储罐倒装埋弧横焊自动对中装置的研制
储罐倒装埋弧横焊自动对中装置的研制

L U Ja f , HU Xin b o I i. Z a .a a
( a igO le o s u t nG op, a ig1 3 5 , hn ) D qn i l C nt ci ru D qn 6 4 3 Cቤተ መጻሕፍቲ ባይዱia i fd r o
了以往储 罐倒 装 自动焊 装置人 工对 中调 节不 方便 , 常 出现跑 偏 等 问题 。 经 该装置 由位 移传 感 器、 号处 信
理器、 自动调 整机 构和 钢 制柔性 跟 踪轨 道 等部 分组 成 。
关键词 : 储罐倒装法; 埋弧 自动焊; 横焊; 自动对中
中 图分 类 号 :G 3 . T 49 9
p a t a i t n O o h rt. r o a i ca l l n, f ta i g a d s me o h rp o l ms t a f n a p a e n a t ma i r ci b l y a d S n t e mei Ha d t r f il a i of r cn n o t e r b e h to e p e r d i u o t c i s ti y g t c
wedig e i l n qupmen sus d f rso a e a nv rin beor r ov d we1Th p r t s c m p s d o s a eme ts n o , ina t e tr g tnk i e so f e a e s le l. e a pa aus i o o e fdiplc o n e s r sg l
立式储罐自动焊接新技术
埋弧自动焊适用于中厚板对接、角接、搭接等腰三角形各种接头形式的科位置焊接,它是一种众所周知的常用焊接方法。
具有焊缝成形美观、质量可靠、探伤合格率高、劳动强度低和生产效率高等优点,可对板厚8-18mm以下的接头实现不开坡口一次焊透成形,因此在焊接工程中得到广泛应用。
但是,埋弧自动焊用于其他位置时,由于熔池要用焊剂敷埋,焊接熔池温度高,铁水容易下垂等因素的限制,所以应用极少目前,国内研制成功的横缝埋弧自动焊机,已在胜利油田二建、大庆油建等施工单位应用,经两年多在立式储罐“倒装法”施工中使用,效果很好。
故推荐给广大读者,以利于该技术的推广应用。
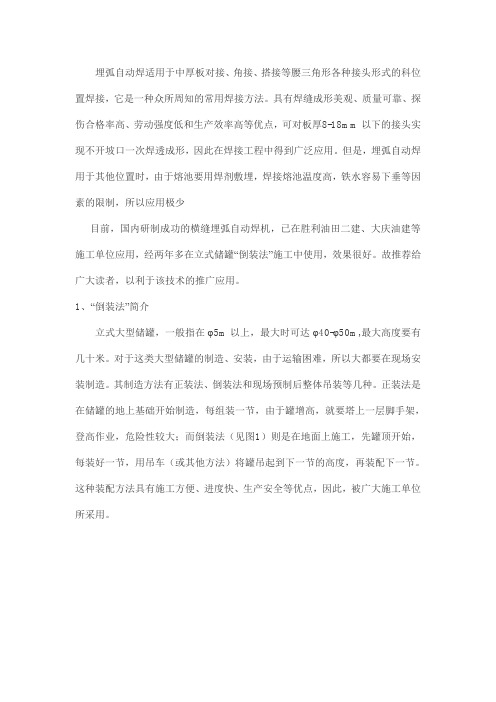
1、“倒装法”简介立式大型储罐,一般指在φ5m以上,最大时可达φ40-φ50m,最大高度要有几十米。
对于这类大型储罐的制造、安装,由于运输困难,所以大都要在现场安装制造。
其制造方法有正装法、倒装法和现场预制后整体吊装等几种。
正装法是在储罐的地上基础开始制造,每组装一节,由于罐增高,就要塔上一层脚手架,登高作业,危险性较大;而倒装法(见图1)则是在地面上施工,先罐顶开始,每装好一节,用吊车(或其他方法)将罐吊起到下一节的高度,再装配下一节。
这种装配方法具有施工方便、进度快、生产安全等优点,因此,被广大施工单位所采用。
2、横缝埋弧自动焊设备在大型立式储罐类倒装法施工中,焊接量较大的就是每节筒体的环向横焊缝。
由于是在野外施工,很难实现自动化生产,因此多年来一直是利用手工电弧焊法焊接。
目前,由中国石油天然气集团公司工程技术研究院研制成功的AGW-Ⅱ型横缝埋弧自动焊机,实现了横向环焊缝的埋弧自动焊接。
这种设备由焊接整流电源、控制箱、导轨、焊接主机及联接电缆等组成,其结构见图2。
这种焊机特别适用于倒装法施工的圆筒型储罐横缝焊接,罐体直径一般应大于5 m,板幅(筒体每节高度)可在1.0-2.2范围内调节,板厚要大于6mm。
焊机的最大特点是操作简单、容易掌握,焊接质量好,效率高,焊机全部采用国产元件和材料,制造成本低,维修容易。
