ECO处理作业标准
ECO签发及管理作业规范

ECO签发及管理作业规范一. 目的﹕定义规范ECO签发及管理作业系统,使ECO签发及管理作业顺利进行。
二. 适用范围﹕2-1ECO签发2-2ECO资料管理2-3ECO处理作业三. ECO签发时机﹕任何涉及生产工具及规格变更时。
四.定义﹕4-1 ECO(ENGINEERING CHANGE ORDER):工程更改通知单4-2 WIP﹕work in process,指缴库前的各站在制品(广义WIP含成品)。
4-3 Key process﹕当ECO发生时其更改内容对WIP的板子于某一制程会产生影响(通常指最前站制程),作为处理ECO的判断点。
如内层更改,则27站内层干膜即为key process。
4-4 After key process﹕指WIP的板子已通过key process,除非客户要求 rework,否则继续依旧版序或ECO更改前的资料制作。
4-5 Before key process﹕指WIP的板子尚未通过key process,除非客户有要求,否则应依新版序或ECO更改后的资料制作。
4-6 旧生产工具共存﹕当ECO发生时客户对旧版序仍须保留,可能有订单与新版序同时生产,则新旧版序生产工具共存。
4-7 旧生产工具作废﹕当ECO发生时客户仅保留新版序,ECO中心依据 WIP状况判定旧生产工具处理方式(立即报废或WIP完成后报废)4-8 多料号ECO:多个料号涉及到同一个ECO。
五. ECO签发人员定义﹕以下人员可以根据客户或厂内需要签发ECO﹕SALES、CSE、PE、CQE、设计工程师及ECO中心相关人员六. ECO签发人员职责以下请务必填写清楚﹕6-1ECO A式(附件一)﹕下列项目务必逐项填写清楚﹕6-1-1更改对象﹕填写更改前与更改后之P/N-REV。
6-1-2更改理由及背景﹕提示客户文件与更改前状况及缺点,以强调更改目的6-1-3更改内容说明﹕确实填入更改内容,说明力求简明确实。
ECO更改现场流程单更改更换作业规范

ECO更改现场流程单更改更换作业规范随着经济的快速发展,环境保护日益受到人们的关注。
为了确保施工过程中的环境保护工作得到有效的进行,我公司决定对现场流程单进行修改,更改和更换作业规范。
以下是我对流程单的更改建议:首先,我们应该对施工过程中的废弃物处理进行规范。
在施工现场,经常会产生大量的废弃物,如砖块、混凝土碎片等。
为了减少对环境的污染,我们应该制定明确的废弃物处理措施。
例如,可以设立专门的收集点,将废弃物分类储存,然后委托专业的废物处理机构进行处理。
此外,还可以通过循环利用的方式,将一些废弃物材料转化为新的建筑材料,以减少资源的浪费。
其次,对施工过程中的水资源进行合理利用。
水对于施工来说是必不可少的资源,但是在施工过程中往往会浪费大量的水。
因此,我们应该对施工现场的用水进行监控,并制定相应的合理用水方案。
在不影响施工进度的前提下,尽量减少不必要的水消耗,例如使用节水器材,优化施工流程等。
另外,我们还可以利用雨水收集系统,将雨水收集起来用于施工过程中的洗涤、冲刷等用途,以减少对自来水的依赖。
第三,加强固体废弃物的管理。
在施工过程中,会产生大量的固体废弃物,如包装材料、建筑垃圾等。
这些废弃物如果处理不当,容易造成环境的污染。
因此,在现场流程单中应明确规定固体废弃物的分类和储存方法,并设立相应的收集点。
施工人员应严格按照规定进行分类投放,确保固体废弃物得到正确的处置。
此外,我们还可以探索将部分可回收的建筑垃圾进行再利用,如通过破碎机将废弃的砖块、石材等粉碎后再利用于其他建筑项目中。
最后,加强对施工现场的环保意识教育。
环保工作的重要性需要被每一个施工人员都充分认识到。
因此,我们应在现场流程单中加入相关的环境保护宣传内容,并将环保意识教育纳入施工培训计划中。
同时,加强对施工现场的监督,如定期组织环境保护检查,检查施工现场是否存在违规行为,并进行相应的处罚和整改。
总之,通过对现场流程单的更改,更换和更换作业规范,我们可以进一步加强施工现场的环境保护工作。
ECO作业流程说明
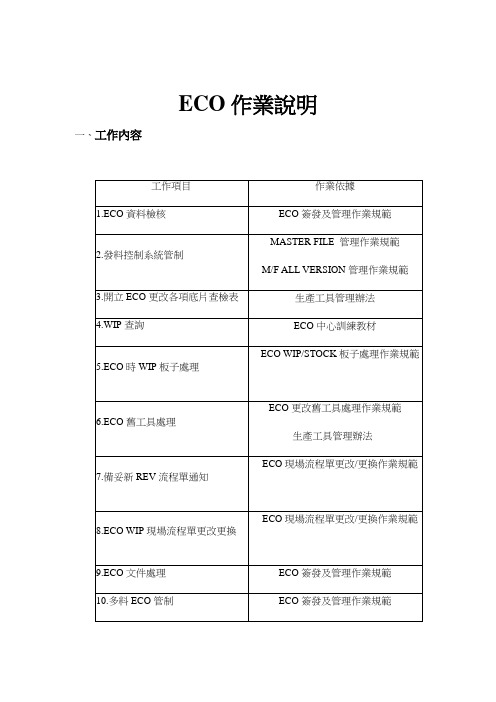
