废润滑油再生工艺的研究
废润滑油再生工艺

CHAPTER 05
废润滑油再生工艺的发展趋势与展 望
废润滑油再生工艺的技术发展趋势
高效分离技术
随着环保要求的提高和资源的日益稀缺,废润滑油再生工艺越来越注重高效分离技术的研 发和应用。目前,超滤、纳滤、反渗透等高效分离技术已逐渐应用于废润滑油再生工艺中 ,能够实现废油中各成分的高效分离和回收再利用。
03
提高生产管理的科学性和有效性,合理安排生产计划和调度,
降低生产成本和能耗。
提高再生油的回收率与利用率
改进再生工艺流程
通过改进再生工艺流程,提高再 生油的回收率和利用率。
开发新的应用领域
积极研究和开发新的应用领域, 将再生油应用于更广泛的领域,
提高其利用率。
加强宣传和教育
加强对再生油应用领域的宣传和 教育,提高人们对再生油的认识 和接受程度,促进其在更多领域
CHAPTER 03
废润滑油再生工艺中的问题与解决 方案
废润滑油收集与运输中的问题与解决方案
废润滑油收集中的问题
废润滑油产生量分散且不易集中,收集成本 高。
解决方案
建立有效的废油收集网络,提高废油收集率 ,降低收集成本。
废润滑油运输中的问题
废润滑油易变质且运输过程中易泄漏,造成 环境污染。
解决方案
废润滑油再生工艺
汇报人:
日期:
CONTENTS 目录
• 废润滑油再生工艺简介 • 废润滑油再生工艺流程 • 废润滑油再生工艺中的问题与解决方
案 • 废润滑油再生工艺的优化与改进建议
CONTENTS
目录
• 废润滑油再生工艺的发展趋势与展望 • 废润滑油再生工艺案例分析
CHAPTER 01
废润滑油再生工艺简介
工业废润滑油再生工艺的研究
21 O 0年 t 2月 源自辽 宁 石
油
化
工
大
学
学
报
V 01 0 N O.4 .3
De . 2O1 c O
J OURNAl OF LI ) NG A( NI SHI HUA UNI VERS TY I
文 章 编 号 :6 2 6 5 ( 0 0)4—0 1 — 0 17— 9221 0 01 4
l t d a o l ws v s o i ( 0 ℃ )3 . 9 mm ・s ,v s o iy 1 0 ℃ )5 6 mm ・s ,v s o i n e 2 . i e sf l s o : ic st 4 y 0 8 ic st ( 0 . ic st i d x 1 0 4,r f a t e i d x y erci e v n
1 45 . 0,Col 0,fe zng po n 一 28 or2. re i it .8 ℃ , fa h p nt21 .6 ℃ a ulurc t nt0. 57 . ls oi 9 nd s f on e 0 K e r s: W a t u iatn i;D u y wo d s e l brc i g o l o— s ve tr fni ol n e i ng; N M P ei i g r fn n
*Co Ts o dn u h r re p n iga t o .Te. + 8 — 1 9 1 3 0 8;fx: - 6 4 3 6 6 7 8;e malg d n 0 6 1 3 c m 1: 6 34360 a 48 — 1— 801 m i: o e 2 0 @ 6 . o
1 0 ℃ 下 粘 度 为 5 6 0 . 0 mm。・s , 度 指 数 为 1 0 4, 5 ℃ 下 折 光 率 为 l 4 0, 度 为 2 0, 点 为 一 2 . ℃ , 点 为 粘 2. 2 _5 色 . 凝 88 闪
探讨废润滑油回收再利用及再生工艺
探讨废润滑油回收再利用及再生工艺中国对润滑油的需求量的逐年上升,2017年,我国润滑油消费量673.9万吨,同比增长12.98%。
按照该速度来计算,中国将在2020 年对润滑油的需求量超过美国,成为世界上最大的润滑油消费国。
润滑油使用量的增加必然会造成废润滑油产量的增加。
废润滑油如果不能得到再生处理不仅会严重破坏环境,还会造成石油资源的浪费。
所以对废润滑油进行再生处理变的越来越重要。