大型储罐倒装法施工立焊自动焊接工艺

摘要:发展大型储罐倒装法施工技术过程中,为了全面实现倒装法施工罐壁立缝的全自动焊接,从焊机结构改善、罐壁组装工序调整、焊接工况改进等方面开展工作,创造出全自动气电立焊焊接的作业条件,并制定相适应的焊接工艺,最终实现了罐壁立缝的气电立焊焊接。
相较于正装法立缝自动焊接工艺,倒装法立缝自动焊接在地面操作实施,操作更加便利、安全,质量更易于控制。
关键词:大型储罐;倒装法;气电立焊中图分类号:TG409文献标识码:B 文章编号:1001-2303(2012)02-0082-02第42卷第2期2012年2月Vol.42No.2Feb.2012Electric Welding Machine李卫国(新疆石油建设有限责任公司,新疆克拉玛依834000)Automatic vertical position welding procedure of large storage tankwith the upside-down construction technologyLI Wei-guo(Xinjiang Petroleum Engineering Construction Co.,Ltd.,Karamay 834000,China)Abstract :As the development of the upsidedown construction technology of large storage ,the automatic welding in vertical position of tank shells turns into reality through adjusting welders'structure ,changing the sequence of tank shells installation ,improving the welding conditions and developing related electrogas welding procedure.The automatic vertical position welding procedure of larger storage tank with the upside-down construction technology makes welding operation easier and safer and quality higher than that with erection tank by scaffold.Key words :storage tank ;jacking method ;electrogas welding 收稿日期:2011-12-31作者简介:李卫国(1981—),男,河北满城人,工程师,主要从事压力容器制造、储罐制安等技术工作。
储罐横焊缝自动焊接装置的研制
Ke od :t aet kivro ;uo t akn ; et g q i n yw rs s rg n es na t i t cigw hi up t o a n i mac r ( 大庆 油 田建 设 集 团 工程 设 计 研 究 院 , 龙 江 大庆 l 3 1 ) 黑 6 7 2
摘 要: 计了一种立式储罐倒装施工用 自动跟踪式横焊缝自动焊装置。 装置由焊接操作与电源系统、 设 该
焊. 行走机架与控制系统和焊缝 自 接 动跟踪 系统等组成, 不仅能够进行储罐罐壁横焊缝的埋弧 自 动焊 还 可以进. 气体 保护焊 , 行 具有 良好 的防风功 能 ; 焊接过 程 实现 了焊缝 自动跟踪 。 跟踪精 度迭 到士 .m O m。 5 焊接 装 适合 储罐 板 宽为 1 .m 的焊接 , 有成 本低 、 作 方便 、 显 . 22 4 具 操 焊接质 量好 等优 点。
