塑料件未注公差参考
未注公差尺寸标准
公差等级
起始 尺寸
0.5~ 3
公差极限 ±0.1
>3~ 6
±0.1
基本尺寸分段
>6~ >30~ >1000~ >2000~
30
120 2000 4000
±0.2 ±0.3 ±1.2 ±2.0
5.1.2倒角半径和倒角高度尺寸极限偏差数值:(mm)
未注公差尺寸的 公差标准
文件编号:
版本/次:0
页/次:2/9
基本 尺寸
0.5~3
3~6
6~30
30~120 120~ 400 >400
材料 厚度
≤1 1~4 ≤4 >4 ≤4 >4 ≤4 >4 ≤4 >4 ≤4 >4
冲裁圆 角半径 极限 偏差 ±0.15 ±0.30 ±0.40 ±0.60 ±0.60 ±1.00 ±1.00 ±2.00 ±1.20 ±2.40 ±2.00 ±3.00
公差等级
起始 尺寸
公差极限
≤100 0.6
基本长度分段
>100~ >300~ >1000~
300 1000 3000
0.6
0.8
1
取两面要素中的较长的一边为基准,较短的一边作为被测要素. 5.2.6 同轴度,圆跳动和全跳动未注公差数值: (mm/um)
5.2.6.1 在极限情况下,同轴的未注公差可以和下表中规定的径向跳动的未注公差相等。 5.2.6.2.圆跳动的未注公差按下表选取: mm
成型圆角 基本尺寸 半径
极限偏差
≤3 3~6 6~10 10~18 18~30 >30
+1.00 -0.30 +1.50 -0.50 +2.50 -0.80 +3.00 -1.00 +4.00 -1.50 +5.00 -2.00
未注自由公差规定

未注公差规定本规定适用于本公司设计文件上没有注明的相应尺寸公差,设计文件上对未注公差有要求的按设计文件执行。
对任一单一尺寸,如功能上要求比未注公差更小的公差或允许更大的公差并更为经济时,其相应的极限偏差要在相关的基本尺寸后注出。
对客户提供图纸的零部件及客户有特殊要求的零部件加工,其未注公差按客户要求。
一、冷冲压加工1、平冲压:按GB/T 1804-m(“GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差”公差等级为m)2、成形冲压、弯管机弯管:按GB/T 1804-c(“GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差”公差等级为c)3、冲压件形状和位置公差:按GB/T 13916-2002(冲压件形状和位置未注公差)2级公差等级。
详见标准。
二、冲压剪切下料冲压剪切下料,按JB/T 4381-1999(冲压剪切下料未注公差尺寸的极限偏差)规定:剪切宽度、剪切直线度、剪切垂直度的未注公差按JB/T4381-1999-B;剪切毛刺高度的未注公差按JB/T4381-1999-M。
详见标准。
三、切削加工1、车、铣、刨、磨、钻的线性尺寸未注公差按IT14级标准公差值。
轴类零件等被包容表面尺寸为负偏差,孔类零件等包容表面尺寸为正偏差,长度及中心距等暴露表面尺寸为±1/2 IT。
表6 切削加工线性尺寸未注公差值2、车、铣、刨、磨、钻的形位公差未注公差按GB/T1184-K(“形状和位置公差未注公差值”中的K级公差)规定。
详见标准。
四、焊接结构参照GB/T19804-2005(焊接结构的一般尺寸公差和形位公差)制定。
表7焊接线性尺寸未注公差表表8焊接角度尺寸未注公差表表9 焊接直线度、平面度、平行度未注公差表五、塑料件塑料模塑件的未注公差,参照GB/T 14486-2008(塑料模塑件尺寸公差)中未注公差制定。