标签:废润滑油;精制;再生工艺正文一、我国废润滑油市场份额及未来市场潜力分析21世纪以来,随着我国经济持续稳定的发展,像汽车业、工程机械业、钢铁冶金业等也得到了突飞猛进的增长,从而带动了润滑油工业的快速发展。
在消耗大量润滑油的同时也势必产生一定数量的废润滑油。
一般在可供回收的废润滑油占消费量的40%-50%。
随着我国经济的快速发展,我国废润滑油市场发展迅速。
废润滑油主要来自于机动车辆和工业生产领域。
我国润滑油生产和使用的模式通常是:石油资源-----炼制润滑油产品------废油抛弃。
但是随着全球资源的危机加剧和环保经济的兴起,必须对废润滑油进行再生回收再利用。
废润滑油进行再利用,不仅保护了环境而且还能节约资源,所以废润滑油再利用是可行、必要的选择。
但是我国废润滑油的再生利用较国外企业有着较大的差距,废润滑油再生利用技术还有待提高,有着较大的提升和发展空间。
二、润滑油品质劣化原因及防治措施1、原因:机械和设备工作时,由于长期与金属接触,受到周围空气、温度、湿度、压力等各种因素的影响,随着使用时间的增长,油中外来杂质逐渐增多,结果水分、灰尘、颗粒、金属粉末等就会混入油中,一起搅拌,长期使用就会氧化,就会产生氧化物或生锈,产生变质物和有害杂质,这时油的色调变褐色,粘度增加,最终可能发出刺激性味道,腐蚀有色金属,使其性质与使用前完全不同。
比如像我们北营公司热连轧生产线,污染物进入润滑系统的途径主要有:(1)齿轮、轴承磨损物通过齿轮箱、减速机的润滑管路直接进入润滑站油箱;(2)水通过机械设备的密封处、旋转部位、管路连接处进入润滑站油箱;(3)其他杂质在设备安装时、设备检修更换零部件时通过润滑管路进入润滑站油箱等等。
废润滑油加氢再生研究
2 8
1 0 0 0
l
1 0 1 2
I t
6 0
2 5 0
,
1 9 2
9 3
I
I
7 9 6
2 0 0
l
l
7 8 0
9 可 以看 出 当吸附 温度 达 到 3 0 0 ℃时 ,油 中金 属含 量可 降低
空 遗
№
1 D 2 7 O
比表面积舳 . g -
2 O 6
2 0 1
2 1 2
;  ̄ 4 m Lg -
0 . 4 2
O . 4 o
0 4 2
部
分
重
C a
点 金
属 含
F e
l 0 0 0 6 0
l 0 0 o
三、 : 原 料 油 试验 原料 油为 废 润滑 油样 品 ,其基 本性 质 见表 2 。此 原料 油重 金 属杂 质和 水含 量较 高 ,因此 ,原 料油 加氢处 理前 必须 经过 预处 理后 方 可进 入反应 器。 项 目 表 2 原 I 斗 油性质 数 据
密良幢 . e l / l - 。 粘度 ( 1 O O  ̄ C) ^ n I n 2 . s - i 闳点 ( 开口 ) / ℃
凝点, ℃
0 B O 5
2 【 ) 0 9 6
8 0 0 l 9 4
7 8 0 l ( 】 l
5 0 8
由表 3 、 表 4可 知 :当 吸 附 反 应 温 度 为 3 0 0 ℃ 、体 积 空 速 为 O . 5 h 一 1 、压 力为 1 . 0 MP a 的条 件 下 ,原料 油 中的 金属 含量 降 低 5 0 %以
废润滑油回收工艺研究进展
废润滑油再生工艺始于 1935 年 。美国是世界上 废润滑油再生最早的国家 ,也曾是再生润滑油最多 、再 生率最高的国家 [ 3 ] 。欧洲共同体国家由于石油资源缺 少 ,他们把废润滑油视为珍贵资源 ,同时出于对环境的 保护 ,一些国家还颁布了相关法律禁止废润滑油的随 意排放 。国内一些专家 、学者对废润滑油做了大量研 究 ,并且 ,提出了多种回收方法 。如利用废润滑油提炼 汽油 、柴油 ,生产不锈钢拉伸油和消泡剂等等 。也有一 些企业将其产业化 ,比较前沿的有中国环保燃油集团 有限公司 (CEPFG) 、武汉瑞洪鑫燃料技术公司和瑞丰
废润滑油回收工艺研究进展 王兴涛 秦 涛 刘军海
