冲模设计展开计算器
项目教学法在《冷冲压工艺与模具设计》课程中的应用

一
、
/
\
2 8 一
/ /
冲 件 \、 压图 \
【
/
幺 越 称 片
.
/
/
材 :0 料1 铜
厚 : l 度 2 、 m_
批 大 量:
口 O0 4 1 1]
教、 学方法 讲授法 、 引导法 、 讨论法 、 任务分解法 项 目成果 模具总装图 、 零件 图、 件加工工艺卡 、 目报告书 零 项
一
项 目1 垫圈冲裁模设计 能力 目标
学 时 2 8 知识 目标
1 . 中等复 杂冲裁件 的 . 具备 1 冲裁工艺性分析 教学 目标 工艺 分 析 及 工艺 方 案 编 2冲裁工艺方案确定 . 制能力 3冲裁模工艺计算 . 2 . 中等复杂 冲裁 模的 . 具备 4冲裁模结构设计 设计能力 5 . 选择标准件, 设计非标件
介 绍 项 目教 学 的 主要 过 程 。 [ 关键 词] 目教 学法 模具设计 项
教 学改革 能力
表1 。 表 1项 目任 务
随着科 学技术的发展 , 对人才需求 发生了根本的变化。 社会 胡锦涛 总书记在中国科学院第十二次院士大会 、中国工程院第七次 院士大会 的讲话 中提到 :要坚持在创新实践 中识别 人才 ,在创新活动 中培育人 “ 才, 在创 新事业 中凝 聚人才。 我们在教学工作 中也要进行创新 。 ” 针对职 业院校学生的基础不一 , 接受能力悬殊等现状 , 统教学理念显然不能 传 完全适应冷冲压工艺与模 具设计教学的要求 , 往往导致一些 自主学 习 、 自我控制能力 较差 的学生厌 学, 教学达不 到应有 的效果 。 这就要求寻找 些 有效的教学方 法『 l 1 。因此在本课程 中实行教学 改革 , 运用项 目教学 法, 就是要以创新 的教 学活动激起学生 的学 习兴趣 , 达到原教学计划所 规定 的各项技 能要求 , 同时培养 学生分析问题 、 决问题的能力及团 队 解 精神 和合作 能力等 , 以提 高学生 的创新 意识 和创新 能力 。 项 目教 学 法 的依 据 建构主义理论认 为 :只有当一个人 已有 的知识无法解决他所面 临 的问题时 , 真正的学习才会发生 。心理学研究结果 也表明 : 当感受类 型 是“ 时 , 听” 记忆 的保持率为 2 %; 0 当感受类 型是 “ ” , 看 时 保持 率为 3 %; 0 当感受类 型是“ + ” , 持率 为 5 %; 听 看 时 保 0 当感受 类型是 “ 亲身实 践 ” 时, 保持 率为 9 %。 0 因此学 习应该是学 习者 主动地通过 已有 的认知结构 对新 信息进行 加工和建构 的过程 , 这种建构教 师不 能代替 , 这种学 习更 强调主动性 、 会性 、 社 情境性 、 协作性 。 目教学法遵循 了上面 的教学理 项 念, 它将传统学科体系中的知识 内容转化为若 干个 教学项 目, 围绕着 并 具体的教学项 目来 组织和展开教学任务 , 使学 生直接参与项 目全过程 , 是一种科学而合理 的教学 方法, 它是 一种 “ 真刀实枪 ” 的演练目 。 二 、 目教 学 法 的 特 点 项 1实 践性 . 国际学习科学领域三句名言 :听来 的忘得快 , “ 看到的记得住 , 做过 的才能会” 在项 目教学 中 , 目的主题与 真实的职业 岗位 密切联 系, 。 项 学 习过程成为学生积极参与的实践活动 , 它注重 的不是最终 的结果 , 而是 完成 项 目的过程 , 学生的学习更 加具 有针对 性和实用 性。 2自主性 . 教师成为学生学习过 程中的引导者 、 指导者 和监督者 , 改变了 以教 师为 中心 的“ 注式 ” 学为以学员 为中心 的“ 灌 教 主动探索式 ” 学习 , 提供 学生根据 自己的兴趣选择 内容和进行决策 机会 ,学生 由被动学习变 为 主动学 习 , 由被动思 维变为主动思 维 、 创造性 思维 , 从而 有效 地促进学 生创造能力的发展。 3发 展性 . 教师根据行业 企业 岗位 的实际需求 和教学 内容选取 相关项 目, 学 生通过完成项 目 达到对本课程教 学内容 的掌握 。 来 在整个教学过程 中, 根据冷冲压的设计 步骤 , 一个项 目又可 以分 为多个 子项 目。由于项 目工 作具有一定的难度 , 任课 教师要重视学生学 习探讨 过程的指导 , 循序渐 进, 通过 不断地设置 问题 , 进行相关 分析和 总结 , 使学生 真正掌握所学