表8注射成型件尺寸未注公差值表9吹塑成型件尺寸未注公差值六、模压橡胶制品模压橡胶制品(不包含精密的环形密封圈)的未注公差按GB/T3672.1-2002(橡胶制品的公差第1部分:尺寸公差)中的M3级公差F规定值。
GBT14486-93塑料件尺寸公差
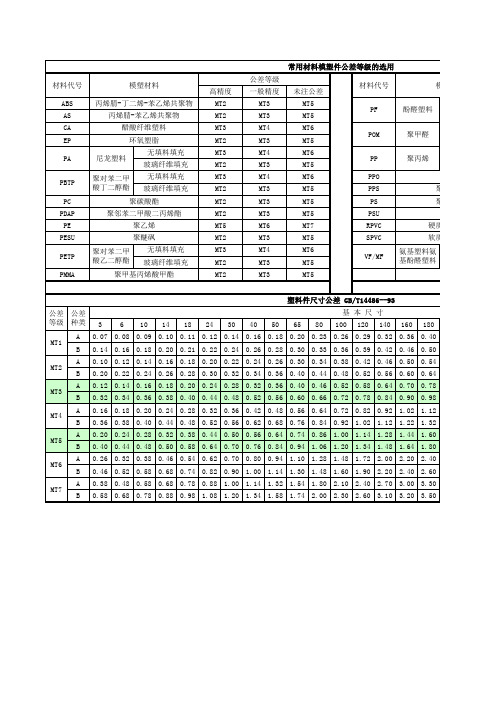
模塑件尺寸公差表

±0.39
±0.44
±0.49
±0.54
±0.60
±0.67
±0.76
±0.87
±1.00
±1.15
±1.30
±1.45
±1.60
±1.75
A是不受模具活动零件影响的公差尺寸,
B是受模具活动零件影响的公差尺寸。
模 塑 件 尺寸 公 差 表
公差
等级
公差
种类
基本尺寸
>180
~200
>200
~225
MT4
MT5
MT7
PP
聚丙烯
无填料填充
MT3
MT4
MT6
30%无机填料填充
MT2
MT3
MT5
PPO
聚苯醚
MT2
MT3
MT5
PPS
聚苯硫醚
MT2
MT3
MT5
PS
聚苯乙烯
MT2
MT3
MT5
PSU
聚砜
MT2
MT3
MT5
PVC-U
硬质聚氯乙烯(无增塑剂)
MT2
MT3
MT5
PVC-S
软化质聚氯乙烯
MT5
MT6
MT5
MT7
>3
MT5
MT6
MT7
模 塑 件 尺寸 公 差 表
公差
等级
公差
种类
基本尺寸
>0
~3
>3
~6
>6
~10
>10
~14
>14
~18
>18
~24
>24
~30
>30
~40
>40
~50
塑料件技术要求

塑料件技术要求 Hessen was revised in January 2021塑料件技术要求1、表面应光洁无损、色泽均匀,无明显凹痕、飞边、银丝、熔接痕等缺陷。
2、机械强度应符合GB3883.1-2000第20条所规定的要求。
3、制件需消除残余应力及稳定尺寸。
(针对增强尼龙)4、制件应有足够的耐应力开裂性,用四氯化碳溶液浸泡1分钟,无开裂。
(针对聚碳酸酯)5、与其它相配合零件,配合处外形段差≤A。
(A值根据不同产品部位决定)6、未注圆角R0.5-1.5,未注壁厚为2.0-3.0。
7、未注脱模斜度0.5-1.50;8、未注公差尺寸的允许偏差按GB/T14486-93-MT5。
1.成形前材料应预热干燥。
<br>2.成形后制件应光整不得有扭曲变形现象。
<br>3.未注圆角为R0.5。
<br>4.外表面应光滑,其粗糙度不大于Ra0.4,且不得有划伤,刻痕等缺陷。
<br>5.未注尺寸公差按GB/T 1804-92 m级。
塑料件技术要求一、法规要求(强制标准检验要求)z 供应商生产的零部件必须满足我国现行的法规要求(强制标准要求),其要求如下:GB8410-2006《汽车内饰材料的燃烧特性》GB1152-1999 《汽车内部突出物》z 供应商的零部件应符合有关法规要求,并确保获得认证证书或合格的检验报告,以使整车通过认证或检验合格。
z 在进行生产件批准程序(PPAP)时,供应商必须提供认证证书或合格的检验报告。
二、产品要求3.1 概要外观要求:皮纹、颜色要求应符合色卡并得到造型工程师的认可。
本SOR上的所有零件均要求注塑成型,色母调色,非喷涂件。
3.2 统一性要求◆各零件的卡扣调拨装配,由装饰板供应商装配。
3.3 材料3.3.1改性PP 项目单位性能指标检验方法灰份% 10±2 GB9345-88 洛氏硬度 R >95 GB/T9342-1988 密度±0.02 GB1033-1996 拉伸强度Mpa ≥断裂伸长率% ≥弯曲强23±1℃ Mpa ≥30 GB/T9341-2000 度80±1℃≥6 GB/T9341-2000 弯曲模量(22℃)≥热变形温度℃ >(侧放)缺口冲23℃ KJ/m >15 GB/T1843-96 击强度 -30℃ >3 GB/T1843-96 熔融指数(200℃,5Kg)20 GB3682-833.3.2 ABS项目密度单位3性能指标检验方法g/cm拉伸强度≧21断裂伸长率≧40弯曲强度≧40弯曲模量(22℃)≧2400热变形温度(HDT)缺口冲击强度23℃ -30℃℃ KJ/m2KJ/m2﹥﹥15 ﹥3GB/T1843-96 GB/T1843-96洛氏硬度﹥3.4 装饰、外观、灯光、颜色的要求[1] 外观颜色、皮纹按色板。