ECO作業說明一、工作內容ECO簽發及管理作業規範MASTER FILE 管理作業規範M/F ALL VERSION管理作業規範生產工具管理辦法ECO中心訓練教材ECO WIP/STOCK板子處理作業規範ECO更改舊工具處理作業規範生產工具管理辦法ECO現場流程單更改/更換作業規範ECO現場流程單更改/更換作業規範ECO簽發及管理作業規範ECO簽發及管理作業規範ECO簽發及管理作業規範內層銅渣偵測板資料變更提示單作業規範O/S FIXTURE SAMPLE及ECO處理作業規範流程單檢驗作業規範CM轉CC生產P/N各項PCB工具檢驗作業規範一次銅電流作業規範二次銅電流作業規範二、ECO處理作業總流程三、作業步驟3-1 執行ECO文件處理作業☞ ECO會簽傳送至ECO中心(ECO簽發流程如附件一、↓ECO A式如附件1)☞依ECO料號、舊版序找出對應的工程圖(工程圖袋如↓附件2)☞舊工具作廢直接將原稿流程單扯下作為更改藍本,若↓共存則COPY一份原稿流程單作為更改藍本☞填寫ECO更改目的、更改內容是否明確、清楚,KEY↓PROCESS能否判定,若含糊不夠明確,應向簽發人詢問澄清☞數量是否準確,資料是否齊全↓☞工具是作廢,還是共存,是否都很清楚、明了↓☞ WIP板子按何種方式生產或按何種方式處理↓是否填寫清楚、明了☞料號版序書寫是否正確,版序進階是否正確;有多個↓版序共存時,應列出讓CSE/SALES確認舊版序工具處理方式(依據附件4檢查)☞交于主管核准↓☞舊版序作廢應立即鎖“10”,版序未前進但流程單內↓容有改應鎖“55”(依據附件5作業, 依據附件6操作)☞若ECO A式未編號,須交藍圖室編ECO .NO.↓☞詳細操作見附件7↓☞填寫清楚查檢表各項目,送與照相房簽收,第一聯留↓存(底片查檢表見附件8)☞依照A式KEY PROCESS及流程單、WIP帳填寫↓(ECO B式見附件9)☞ ECO料號、新版序(ECO C式見附件10)↓☞填寫工具處理及WIP板子處理傳票及通知單,若工具↓共存,則不需此步(傳票見附件11~17)☞登錄ECO出件日期及內容(表格見附件18)↓☞填寫ECO日期、ECO號碼、更改內容等↓☞ COPY附件留存其余給藍圖室分發,ECO資料傳與CAM及照相房,注意有附件時應提示藍圖室分發給品管及藍圖室,有工程圖時還要分發給成型課3-2 ECO舊工具處理作業☞依據A式定義舊生產工具作廢而非共存↓☞以電腦系統查出現場應有底片套數,操作見附件19↓☞依A式及KEY PROCESS判定工具立即收回作廢,在舊生產工具收回傳票上填寫清楚ECO號碼、ECO料號、收回工具之版序、各工具使用↓生產單位現有工具類別及數量及處理日期、限定收回日期并注明立即收回填寫WIP完成收回傳票☞依A式及KEY PROCESS判定工具WIP完成收回作廢,在舊生產工具收回傳票上填寫清楚ECO號碼、ECO料號、收回工具之版序、各工具↓使用生產單位現有工具類別及數量及處理日期并注明WIP完成收回,處理時限需在WIP過站后票發出時填寫報表登錄☞把WIP立即收回傳票填寫之所有工具登錄在“ECO 舊工具WIP立即收回報廢FOLLOW-UPLIST”上(表格見附件20)↓把WIP完成后收回傳票填寫之所有工具登錄在“ECO 舊工具WIP完成后收回報廢FOLLOW-UPLIST”上(表格見附件21)發送傳票☞把工具立即收回傳票立即送與工具使用相應單位簽收,并在送傳票傳票處簽名,第一聯留存,↓其余3聯留與現場單位;WIP完成收回需建檔管理,定期查看WIP是否已過站,過站立即發出傳票收回舊工具(同立即收回)測試模具資料提供☞依據內層銅渣偵測板資料變更提示單作業規範,并依↓據CM廠提供之資料,自行填寫完成(表單見附件22)提供O/S模具查檢表☞依據O/S FIXTURE SAMPLE及ECO處理作業規範↓并依據CM廠提供之資料,自行填寫完(表單見附件23)FOLLOW-UP ☞跟催工具處理執行狀況(舊工具收回、新工具提供)↓工具收回正確☞執行傳票送回時,檢核工具是否真正準確收回,若工具未准時處理,反應與主管并知會相關↓單位主管,提出改善對策;收回正確登錄報表新工具已提供☞ ECO C式傳回,已填寫完成↓3-3 ECO WIP/STOCK 板子REWORK 處理作業☞依據ECO A式定義板子REWORK↓☞ REWORK通知單由簽發人填寫、并附在ECO A ↓式后(REWORK通知單見附件24)☞檢核REWORK通知單內容清楚是否與A式相↓符,并簽收REWORK通知單☞依據ECO REWORK 通知單內容登錄于ECO ↓WIP/STOCK板子REWORK/報廢管理報表(報表見附件25)☞把通知單送與REWORK執行單位、CQE、生↓管簽收,第一聯留存☞每周送報表與生管填寫執行情況及完成日期↓☞通知單及報表整理存檔管理3-4 ECO WIP/STOCK 板子報廢處理作業☞依據ECO A式定義WIP報廢之板子↓☞依ECO A式填寫傳票內容↓☞登錄ECO WIP/STOCK板子REWORK/報廢管理↓報表(報表見附件26)☞把傳票送與報廢執行單位簽收,第一聯留存↓☞裝訂處理傳票管理↓☞一周送與生管填寫完成日期及執行情況↓☞報表存檔管理3-5流程單更改、更換操作☞依ECO A式及WIP狀況已判斷須更改、更換流↓程單☞操作見“附件27 ”,依批號列印一份電腦帳單↓☞在電腦帳單上標示出須調帳的批號↓☞將ECO更改後原稿流程單COPY一份作為↓更改藍本☞標示流程單須更改的內容及途程站別↓☞在M/F上蓋“流程單更改”章并填寫↓EC.NO及操作方式☞需注明調帳之內容及列印現場流程單之批數↓(樣本見附件28)☞生管調電腦帳并依批數列印現場更改流程單,↓并交回ECO中心ECO中心流程單更改更換☞赴現場更改、更換現場流程單↓附件填寫并登錄報表☞在ECO WIP流程單更改、更換FOLLOW- ↓UP LIST報表上登錄(報表見附件29)登錄報表并交于生管確認☞將ECO WIP流程單更改、更換FOLLOW-UP LIST報表定時交于生管確認3-6報表及傳票填寫1 ECO B式之填寫操作“立即收回工具”欄填寫立即收回作廢工具的版序“WIP完成收回”欄填寫WIP完成后收回作廢的生產工具的版序“工具共存”欄填寫工具之版序“P/N-REV”欄填寫處理之料號及版序依列印之WIP電腦帳填寫站別、數量標示各站別WIP/STOCK板子的處理方式及流程單處理方式填寫ECO.NO. 及處理日期2制前工程課ECO進/出登錄表之填寫填寫操作步驟ECO 日期☞此欄填寫ECO出件日期↓☞此欄填寫ECO號碼即ECO A式內ECO NO之↓數據☞此欄填寫ECO料號↓☞此欄填寫ECO舊版序↓☞此欄填寫ECO新版序↓☞此欄填寫是否有黃單子ECO↓☞此欄依ECO A式填寫(C=客戶,S=業務,Q= ↓品管,E=工程)☞此欄依ECO A式填寫(A=重新制作,B=局部↓更改,C=簡易更改)☞此欄依ECO A填寫(O=立即作廢,S=局部作↓廢,T=WIP完成后作廢,C=共存)☞此欄填寫ECO A 式訂單交期之日期↓更改順序☞此欄依ECO A式填寫工具更改之優先順序↓ECO OUT ☞此填寫ECO A 式上之出件時間↓ECO 內容摘要☞此欄填寫ECO更改內容之記錄↓工具別☞此欄依ECO B式分別填寫各工具的處理方式(R=立即作廢,F=WIP完成后作廢,C=共存)注意﹕每頁需填起止日期便于查詢其余報表可參照此種方式填寫3-7 流程單CHECK LIST需建立原稿流程單☞新料號、ECO版序前進或ECO時流程單內容有更改↓列印流程單☞列印需建立(更新)之流程單,操作見附件30 ↓交叉核對☞與CM傳來之流程單交叉核對,原則上兩張流程單應↓當一致,否則應檢查其出入之原因或詢問CM設計者☞依照流程單check list逐項檢查(流程單check list 見附↓件31)并填寫完整,如發現疑問,詢問CM設計者,得以解決☞將原稿流程單依料號類別、順序裝訂在相應的“原稿↓流程單資料夾”☞將DEC發料控制代碼改為“CC”ECO作業注意事項﹕1.在接到ECO后,KEY PROCESS或需更改之工具自己不能確定時,必須詢問ECO簽發人,準確判定。
ECO更改旧工具处理作业规范

ECO更改旧工具处理作业规范在制造业或工业领域,很多工具和设备需要定期维护和更新。
在这个过程中,可能会出现ECO(Change Order)更改,以改进或调整原有的工具和设备。
本篇文档将介绍ECO更改在旧工具处理作业规范中的应用。
什么是ECO更改?ECO更改是指对现有产品、零部件、生产工艺和相关文档等方面的更改。
这些更改可以基于不同的需求,例如改进产品质量、降低成本、提高生产效率等。
ECO通常需要按照一定的步骤和规范来执行,以确保更改后的产品或过程能够正常运转。
旧工具处理作业规范旧工具处理作业规范是指对旧有工具和设备进行保养维护和更新的操作规范。
这些工具和设备通常在长时间内较为稳定地运行,然而,由于受到使用频率和环境等因素的影响,这些工具和设备同样需要进行定期的检修和调整。
旧工具处理作业规范包括工具维护计划、工具更新计划、工具配置管理、工具质量控制等方面的内容。
ECO在旧工具处理作业规范中的应用ECO更改可以应用于旧工具的保养维护和更新中,以进一步提高生产效率和工具性能。
具体应用包括:工具更新工具更新是指通过ECO更改来改进或升级原有的工具或设备,以满足更高的生产效率和质量要求。
通过工具更新,可以有效地减少维护和停机时间,提高生产线的工作效率和产能。
工具维护计划工具维护计划旨在对旧有工具进行定期检修和保养。
ECO更改可以将更先进的技术和方法应用于工具维护中,以提高维修效率和性能。
工具配置管理工具配置管理包括记录工具的组件和零部件信息,维护工具的文档和标准等方面。
在ECO更改中,工具配置管理可以通过更新工具的组件和文档来保证工具拥有最新的技术和信息。
同时,通过对工具配件进行标记,可以有效地跟踪工具的使用情况和性能。
工具质量控制工具质量控制可以通过ECO更改来升级和完善旧有工具的质量控制标准和监控流程。
这些更改可以包括更严格的质量监控措施、记录更详细的检验数据等方面,以确保工具的性能和质量符合标准。