等原因丧失其使用功能 ,但其润滑 、抗磨极压 、冷却等 部分功能还相当强 。不锈钢拉伸油是不锈钢拉伸 、冲 压成制品时使用的油剂 ,该油剂要求具有一定的润滑 、 抗磨极压 、冷却等性能 。由矿物基础油 、极压抗磨剂 、 致冷剂 、抗氧剂等调和而成 。用废润滑油作基础调和 油 ,则可以减少部分添加剂的使用量 ,能使废润滑油得 到充分的利用 ,有着极大的经济应用价值和社会价值 。
废润滑油回收工艺研究进展 王兴涛 秦 涛 刘军海
废润滑油回收工艺研究进展
王兴涛 秦 涛 刘军海
(陕西理工学院 化学与环境科学学院 ,汉中 723001)
废润滑油再生工艺的研究

废润滑油再生工艺的研究随着工业化进程的不断加快,润滑油在机械设备中的应用越来越广泛。
然而,随着润滑油的使用,大量的废润滑油也随之产生。
废润滑油的处理和再生成为了一个亟待解决的环境问题。
废润滑油中含有大量的有害物质,如果直接排放到环境中,将会对环境和人类健康造成严重危害。
因此,研究废润滑油的再生工艺,实现润滑油资源的循环利用,对于环境保护和可持续发展具有重要意义。
废润滑油再生工艺的研究主要包括废润滑油的收集、预处理、再生和产品加工等环节。
首先,废润滑油的收集是再生工艺的第一步。
收集废润滑油可以通过与润滑油使用单位合作,建立废润滑油回收系统,或者由政府部门进行统一收集。
其次,废润滑油的预处理是再生工艺的关键环节。
废润滑油中可能含有水分、机械杂质、氧化产物等,需要经过脱水、过滤、脱色等处理,以提高再生油的质量和稳定性。
再次,废润滑油的再生是再生工艺的核心环节。
再生工艺主要包括物理方法和化学方法两种。
物理方法主要包括蒸馏、萃取、吸附等,化学方法主要包括加氢、裂解、重整等。
最后,再生后的润滑油可以进行产品加工,生产出各种规格的再生润滑油,用于再次投入使用。
目前,废润滑油再生工艺已经取得了一定的进展。
在废润滑油的再生过程中,采用了许多先进的技术和设备,如高效脱水设备、分子筛吸附技术、加氢裂解反应器等。
这些技术和设备的应用,使得再生后的润滑油质量得到了有效提高,可以满足不同领域的使用要求。
同时,废润滑油再生工艺的研究也为环保产业的发展提供了新的机遇,促进了循环经济的建设。
然而,废润滑油再生工艺的研究仍然面临着一些挑战。
首先,废润滑油中的有害物质含量较高,再生工艺中的废水、废气处理问题仍然值得关注。
其次,废润滑油再生工艺的投资成本较高,运行成本也较大,需要进一步降低成本,提高经济效益。
再次,废润滑油再生产品的市场需求和认可度也需要进一步提高,加强宣传和推广工作。
最后,废润滑油再生工艺的标准和规范也需要进一步完善,以确保再生产品的质量和安全性。
废润滑油再生工艺的研究
废润滑油再生工艺的研究废润滑油再生是指将废弃的润滑油经过一系列工艺流程进行处理,去除其中污染物质,使其恢复成可再利用的润滑油。
由于废弃润滑油含有大量的有害物质,直接排放会对环境和人类健康造成严重影响,因此废润滑油再生工艺的研究具有重要的环境和经济意义。
废润滑油的再生工艺可以分为物理方法和化学方法两大类。
物理方法主要包括油水分离、蒸馏和吸附等。
化学方法主要包括溶剂抽提、酸碱中和、氧化脱色等。
首先,油水分离是废润滑油再生的基本步骤之一、废润滑油中含有大量的水分和固体杂质,需要通过专用设备进行分离。
常用的分离设备有离心分离器和脱水器。
离心分离器通过离心力将水分与油分离,脱水器则利用加热和真空蒸发的原理将水分从废润滑油中蒸发出来。
其次,蒸馏是废润滑油再生中常用的方法之一、通过加热废润滑油,使其中的轻质成分蒸发升空,然后通过冷凝装置将蒸汽冷凝成液体。
这样可以去除其中大部分污染物质,提高油品的质量。
蒸馏方法有真空蒸馏、原位蒸馏和替代蒸馏等。
真空蒸馏利用低压蒸发的原理,能够去除废润滑油中的挥发性物质和高分子聚合物;原位蒸馏则是将废润滑油放入反应釜中,在适当温度和压力下进行蒸馏,可以分离出不同沸点的组分;替代蒸馏是指将废润滑油与一种具有较高挥发性的液体混合,通过将该液体进行热蒸馏,使废润滑油中的污染物质随之挥发。
此外,吸附也是废润滑油再生过程中常用的方法之一、吸附通过一定的吸附剂吸附废润滑油中的污染物质,以提高油品的质量。
常见的吸附剂有活性白土、活性炭和分子筛等。