未注公差的选用规定

未注公差的选用规定1围本文件规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本文件适用于金属切削加工的尺寸,也适用于非金属材料和其他工艺方法加工的尺寸。
2定义2.1一般公差指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不需注出其极限偏差数值。
3一般公差的公差等级和极限偏差数值〔摘自GB/T1804-2000〕一般公差分精细、中等、粗糙、最粗共4个等级。
按未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差数值。
3.1线性尺寸表1给出了线性尺寸的极限偏差数值;表2给出了倒圆半径和倒角高度尺寸的极限偏差数值。
表1线性尺寸的极限偏差数值mm表2 倒圆半径和倒角高度尺寸的极限偏差数值 mm3.2角度尺寸表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定,对圆锥角按圆锥素线长度确定。
表3 角度尺寸的极限偏差数值4选用规定4.1金属切削、滚压、挤压加工:线性尺寸、倒圆半径和倒角高度尺寸未注公差尺寸的极限偏差选用精细f级。
4.2橡胶发泡类成型:未注公差尺寸的极限偏差选用粗糙c级。
4.3管路类加工、焊接:未注公差尺寸的极限偏差选用最粗v级。
4.4注射、压制、压注成型、塑料、橡胶〔不包括二次加工和发泡成型〕:未注公差尺寸的极限偏差数值规定见表4。
〔摘自SJ/T10628-1995〕4.5未注公差角度尺寸的极限偏差4.5.1金属切削加工:未注公差角度尺寸的极限偏差选用精细f级。
管路类管子弯曲:未注公差角度尺寸的极限偏差选用粗糙c级。
表4 塑料件未注公差尺寸的极限偏差数值 mm注:表中公差数值用于基准孔或非配合孔时取正〔+〕号;用于基准轴或非配合轴时取〔-〕号,用于非配合长度时取半值冠以正负〔±〕号4.6 电器线束类加工:极限偏差数值规定见表5。
〔摘自QC/T29106-92〕表5 电器线束类的极限偏差数值 mm4.7 冲压加工:未注公差尺寸〔线性、角度〕的极限偏差见表6、表7、表8。
常见塑料件公差标准简介

精选ppt
9
QC-T-29017-1991
a:受单一模型约束的尺寸,b:非受单一模型约束的尺寸
精选ppt
10
上汽标准 MGR ES.22.PL.103
根据材料的收缩特性将常用塑料分成以下3组:
第一组 可铸成精密公差的原料:
ABS 玻璃填充ABS
PA6填充 PA66填充 尼龙11填充 尼龙12填充
考虑到上述因素对塑件尺寸的影响,并根据大量的实际测量结果,制 定了有关的标准以确定塑料模塑塑件的尺寸公差。
精选ppt
4
标准涉及基本术语和பைடு நூலகம்念:
三.适用范围 这些标准只适用于注塑,压塑,传递和浇注成型的塑料模塑件。不适用于挤塑,
吹塑,烧结和发泡成型的制件 四.材料收缩率
模塑收缩率:SM=[(LM-LP)/LM]100%
精选ppt
14
常见材料典型尺寸公差对比
对紫色区域的数据对进行比发现: 上汽标准要求最高,国标要求最低,汽车行业标准与大众标准的公差要求基本一致
精选ppt
15
谢谢观赏!