ECO更改旧生产工具处理作业规范(doc 31页)

ECO更改旧生产工具处理作业规范(doc 31页)ECO更改旧工具处理作业规范一.目的﹕规范ECO更改时旧生产工具处理,确保旧生产工具收回的正确性及时效性。
二. 适用范围﹕ECO更改涉及生产工具变更时之所有旧生产工具处理。
三. 相关文件﹕【ECO签发及管理作业规范】【ECO处理作业规范】四.作业流程﹕参见附件1五.作业时机判定﹕ECO更改时定义旧生产工具作废,需进行旧生产工具处理;若新、旧生产工具共存,则旧工具不用理会,仍然留在现场;对于现场流程单之处理请参见【ECO更改现场流程单更改/更换作业规范】成型课22# 签收旧生产工具收回传票,送回旧工程图及旧生产工具收回传票1签收ECO中心发出的旧生产工具收回传票并依传票上填写的料号版序找出相应的旧工程图,并连同传票一起在指定之回收时间内送回交给制前工程课数据管理员签收, 等待新的生产工具1延迟时间送回时需注明原因,并有领班以上人员签名2若现场无此工程图时,也.需将传票送回制前工程课,便于数据管理员核实。
制前工程课照相房1签收底片查检表,执行底片停送通知1签收现场送回之旧工2具收回之传票,并清点收回之旧底片与传票之标示是否一致1 接到ECO更改各项底片查检表时,立即签收,并将第一联返回给ECO中心2 于接到生产单位收回生产工具时,检查数量应与传票上记载一样3 签收并确实填写签收工具种类及数量。
3将传票第二联送回ECO中心将收回之工作底片专柜存放,待ECO制作规范进入时,取出存档并将数量与传票上记载不一样; 洽生产单位澄清/确认收回之工作底片报废或作局部更改,然后将更改正确之工作底片送回生产单位制前工程课数据管理员1旧工具收回传票之签收2 旧程序之报废1. 于接到生产单位收回生产工具时,检查数量应与传票上记载一样,并将DNC挡联机锁住2. 将传票第二联送回ECO中心3. 将样板专柜存放,待ECO C式窗体进入时, 取出报废或作局部更改,并将正确之样板送回生产单位,将DNC联机解开数量与传票上记载不一样,洽生产单位澄清/确认作业单元职责作业内容备注ECO中心跟催旧工具收回1. 确实核对收回报废之工具与指定时间内收回2. 执行立即报废收回传票follow-up3. 执行WIP完成时收回follow-up未于指定时间内收回:记录/反应给主管↓知会相关单位提出改善对策↓ECO中心跟催日后成果↓结案6-2 ECO中心旧工具处理作业步骤1 依照【ECO处理作业规范】,填写ECO B式2 将B式定义为立即收回作废之工具登录于【ECO旧生产工具立即收回/报废FOLLOW-UP LIST】(见附件九)3 将B式定义为WIP完成收回作废之工具登录于【ECO旧生产工具WIP完成收回/报废FOLLOW-UP LIST】(见附件十)4 填写各旧工具收回传票,将ECO.NO.、料号、版序、当前日期,在表头上处理方式处勾出立即收回或WIP完成后收回,并将WIP完成后收回传票存放等WIP计算机帐过工具站之后再取出查工具计算机帐并立即收回5 查旧工具计算机帐﹕(立即收回作废之旧工具需立即查,WIP完成后收回作废之工具应在WIP帐过工具站时查)A.进入DEC系统(画面一)B.在画面一输入USERNAME﹕MGR;输入PASSWORD﹕XXX C.在画面二“SELECT JOB NO. : ”处输入“8”,进入下一选择项目(画面二)D.在画面三输入SELECT JOB NO. : 13,进入画面四(画面三)(画面四)✩在“SELE-BY: _ (EC/FILM/PN)”处输入“P”在“FILM-CD: ____”处可直接跳过在“FROM-PN: _______”处输入查帐之料号在“P#: ___”处输入底片之站别在“FUNC: _ (Y/N/E)”处输入“Y”确认统计同一料号同一版序同一站之底片数目6将查出之旧工具套数填写在传票之“现场应有套数”处7 填写工具收回时限,此时应注意﹕A.若ECO更改会影响到客户,客户希望用新工具做,则不管新工具是否能及时提供,时限应缩为最短。
ECO处理作业规范概述

ECO处理作业规范概述摘要本文档旨在提供关于ECO(工程变更顺序,即Engineering Change Order)处理作业规范的全面概述。
ECO是一种用于管理和记录工程变更的过程,可以确保工程变更的准确性、可靠性和可追溯性。
该流程在许多工程团队中广泛应用,以确保各种改变在项目中得到适当处理和实施。
本文档将介绍ECO处理的基本原则和步骤,以及相关注意事项和最佳实践。
1. ECO处理的背景ECO处理是为了管理和跟踪工程变更而创建的一套规范和流程。
在复杂的工程项目中,通常会发生各种变更,包括设计修改、材料变更、工艺调整等。
