机润滑剂的混合物,均能用作封闭材料。
另外,鉴于其电化相容性,这些涂覆层尤其适用于与铝材料的连接(但不适用于与镁材料直接连接)。
Ofl-r647 和 Ofl-r648 特别适用于表面处理后会发生塑性变形的从动元件。(如管道系统、拉钉、拉帽、 打螺栓)
TL 244Biblioteka 2010 锌 镍—合金涂覆层表面保护要求
2. 标识
参见 VW13750,第 2 章节。
3. 技术要求
3.1 表面防护类型
表面保护类型见表 1: (a)如使用弱酸电解质,必须与 GQL-LM/2 和/或 I/GQ-32 部门商定。
表面保护类型
特性和外观
Ofl-r642
Ofl-r643 Ofl-r645 Ofl-r647 Ofl-r648
Ofl-r649
Ofl-r672 Ofl-r673 Ofl-r677
由于添加了封闭剂,使得涂覆层结构厚度稍微增加了(0.1μm 到 2μm),但不允许影响表面的功能。
大众标准 中文 版

大众汽车集团标准TL 2442010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求旧版本TL 244: 1987-10, 1992-05, 1993-11, 1995-12, 2002-05, 2004-12, 2006-08, 2007-02变更相对于 TL244: 2007-02 版本,作了如下更改:--补充了热处理后零件的抗拉强度≦ 1200Mpa 部分;--添加了 Ofl-r647 和 Ofl-r648 两种涂覆方法;--原表 2 中关于含铬的表面保护类型已删除;--添加了图 1 和图 2;--添加了 PV 1209,PV 1200 和 PV1210 三种测试依据;--镀层表面形态的要求有所增加;--镍的上限值有所改变;--原第 4 条关于镀层厚度的测量的内容加入到部分;--原部分的要求有所改变;--参考标准有更新;--标准重组。
1 范围本标准规定了抗拉强度为 Rm≦ 1000Mpa(按 VW 137 50 的特征字母 r)的铁材料和钢制件上的电解离析和无Cr( VI)后处理的锌/镍合金涂覆层的要求。
此外还定义了抗拉强度值大于 1000Mpa时的应用极限。
本标准定义了合金涂覆不适用于抗拉强度 Rm>1200Mpa 和表面硬度>370HV 的钢制件。
而且适用于抗拉强度值在 1000Mpa 和 1200Mpa之间的钢制件时,必须按 DIN EN ISO4042 作热处理。
这些当作坚固防腐层(稳定等级为 6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C(例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。
TL244 -2010锌镍合金涂护层表面要求 中文版

TL 244-2010 锌 镍—合金涂覆层表面保护要求
后处理不能对部件表面留下影响,比如由于结晶和/或形者主要数据列表(MDL)
3.8
镍含量
当使用测量仪时,按照 DIN EN ISO 3497,须用 X 射线荧光法进行试验。 当结果有争议时,按 PV1214 或 PV1216 进行仲裁。 对 Ofl-r642,Ofl-r643,Ofl-r645,Ofl-r672,Ofl-r673 和 Ofl-r677 的要求:12% - 16% 对 Ofl-r647 和 Ofl-r648 的要求:10% - 15%; 对 Ofl-r649 的要求:10% - 18% 在特殊情况下,仅针对铸件而言(例如:制动钳) ,如果涂覆层采用碱性电解质离析的话,镍含量允许 为 12% ~ 17%
3.4 锌/镍—涂覆方法
从碱性电解质系统离析出的涂覆层,特别适用于几何形状复杂的部件,这些涂覆层通过整个电流密度 范围获得一种均匀的镍分布。 除了 Ofl-r649,所有描述的锌/镍涂覆层采用碱性电解质进行离析,而 Ofl-r649 与此相反采用弱酸性电 解质进行离析。 假如仅在不利的情况下可以直接采用碱性电解质进行离析,例如在铸件材料上,那么就允许通过一种 弱酸性电解质进行预镀锌离析来激活表面,然而,要采用这种 2 层系统以及所使用的电解质,必须与大众 汽车股份有限公司的中心实验室(GQL-LM/2)和奥迪股份有限公司的实验室(I/GQ-32)进行磋商。