誊 类T 献 码 文 号0 ) . 中 号4 文 识 章 :2 。。0 : 标 : 编 30 0 图 G 分 3 9 . 9 A 1 o 04 0 3 5 1(1 j9 -22; o-- 6 : 0。 :
De e o m e to ut m a i l ng e ui e twih he t a ki y t m o v lp n fa o tc wedi q pm n t t r c ng s se f r ta v re b a i tr g n r ns e s e m n so a e ba k
LU Jaf , HU Xin b o I i— Z a -a a
(ni ig ei dR sac stt o aig i e o sut nG op D qn e ogi g1 3 , h a E g  ̄r s na eerhI tue f qn l l C nt ci r , ai H i rjn 6 7 C i ) n nD g n ni D Of d i r o u g lt a 1 2 n
十万方大型储罐倒装施工方案
目录一.编制说明 (1)二、编制依据 (1)三、工程概况 (2)四、施工准备 (3)五、施工程序和方法 (4)六.施工技术组织措施 (30)七、资源需求计划 (40)八.施工进度计划表 (45)一.编制说明独山子千万吨炼油及百万吨乙烯项目—50万立方米原油商业储备库罐体制安工程中,包含6台10X104m3双盘浮顶油罐T-001~006。
本方案是为其中T-001和T-004两台设备施工而编制的。
施工主要包括罐底、罐壁、浮顶、附件的制作安装。
为提高施工安全性,保证施工质量和进度,罐体安装将采用倒装法施工,使用液压顶升装置对罐壁进行提升;罐底板、罐壁板焊接均采用自动焊.结合工程的具体情况,特编制此施工方案,以保证给用户提供精品工程。
二、编制依据1.设计文件及图纸资料2.国家及行业规范、标准API650《钢制焊接油罐》GB50128—2005《立式筒形钢制焊接储罐施工及验收规范》GB/T8923—1988《涂装前钢材表面锈蚀等级和除锈等级》SH3530-2001《石油化工立试圆筒形钢制储罐施工工艺标准》GB50236-98《现场设备、工业管道焊接工程施工及验收规范》GB50235—97《工业金属管道工程施工及验收规范》JB4708-2000《钢制压力容器焊接工艺评定》JB4744—2000《钢制压力容器产品焊接试板的力学性能检验》JB/T4709-2000《钢制压力容器焊接规程》JB/4730-2005《承压设备无损检测》GB50341-2003《立式圆筒形钢制焊接油罐设计规范》GB19189—2003《压力容器用调质高强度钢板》GB50205-2001《钢结构施工质量验收规范》三、工程概况1.工程简介工程名称:独山子千万吨炼油及百万吨乙烯项目—50万立方米原油商业储备库罐体制安工程建设地点:克拉玛依市独山子区竣工日期:在2007年9月30日竣工施工内容:10X104m3双盘浮顶油罐T—001、T-004的罐体制作安装(含内外附件安装).其主要参数如下:储罐规格基本参数罐体主要材质2.现场情况根据现场施工条件,为提高工作效率和质量,油罐的预制和安装分为两部分进行.储罐的预制工作全部在距离施工现场3公里的预制厂完成后,再运往储罐施工现场进行安装。
大型储罐的工工法

大型储罐液压顶升、自动焊、倒装施工工法陕西化建工程有限责任公司中油吉林化建工程有限公司王智杰何丹杨峰斌李丽红1.前言随着我国经济的快速发展和人民生活水平的不断提高,能源消耗急剧增长,石油和成品油的需求剧增。
目前我国已变成石油进口大国,石油已成为国家重要的战略物资,它直接关系到我国的经济发展、社会稳定和国家安全,增加原油储备迫在眉睫,因此,我国对国家石油储备库和成品油库的建设给予了高度的重视。