这些变更可能会导致工程项目的成本、进度和质量发生变化。
因此,必须有一套明确的规范和处理方式来管理这些变更,以确保项目的成功实施。
2. ECO处理的基本原则ECO处理遵循以下基本原则:2.1 管理变更请求任何工程变更都应该通过ECO流程进行管理。
变更请求必须以书面形式提交,并经过适当的审批程序。
只有经过批准的变更请求才能进入ECO处理阶段。
2.2 确定影响及评估变更在ECO流程中,必须对每个变更请求进行影响分析和评估。
这包括确定变更请求对项目成本、进度和质量的影响,并评估其可行性和必要性。
这一步骤对于制定适当的措施和计划以实现变更至关重要。
2.3 制定变更计划一旦变更请求经过评估,并确定需要进行变更,就需要制定变更计划。
变更计划应包括详细的实施步骤、资源需求和时间表。
这将确保变更的顺利实施,并最大程度地减少对项目的影响。
2.4 监督变更执行ECO处理还包括对变更执行的监督和控制。
变更执行应按照事先制定的变更计划进行。
在执行过程中,必须对变更的实施过程进行适当的记录和跟踪,并及时更新相关文档和记录。
2.5 审查和验证变更一旦变更执行完成,需要对变更进行审查和验证,以确保其符合预期的目标和要求。
这可以通过测试和验证过程来完成。
只有在变更通过审查和验证后,才能确认其正式实施。
3. ECO处理的步骤ECO处理包括以下步骤:3.1 变更请求提交变更请求应以书面形式提交,并包括相关的变更描述、原因和目标。
ECO作业规范
O/S FIXTURE SAMPLE 及ECO處理作業規範-01-REV-A1 O/S FIXTURE SAMPLE 及ECO處理作業規範一.目的﹕1.提供對初次生產(SAMPLE)之PCB制作O/S模具所需之必要信息,及正常作業流程,以準時提供品質良好之模具供測試單位使用,保證生產順利進行。
2.提供對版序修改之PCB,決定O/S模具是否必需重新制作或REWORK或可與舊版序模具共用之原則,使作業人員有所依循,避免判斷錯誤而導致﹕模具不需重新制作但卻制作,造成成本浪費或應該重新制作但卻未重新制作,造成新版序PCB無模具可供測試而影響交期三.作業流程﹕O/S FIXTURE SAMPLE 及ECO處理作業規範-02-REV-A1 1.SAMPLE 或ECO黃單子﹕依據客戶確認之訂單,經藍圖室P/N-REV 編定后,輸入該 P/N-REV 之黃單子編號(制前工程課)填寫【O/S 模具制作流程單】(附件一) (制前工程課)填寫【O/S 模具制作流程單】根據該P/N-REV PCB 之交期安排模具制作之進度(制前工程課IMAGE CAM )提供該料號之GERBER FILE 或GC-CAM 之CWK 檔,或由讀 帶人員提供客戶之NET LIST(客戶有提供時)(制前工程課)依據該料號之SMD PAD 等級、尺寸、板厚,制作適合O/S 測試機之測試模具,并由模具設計者填寫模具型式、模具設計方式并簽名(日期、時間) (鑽孔課)依據模具室所發之物料及鑽孔檔案鑽孔(成型課)若該料號模具屬于LM100/11A 者,則2%之FR-4必需經過成型的手續,該模具才能使用,(程式帶、PIN 由模具室負責提供) (制前工程課模具室或Q30插探針人員)Universal 模具由Q30插探針人員組合,固定模具由制 工程課模具室人員組合)(Q30)實際上機台測試O/S FIXTURE SAMPLE 及ECO 處理作業規範-03-REV-A12. ECO 時ECO 發生時,檢附【制前工程課PCB 版序修改O/S 模 具可否共模查檢表】附件二(制前工程課)填記執行查檢表內容﹕1.排版 2. 孔之檢查項目(制前工程課)填記執行查檢表內容﹕3.線路4. SMD PAD 5. 綠漆之檢1. 在查檢表之處理方法第一欄打”⨯”,并記錄和P/N REV 共模 2. 建立O/S 模具電腦帳O/S FIXTURE SAMPLE 及ECO處理作業規範-04-REV-A1四、作業說明﹕1.Sample或EC0黃單子﹕O/S FIXTURE SAMPLE 及ECO 處理作業規範-05-REV-A12. ECO ﹕五.其它﹕1.如有其它修改事項,無法判定是否共模時,應詢問模具制作負責工程師。
ECO签发及管理作业制度
ECO签发及管理作业制度ECO签发及管理作业制度一、制度目的为规范ECO(Engineering Change Order)签发及管理过程,加强对变更需求与实施情况的控制和管理,确保变更实施的及时性、准确性、完整性和有效性,提高变更管理的效率和质量。
二、适用范围适用于ECO签发及管理过程的规范化和标准化。
三、主要内容1、ECO申请:(1)当需要进行产品设计、工艺、材料、工具等方面的设计变更时,变更提出人需编制ECO申请,包括变更原因、变更内容、实施方式及影响分析等。