精选ppt
16
3
标准涉及基本术语和概念:
二.塑料模塑件误差产生的原因 1.材料方面: 不同的模塑材料收缩率也不同 2.成型工艺方面: 操作工艺条件发生变化和成型控制精度误差都会造成尺寸的偏差 3.模具状态方面: 模具尺寸的制作公差 模具的磨损 模具可动零件间的配合位置误差 模温波动-在生产时模温波动对尺寸的影响较大 模具在成型压力下发生的弹性变形 4.产品后期存放变形造成误差
平面度、圆度、圆柱度、线轮廓度和面轮廓度6个项目。 ③位置公差。指关联实际要素的位置对基准所允许的变动全量,它限制
零件的两个或两个以上的点、线、面之间的相互位置关系,包括平行度、垂 直度、倾斜度、同轴度、对称度、位置度、圆跳动和全跳动8个项目。 公差表示了零件的制造精度要求,反映了其加工难易程度。
部件尺寸未注公差验收标准

部件尺寸未注公差验收标准The manuscript was revised on the evening of 2021品质部关于零部件尺寸未注公差验收标准文件编号:FF/C- PZ-IQC-28 物料编号:版本:A 修订状态:1次生效日期:2018-3-20编制说明:本标准收集了切削、铸造、焊接、冲压、塑料模塑件的零部件未注公差尺寸的极限偏差标准。
检验员检验时,图纸中有明确尺寸公差要求的,按图注要求执行;图中无尺寸公差要求的,按本标准相应数据执行。
一、切削加工件未注公差尺寸的极限偏差1、本标准适用于经切削加工及总成装配后再切削加工的未注公差尺寸的极限偏差。
本标准也适用于冷镦、冷挤压加工形成的尺寸要素未注公差尺寸的极限偏差。
2、切削加工件未注公差尺寸的极限偏差未注公差尺寸的极限偏差按表规定(单位:mm)。
表基本尺寸孔类轴类非孔轴类极限偏差大于至孔(直径≤50)孔(直径>50)、槽宽轴径、长度、厚度孔深度、凸肩高度0 1 ++±1 3 ++±3 6 ++±6 10 ++±10 18 ++±18 30 ++±30 50 ++±50 80+±80 120+±车、铣、刨、磨、钻的线性尺寸未注公差按IT14级标准公差值。
轴类零件等被包容表面尺寸为负偏差,孔类零件等包容表面尺寸为正偏差,长度及中心距等暴露表面尺寸为±1/2 IT。
切削加工线性尺寸未注公差值基本尺寸分段≤3 >3~6 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 公差值基本尺寸分段>120~180 >180~250 >250~315>315~400>400~500>500~630>630~800 >800~1000公差值车、铣、刨、磨、钻的形位公差未注公差按GB/T1184-K(“形状和位置公差未注公差值”中的K级公差)规定。
常见塑料件公差标准简介

编辑课件
9
QC-T-29017-1991
a:受单一模型约束的尺寸,b:非受单一模型约束的尺寸
编辑课件
10
上汽标准 MGR ES.22.PL.103
根据材料的收缩特性将常用塑料分成以下3组:
第一组 可铸成精密公差的原料:
ABS 玻璃填充ABS
PA6填充 PA66填充 尼龙11填充 尼龙12填充
PC PC-玻璃填充
编辑课件
12
பைடு நூலகம்
大众用标准:DIN 16901-1982
本标准将常见材料按如下等级进行分配以查询:
110、120、130、140、150是指本标准中尺寸公差等级
编辑课件
13
DIN 16901-1982
注:A用于不受模具限制的尺寸,B用于与模具相关的尺寸
编辑课件
14
常见材料典型尺寸公差对比
对紫色区域的数据对进行比发现: 上汽标准要求最高,国标要求最低,汽车行业标准与大众标准的公差要求基本一致
GB/T 14486-2008的标准环境为:23℃±2℃,湿度50%±5%RH;
QC-T-29017-1991的标准环境为:23℃±2℃,湿度50%±2%RH;
