不良问题履历表
产品不良履历表

控制在5.15以上。
起,再生产是挂在机位Fra bibliotek上。操作前首先检查模具, 是否损坏、堵塞、有碎 屑
各机位开机首先做好机 器和模具的检查。
备注
历表
临时对策
长期解决方案
1.冲压模具要验证是否
成品、线上半成品全部 磨损、闭合。2.铆合模
返工,A用治具重新全数 具时尺寸控制与验证,
校准四个角的平行度变 不能有塌陷;3.放置不
形在0.2以下,保证2.5 良看板;4.研磨用小石
的距离;B四个孔过检 头,洗干净;5.制作不
具,或一个一个孔过, 良履历,与图纸放在一
不良产品 发生时间
不良表现
产品不良履历表
问题点
原因分析
A01000519
2012.10.23
扣具平面高度不 良
扣具在平面上四角要平 齐,误差允许0.2,实 冲孔是模具未调死 际变形0.3-0.7
A01000589 2012.10.23 挖圆断齿
模具断齿
装模时没有检查模具是 否损坏,导致产品有断 齿现象。
产品不良履历表
2
3
4
5
6
7
8
9
10
111213Fra bibliotek1415
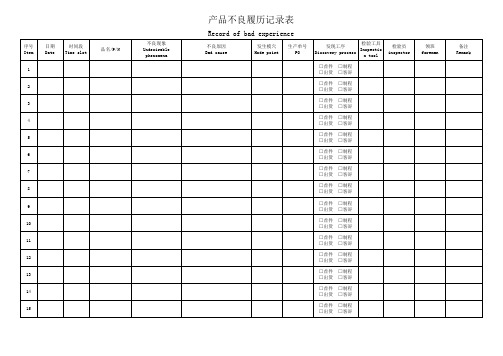
产品不良履历记录表
Record of bad experience
序号 Item 1 日期 Date 时间段 Time slot 品名/P/N 不良现象 Undesirable phenomena 不良原因 Bad cause 发生模穴 Mode point 生产单号 PO 检验工具 发现工序 Inspectio Discovery process n tool □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 检验员 inspector 领班 foreman 备注 Remark
供应商质量不良履历表
不良 不良次 不良次 不良 不良次 不良次 不良次 不良次 次数 数 数 次数 数 数 数 数
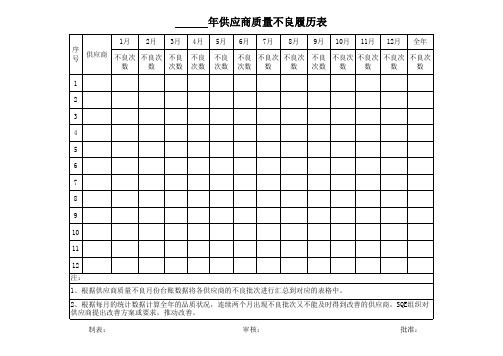
年供应商质量不良履历表
1月 2月 3月 4月 不良 次数 5月 不良 次数 6月 7月 8月 9月 10月 11月 12月 全年 序 供应商 不良次 不次 不良次 不良次 不良次 次数 数 数 次数 数 数 数 数
年供应商质量不良履历表
1月 2月 3月 4月 不良 次数 5月 不良 次数 6月 7月 8月 9月 10月 11月 12月 全年 序 供应商 不良次 不良次 不良 号 数 数 次数 1 2 3 4 5 6 7 8 9 10 11 12 注: 1、根据供应商质量不良月份台账数据将各供应商的不良批次进行汇总到对应的表格中。 2、根据每月的统计数据计算全年的品质状况,连续两个月出现不良批次又不能及时得到改善的供应商,SQE组织对 供应商提出改善方案或要求,推动改善。 制表: 审核: 批准:
不良事件记录表

不良事件记录表
1. 引言
本文档旨在记录和跟踪所有的不良事件,并提供详细的事件描述和处理情况,以便于日后的分析和改进。
请按照下面的表格格式填写所有的不良事件信息。
2. 不良事件记录表
3. 不良事件描述说明
在填写不良事件描述时,请提供尽可能详细的信息,包括但不限于以下内容:
- 事件发生的具体时间和地点
- 事件的主要参与者和相关人员
- 事件的具体经过和影响范围
- 事件可能存在的原因和根本问题
4. 处理情况说明
在填写处理情况时,请提供不同阶段的处理进展和措施,包括但不限于以下内容:
- 紧急措施和防范措施
- 各个相关部门的协同处理情况
- 针对不良事件的后续改进计划和控制措施
5. 不良事件记录表使用说明
- 不良事件记录表由指定人员负责填写和更新
- 新发生的不良事件应及时添加到表格中
- 表格信息应保持实时更新和完整性
- 不良事件的处理情况应及时记录和反馈至表格中
以上为不良事件记录表的简要说明,具体的不良事件信息和处理情况请填写在相应的表格中。
来料异常履历追踪表
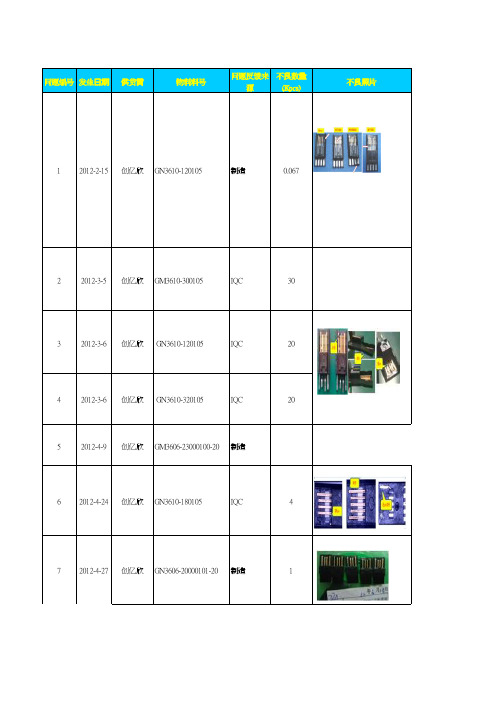