(2)ECO申请必须经过变更提出人和审批人员的签名确认,才能提交变更管理人员。
2、ECO评审:(1)ECO申请提交变更管理人员后,变更管理人员应及时进行评审,并制定变更实施方案。
(2)评审过程中,变更管理人员应当按照ECO评审流程进行处理,并记录评审结果和审批意见。
3、ECO签发:(1)在变更管理人员组织ECO评审完成后,应按照评审结果及相关规定,对ECO进行签发。
(2)ECO签发过程中,应当对变更内容、变更理由、实施方式及变更后的影响进行详细说明,并督促变更实施人员按照签发文件执行。
4、ECO实施:(1)ECO变更实施必须由专业的变更实施人员完成。
(2)变更实施人员应当按照ECO签发文件所规定的实施计划,进行变更实施,并及时记录相关的实施情况。
5、ECO跟踪:(1)变更管理人员应当在变更实施完成后进行ECO的跟踪,检查变更实施效果和变更后的产品质量,确定实施效果及时进行反馈和总结。
(2)ECO跟踪过程中,变更管理人员应当及时发现和处理实施中发现的问题,并进行技术服务支持和技术改进。
四、责任及措施1、ECO提出人应当负责ECO申请的编制和签字确认,确保变更申请的准确性和完整性。
2、ECO审批人员应当负责对ECO申请进行评审和审批,并对评审结果进行签字认可。
3、变更管理人员应当负责变更申请的管控和规范,对ECO评审、签发、实施和跟踪过程进行质量控制和管理。
ecogps评分标准
ecogps评分标准EcoGPS是一个综合性的评测系统,主要用于评估企业的环保性能和可持续发展能力。
评分标准主要包括以下四个方面:一、环境管理(40%)环境管理是企业保护环境的核心工作,其中重点考核以下几个方面:1.环境管理体系:企业是否建立了健全的环境管理体系,并已经通过国际ISO14001环境管理体系认证。
2.环境政策及目标:企业是否制定了明确的环境政策及目标,针对可持续发展和环保治理,建立环保意识,以保护环境、促进社会责任为己任。
3.环境规划:企业是否制定了合理的环境规划方案,采用科学合理、环境友好的技术手段,制订详细的监测计划,并进行评估评价。
4.环境监测:企业是否建立完善的环境监测体系,对大气、水、土壤、噪声等环境参数实行日常监测并建立环境信息管理系统,确保环境数据的准确性。
5.环境紧急预案和应急处置:企业是否建立了完善的环境紧急预案和应急处置计划,能够及时、有效地应对环境突发事件,保障公众安全。
二、资源利用(25%)资源利用是企业可持续发展的基础,评分标准主要包括以下几个方面:1.水资源利用:企业是否采取节水措施,提高水资源利用效率,减少水污染。
2.能源利用:企业是否采用环保能源,如太阳能和风能等,减少对化石能源的依赖。
3.原材料利用:企业是否采取环保可持续的原材料利用方式,如再生资源利用等。
4.废弃物利用:企业是否建立合理的废弃物回收利用体系,降低废弃物对环境的影响。
5.生态恢复:企业是否采取措施加强生态恢复,保护生态环境,促进生态保护和可持续发展。
三、环境风险管理(20%)环境风险管理是企业保障环境的重要手段,评分标准主要包括以下几个方面:1.环境风险评估:企业是否建立了环境风险评估制度,从源头上进行环境风险控制。
2.环境风险管控:企业是否建立了环境风险管控措施,采取适当措施,如隔离、防止散发、普及环境安全知识等。
3.环境污染治理:企业是否开展环境污染治理工作,如污染物治理、有毒化学物质防范、灾害事故应急等。
DCN-ECN作业流程介绍

減短一壓凸包長度并增加3方孔 減短一壓凸包長度并增加3方孔
3
4U6U中隔板
2K592-095
2K591-490
D6765
JC603
兩層卡鉤變為一層
Hon Hai Precision Industry
4U后窗ECN介紹
Hon Hai Precision Industry
6U后窗ECN介紹
Hon Hai Precision Industry
Hon Hai Precision Industry
模具ECN作業n Industry
模具ECN作業流程(3)
Hon Hai Precision Industry
模治具執行單
Hon Hai Precision Industry
量試(樣品)執行單
Hon Hai Precision Industry
組裝量試及量產﹕
4/20日組裝量試﹐首件由產工﹐QE共同確認。
Hon Hai Precision Industry
備案
總成料號不變﹐無需備案
Hon Hai Precision Industry
文件發行 2D圖面發行﹕4/7日
BOM ,材料清單發行﹕4/7日
SOP,SIP,流程卡﹕4/7日
Hon Hai Precision Industry
ECN與DCN的文件發行