活性白土和活性炭可以吸附废润滑油中的杂质和重金属离子;分子筛则可以去除废润滑油中的沥青质和胶质物。
化学方法中的溶剂抽提是将废润滑油与一定比例的溶剂混合,通过分散抽提解吸、过滤等步骤,使废润滑油中的不溶性杂质和色泽恶化物质被溶解和分离出来。
酸碱中和主要是通过加入酸或碱与废润滑油中的酸性、碱性物质反应,使其中和和沉淀,达到除杂净化的目的。
氧化脱色是利用氧化剂使油中的杂质氧化分解的方法,通过添加一定量的氧化剂,加热氧化清洗,使废润滑油中的颜色变浅,质量得到改善。
废润滑油再生技术的研究进展

废润滑油再生技术的研究进展发布时间:2023-07-26T03:26:09.708Z 来源:《新型城镇化》2023年16期作者:胡永华[导读] 随着工业化进程的加速和机械设备的广泛应用,废润滑油作为一种常见的工业废物,已经成为严重的环境污染问题。
身份证号:43062119841110xxxx 摘要:废润滑油是一种常见的工业废物,其中含有有害物质和重金属,对环境造成严重污染。
废润滑油再生技术的研究和应用具有重要的环境保护和资源回收意义。
本文综述了废润滑油再生技术的研究进展,包括物理处理方法、化学处理方法和生物处理方法。
物理处理方法主要包括沉淀和离心分离、蒸馏和萃取等,可以去除废润滑油中的固体颗粒和重质物质。
化学处理方法包括酸碱中和和氧化处理,可以中和酸性或碱性物质以及氧化分解污染物。
生物处理方法是一种新兴的废润滑油再生技术,通过微生物的作用将废润滑油中的污染物降解为无害物质。
此外,本文还介绍了废润滑油再生技术的优缺点以及发展趋势和挑战。
关键词:废润滑油;再生技术;研究一、引言随着工业化进程的加速和机械设备的广泛应用,废润滑油作为一种常见的工业废物,已经成为严重的环境污染问题。
废润滑油中含有大量的有害物质和重金属,对土壤、水体和大气造成严重的污染和危害。
因此,废润滑油的处理和再生利用已经成为环境保护和资源回收的重要课题。
二、废润滑油的特点和环境影响(一)废润滑油的组成和性质废润滑油的组成复杂多样,主要包括基础油、添加剂和污染物。
基础油可以是矿物油、合成油或植物油等,其质量和性能决定了废润滑油的基本特性。
添加剂是为了提高润滑油的性能和使用寿命而添加的物质,如抗氧化剂、抗磨剂、抗腐蚀剂等。
然而,随着使用时间的增加,废润滑油中的添加剂会逐渐降解失效。
此外,废润滑油中可能含有金属颗粒、水分、灰尘、燃烧产物等污染物,这些污染物会影响润滑油的性能和环境。
(二)废润滑油对环境的危害废润滑油对环境造成多方面的危害,主要包括以下几个方面:(1)土壤和地下水污染:废润滑油中的有害物质可能渗入土壤和地下水中,对生态环境造成污染和破坏。
废油再生生产工艺

废油再生生产工艺
废油再生生产工艺是一项综合利用废旧润滑油的技术,通过一系列的工艺流程将废油进行处理,使其重新成为可以再利用的润滑油。
废油再生生产工艺主要包括预处理、脱水脱色、脱酸、脱异、脱臭、添加剂调整等环节。
首先进行的是预处理环节。
在预处理环节中,废油首先进行物理处理,主要是通过沉淀、离心等方式去除废油中的固体杂质和水分,以确保后续工艺步骤的顺利进行。
接下来是脱水脱色环节。
在脱水脱色环节中,废油首先经过一系列过滤器和离心分离器,进一步去除废油中的固体杂质。
然后使用一定的化学药剂对废油进行脱色处理,从而提高废油的质量和稳定性。
然后进行的是脱酸环节。
在脱酸环节中,废油首先经过一系列酸洗步骤,使用强酸来去除废油中的酸性杂质。
然后通过碱洗步骤来去除废油中的碱性杂质。
这样可以大大降低废油的酸度,提高废油的质量。
接下来是脱异环节。
在脱异环节中,废油首先经过一系列的萃取步骤,使用一定的溶剂将废油中的异物和重金属杂质与溶剂分离,从而提高废油的纯度和稳定性。
然后是脱臭环节。
在脱臭环节中,废油经过蒸馏或蒸发等方式,将废油中的挥发性有机物和异味物质去除,从而提高废油的品质和可用性。
最后是添加剂调整环节。
在添加剂调整环节中,将符合国家标准的高品质基础油与一定比例的废油混合,然后添加适量的抗氧化剂、抗磨剂和防锈剂等添加剂,使其达到再生润滑油的质量标准。