3.10
附着强度
温度突变试验按照 DIN EN ISO 2819 试件在(300±10)℃下存放 30 分钟,紧接着侵入温度为 15℃至 25℃的水中。 要求:锌涂覆层没有气泡状或大面积脱落。
3.11 腐蚀特性
在供货状态下以及在 120℃下存放 24h 后必须保证系统的耐蚀性,这些要求是最低要求的规定值,无 论如何必须予以遵守。 测试依据第 3.11.1 和第 3.11.2 的必须进行钝化和密封,依据第 3.11.1 试验则不能有封闭。
大众通用材料标准版本日期明细清单

213
VW_2_8_1_2011-02_EN
214
VW_2_8_1_Englisch_2010-12-01
215
VW_50180(中文版)_辐射性状-2007-12
216
VW_50185(中文版)_露天抗老化性-2000-10
218
大众_TL52231中文版2004年发布
219
大众TL52388内饰PP材料标准-中文版
137
QK002700-2008
138
QK003800_PP、PE带填料的聚丙烯均聚物和共聚物-1997
139
QK004000_Blend from PP and EPDM with fillers-2005
140
QK005100-2007
141
QK006600_PBT-GB聚饱和酯材料性能及要求-2007
142
QK 001260-2007
143
QK 001825-2008
144
QK 002600-2007
145
QK 002900-2007
146
SAE J200-2003(中文版) 橡胶材料分类体系标准
147
SCHULAMID 6 MV5
148
SES A 100_2003_En
149
SES E 150-01_1991_En
190
VW10540-4-07.89(中文)
191
VW10540-5-89.11(中文)
192
VW10540-6-02.91(中英对照)
193
VW10540-7-06.99
194
VW10560_ch_12.1991
195
大众标准-TL-196中文-2012年12月版

大众汽车集团标准TL 1962012年12月版分类号:50223关键字:锌;镍;钝化处理;密封;无络;防腐;表面保护;涂层系统小型零部件双涂层系统表面保护要求旧版本TL 196: 1995-11, 2001-10, 2004-10变更相对于TL 196: 2004-10版本作了如下变更:—范围补充了热处理后(抗拉强度)≤1200Mpa的部件—表面保护类型由Ofl-s627代替Ofl-s617—添加了使用温度及重复安装—添加了对切削毛刺的要求—层厚度改变—更多电镀表面细节问题—表格1更新—表格3扩展—表格4添加—附件A.1中已发布系统更新—引用标准扩展1 范围本技术支持规范要求按TL 217 进行电镀锌。
同时根据TL 244,对于抗拉强度为R m≤1000MPa的黑色金属材料和钢制部件(按VW 13750的特征字母s)表面,除锌合金涂覆层外,另需镀有有机环氧树脂层。
此外还定义了抗拉强度值大于1000Mpa时的应用范围与例外情况。
原则上,此合金镀层不适用于抗拉强度大于1200Mpa和表面硬度大于370HV 的钢制件。
抗拉强度在1000Mpa-1200Mpa的Ofl-s621及Ofl-s627零件为例外,但这种情况需根据DIN EN ISO 4042进行热处理。
此标准规定涂层适用于外螺纹紧固件及内部传动的紧固件。
(≥N5按VW 01043,≥T20 按VW01048)米制螺纹组件适用于环境温度低于90摄氏度的条件下。
米制螺纹紧固件及Ofl-s627适配于一次性螺纹接头。
此涂层系统不为标准的紧固件表面保护方法。