MGR ES.22.PL.103的标准环境为:20℃±0.5℃,65%±5%RH;
DIN 16901-1982的标准环境为:23℃±2℃,湿度50%±2%RH(16小时)
3
标准涉及基本术语和概念:
二.塑料模塑件误差产生的原因 1.材料方面: 不同的模塑材料收缩率也不同 2.成型工艺方面: 操作工艺条件发生变化和成型控制精度误差都会造成尺寸的偏差 3.模具状态方面: 模具尺寸的制作公差 模具的磨损 模具可动零件间的配合位置误差 模温波动-在生产时模温波动对尺寸的影响较大 模具在成型压力下发生的弹性变形 4.产品后期存放变形造成误差
塑料件尺寸公差及性能
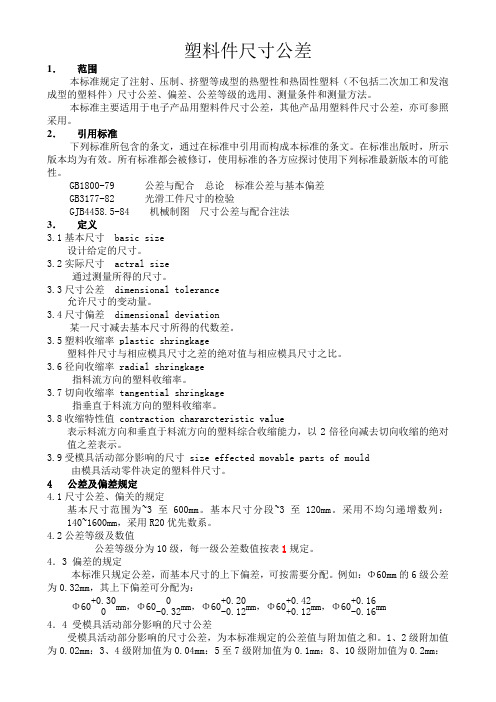
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2. 引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合 总论 标准公差与基本偏差 GB3177-82 光滑工件尺寸的检验GJB4458.5-84 机械制图 尺寸公差与配合注法 3. 定义3.1基本尺寸 basic size设计给定的尺寸。
3.2实际尺寸 actral size 通过测量所得的尺寸。
3.3尺寸公差 dimensional tolerance允许尺寸的变动量。
3.4尺寸偏差 dimensional deviation某一尺寸减去基本尺寸所得的代数差。
3.5塑料收缩率 plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6径向收缩率 radial shringkage 指料流方向的塑料收缩率。
3.7切向收缩率 tangential shringkage 指垂直于料流方向的塑料收缩率。
3.8收缩特性值 contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
3.9受模具活动部分影响的尺寸 size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
4 公差及偏差规定4.1尺寸公差、偏关的规定基本尺寸范围为~3至600mm 。
基本尺寸分段~3至120mm 。
采用不均匀递增数列:140~1600mm ,采用R20优先数系。
塑料件未注公差尺寸的极限偏差
(23±2℃)×(50±5%)×(72h MIN)
3 极限偏差的选择 a) 表 1 中的极限偏差值应适用于大的注塑件,例如内饰板、门饰板等。 b) 表 2 中的极限偏差值应适用于小的注塑件,例如夹子、连接器、盖子、护条等。 c) 表 1 和表 2 中注塑件极限偏差的 A、B、C 等级需根据零件的材料和要求来选择。范围标志用“O” 标识。 d) 表 3 中的极限偏差值适用于吹塑件。
I
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ
Q/HMAC 101.201-207-2005
II
PDF 文件使用 "pdfFactory Pro" 试用版本创建
Q/HMAC 101.201-207-2005
分型线台阶
0.3MAX
角度
±1°
测量条件
(23±2℃)×(50±5%)×(72h MIN)
表2
单位:mm
注塑件未注公差尺寸的极限偏差
尺寸范围
ABC
小于 10
±0.15 ±0.2
±0.4
10~50
±0.2
±0.3
±0.6
50~120
±0.3
±0.55
±0.9
120~250
±0.5
±0.95
±1.5
大于 250
一汽海马汽车有限公司企业标准 塑料件未注公差尺寸的极限偏差
一汽海马汽车有限公司 发布
PDF 文件使用 "pdfFactory Pro" 试用版本创建