1.在產品導入量產前﹐如果發行X版文件﹐以DCN的方式發行 X1,X2,X3...文件 2.在產品導入量產前﹐如果發行A版文件﹐以ECN的方式發行 A,B,C...文件 3.在產品即將正式導入量產時﹐必須以ECN的方式發行A,B,C... 文件
本PPT为可编辑版本,以下内容请删除后使用,谢 谢您的理解。
ECO基本设置和应用操纵说明材料

Oracle EBS 工程变更系统基础设置和应用文档作者: 柳茂创建日期: 2012-10-19更新日期: 2012-11-11Version:1.0文档控制更改记录日期作者版本更改参考2012-10-19柳茂 1.0审阅分发人员编码姓名地点和位置签名1234目录1 ECO 模块基础设置 (1)1.1 设置ECO 相关的配置文件 (1)1.2 定义优先级 (2)1.3 定义ECO 更改类型 (2)1.4 定义审批列表 (3)1.5 定义原因 (4)1.6 定义自动编号 (4)2 ECO 部门和ECO 安全性控制 (5)2.1 物料清单访问控制 (5)2.2 ECO 部门权限管理 (6)3 物料版本与ECO 的关系 (8)4 ECO 各种审批流程详解 (11)4.1 标准审批流程 (11)4.2 表单审批流程 (12)4.3 ERES审批流程 (12)5ECO 的实施对后续业务的影响 (13)5.1 ECO 实施对工单的影响 (13)6ECO 在工程管理模块中的应用 (15)6.1 工程环境和制造环境隔离 (15)6.2 工程环境转制造环境 (16)7 其他关于ECO 有趣的功能点 (17)7.1 ECO 能够分行实施 (17)7.2 ECO 能够更改并且仅仅更改BOM 行上的说明性弹性域 (17)7.3 ECO 可以更改已经失效的物料 (18)1 ECO模块基础设置1.1设置ECO相关的配置文件路径:系统管理员一一配置文件一一系统和ECO相关的配置文件:1.2定义优先级路径:ENG ――设置一一优先级定义ECO的优先级,用于标识不同的ECO的优先程度和紧急程度忧先皱SI11Q1.3定义ECO更改类型路径:ENG ――设置一一更改类型设置ECO的更改类型。
ECO的更改类型可以和优先级、审批流程关联,从而精确控制各种类型的ECO在不同的优先级下采用哪种审批流程。
并且可以控制哪种ECO类型可以修订工程物料ECO类型与流程关联:关于ECO流程设置参考后文:ECO各种流程审批详解。
ECO模式节能减排技术

ECO模式节能减排技术ECO模式是一种节能减排技术,通过合理调整和优化设备的运行参数,使设备在满足正常使用要求的前提下,减少能源消耗和减少二氧化碳排放,达到节能减排的目的。
ECO模式的实施需要从多个方面进行考虑和实施。
对于电器设备来说,ECO模式可以通过限制设备的最大功率和最大电流,降低设备的能源消耗。
这样可以避免设备在不需要高功率和高电流输出时,仍然维持着高功率和高电流输出的状态,造成能源的浪费。
ECO模式可以通过优化设备的工作方式和工作状态来减少能源的消耗。
举个例子,对于空调设备来说,在ECO模式下,设备可以根据实际需要调整自身的工作状态,比如调整温度、风速和风量,从而达到更好的舒适性和更低的能耗。
ECO模式还可以通过智能控制技术实现能源的节约和减排。
智能控制技术可以通过检测设备的工作环境和使用情况,自动调整设备的运行参数,使其在合适的时间和地点使用适当的能量,从而达到最大程度的能源节约。
ECO模式还可以通过采用高效节能的器件和元件来实现能量的节约和减排。
采用高效电机、高效压缩机和节能灯等,可以大幅提高设备的能源利用率,减少能源的消耗。
ECO模式还可以通过对设备的监测和管理来实现能源的节约和减排。
通过使用能源监测系统,可以实时监测设备的能源消耗情况,及时发现和解决能源浪费的问题。
对设备进行合理的管理和维护,可以保持设备的良好工作状态,延长设备的使用寿命,减少能源的消耗。
ECO模式是一种节能减排技术,通过合理调整和优化设备的运行参数,使设备在满足正常使用要求的前提下,减少能源消耗和减少二氧化碳排放,达到节能减排的目的。
通过限制设备的最大功率和最大电流、优化设备的工作方式和工作状态、采用智能控制技术、采用高效节能的器件和元件、监测和管理设备等多个方面的措施,可以实现ECO模式的应用,在促进可持续发展和环保的提高设备的能源利用率和减少能源消耗。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ECO处理作业规范
一、目的﹕
制定ECO处理相关规定,作为制前工程课处理ECO的依据。
二、适用范围﹕
2-1 适用于ECO中心收件以后之各项作业
2-2 适用于在CC生产之所有料号
三、相关文件﹕
3-1 ECO签发及管理作业规范