2标记方法见VW 13750 第二章节3技术要求3.1 表面防护类型表面保护类型见表13.2基本技术要求首次供货和变更的批准,按大众标准VW 01155避免有害物质,按VW 911 01涂层介质及涂层中不能含有络化合物(VI)。
在进行锌涂覆层和锌/镍合金涂覆层时,需以磷化处理作预处理。
薄膜锌磷化适用于紧固件。
大众标准TL 244中文2010年12月版

大众汽车集团标准TL2442010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求旧版本变更相对于----添加了--原表2----添加了------原第4--原3.11----1范围Cr (VI在1000Mpa和1200Mpa之间的钢制件时,必须按DINENISO4042作热处理。
这些当作坚固防腐层(稳定等级为6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C (例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。
另外,鉴于其电化相容性,这些涂覆层尤其适用于与铝材料的连接(但不适用于与镁材料直接连接)。
Ofl-r647和Ofl-r648特别适用于表面处理后会发生塑性变形的从动元件。
(如管道系统、拉钉、拉帽、打孔螺栓)2标记方法参见VW13750,第2章节。
3技术要求3.1表面防护类型表面保护类型见表1:进行一次完整的试验需要10个成品件。
注1:采用封闭剂的表面保护类型,可能影响涂胶的附着性能。
由于其微裂性,这些涂覆层也不适合于诸如空调装置的供气系统的密封元件。
采用这种涂覆方法的部件,必须避免后来的塑性变形(卷边、挤压、弯曲),这是因为这种情况会导致损害防腐性能,从而降低防腐耐抗性。
Ofl-r647或Ofl-r648将优先运用于会发生塑性变形的零件。
Ofl-r647将优先应用于流体运载系统。
除非元件在图纸上特意标出不须涂覆,否则元件的全部表面必须依照所需的保护类型并表明其性质,涂覆层应牢牢的附着在基体材质上。
表面形态的一般注意事项:锌镍涂层零件表面粗糙度,除其他因素外,取决于锌镍电解液特性和组件的表面光洁度。
有涂层与无涂层之间的表面粗糙度相差必须≦Rz5um。
大众热成型标准中文翻译TL4225_EN
无涂层和预涂层的合金淬火回火钢22MnB5对半成品及零部件的材料要求TL4225(2006-05-01)关键词:淬火回火钢,22MnB5,冲压淬火,感应淬火,预涂,铝硅热浸镀涂层,板材,冷轧,热轧,管变化以下变化是与技术供应规范TL4225(1995-09)相比做出的,标准全面修订1.范围此标准对基体为22MnB5,通过冲压淬火或者感应淬火做出的无涂层或者预涂层热轧或者冷轧钢板、钢管(厚度0.65~6.00mm)进行了要求。
2.说明冲压淬火金属板的说明案例是由冷轧制造的厚度1.5mm的无涂层原材料:材质:TL4225+C半成品:EN10131-1,5冲压淬火Al-Si涂层钢板的说明案例是一种厚度为2.0mm,涂层重量为150g/m2(DIN EN 10292标准涂层):材质:TL4225+AS150半成品:EN10143-2,0焊接钢管的说明案例是一种外径为30mm厚度为3.0mm,一种无涂层通过感应淬火(水淬)墙强化的材料:材质:TL4225钢管:30×3.0-EN10305-33.制造方法见表1。
表14.要求4.1基本要求首要供应的批准和变化是根据大众标准VW01155。
禁止的有害物质是根据大众标准VW91101。
4.2化学成分(wt%)见表2。
4.3对未强化板材和管材的要去4.3.1机械性能根据标准DIN EN 10002-1确定垂直于轧制方向的机械性能,根据标准DIN50125试样尺寸H20×80,这和不带涂层的试样横截面有关。
见表3-板材原材料机械性能。
4.3.2基体在冷轧条件下,基体组织为铁素体、珠光体和碳化物沉淀,并且偶尔含有小部分的贝氏体。
典型晶粒大小>10 ASTM,见图1.除非批准,否则有明显边界的锰硫化物并且沿纵向排列长度大于50 µm 是不允许的,见图2。
偏离基体要求需要获得负责质量保证部门的批准。