大型立式钢制储罐是非常重要的储运设备,越来越多地被应用于原油、成品油等储运工程中,其中立式圆筒形拱顶储罐和浮顶储罐最为普遍。
因此,立式圆形储罐的制作安装也不断更新发展。
大型储罐的预制、罐体提升及焊接是储罐制安的主要工序,直接影响储罐制安的施工质量。
同时,储罐制安工作中,主要的工作量集中在焊接工序上。
在当今施工行业,自动焊技术已经渗入到储罐制安工艺中,但自动焊机以储罐“正装”为基准进行设计。
我公司在大型储罐制安中,为了减少高空作业量,减少脚手架的投入等,习惯于“倒装法”作业。
为此,我公司技术人员与焊机厂进行多次研讨,将适用于“正装法”的悬挂式“横焊机”改造成适用“倒装法”的轨道式“横焊机”,同时,在罐体提升过程中,为了更稳、更快,用“液压顶升”设备代替了原来的电动倒链。
将自动焊、液压顶升等先进的施工工艺融入到“倒装法”施工工艺之中,另外在自动焊方面采用自行研发的了“单面焊双面成型”技术。
本施工工艺,经过实践证明安全、可靠、先进。
罐体的焊接质量能够满足规范要求,同时克服了“正装法”的一些不足,是一项值得在同行业推广的施工工法。
2.工法特点2.1大型立式储罐主体制作安装方法有“正装法”和“倒装法”两种,本施工工法是以“倒装法”为基础研发的。
2.2本施工工法主要是将自动焊接技术及液压顶升技术应用于储罐的“倒装法”施工工艺中。
2.3本施工方法主要是将“正装法”的“埋弧横焊机”进行了改造,即从“悬挂式”改造成“轨道式”,使之与“倒装法”相适应。
储罐横缝埋弧自动焊打底焊接技术

储罐横缝埋弧自动焊打底焊接技术1 前言随着国家对石油消耗和储备的增长,原油、成品油储罐向大型化发展已成必然趋势。
焊接是储罐建造中的主要工序,对储罐质量和最终成本起着关键作用。
因此,进行储罐焊接新技术开发,是实现社会效益和企业效益最大化的必需,是每个石油华工设备制造和安装企业的职责。
2007年年初,我公司将储罐横缝埋弧焊打底焊接技术作为重点项目进行了开发,并成功应用在新疆独乌鲁木齐石化公司炼油厂2台5万立原油储罐的焊接施工中。
本文在简要介绍国内储罐横缝焊接技术现状的基础上,论述了大型储罐横缝埋弧自动焊打底焊接技术的特点、工艺和应用范围。
2 国内储罐横缝焊接技术现状2.1 拱顶储罐横缝的焊接国内拱顶储罐的容积多为1万立及以下,最大的为3万立。
这类储罐钢板相对较薄,且多采用倒装法组装,所以,在焊接上多直接采用手工焊条电弧焊。
对于较厚钢板(厚度大于10mm)的横缝焊接,亦可以采用埋弧自动焊焊接,但仍需采用手工焊条电弧焊或CO2半自动焊进行打底焊接。
2.2 大型浮顶储罐横缝的焊接近年来,国内一些焊机生产厂家陆续开发了多种型号的储罐环缝埋弧自动焊设备,使大型浮顶储罐横缝的埋弧焊得到了更加广泛的应用。
在焊接顺序上通常是:先焊外侧焊缝、外侧焊完后对背面进行清根处理(通常采用碳弧气刨加砂轮打磨,也可采用其他机械方法)、然后再采用埋弧自动焊完成背面的焊接,或者采用在外侧采用手工焊条电弧焊打底,埋弧自动焊直接进行背面填充、盖面的方法。
2.3 储罐横缝焊接亟待解决的问题一方面,由于打底仍需采用人工,对于大型储罐,存在人工时增加、效率提高不彻底、工人劳动强度大等问题;另一方面,大量的清根处理,浪费材料,污染环境,工序的增加也会带来工期延长,成本增加等直接经济损失。
3 储罐横缝埋弧自动焊打底焊接技术3.1 储罐横缝埋弧自动焊打底焊接,是通过采取一定技术措施和合适的焊接工艺参数,使采用埋弧自动焊进行打底即可获得良好的背面成形或焊透,以实现背面不清根或少量清根为目的的一种焊接技术。
钢结构工程储罐埋弧自动横焊施工工法

埋弧自动横焊焊接施工工法1 前言为了在储罐焊接中贯彻执行国家的技术经济政策,做到技术先进,经济合理,安全适用,确保质量,公司进行了科技创新,形成了储罐埋弧自动横焊焊接新颖的施工工法。
通过几个项目的实际应用,焊接速度和焊接质量有了明显的提高,达到了预期的效果,技术先进合理,取得了良好的经济效益。