冲裁复合模的设计
1 绪论1.1 模具概述伴随着现代工业的发展,模具产业发展迅速。
现代模具产业已向大型化、多功能、高精度的方向发展,模具技术含量不断提高,多功能复合模得到进一步的发展,热流道技术和模具标准件日益得到广泛的应用,同时塑料模比例不断提高,快速经济型模具前景十分广阔.我国模具产业也得到了较快的发展,九五期间年平均增速度约13%,至2000年,我国模具总产值预计为260~270亿元,模具行业结构也有了较大的改善,模具商业化程度提高了近10%,中高档模具占模具总量的比例有了明显提高。
当今世界,工业正日益朝着批量化的方向发展。
这样对冲压生产提出了自动化,智能化的要求;从而使模具向简单化、调试方便快速性方向发展,对生产人员要求的普遍性提高。
同时伴随生产还有许多的问题,比如噪音问题,生产的安全性问题,所有这些问题要获得真正有效的解决都离不开冲压生产设备,生产工艺方案的制订,生产人员的状况,生产现场的管理等;而最为重要的是模具设计与制造的能力的提高。
展望未来,冲压生产还有许多可提高之处。
1.2 冲模发展状况目前,我国的模具工业已初具规模,但与先进工业国家相比仍有较大差距.近年来对模具技术的探索和研究主要取得了以下成果:(1)研究了几十种模具新钢种及硬质合金,钢结硬质合金等新型材料,并采用了一些热处理新工艺,模具寿命有所提高。
(2)发展了一些多任务位级进模,硬质合金模和简单经济模具等新产品。
(3)研究和应用了一些新技术和新工艺。
(4)模具加工设备的生产已具有一定的基础。
目前已能小批量生产精密的坐标磨床,计算器数控仿形铣床,电火花线切割机床,高精度的电火花机床等。
(5)模具计算器辅助设计与制造已有多家单位正在研究开发,有些已经投入使用。
随着工业的发展,国内模具需求量都在激增,其中高精度,高效率,高寿命模具的冲裁复合模的设计应用也正日趋广泛.为了满足这种需要,模具技术主要朝着如下几个方面发展:(1) 发展高精度,高效率,高寿命的模具,例如高速冲床所用的模具,多任务位级进模,少无废料级进模等先进,经济的模具。
几百个机械设计工具

Wheel齿轮设计计算系列程序
通用设计工具
NGW行星齿轮减速器设计系统 机械工程师助手--渐开线齿轮及其相关计算 极速版减速器设计及齿轮参数计算系统4.0 减速器设计及齿轮参数计算系统 5.0 渐开线齿轮计算
齿轮设计工具ห้องสมุดไป่ตู้
封头和筒体重量、容积计算器

3000 2730 14 0.5 0.85 11 10.5 1500 40 790 750 0.760346 10132859.16
3
系数 C=
r r ( ) 2 1) h1 h1 r 2 ( ) 1 h1
封头内表面积 A(mm2) 以内表面为准的封头容积 V(mm ) 以外表面为准的封头容积 Vw(mm ) 封头重量 W(kg)
标准椭圆形封头《JB4746-2002》
封头内径 Di (mm) 材料密度 kg/m3 封头坯料厚度 δ (mm) 材料负偏差C1 封头成型减薄率 ξ 封头名义厚度 δ n (mm) 封头最小成形厚度 δ min (mm) 碟形、折边锥形大端过过渡段转角内半径 r (mm) 椭圆形、碟形、及折边锥形封头直边高度 h (mm) 标准椭圆形封头总深度 H (mm) 曲面深度 h1=H-h (mm)
3
3817035074 3955829599 378.9
锥形封头《JB4746-2002》