图1 在未硬化条件下基体组织(横向微区,放大倍数500倍)图2 拉长的锰硫化物>50 µm(横向微区,未腐蚀,500倍)4.3.3表面和涂层的要求4.3.3.1未腐蚀板冷轧产品初始条件下表面状态根据DIN EN 10268。
ISO/TC244简介
3 6
÷
分技术委员 ̄/ 作组 _ - L
标题
冬
÷ 耋 ——
三 ÷ ÷一 ÷
-———
÷ ±
对 烧 燃 处 统 安 要 ▲ 燃 和 料 理系 的 全 求 能 平 和效 法 量 衡 能方 ÷ ÷ IOT 4 S /C2 的下次会议 ( 4 第二次) 暂定于 2 1 年 1 00 1÷
÷ 马尼亚、美 国、英 国,我国现已在办理 申请手续) ,O成 ÷
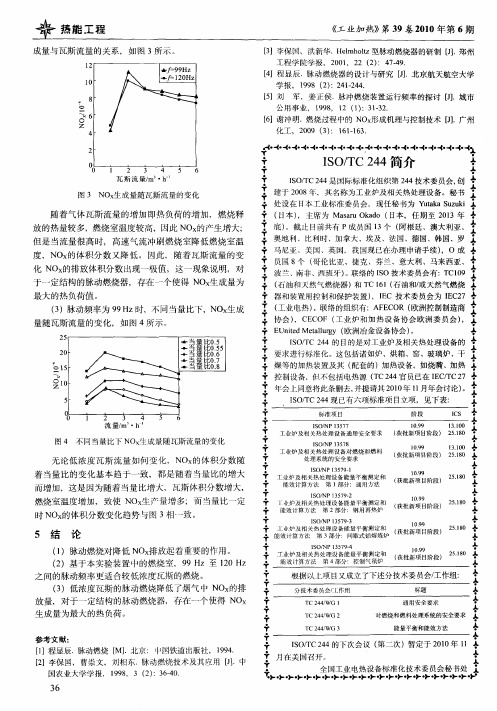
化 NO 的排放体积分数 出现一极值 ,这一现象说明,对 x
于一 定结构的脉动燃烧器,存在一个 使得 NO 生成量为 一 x
员国 8 ( 比亚、捷克、芬兰、意大利、马来西亚、令 个 哥伦
I -波兰 南 两 牙 。 络的I 技 委 会 T 1 、 非、 班 )联 S 术 员 有:C0 I O 9 ÷
要 进 标 化 这 括 炉、 箱、 、 璃 千 I 求 行 准 。 包 诸如 烘 窑 玻 炉、
; 燥等的 加热装置及其 ( 配套的) 加热设备, 烧嘴、 如 加热
亍 控 制设备,但不包括电热源 (C2 4官员已在 I CT 7 寺 T 4 E /C2
。 _1
。
呈 1
了 年会上同意将此条删去, 并提请其21年 1月年会讨论) 00 1 。 三 I /C 4 现已 S T 4 有六项标准项目 O 2 立项, 见下表: 工
流量/ m ・ 。 h。
了 — 望 — — — 竺— 百 耋 — — 塑 — — — 面 — ! 主 — !
了 工 炉 柏 热 理 备 用 全 求 ( 批 项 阶 ) 58 业 及 关 处 设 通 安 要 获 新 目 段 21 .0
大众标准TL 244中文2010年12月版
大众汽车集团标准TL2442010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求旧版本变更相对于----添加了--原表2----添加了------原第4--原3.11----1范围Cr (VI在1000Mpa和1200Mpa之间的钢制件时,必须按DINENISO4042作热处理。
这些当作坚固防腐层(稳定等级为6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C (例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。
另外,鉴于其电化相容性,这些涂覆层尤其适用于与铝材料的连接(但不适用于与镁材料直接连接)。
Ofl-r647和Ofl-r648特别适用于表面处理后会发生塑性变形的从动元件。
(如管道系统、拉钉、拉帽、打孔螺栓)2标记方法参见VW13750,第2章节。
3技术要求3.1表面防护类型表面保护类型见表1:进行一次完整的试验需要10个成品件。
注1:采用封闭剂的表面保护类型,可能影响涂胶的附着性能。
由于其微裂性,这些涂覆层也不适合于诸如空调装置的供气系统的密封元件。
采用这种涂覆方法的部件,必须避免后来的塑性变形(卷边、挤压、弯曲),这是因为这种情况会导致损害防腐性能,从而降低防腐耐抗性。
Ofl-r647或Ofl-r648将优先运用于会发生塑性变形的零件。
Ofl-r647将优先应用于流体运载系统。
除非元件在图纸上特意标出不须涂覆,否则元件的全部表面必须依照所需的保护类型并表明其性质,涂覆层应牢牢的附着在基体材质上。
表面形态的一般注意事项:锌镍涂层零件表面粗糙度,除其他因素外,取决于锌镍电解液特性和组件的表面光洁度。
有涂层与无涂层之间的表面粗糙度相差必须≦Rz5um。
上海大众TL送样标准
01H
02K
03S
04S
02N
首批仓库 Sonderlager Checkpoint 附件