Q/HMAC 101.201-207-2005
目次
前言................................................................................... Ⅱ 1 范围 ................................................................................1 2 极限偏差值 ..........................................................................1 3 极限偏差的选择 .......................................................................2
常见塑料件公差标准简介综述

标准涉及基本术语和概念:
二.塑料模塑件误差产生的原因 1.材料方面: 不同的模塑材料收缩率也不同 2.成型工艺方面: 操作工艺条件发生变化和成型控制精度误差都会造成尺寸的偏差 3.模具状态方面: 模具尺寸的制作公差 模具的磨损 模具可动零件间的配合位置误差 模温波动-在生产时模温波动对尺寸的影响较大 模具在成型压力下发生的弹性变形 4.产品后期存放变形造成误差 考虑到上述因素对塑件尺寸的影响,并根据大量的实际测量结果,制 定了有关的标准以确定塑料模塑塑件的尺寸公差。
流向收缩方向 横 向 收 缩 方 向
GB/T 14486-2008的标准环境为:23℃±2℃,湿度50%±5%RH;
QC-T-29017-1991的标准环境为:23℃±2℃,湿度50%±2%RH;
MGR ES.22.PL.103的标准环境为:20℃±0.5℃,65%±5%RH; DIN 16901-1982的标准环境为:23℃±2℃,湿度50%±2%RH(16小时)
TAIZHOU JINSONG CO., LTD.
GB/T 14486-2008
A为不受模具活动部分影响的尺寸公差值,B为受模具活动部分影响的尺寸公差值. MT1级为精密级,只有采用严密的工艺控制措施和高精度的模具、设备、原料时才有可能选用。
汽车行业标准:QC-T-29017-1991 ——汽车模制塑料零件 未注公差尺寸的极限偏差
常见塑料件 公差标准要求简介
目前常见的塑料件公差标准有以下几种: ——国家标准:GB/T 14486-2008 • ——汽车行业标准:QC-T-29017-1991汽车模制塑料零 件 未注公差尺寸的极限偏差 ——上汽标准:MGR ES.22.PL.103 塑料件工程图纸公 差。 ——大众用标准:DIN 16901-1982
塑料件未注公差参考

4.0密封海Biblioteka 类零件4.1未注长度方向尺寸的极限偏差数值为±2.0。
4.2未注宽度方向和厚度方向的极限偏差数值为±0.5。
起草:批准:发布:
2.0±0.2
外部弯曲半径
0.5MAX
孔径
±0.1
角度
±0.5°
2.2未注线性尺寸极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~6
±0.10
>6~50
±0.20
>50~100
±0.30
>100
±0.70
3.0吹塑类零部件
3.1未注线性尺寸极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~16
±0.6
>16~30
1.0范围
本标准规定了未定义尺寸以及未注出公差的线性和角度尺寸的一般公差的极限偏差数值。
本标准适用于金属切削加工的尺寸,一般的冲压加工尺寸,非金属材料(注塑类、橡胶类、吹塑类、密封海绵类)加工的尺寸。
2.0注塑类零部件及橡胶类零部件
2.1未定义尺寸如下:
项目
参考值
拔模斜度
1.0°