锥形封头大端直径 Di (mm) 锥形封头小端直径 di (mm) 锥形封头锥角α (0) 材料密度 kg/m3 材料负偏差C1 锥形封头名义厚度 δ n (mm) 锥形封头最小成形厚度 δ min (mm) 直边锥形封头至锥顶总高度 H' (mm) 锥形封头大端内径 R (mm) 折边锥形大端过过渡段转角内半径 r (mm) 折边锥形封头直边高度 h (mm) 折边锥形小端内半径 r' (mm) 锥形封头总高度 H (mm) 锥角弧度θ 系数 bz 系数 hz 系数 C1 系数 C2 3000 0 30 7850 0.5 10 9.5 2759 1500 450 40 0 2759 0.523598776 1439.711432 2494 0.956611477 0.686 2509.000000 13023591.77 2190635.206 376991.1184 15.5912 5413472978 1549520332 282743338.8 7.245736648 5511745913 1604497044 286525816.4 7.402768773 1232.7
浆料工艺计算器

To calculate consistency, enter bdmt/d and flow (gpm): flow = bdmt/d = 3467.1 200 lpm consistency = 4.0 %
To calculate consistency, enter flow = admt/d =
Thermo Bllator
To calculate flow (gpm), enter consistency and bdt/d: consistency = bdt/d = 2% 9.9 flow = 82.3 gpm
To calculate flow (gpm), enter c consistency = adt/d =
alculate admt/d, enter consistency and flow (lpm): 4% 3467.1 admt/d = lpm 220.4
alculate consistency, enter admt/d and flow (gpm): 3467.1 200 lpm consistency = 3.6 %
To calculate bdmt/d, enter consistency and flow (lpm): consistency = flow = 4% 3467.1 lpm bdmt/d = 200.0
To calculate admt/d, enter consi consistency = flow =
To calculate flow (gpm), enter c consistency = admt/d =
To calculate bdmt/d, enter consistency and flow (gpm): consistency = flow = 4% 475 gpm bdmt/d = 103.7
3D五金冲压成型模具设计方案(ppt 47页)
排样设计
优化工具
– 最大化的材料利用率
排样管理器
– Window式拖放操作 – 插入工作站 – 删除工作站
实时三维信息反馈 支持一出二或不同的零件 特征命名 自动计算冲裁力、压力重心
排样工艺
分割冲头 分步折弯 过切处理 清角\接刀口 回弹设置 成形后冲孔
CAD/CAE 3D Solutions
三维冲模设计完整方案 CAD/CAE一体化技术
议程
3D QuickTools Ltd的CAD/CAE解决方案 CAD/CAE一体化解决方案的益处 案例演示
3D QuickTools Ltd公司背景
100%专注于冲压模具设计,专业开发团队 完全基于主流的3D软件设计平台,SolidWorks黄金合作伙伴 CAD/CAE一体化技术应用 易学应用,功能强大 操作界面友好,本地化的技术支持服务(多国语言) 致力于参数化、自动化冲压模具设计 提高模具设计标准化、设计经验积累与共享 缩短提升五金模具设计周期
选择圆冲子类型
<FILE *.SLDPRT> <Round Step.SLDPRT>
<LIBRARY> <DANLY>
<TYPE>
<Round Step>
<UNIT IN/MM> IN
<CHECK>
#1 < D
<CHECK>
#2 < Length
<EDIT ORDER> D
Length B
HeadDia HeadHeight
资源共享,重用设计
向导式的工具库创建
模具费和加工费计算方法

模具费和加工费计算方法一、模具费计算方法:模具费是指制造模具所需的费用,通常包括模具设计费、制造费和试模费等三个方面。
1.模具设计费:指设计师完成模具产品的设计所需的费用。