履历跟踪规则 • • • • 若零件状态正常,则定义为默认初始状态”01S“,此零件不进入《零件履历清单表》跟踪; 若零件状态变化,涉及模具级别更改、质量优化,则此部分零件需要进入《零件履历清单表》跟踪; MQ每周一分发《零件履历清单表》,定义下一周装车所需零件的质量状态; TL针对供应商反馈无法按时供货满足接下来一周生产的零件,及时报警,各部门协调协调, MQ最终确认次周需要使用零件的履历状态; • TL收到最新的《零件履历清单表》,根据履历变化情况和生产周次节点,对老零件实施冻结隔离; • 车型SOP,MQ针对履历清单表中零件需区分活跃、稳定状态零件,针对稳定状态零件,履历表做冻结处理;
首批仓库 Sonderlager首批 Nhomakorabea库信息流标准
部门 Department
TL
版本号 Version
保密级别 Secrecy level
Internal
更新日期 Date
20090630
TLR | Stand: Aug.03. 2009
首批仓库 Sonderlager
首批仓库零件收货 工作内容 • • • 供应商按照SAP系统订单交货计划将零件送货到首批仓库; 仓库收货人员对到货零件做收货前的检查,落实到每个检查点; 符合要求的国产零件收货,收货员在供应商每箱粘贴的《上海大众 批量前零件收货标签》上填写“实际数量”、“库位”、“收货日期” 和“收货人” ; • • 收货零件在SAP系统记账,同时在SAP系统“批次”栏输入零件履历批 次,进行批次管理,同时填写帐卡; 不符合要求的国产零件,零件进待检区,统计反馈异常情况; 检查
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大众汽车集团标准TL 2442010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求旧版本TL 244: 1987-10, 1992-05, 1993-11, 1995-12, 2002-05, 2004-12, 2006-08, 2007-02变更相对于 TL244: 2007-02 版本,作了如下更改:--补充了热处理后零件的抗拉强度≦ 1200Mpa 部分;--添加了 Ofl-r647 和 Ofl-r648 两种涂覆方法;--原表 2 中关于含铬的表面保护类型已删除;--添加了图 1 和图 2;--添加了 PV 1209,PV 1200 和 PV1210 三种测试依据;--镀层表面形态的要求有所增加;--镍的上限值有所改变;--原第 4 条关于镀层厚度的测量的内容加入到 3.9 部分;--原 3.11 部分的要求有所改变;--参考标准有更新;--标准重组。
1 范围本标准规定了抗拉强度为 Rm≦ 1000Mpa(按 VW 137 50 的特征字母 r)的铁材料和钢制件上的电解离析和无Cr( VI)后处理的锌/镍合金涂覆层的要求。
此外还定义了抗拉强度值大于 1000Mpa时的应用极限。
本标准定义了合金涂覆不适用于抗拉强度 Rm>1200Mpa 和表面硬度>370HV 的钢制件。
而且适用于抗拉强度值在 1000Mpa 和 1200Mpa之间的钢制件时,必须按 DIN EN ISO4042 作热处理。
这些当作坚固防腐层(稳定等级为 6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C(例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。
另外,鉴于其电化相容性,这些涂覆层尤其适用于与铝材料的连接(但不适用于与镁材料直接连接)。
Ofl-r647 和 Ofl-r648 特别适用于表面处理后会发生塑性变形的从动元件。
(如管道系统、拉钉、拉帽、打孔螺栓)2标记方法参见VW 137 50,第2 章节。
3 技术要求3.1表面防护类型表面保护类型见表1:表1(a)如使用弱酸电解质,必须与GQL—LM/2和/或I/GQ—32部门商定。
3.2 基本技术要求首次供货和更改的认可按 VW 01155。