内部弯曲半径
0.2
壁厚
±0.8
>30~50
±1.0
>50~75
±1.2
>75~150
±1.5
>150~250
±2.0
>250~350
±2.5
>350~
±0.8%
3.2未注倒圆半径和倒角高度的极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~3
±0.6
>3~10
±0.8
>10~20
±1.0
>20~40
±1.2
GB-T14486-1993工程塑料件尺寸公差
0.10 0.1 2 0.1 4 0.1 6 0.1 8 0.2 0 0.2 2 0.24 o.2 6 0.3 0 0.3 4 0.2 0 0.2 2 0.2 4 0.2 6 0.2 8 0.3 0 0.3 2 0.3 4 0.3 6 0.4 0 0.4 4 0 12 0.1 4 0.1 6 0.1 8 0.2 0 0.2 4 0.2 8 0.3 2 0.3 6 0.4 0 0.4 6 0.3 2 0.3 4 0.3 6 0.3 8 0.4 0 0.4 4 0.4 8 0.5 2 0.56 0.60 0.66
一
一
土 0.1 3 士 0.1 6 士 0.1 9 土 0.2 3 士 0.2 7 士 0.3 1 士 0.35 士 0.40 士 0.47 士 0.5 5 士 0.6 4
士 0.2 3 + 0.2 6 士 0.2 9 士 0.3 3 士 0.3 7 士 0.41 士 0.4 5 士 0.5 0 士 0.57 士 0.6 5 十 0.7 4
0.20 0.24 0.28 0.32 0.38 0.44 0.50 0.56 0.64 0.7 4 0.86
0.4 0 0.4 4 0.4 8 0.52 0.5 8 0.6 4 0.7 0 0.7 6 0.84 0.9 4 1.0 6
0.2 6 0.3 2 0.38 0.46 0 54 0.62 0.70 0.80 0.94 1.10 I.2 8
6.00 6.20 8.2 0 8.40
尺 寸允许偏差
上0.5 0 士 0.5 7 士 0.64 士 0.72 士 0.80 士 0.88 士 0.96 士1.05 士 1.1 5 士 1.25 士 1.40 士 1.55 士 1.7 5 士 1.9 5
十 0.60 士 0.6 7 士 0.7 4 士 0.8 2 士 0.9 0 士 0.9 8 士 1.0 6 士 1.1 5 士 1.2 5 士 1.35 士 1.50 士 1.6 5 士 1.8 5 士 2.05
塑料件未注公差参考
外部弯曲半径
0.5MAX
孔径
±0.1
角度
±0.5°
2.2未注线性尺寸极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~6
±0.10
>6~50
±0.20
>50~100
±0.30
>100
±0.70
3.0吹塑类零部件
3.1未注线性尺寸极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~16
±0.6
>16~30
±0.8
>30~50
±1.0
>50~75
±1.2
>75~150
±1.5
>150~250
±2.0
>250~350
±2.5
>350~
±0.8%
3.2未注倒圆半径和倒角高度的极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~3
±0.6
>3~10
±0.8
>10~20
±1.0
>20~40
±1.2
>40
±1.5
角度
±3.0°
4.0密封海绵类零件
4.1未注长度方向尺寸的极限偏差数值为±2.0。
4.2未注宽度方向和厚度方向的极限偏差数值为±0.5。
起草:批准:发布:
1.0范围