总的来说,废油再生生产工艺通过一系列的物理和化学处理步骤,将废旧润滑油转化为再生润滑油,实现了废弃资源的再利用,减少了对环境的污染,对于资源的可持续利用具有重要意义。
废润滑油再生利用技术研究进展
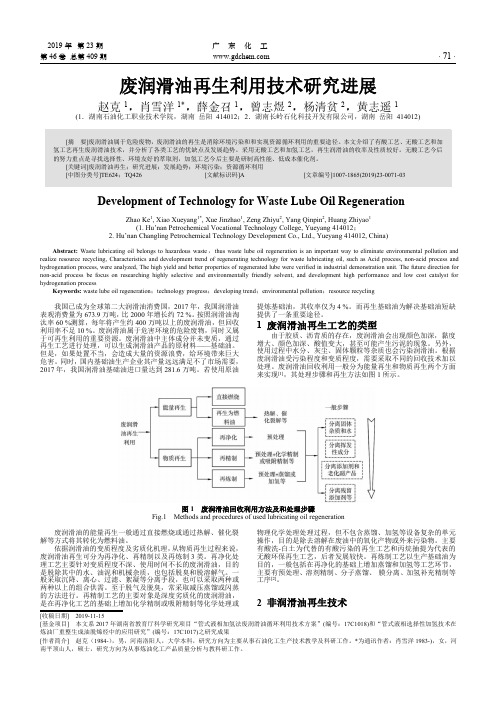
2019年第23期广东化工第46卷总第409期·71·废润滑油再生利用技术研究进展赵克1,肖雪洋1*,薛金召1,曾志煜2,杨清贫2,黄志遥1 (1.湖南石油化工职业技术学院,湖南岳阳414012;2.湖南长岭石化科技开发有限公司,湖南岳阳414012)[摘要]废润滑油属于危险废物,废润滑油的再生是消除环境污染和和实现资源循环利用的重要途径。
本文介绍了有酸工艺、无酸工艺和加氢工艺再生废润滑油技术,并分析了各类工艺的优缺点及发展趋势。
采用无酸工艺和加氢工艺,再生润滑油的收率及性质较好。
无酸工艺今后的努力重点是寻找选择性、环境友好的萃取剂,加氢工艺今后主要是研制高性能、低成本催化剂。
[关键词]废润滑油再生;研究进展;发展趋势;环境污染;资源循环利用[中图分类号]TE624;TQ426[文献标识码]A[文章编号]1007-1865(2019)23-0071-03Development of Technology for Waste Lube Oil RegenerationZhao Ke1,Xiao Xueyang1*,Xue Jinzhao1,Zeng Zhiyu2,Yang Qinpin2,Huang Zhiyao1(1.Hu’nan Petrochemical Vocational Technology College,Yueyang414012;2.Hu’nan Changling Petrochemical Technology Development Co.,Ltd.,Yueyang414012,China)Abstract:Waste lubricating oil belongs to hazardous waste,thus waste lube oil regeneration is an important way to eliminate environmental pollution and realize resource recycling,Characteristics and development trend of regenerating technology for waste lubricating oil,such as Acid process,non-acid process and hydrogenation process,were analyzed,The high yield and better properties of regenerated lube were verified in industrial demonstration unit.The future direction for non-acid process be focus on researching highly selective and environmentally friendly solvent,and development high performance and low cost catalyst for hydrogenation processKeywords:waste lube oil regeneration;technology progress;developing trend;environmental pollution;resource recycling我国已成为全球第二大润滑油消费国,2017年,我国润滑油表观消费量为673.9万吨,比2000年增长约72%。
摩托车废润滑油再生工艺研究

,
t
:C ra u s e
t f
o
f
g
c o m
b in
a
tio
n
o
s o lv e n t r e
n
in g
a n
d
a
ds
o r o
p t io
.