本工法编写是遵循国家相关法律法规及美国国家标准API620(“大型焊接低压储罐设计和建造”)和ASME(美国机械工程师协会)标准有关要求进行。
2 工法特点2.1 储罐埋弧自动横焊的生产率高,焊接速度快,而且焊接变形小。
2.2 焊剂层对焊缝金属的保护好,使金属充分熔透,焊缝表面缺陷少,成形美观内在质量好。
2.3 由于电弧被焊剂保护着,使电弧的热得到充分利用,从而节省了电能;2.4 除减少劳动量之外,由于自动焊时看不到弧光,焊接过程中发出的气体量少,这对保护焊工眼睛和身体健康是很有益。
2.5用机器代替人工,大大降低生产成本,降低安全风险,经济效益显著。
3 适用范围适用于造船、石油、石化和电力等行业,且板厚在10mm~45mm范围内、直径大于等于6m、每节板幅在1~3.2m范围内的钢制大型储罐环形横向焊缝的焊接施工。
4 工艺原理储罐埋弧自动横焊,由多台埋弧横焊机沿罐壁圆周均匀对称布置,采用同向、同速、先焊外壁后焊内壁的焊接工艺进行施焊。
外壁焊接完成后,内壁先用磨光机打磨清根,充分保证内壁坡口不受破坏,然后再将焊机移到内壁进行焊接。
5 施工工艺流程及操作要点5.1 施工工艺流程见图5.1。
图5.1 施工工艺流程图5.2 操作要点5.2.1 坡口加工形式横向焊缝埋弧自动焊接,应采用双面K形坡口。
由于首层焊缝需要采用手工电弧焊封底,坡口的钝边要留得小一些,一般2-3mm,有利于第一层焊透。
其坡口形式参见图5.2.1。
图5.2.1 坡口示意图坡口的制备最好采用机械法刨削,如现场加工有困难,也可以用火焰切割法加工,但要求采用半自动割机,以保证坡口的形状和尺寸准确,坡口面进行磨光处理。
大型储罐双丝埋弧横焊设备的研制

大型储罐双丝埋弧横焊设备的研制张田利;唐德渝;冯标;李春润;龙斌【摘要】为满足储罐施工企业对高质高效大型储罐环缝焊接设备的需求,研制了一套采用双电源单熔池双丝双弧埋弧焊技术的大型储罐双丝埋弧横焊设备及配套技术.针对大型储罐环缝焊接现场施工特点和条件,研发了基于林肯DC1000单丝直流埋弧焊系统和米勒SUMMIT ARC1250单丝交流方波埋弧焊系统的双电源单熔池双丝双弧埋弧横缝焊接系统、双丝电动同步升降机跟踪调节机构和正装焊车,并摸索和总结出配套的典型焊接工艺参数,使研制设备能够满足大型正装储罐现场施工要求,实现环缝的高质高效双丝埋弧自动焊接.经工程应用表明,研制设备和工艺对现有的储罐单丝埋弧横焊设备及工艺有良好的兼容性,焊接效率比单丝埋弧横焊提高50%以上,是一种便于推广应用的实用型高效横缝自动焊设备.%To meet the requirements of large storage tank girth welding equipment of high quality and efficiency, horizontal welding equipment for large storage tank and its supporting techniques with dual power single molten pool dual arc welding technology was developed.Aiming at characteristics and conditions of construction of large storage tank girth welding,dual power single melton pool submerged dual arc welding system,two-wire electric synchronous regulator,and sequence welding cart were developed,basing on the LINCOLN DC1000 single wire