82012-6-13 创意欣GN3610-320105制造240/2000=12%92012-7-10创亿欣GN3606-20000101-20制造2PCS 胶芯 PIN针发白102012-7-26创亿欣GM3606-21000100-20制造120pcs USB A /P SOLD TYPE黑後蓋烧焦112012-7-24创亿欣胶芯IQC 来料包装袋严重破损122012-7-23创亿欣GM3606-23000100制造2pcs 来料铁壳混料异常132012-7-10创亿欣GM3610-100105制造来料铁壳混料异常142012-7-10创亿欣来料IQC 来料包装箱严重破损152012-7-27创亿欣GN3606-20000101-20制造USB A TYPE公頭PIN針下陷&缺PIN162012-7-5创亿欣GM3606-22000100-20IQC 來料鐵殼混料,壓傷,框口變形異常MINI A胶芯压痕6月份来料IQC检验不良履历料號廠商物料類別測試條件不良狀況GM3606-22000100-20創億欣connector熒光膜厚測試NI80~100U;鹽霧24H 有变形,刮伤、漏铜;尺寸NG:9.65±0.1实际9.78~9.82;1.5±0.1实际1.61~1.62;1.45±0.1实际1.61~1.62;1.5±0.1实际1.67~1.7GM3606-23000100-20創億欣connector熒光膜厚測試NI80~100U;鹽霧24H1±0.1实际1.27~1.3;4.1±0.1实际4.24~4.27 GM3610-100105創億欣connector熒光膜厚測試NI≧40U,,CU≧50U,鹽霧24H2±0.1实际2.18~2.2;R0.25±0.05实际0.48~0.55GM3610-300105創億欣connector熒光膜厚測試NI≧50U,CU≧50U,鹽霧24H 2.15±0.05实际2.06~2.09;3.93±0.03实际3.85~3.88GM3606-23000100-20創億欣connector熒光膜厚測試NI80~100U;鹽霧24H1±0.1实际1.24~1.26;Ni 實際106.1u'' GM3610-100105創億欣connector熒光膜厚測試NI≧40U,,CU≧50U,鹽霧24H2±0.1实际2.16~2.18;;R0.25±0.05实际0.34~0.36GM3610-300105創億欣connector熒光膜厚測試NI≧50U,CU≧50U,鹽霧24H 3.93±0.03实际3.83~3.85G3503-051213創億欣connector光膜厚測試膠芯AU≧30U,NI≧5U,SN≧150U;外殼NI≧80U;接觸阻抗≦30mΩ,絕緣阻抗≧1000MΩ,DC500V;插力≦3.57kgf,拔力≧1.02kgf;耐久插拔5000次,鹽霧24HNi實際68.1u"。
QC品质异常履历表
③-①端子房将加工时的异常端子没有隔离报废
①-①要求员工严格按照SOP要求剥线10毫米,
①-②增加旋转端子的拔插测试,且必须分开检查2条端子,禁止同时拔插
②-①培训员工品质意识,真正落实自互检,
③-①不良品及时标识隔离
10/8
□制程□客诉
%
□制程□客诉
%
□制程□客诉
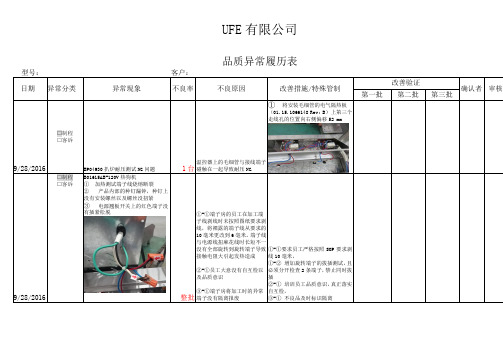
UFE有限公司
品质异常履历表
型号:
客户:
日期
异常分类
异常现象
不良率
不良原因
改善措施/特殊管制
改善验证
确认者
审核
第一批
第二批
第三批
9/28/2016
□制程□客诉
BP04930扒炉耐压测试NG问题
1台
温控器上的毛细管与接线端子碰触在一起导致耐压NG
1将安装毛细管的电气隔热板(01.15.1066148 Rev: B)上第三个走线孔的位置向右侧偏移52 mm
9/28/2016
□制程□客诉
B01615AB-120V热狗机
①加热测试端子线烧熔断裂
2产品内部的种钉漏钟,种钉上没有安装螺丝以及螺丝没扭紧
3电源翘板开关上的红色端子没有插紧松脱
整批
①-①端子房的员工在加工端子线剥线时未按照图纸要求剥线,将裸露的端子线从要求的10毫米更改到6毫米。端
%
□制程□客诉
%
□制程□客诉
%
□制程□客诉
%
□制程□客诉
%
□制程□客诉
%
□制程□客诉
%
□制程□客诉
%