n
by
c g
c o o
w e re
d to
u
re
e n e ra
te the m o to r c y c le
w a s
t e l u b r ic
.
,
,
“
”
。
.
,
,
一
,
。
,
,
.
,
,
,
。
,
。
。
。
,
。
.
—
—
R
e s e a r c
h
o n
R
e
ge
m
n e r a
tin g C
J ia
n n v
r a
ft
o
o
hu
f M
a
,
o
n
to
Y
u
r c
b in
y c le W
n
a s
te L
u
b r ic
a
t in g O il
a
g Sha
Che
,
a o
(S c h o o l
A bstr
re a c
o
f C he
f
ic a l
i f
废润滑油再生工艺的
2023-11-16contents •废润滑油再生工艺概述•废润滑油的收集和预处理•废润滑油再生核心技术•废润滑油再生产品的应用和市场前景•工艺的环境影响与可持续发展•工艺案例分析和未来展望目录废润滑油再生工艺概述01废润滑油再生工艺是指对废弃的润滑油进行一系列处理,以恢复其部分或全部原有性能,从而使其能够再次被使用的工艺技术。
定义该工艺的目标是对废弃的润滑油进行高效、环保的处理,使其达到再生的质量标准,并最大限度地减少对环境的负面影响。
目标工艺定义和目标通过废润滑油的再生利用,可以大大减少对新润滑油的需求,从而节约原材料和能源资源。
资源节约废弃的润滑油如果不得当处理,可能会对环境造成污染。
通过再生工艺,可以减少废弃物的排放,降低对环境的破坏。
环境保护废润滑油再生工艺可以降低企业的运营成本,提高资源利用效率,为企业创造经济效益。
经济效益工艺的重要性和意义预处理对收集到的废润滑油进行初步处理,如去除杂质、水分等,以准备进入核心再生环节。
收集与分类首先需要对废弃的润滑油进行收集,并根据其种类、性质进行分类,为后续处理提供依据。
再生处理采用特定的工艺技术,如蒸馏、吸附、化学处理等,对废润滑油进行深度处理,以恢复其性能。
储存与再利用将再生后的润滑油储存起来,以供企业或市场再次使用。
后处理对再生后的润滑油进行检验、调整,确保其达到规定的质量标准。
工艺的基本流程废润滑油的收集和预处理02通过设立废润滑油收集中心,接收来自工厂、维修站等产生的废油。
集中收集定期收集上门收集根据企业或单位的废油产生量,设定定期收集计划,确保废油及时收集。
针对废油产生量大的企业,提供上门收集服务,确保废油不滞留。
030201废润滑油的收集方法通过颜色、气味、粘度等物理性质进行初步鉴别。
物理性质鉴别通过化学试剂反应,判断废油的种类和基础成分。
化学性质鉴别采用色谱、质谱等高端仪器,精确分析废油的成分和含量。
仪器分析废润滑油的鉴别和分类沉淀法:通过静置沉淀,去除废油中的大颗粒杂质和水分。
废润滑油回收处理再生技术工艺

废润滑油回收处理再生技术工艺1.废润滑油回收处理再生技术工艺由于润滑油的用途、性能和污染程度的不同,对于污染润滑油的再生处理根据其劣化程度的不同又分为以物理方法为主的再净化工艺和以化学方法为主的再精制工艺[13]。
1.1 废润滑油的再净化工艺(物理方法为主)润滑油在初期劣化过程中仅仅出现了少量的酸性或极少的沉淀及部分水分,而其主要性质功能并没有发生大的变化,此时仅仅通过物理方法如沉降、过滤、离心分离和水洗等处理即可满足需要。
该净化工艺和过程主要应用于透平油、磷酸酯抗燃油、变压器油、液压油、磨合机械油等污染废油的再生净化处理。
国内外在这方面也有大量的研究如日本曾报道,将废机械油送入离心机高速离心,脱去水杂。