DC submerged arc welding system and the MILLER SUMMIT ARC1250 single wire submerged arc welding system of AC square wave,Meanwhile a typical welding parameters supporting the equipments were designed and summarized. Hence the equipments can meet the large storage tank on-site constructionrequirements,achieve high quality and efficiency tandem submerged arc automatically welding of girth.The application shows that the equipment has good compatibility with the existing single wire welding facilities,the efficiency has been increased by fifty percent.The equipments are very convenient for application and dissemination.【期刊名称】《电焊机》【年(卷),期】2011(041)010【总页数】6页(P9-14)【关键词】大型储罐;双丝双弧;埋弧自动横焊设备;研制【作者】张田利;唐德渝;冯标;李春润;龙斌【作者单位】中国石油集团工程技术研究院,天津300451;中国石油集团工程技术研究院,天津300451;中国石油集团工程技术研究院,天津300451;中国石油集团工程技术研究院,天津300451;中国石油集团工程技术研究院,天津300451【正文语种】中文【中图分类】TG434.4随着我国储罐建造的大型化,储罐建造主要工序焊接的工作量大幅提高,加之市场竞争加剧,为提高竞争力,储罐施工企业对高效储罐自动化焊接技术和设备的需求更加迫切。
正倒装两用横缝埋弧自动焊操作机的研制

上 ,进 行 了大胆 的技 术 改造 和创新 ,在 国 内率先研 发 出第一 代 大型 石油储 罐 正倒装 两用 横缝 埋弧 自动 焊操
作机。
以往 5 0 s 00 0m 以上 的 石 油储 罐 都 采 用 正 装施 工 建 造 。而 近几 年来 ,大型 石油储 罐 罐体 的倒 装施 工 在 日益普 及 。过 去用 于 正装 焊接 施 工 的焊接 操作 机 只能
i . e nn t o l p n e . n. s c
[ ] 刘颂 豪 . 6 光纤 激光 器 的新 进 展 []光 电 子技 术 与信 息 ,2 0 ,1 () J. 03 61 :
参考文献 :
1 8 —.
[ ] I G P oois HihP w rFbrL sr frId s a Ap l ai s 1 P htnc. g o e ie aes o n ut l pi t n i r c o
Wedn eh o  ̄ V 1 0 N .2 D c 2 1 lizT c nl  ̄ o. o1 e . 0 o 4 i
文章编号 :0 2 0 5 (0 11- 0 1 0 10 - 2 X 2 1)2 0 3 - 4
・ 接 设 备 与 材料 ・ 3 焊 1
正 倒 装 两 用 横 缝 埋 弧 自 动 焊 操 作 机 的 研 制
l es A pei n r u y J.Mae as n ei ,20 ,2 ( ) a r- rl ays d [] s mi t t la dD s i r n g 07 84 :
立式圆筒形钢制储罐双丝埋弧横焊技术开发及应用