3-2 M/F ALL VERSION管理作业规范
3-3 生产工具管理办法
3-4 MASTER FILE 管理作业规范
3-5 ECO WIP/STOCK板子处理作业规范
3-6 ECO更改旧工具处理作业规范
3-7 ECO现场流程单更改/更换作业规范
3-8 内层铜渣侦测板数据变更提示单作业规范
四、ECO处理作业流程
参见附件一
五、作业内容﹕
5-1 ECO文件处理作业
5-2 ECO旧工具处理作业
把WIP立即收回传票填写之所有工具登录在“ECO 旧工具WIP立即收回报废FOLLOW-UP LIST”上(表格见附件20)
把WIP完成后收回传票填写之所有工具登录在“ECO 旧工具WIP完成后收回报废FOLLOW-UP LIST”上(表格见附件21)
依据内层铜渣侦测板数据变更提示单作业规范,并依据CM厂提供之数据,自行填写完成(窗体见附件22)
5-3 ECO WIP/STOCK 板子REWORK 处理作业
5-4 ECO WIP/STOCK 板子报废处理作业
5-5流程单更改、更换操作
5-6相关报表及传票填写
5-6-1查WIP计算机帐操作
查WIP计算机帐操作步骤
1 进入DEC系统
2 在USERNAME﹕处输入用户名﹕MGR
3 在PASSWORD﹕处输入密码﹕XXXXXX
4 在“MGR MENU”画面下“SELECT JOB NO: ”处(即光标输入“1”,
进入下一选择项目
5 在SELECT JOB NO. : 处输入“13”,进入WIP查帐画面
在如下画面“P/N FROM: ”处输入要查WIP帐之料号
在“FUNCTION: ”处输入“Y”
若料号输入错误或需重新输入料号请在“FUNCTION: ”处输入
“N”
P/N FROM: _______ <<STK. WIP. INQUIRY >> TIME: 00/00/00 00:00
======== PM582P ======= FUNCTION: _ [Y/N/E]
PN-REV GRADE PCS SPCS PROCESS TYPE LAM QTY PNL
--------------------------------------------------------------------------------
6 系统相选择“E”退出查帐画面
7 选择“0”签退
8 与发料控制同,必须回到DSN MENU方可关机
5-6-2 ECO B式之填写作业
字段说明备注(相关文件)
5-6-3制前工程课ECO进/出登录表之填写作业
5-6-4流程单打印操作
流程单打印操作步骤
1告知流程单打印机管理单位
2检查打印机是否为就绪状态,若没准备好,请先设定打印机3进入DEC系统
4输入USERNAME﹕DSN
5输入PASSWORD﹕XXX
6选择“6”,进入原稿流程单打印画面
7输入要打印原稿流程单之料号
8输入“Y”确认
9屏幕出现“PLEASE WAITING”,表示打印成功,否则重新输入
10选择“E”退出打印画面
11选择“0”退出打印系统
12与发料控制系统相同,必须回到DSN MENU方可关机
六、核准及实施﹕
6-1 核准施行程序﹕本规范由制前工程课负责制作,经行政系统核准后实施,修订时亦
同。
6-2 保密措施
6-2-1 保密等级﹕此规范的保密等级区分,属于全厂可公开讨论,但不可泄漏于厂外
人员,因此属于密级资料。
6-2-2 规范保管方法﹕本规范经过制定、审核、核准程序后,由蓝图室负责登录及分
发。
蓝图室分发与相关单位的规范,禁止擅自复印,并列入管制文件保管。
七、附件﹕
附件一﹕ECO处理作业流程附件二﹕ECO A式
附件三﹕工程图数据带
附件四﹕ECO B式
附件五﹕ECO C式
附件六﹕ECO进出登录表
附件一
附件二
附件三
工程图资料袋NO. 料号﹕
附件四ECO B式
华通计算机ENGINEERING CHANGE
第一联
第一联(白色)蓝图室第二联(蓝色)生管第三联(黄色)设计第四联(红色)品管
ECO.NO.﹕
DATE﹕
保存年限﹕永存
FM.NO.Y30056-REV-A
附件五华通计算机ENGINEERING CHANGE
ECO C 式
制作代号﹕C.重新制作
ECO NO. D.直接更改或旧工具copy后直接更改
P/N: V.仅REV变更
``FM.NO.Y30062-REV-A
制前工程课ECO进/出登录表
日期﹕年月日起至年月日
注﹕1.EC类别(C=客户,S=业务,Q=品管,E=工程) 3.工具存废(S=局部立即作废,O=全部立即作废,T=WIP完成后作废,C=共存)
2.难易度(A=简易更改,B=局部更改,C=重新制作) 4.工具别(R=立即收回作废,F=WIP完成后收回作废,C=共存)。