日本还有专利报道,将废油加热,进行水蒸汽汽提,除去水及汽油等。
美国有一项专利报道,将废油加热后送入旋风流动的容器,使水及汽油汽化,与机械油分离,脱去水及汽油的废油再经过一个过滤器滤去机械杂质。
韩国的SOKYONG HO(KR)在1989年申请“油压真空过滤装置”的韩国专利《Filter.Sep.》在1995年第9期报道了英国的Headline Filters Ltd.开发的真空滤油机[14]-[18]。
它与机械过滤法及物理化学法不同,它是根据油液为绝缘流体的特点,利用静电场对带电粒子的静电吸附力而除掉油中污染物的方法。
它对油产生两个方面的作用:一是对油中的杂质产生絮凝作用;二是在油水乳化的状况下进行破乳。
并且纳垢容量大,处理杂质范围宽,不仅能吸附微粒污染物,滤除小至0.0l m的颗粒杂质和微量水分以及微小气泡等同时还对油中的添加剂无不良影响,还可以去除堵塞滤油器的油泥之类的污染物,静电净油机既可作为附属设备与液压设备配套,用于净化系统的液压油,又可单独使用对废油进行净化再生。
但是它的局限在于它必须在不击穿油液的安全电场下进行,耗电量大、成本高[19],不适合工业投资应用。
1.2 废润滑油的再精制工艺(化学方法为主)当润滑油经长时间的运行使用后,由于苛刻的环境条件和超负荷的工作,使得润滑油的粘度,低温流动性能,抗氧化性,热稳定性,清净分散性能,抗磨损性能,防腐蚀、抗锈蚀性能等等,会发生严重的劣化变质,使用性能急剧下降,而如果单纯的采用物理过程来净化再生显然已经达不到再生的目的,此时必须采用化学方法来精制再生。
废润滑油生产润滑油基础油技术应用现状

废润滑油生产润滑油基础油技术应用现状废润滑油是一种常见的工业废物,由于其含有有害物质和对环境造成的危害,被列为危险废物。
废润滑油中的基础油成分仍然具有一定的重要价值,可以通过再生利用的方式得到有效的回收利用,用于生产新的润滑油产品。
废润滑油生产润滑油基础油技术的应用现状,是一个关于绿色环保和资源循环利用的重要课题。
本文将就废润滑油的再生利用技术、基础油再生加工技术和废润滑油再生利用的应用现状进行介绍和探讨。
一、废润滑油的再生利用技术废润滑油的再生利用,是指通过一系列工艺技术,将废旧的润滑油再生为具有一定质量和性能的再生润滑油产品。
目前,废润滑油再生利用技术主要包括物理处理、化学处理和热裂解等多种方法。
1. 物理处理技术物理处理技术是指通过过滤、离心、蒸馏、萃取等方式,将废润滑油中的杂质和水分等物理性质的杂质进行去除,从而获得较为干净的废油。
这种方法操作简单,成本较低,但对于废润滑油中的重金属、磷化合物等化学性质的有害物质去除效果较差。
化学处理技术主要是利用酸、碱、复合型过滤剂等化学试剂,对废润滑油进行化学分解和再生处理。
通过这种方法可以有效去除润滑油中的有机酸、树脂、重金属等有害物质,但在操作过程中需要严格控制废润滑油和化学试剂的配比和反应条件,以避免产生二次污染。
3. 热裂解技术热裂解技术是将废润滑油在高温条件下进行分解、脱除有害物质的技术,通常采用真空蒸馏、催化裂解等工艺方法。
这种方法具有废润滑油处理速度快、去除有机物彻底、再生油质量高等优点,但对设备要求较高,操作复杂,成本较高。
以上这些再生利用技术各有优缺点,目前在实际应用中常常综合运用。
针对废旧润滑油的再生利用技术还在不断研究和改进中,以提高再生润滑油的质量和性能,降低生产成本,最大限度地减少对环境的污染。
二、基础油再生加工技术废润滑油中的基础油部分是其最重要的成分,目前基础油再生加工技术已经比较成熟,主要包括脱水、脱气、脱色和脱臭等工艺。
废润滑油再生技术的分析进展论文.