困难 .焊接 熔敷 效率难 于进 一步 提高
应 用 双 电源 单熔池 纵列 双丝 双弧埋 弧 焊技术 焊
接 时 .前 后纵列 排列 形成 单熔池 的双 电弧 .通 过两
个 电弧 间的相互 作用 .后 行 电弧可 阻止熔 池金 属 向 尾部运 动 ( 见图 1 ( b ) ) ,既可避免 产生大 而深 的弧 坑 .后行 焊丝 又可 提供更 多 的熔 敷金 属 .可避 免高 速焊 接 时产生 咬边 缺陷 :而且通 过 双 电弧 和熔 池 的 控 制 .获得理 想 的焊缝成 形 系数 .可避免 热裂 纹缺
具有 良好 的 实用性
关 键词 :立式 圆筒形 钢制储罐 ;双丝 双弧 :埋 弧横 焊 d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1 — 2 2 0 6 . 2 0 1 3 . 0 1 . 0 1 4
0 引 言
会造成 咬边 :同时会使 焊缝 成形 系数减 小 而易 出现 热裂纹 [ 2 】 :且横 焊 时 ,因其 熔池 在 自由状态 下成 形 ,
单 丝埋 弧 焊 时 .随 着焊 接 电 流 和速 度 的提 高 , 电 弧对 熔 池 金 属 的后 排 作 用 加 剧 .熔 池 金 属 在 电
弧 力 的作用 下 迅速 向熔 池尾 部 运动 ( 见 图 l( a ) ) ,
使 弧 坑 加 深 .当 冷 却 时 无 足 够 的液 体 金 属 补 充 ,
率 的重 要保 证 .也 是施 工 企业 降 低 工程 建 造 成本 . 提高 经济 效益 和企业 竞争 力 的重要措 施 和手段 罐 壁 板 环 缝 是 储 罐 焊 接 工 作 量 最 大 的部 分 .
一
般 是 纵缝 的 3倍 左 右 .且 随着 罐 容 积 的 增 加 而
立式储罐倒装法横缝埋弧自动焊接新技术

埋弧自动焊适用于中厚板对接、角接、搭接等腰三角形各种接头形式的科位置焊接,它是一种众所周知的常用焊接方法。
具有焊缝成形美观、质量可靠、探伤合格率高、劳动强度低和生产效率高等优点,可对板厚8-18mm以下的接头实现不开坡口一次焊透成形,因此在焊接工程中得到广泛应用。
但是,埋弧自动焊用于其他位置时,由于熔池要用焊剂敷埋,焊接熔池温度高,铁水容易下垂等因素的限制,所以应用极少。
目前,国内研制成功的横缝埋弧自动焊机,已在胜利油田二建、大庆油建等施工单位应用,经两年多在立式储罐“倒装法”施工中使用,效果很好。
故推荐给广大读者,以利于该技术的推广应用。
1、“倒装法”简介立式大型储罐,一般指在φ5m以上,最大时可达φ40-φ50m,最大高度要有几十米。
对于这类大型储罐的制造、安装,由于运输困难,所以大都要在现场安装制造。
其制造方法有正装法、倒装法和现场预制后整体吊装等几种。
正装法是在储罐的地上基础开始制造,每组装一节,由于罐增高,就要塔上一层脚手架,登高作业,危险性较大;而倒装法(见图1)则是在地面上施工,先罐顶开始,每装好一节,用吊车(或其他方法)将罐吊起到下一节的高度,再装配下一节。
这种装配方法具有施工方便、进度快、生产安全等优点,因此,被广大施工单位所采用。
2、横缝埋弧自动焊设备在大型立式储罐类倒装法施工中,焊接量较大的就是每节筒体的环向横焊缝。
由于是在野外施工,很难实现自动化生产,因此多年来一直是利用手工电弧焊法焊接。
目前,由中国石油天然气集团公司工程技术研究院研制成功的AGW-Ⅱ型横缝埋弧自动焊机,实现了横向环焊缝的埋弧自动焊接。
这种设备由焊接整流电源、控制箱、导轨、焊接主机及联接电缆等组成,其结构见图2。
这种焊机特别适用于倒装法施工的圆筒型储罐横缝焊接,罐体直径一般应大于5m,板幅(筒体每节高度)可在1.0-2.2范围内调节,板厚要大于6mm。
焊机的最大特点是操作简单、容易掌握,焊接质量好,效率高,焊机全部采用国产元件和材料,制造成本低,维修容易。