本标准规定了未定义尺寸以及未注出公差的线性和角度尺寸的一般公差的极限偏差数值。
本标准适用于金属切削加工的尺寸,一般的冲压加工尺寸,非金属材料(注塑类、橡胶类、吹塑类、密封海绵类)加工的尺寸。
2.0注塑类零部件及橡胶类零部件
2.1未定义尺寸如下:
项目
参考值
拔模斜度
1.0
塑料件公差
毫无疑问,塑料产品的尺寸公差定义标准是关系到塑料件整体制造水平的一个基础标准。
因此就目前广泛使用的GB/T14486-1993进行分析,并就个人认识,提出一点意见,供大家讨论希望各位网友多多指点。
GB/T 14486-1993,是专门针对注射塑料制品的尺寸公差较为合理的标准。
它根据材料的收缩特性,将公差分成7个等级。
可以分别选择高精度,一般精度和未注公差尺寸。
并且根据制品在模具中受到的限制,分为a、b两类公差数值。
对于基本尺寸的分段,完全采用GB/T1800-1998的分段原则,采用R10、R20优先数系。
在GB/T 14486公差的标注上,对于有公差要求的等级,标注允许偏差,设计者可以根据需要选择上下偏差。
对于未注公差的尺寸,采用双向等值偏差。
但是,此标准缺少500mm以上尺寸时的公差。
并且,在公差数值较大时,分为a、b两类的意义不大。
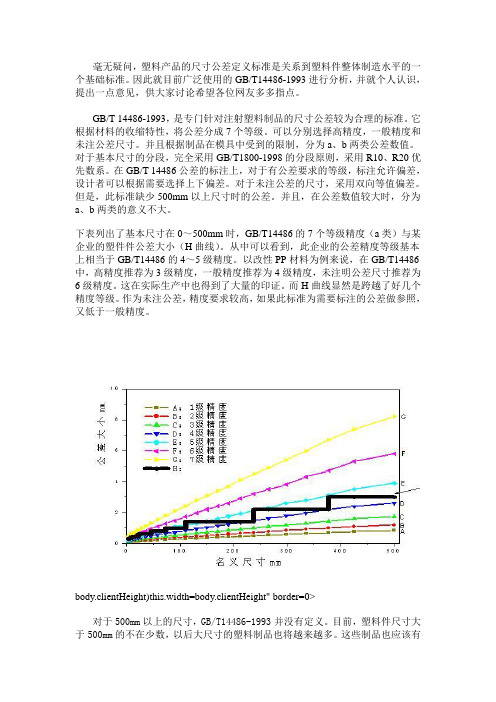
下表列出了基本尺寸在0~500mm时,GB/T14486的7个等级精度(a类)与某企业的塑件件公差大小(H曲线)。
从中可以看到,此企业的公差精度等级基本上相当于GB/T14486的4~5级精度。
以改性PP材料为例来说,在GB/T14486中,高精度推荐为3级精度,一般精度推荐为4级精度,未注明公差尺寸推荐为6级精度。
这在实际生产中也得到了大量的印证。
而H曲线显然是跨越了好几个精度等级。
作为未注公差,精度要求较高,如果此标准为需要标注的公差做参照,又低于一般精度。
body.clientHeight)this.width=body.clientHeight" border=0>对于500mm以上的尺寸,GB/T14486-1993并没有定义。
目前,塑料件尺寸大于500mm的不在少数,以后大尺寸的塑料制品也将越来越多。
这些制品也应该有一个合适的精度要求。
下图中H曲线依然是此公司的精度要求,可以看到,大于500mm以上的尺寸仅仅有3个区间。
以1200~2000mm尺寸来说,公差均为6mm,这对于改性PP材料来说,精度相当于GB/T14486中500mm尺寸的未注公差等级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.0 范围
本标准规定了未定义尺寸以及未注出公差的线性和角度尺寸的一般公差的极限偏差数值。
本标准适用于金属切削加工的尺寸,一般的冲压加工尺寸,非金属材料(注塑类、橡胶类、吹塑类、密封海绵类)加工的尺寸。
2.0 注塑类零部件及橡胶类零部件
2.1未定义尺寸如下:
项目参考值
拔模斜度 1.0°
内部弯曲半径0.2
壁厚 2.0±0.2
外部弯曲半径0.5MAX
孔径±0.1
角度±0.5°
2.2 未注线性尺寸极限偏差数值如下:
基本尺寸分段极限偏差数值
0~6 ±0.10
>6~50 ±0.20
>50~100 ±0.30
>100±0.70
3.0 吹塑类零部件
3.1 未注线性尺寸极限偏差数值如下:
基本尺寸分段极限偏差数值
0~16 ±0.6
>16~30 ±0.8
>30~50 ±1.0
>50~75±1.2
>75~150±1.5
>150~250±2.0
>250~350±2.5
>350~±0.8%
3.2 未注倒圆半径和倒角高度的极限偏差数值如下:
4.0密封海绵类零件
4.1未注长度方向尺寸的极限偏差数值为±2.0。
4.2 未注宽度方向和厚度方向的极限偏差数值为±0.5。
起草: 批准: 发布:。