模具设计费的计算一般根据设计工时和设计师的工资水平来确定。
具体计算方式可以采用以下公式:模具设计费用=设计师工资*设计工时2.制造费:指制造模具所需的原材料成本和制造工人的工资等费用。
制造费的计算比较复杂,涉及到模具的复杂程度、规模和材料等因素。
一般来说,制造费可以按照以下方式计算:制造费用=模具材料费+模具加工费+模具组装费+模具试模费3.试模费:指模具制造完成后进行试模的费用,包括试模设备的费用和试模工人的工资等。
试模费的计算方法也比较灵活,可以根据试模时间、试模设备和试模工人的工资来确定。
一般来说,试模费用可以采用以下公式计算:试模费用=试模设备费用+试模工人工资二、加工费计算方法:加工费是指产品在加工过程中所产生的费用,主要包括人工费、材料费和设备费等。
加工费的计算可以根据产品的设计、加工工序和材料耗费等因素来确定。
1.人工费:指产品在加工过程中所需的人工工资。
人工费的计算一般可以按照工序的复杂程度、工人数量和工资水平等因素来确定。
一般来说,人工费可以采用以下公式计算:人工费用=总工资*加工工时2.材料费:指产品在加工过程中所使用的原材料的费用。
材料费的计算可以根据产品的设计要求和加工工序来确定。
一般来说,材料费可以按照以下公式计算:材料费用=单位材料成本*加工数量3.设备费:指产品加工过程中所使用的设备的折旧费用。
设备费的计算可以根据设备的购买成本、使用年限和折旧率等因素来确定。
一般来说,设备费可以按照以下公式计算:设备费用=设备购买成本*(1-折旧率)^使用年限综上所述,模具费和加工费是制造业中常用的两个费用指标,其计算方法主要涉及到模具设计费、制造费、试模费、人工费、材料费和设备费等方面。
这些费用的计算需要结合产品的设计要求、加工工序、材料成本和设备折旧等因素进行综合考虑,以便更准确地计算出模具费和加工费。
计算器外壳注塑模毕业设计

目录摘要 (I)Abstract (I)第一章绪论 (1)1.1塑料制品与塑料模具的概念 (1)1.1.1塑料制品 (1)1.1.2模具概念 (1)1.2 塑料的组成 (1)1.2.1塑料的定义 (1)1.2.2塑料的组成 (1)1.3 塑料的分类 (1)1.3.1按照塑料的组成分类 (1)1.3.2按照塑料材料受热后的性能分类 (1)1.3.3按照材料的用途分类 (1)1.3.4按照塑料半制品或制品分类 (2)1.3.5按照成形方法分类 (2)1.4 塑料的性能及其应用 (2)1.4.1塑料的性能 (2)1.4.2塑料的应用 (2)1.5 塑料的注塑成型 (3)1.6 塑料工业的现状及发展 (3)第二章注塑模结构 (3)2.1 注塑成型原理及其工艺过程 (3)2.2 注塑模的典型机构 (4)2.3 热塑性塑料注塑模的特点 (4)第三章塑件分析 (4)3.1 制件分析 (4)3.1.1制品材料 (4)3.1.2制品形状 (5)3.1.3尺寸精度 (5)3.1.4表面质量分析 (5)第四章注塑成型设备的选择 (7)4.1 注塑成型设备的分类 (7)4.2 初选注射机 (7)4.3 模架的选择 (8)第五章外壳注塑模浇注系统的设计 (8)5.1 浇注系统的组成及设计原则 (8)5.1.1浇注系统的组成 (8)5.2 浇注系统的设计原则 (9)5.3 主流道设计 (10)5.3.1浇口套进料口直径的确定 (10)5.3.2球面凹坑半径 (10)5.3.3浇口套与定模板、定位环的配合 (10)5.3.4选定浇口套 (10)5.4 冷料穴和拉料杆的设计 (10)5.4.1带Z型头拉料杆的冷却穴 (11)5.4.2带球形头拉料杆的冷却穴 (11)5.4.3无拉杆的冷料穴 (11)5.5 分流道的设计 (12)5.5.1分流道的设计原则 (12)5.5.2分流道截面形状和尺寸 (12)5.5.3根据型腔在分流面上的排布情况 (13)5.5.4分流道的表面粗糙度 (14)5.5.5分流道的布置 (14)5.6浇口的设计 (14)5.6.1浇口位置的选择原则 (14)5.6.2浇口类型的确定 (14)第六章注塑模具成型零部件的设计 (16)6.1 型腔数目的确定 (16)6.2 分型面的确定 (16)6.3 成型零部件结构设计 (17)6.3.1凹模的结构设计 (18)6.3.2凸模的结构设计 (19)6.3.3成型零件的工作尺寸计算 (20)第七章排气系统设计 (24)第八章脱模系统设计 (26)8.1 脱模机构的选用原则 (26)8.2 脱模力的计算 (27)8.3 推出零件尺寸的确定 (28)8.3.1推杆直径的确定 (28)8.4 复位杆的确定 (29)第九章加热与冷却系统设计 (30)9.1冷却系统设计 (30)9.1.1冷却系统设计原则 (30)9.1.2常见冷却系统结构 (30)9.2 加热系统设计 (30)第十章结构零件的设计 (31)10.1 合模导向装置的设计 (31)10.1.1导向装置的作用 (31)10.1.2导向装置的设计原则 (31)10.1.3导柱的结构、特点及用途 (31)10.1.4导套和导向孔的结构及特点 (32)10.2 支承零件的设计 (32)第十一章模具参数校核 (35)11.1 注塑机参数校核 (35)总结 (36)致谢 (37)参考文献 (38)文献翻译 (39)Electrochemistry galvanization in plastic mold's application (39)电化学电镀在塑料模具中的应用 (43)摘要本文以模具设计为主要内容,介绍了模具技术的现状及发展状况,并以具体的计算器外壳制品为例完成注射模具设计,说明了注塑模具设计的一般步骤,包括:制品分析,选材,设计计算,工艺参数校核,模具动作过程分析及特点,模具总体设计,零件设计,绘制模具装配图,零件图,模具校验等。
毕业设计简易加减乘除计算器

毕业设计题目简易加减乘除计算器系别专业班级姓名学号指导教师日期设计任务书设计题目:简易加减乘除计算器设计要求:1.根据所学内容运用编程做一个简易加减乘除计算器,实现加、减、乘、除、等以及清零的功能。
2.设置一组数码管, 使其能够显示程序运行,按键动作的内容。
3.设置一组按键,使其键依次对应0——9、“+”、“-”、“*”、“/”、“=”和清除键。
4.可以进行小于255的数的加减乘除运算,并可连续运算。
当键入值大于255时,将自动清零,可重新输入。
设计进度要求:第一周:确定题目,寻找单片机和计算器设计的相关资料;第二周:读懂资料,有初步的设计思路;第三周:绘制硬件电路图;第三周:设计软件框图;第四周:相应软件设计(程序设计);第五周:进行程序调试并且修改;第六周:写毕业设计论文;第七周:修改并提交毕业设计;第八周:准备论文答辩;指导教师(签名):摘要在很多领域的数据处理中要用到数学运算,作为计算机自动处理系统更显得重要。
此项目设计以单片机为核心部件的计算器,采用4*4矩阵式键盘,16个键依次对应0——9、“+”、“-”、“*”、“/”、“=”和清除键。
使用单片机最小应用系统1模块,简单方便。
采用静态显示,显示器由5个共阴极数码管组成。
输入只有两个信号,它们是串行数据线DIN和移位信号CLK。
5个串/并行移位寄存器芯片74LS164首尾相连。
每片的并行输出作为LED数码管的段码。
本计算器系统简单,实用性强,成本低,使用维护方便,软件功能强,运行稳定可靠等优点。
关键词:单片机,计算器,键盘,静态显示前言随着半导体集成工艺的不断发展,单片机的集成度将更高、体积将更小、功能将更强。
在单片机家族中,80C51系列是其中的佼佼者,加之Intel公司将其MCS –51系列中的80C51内核使用权以专利互换或出售形式转让给全世界许多著名IC制造厂商,如Philips、 NEC、Atmel、AMD、华邦等,这些公司都在保持与80C51单片机兼容的基础上改善了80C51的许多特性。
PCB过孔电流计算器
Designed By
(需设定) (需设定)
每个过孔最大电流=
计算所需过孔最小数目 需要流过的电流(A) 最少需要过孔的数目 =
20 °C
0.996
4.00 5
转换
mil密耳 39.37
=
微米
60
=
毫米 Oz
1 1.64
公英制换算 铜皮厚度,见上图(当微米数是36.5时,Oz=1.0eated the Via Calculator on information I found from various sources.