避免有害物质按VW 91101。
进行一次完整的试验需要 10 个成品件。
注1:采用封闭剂的表面保护类型,可能影响涂胶的附着性能。
由于其微裂性,这些涂覆层也不适合于诸如空调装置的供气系统的密封元件。
采用这种涂覆方法的部件,必须避免后来的塑性变形(卷边、挤压、弯曲),这是因为这种情况会导致损害防腐性能,从而降低防腐耐抗性。
Ofl-r647 或 Ofl-r648 将优先运用于会发生塑性变形的零件。
Ofl-r647 将优先应用于流体运载系统。
除非元件在图纸上特意标出不须涂覆,否则元件的全部表面必须依照所需的保护类型并表明其性质,涂覆层应牢牢的附着在基体材质上。
表面形态的一般注意事项:锌镍涂层零件表面粗糙度,除其他因素外,取决于锌镍电解液特性和组件的表面光洁度。
有涂层与无涂层之间的表面粗糙度相差必须≦Rz 5um。
锌/镍涂覆的表面:由严重开裂引起的结瘤(如图1)会对品质产生负面影响(如剥落,防腐能力不足,元件在组装过程中无意识擦伤),所以必须要避免。
结构均匀(无明显的结瘤),虽然表面到基体可能有细微裂缝的,但可以确定锌/镍涂覆是优良的(见图2)。
注2:图1 和图2都是挂镀出来的涂层。
桶镀可能会有所差别。
图1锌镍镀层含不同的结瘤和裂痕图 2 锌镍镀层含相同特征的结构如图1 嵌入层2 锌/镍涂覆层3 钢制件生产过程的设计和控制,必须不影响成品件的使用性能。
这些保护层不允许有气孔、裂纹、损坏和其他影响防腐层和外观规定的缺陷。
在按技术要求装配时,不许损坏涂覆层,从而影响功能和降低防腐层规定。
表面处理实施方法必须管控从而避免脆裂(氢脆)损坏。
可通过按DIN 50 969 的初制样品试验报告内的张力试验予以证明。
3.3连接元件米制螺纹件在涂覆后外螺纹不得高于h-位置,内螺纹不得低于H-位置(参见VW 11611)。
若是螺栓,下列提及的试验要求仅适用于头部和扳手面,若是螺母,仅适用于无螺纹的螺母体部,若是连接元件,仅适用于体部。
若是螺纹零件和类似的螺纹零件,例如螺柱,试验要求仅适用于端面。
对于连接元件如杆体和螺纹以及连接元件在涂装过程中,由于受到薄弱环节条件的限制,只得采用按第3.11 章节降低的要求。
此外,还必须考虑到DIN EN ISO 4042中关于电镀涂覆层在螺纹型面可能的最大厚度说明。
为了调整恒定的摩擦系数,必须采用润滑剂按照TL 52132 对米制螺纹的连接元件进行处理。
摩擦系数的试验按VW 01129 施行。
锌/镍镀层表面结构对摩擦系数有相当大的影响。
因此必须避免结瘤样件(见图1)。
3.4 锌/镍涂覆方法从碱性电解质系统离析出的涂覆层,特别适用于几何形状复杂的部件。
这些涂覆层通过整个电流密度范围获得一种均匀的镍分布。
除了 Ofl- r649,所有描述的锌/镍涂覆层采用碱性电解质进行离析,而 Ofl—r649 与此相反采用弱酸性电解质进行离析。
假如仅在不利的情况下可以直接采用碱性电解质进行离析,例如在铸件材料上,那么就允许通过一种弱酸性电解质进行预镀锌离析来激活表面。
然而,要采用这种 2 层系统以及所使用的电解质,必须与大众汽车股份有限公司的中心实验室(GQL-LM/2)和奥迪股份有限公司的实验室(I/GQ-32)进行磋商。
3.5无Cr(VI)转化层在电解质离析的锌/镍—涂覆层中,为了改善对盐水和冷凝水的腐蚀耐抗性,采用钝化液进行后处理。
所用的钝化液不得含有Cr(VI)化合物,从而能保证形成的转化层也无Cr(VI)。
3.6后处理在客户可视范围内,外观要求不得有严重色差,所以必须根据其表面保护类型采用一种对应的封闭技术进行后处理,这种后处理同时增强了防腐性能。
按DIN EN ISO 9227 进行盐雾试验,直到第一次出现腐蚀(例如:1000 小时以上),并不能提供可靠信息。
为此锌镍涂层抗腐蚀测试应根据PV 1209 或是PV 1200 和PV 1210.关于更进一步的注意事项请参看3.11。
有机聚合物、无机保护层或者其他含有无机和/或有机润滑剂的混合物,均能用作封闭材料。
由于添加了封闭剂,使得涂覆层结构厚度稍微增加了(0.1μm 到2μm),但不允许影响表面的功能。
如果除了腐蚀防护以外还要求诸如可涂覆性、介质相容性、摩擦特性、螺栓拧紧特性、可硫化性、温度特性、导电性等的其他功能性的表面性能,那么就必须按零件规格进行试验或者进行功能性试验。
后处理不能对部件表面留下影响,比如由于结晶和/或形成薄膜产生的微量点状残留物。
3.7基本材料参见图纸或者主要数据列表(MDL)。
3.8镍含量当使用测量仪时,按照DIN EN ISO 3497,须用X 射线荧光法进行试验。
当结果有争议时,按PV1214 或PV1216 进行仲裁。
对Ofl-r642, Ofl-r643, Ofl-r645, Ofl-r672, Ofl-r673和Ofl-r677要求: 12%—16%对Ofl-r647 和Ofl-r648要求: 10% —15%.对Ofl-r649要求: 10% —18%在特殊情况下,仅针对铸件而言(例如:制动钳),如果涂覆层采用碱性电解质离析的话,镍含量允许为12%~17%。
3.9电镀涂覆层的厚度试验按照DIN EN ISO 1463,DIN EN ISO 2178 和DIN EN ISO 3497。
如果按照DIN EN ISO 3497 (例如:Helmut Fischer 股份有限公司生产的Fischer scope)使用基于X 射线荧光测量法的涂覆厚度层测量仪,那么就可以同时测量涂层厚度和镍含量。
可以这样选择测量时间,即重复精密度小于或者等于镍的重量的0.5%。
这种重复精密度就是重复条件下的测量值得标准偏差(相同的观察者、相同的测量仪、具有相同测量部位的同一试样、前一测量和后一测量的之间的时间间隔要短)。
若采用按照DIN EN ISO 2178 的磁感应方法测量涂层厚度,用一个探针监控测量涂层的厚度。
若是粗糙表面的试样,必须在基准面上进行多次(至少 5 次)单独测定。
这种测量结果是局部的涂层厚度。
在定期的时间间隔内或者在一个测量系列之前,用试样比对方法检验该测量仪。
要求:8um-25um(用于一般类型部件)8um-15um(用于螺纹件,测量点按照DIN EN ISO 4042)6um-10um(用于用Ofl—r647 和Ofl—r648 涂覆的铸件)注3:为了满足3.11 所要求的腐蚀保护层,螺丝含孔穴及螺丝组合件黑色钝化锌镍镀层需要厚于银色锌镍镀层,这是因为加工控制过程中,黑色钝化膜厚可能减少3μm。
如果没有足够的基础厚度,将会使孔穴和华司镀层厚度不足,造成抗腐蚀能力下降。
3.10附着强度温度突变试验按照DIN EN ISO 2819。
试件在(300±10)°C 下存放30 分钟,紧接着浸入温度为15°C 至25°C 的水中。
要求:锌涂覆层没有气泡状或大面积的脱落。
3.11腐蚀特性在供货状态下以及在120°C 下存放 24 小时后必须保证系统的耐蚀性。
这些要求是最低要求的规定值,无论如何必须予以遵守。
测试依据第 3.11.1 和第 3.11.2 的必须进行钝化和封闭。
依据第 3.11.1 试验则不能有封闭。
3.11.1 NSS 试验方法按DIN EN ISO 9227为了评定钝化涂层和封闭层在内的锌/镍—涂覆层,适用下面的要求:— TL 244 的所有表面保护类型中,基体金属在720 小时试验后无腐蚀;—在表2 中列出的试验时间内无锌腐蚀。
根据DIN 34804 中的S4,经过720 小时的试验时间后,得到允许的锌腐蚀的最大程度。
为了评定拧紧元件和连接元件的螺杆区域和螺纹区域,适用下面的要求:— 480 小时的试验时间内无基体腐蚀。
表2:评定钝化层和封闭层的试验时间和要求(a)桶镀的概念是指基于其几何面不能作为挂镀涂覆而只能作为散装物件涂覆的小型零件。
(b)对桶镀没有作预先规定。
3.11.2依据PV的测试方法依据PV1209 进行气候腐蚀测试4 周期或依据PV1210 进行20 周期和依据PV1200 进行16 周期测试(5 周期依据PV 1210 和4 周期依据PV 1200 的重复测试),评定方法依据DIN EN ISO 2081。