38247813324810c由最大温升得过孔最大电流096046计算所需过孔最小数目4004转换mil密耳1804572公英制换算微米35096铜皮厚度见上图当微米数是36
1 0.20
0.628
24.7244
7.87
1.44
35.60314961
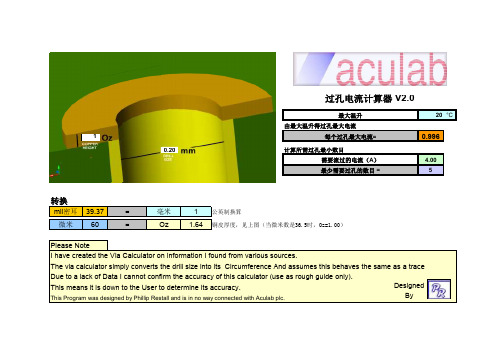
过孔电流计算器 V2.0
最大温升 由最大温升得过孔最大电流
The via calculator simply converts the drill size into its Circumference And assumes this behaves the same as a trace
Due to a lack of Data I cannot confirm the accuracy of this calculator (use as rough guide only). This means it is down to the User to determine its accuracy.
冲压工艺及模具设计课程是材料成型及控制工程专业的主

第一章概述冲压工艺及模具设计课程是材料成型及控制工程专业的主干专业课。
本课程主要介绍板材成形的机理,各种成形工序的特点,工艺计算方法,模具设计及冲压模具标准件的选用。
要求学生在学完该课程后,能掌握冲圧成形原理,并运用所学的理论分析冲压成形中出现的一般问题,初步具备制定冲压工艺规程、设计冲压模具、解决冲压件质量、分析冲压生产过程的经济效益以及从事冲压新工艺,新技术的开发能力。
课程设计是在完成理论和实验教学的基础上,进一步巩固所学内容,并进行工程训练的一个重要的实践教学环右。
1.1《冲压工艺及模具设计》课程设计的目的和要求一.目的应用和巩固本课程及有关先修课程的基础理论和专业知识,学会查阅和使用本领域里的技术文献、资料,掌握冲压工艺及模具设计的方法和步骤,培养学生的初步设计能力,为毕业设计打基础。
二要求在课程设计中要求学生注意培养认貞•负责,踏实细致的工作作风和保质保量,按时完成任务的习惯。
在设讣过程中必须做到:1.作好准备工作,充分发挥自己的主观能动性和创造性,及时了解和收集有关资料和设讣用品:2.要求计算正确,结构合理,图而整洁,图样及标注符合国家标准:3.设计计算说明书要求文字通顺,书写工整,其中的图表等不准徒手画;4.按讣划循序进行,整个课程设讣时间为两周(10个工作日),英进度可参考下表:1.2设计前的准备工作和注意事项一. 设计的预备课程《冲压工艺及模具设汁》课程设计是在学生具备了机械制图,公差与技术测量,金属学及热处理,机械原理及机械零件,金属塑性成形原理,成形设备,冲压工艺等必要的基础知识和专业知识的基础上进行的。
完成本专业教学计划中所规定的认识实习和实验等实践性教学环节,也是学生能顺利进行冷冲压课程设汁的必须前提。
学生除了必须具备冲压工艺知识外,还应掌握模具零件的加工工艺和模具的装配工艺,确保所设计的模具能达到的给左的精度等要求。
熟悉冷冲模的各项标准等。
二. 设计前的有关事宜和注意事项1.设讣前必须预先准备好设计资料,手册,图册,绘图仪器,计算器,图板,图纸,报告纸等:2.设讣前应对课程设汁的原始资料进行详细了解和分析研究,明确设计要求和内容后再进行设计工作。