废润滑油再生技术的分析进展论文2019-12-151引言润滑油在使用过程中,由于要与金属器件和空气接触,被水分、灰尘污染和汽油稀释,同时暴露在温度、压力和电场等环境中,从而导致其理化性能和使用性能发生改变,成为废油。
废润滑油中绝大部分是有用组分,可作为一种宝贵的再生资源和能源,而目前我国废润滑油的回收率很低,造成了极大的资源浪费和环境污染,其实这些废油并没有完全变质,只是其中一部分变质了,因此只要采用合适的再生技术把其中有害、变质的部分去除,就能达到回收利用的目的。
本文对近年来废润滑油再生技术的最新研究进展进行了综述,并探讨各种再生技术的优缺点和应用前景。
废润滑油再生利用的状况目前国内对废润滑油的处理主要有以下几种方式:直接丢弃、燃烧掉、回收再生处理。
由于废油中含有重金属离子、硫磷氮氧化合物、石油类饱和烃等有害杂质,直接丢弃到环境中会造成土壤和水体污染,危害人体健康,破坏水生动植物链,赵玉霞等总结了主要的石油污染土壤修复技术,对修复已被废润滑油污染的土壤等有一定的参考价值。
而燃烧产生的废气和烟尘中所含的,重金属氧化物和多环芳烃氧化物等,会造成大气污染,危害生态环境和人体健康。
因此,只有将废润滑油集中回收起来,根据废油的变质程度,采用合适的再生技术对其进行再生处理,所得再生油的循环利用可以节约物质和能源资源,在提高资源利用率的同时,最大限度地也减少了有害物质的排放。
世界各国根据自己的发展情况,对废润滑油的再生加工利用采取了不同的对策。
国外侧重点是从环境保护来考虑,求得废油不污染环境,或在再生时不再产生二次污染,同时节约了资源,开发了以加氢精制为主的再生工艺;而我国则是从废润滑油再生利用中获得经济效益来考虑.并且由于技术和资金等不足,对废油再生中所产生的二次污染考虑较少或者处理不力,从而造成了目前国内大部分厂家仍采用以硫酸――白土精制为主的再生工艺技术,容易产生严重的二次污染,而且回收产率不高,能耗较大。
废润滑油吸附再生研究进展

污染现状出发,介绍了其变质过程、污染物组成、常用的再生工艺(絮凝、蒸馏、萃取、加氢处理、吸附等)。 详细介绍了白
土、活性炭、粉煤灰、天然高分子吸附剂等吸附剂和新技术( 静电吸附),总结了国内外学者对废润滑油吸附再生的研究
现状,并分析了各吸附剂和吸附技术的优缺点。 最后对今后废润滑油吸附再生所面临的问题以及未来发展方向进行了
展望。
关键词:废润滑油;吸附再生;白土;活性炭;粉煤灰
中图分类号:TQ35;TQ9
文献标志码:A
文章编号:1673 -5854 ( 2021 ) 04 - 0059 - 07
引文格式:徐茹婷,王傲,孙康. 废润滑油吸附再生研究进展[ J] . 生物质化学工程,2021,55(4) :59 65.
收稿日期:2020-06-09 基金项目:国家重点研发计划资助项目(2017YFD0601206) 作者简介:徐茹婷(1994— ) ,女,安徽宣城人,研究实习员,硕士,主要从事炭质吸附材料的制备与应用研究 ∗通讯作者:孙 康,研究员,博士,主要从事生物质基炭材料基础与应用研究;E-mail:sunkang0226@ 163. com。
絮凝[3,8 - 10] 、蒸馏[11 - 13] 、萃取[14 - 16] 、加氢处理[17 - 19] 、膜分离[20 - 22] 、吸附[23 - 25] 等工艺都被用于废润 滑油的净化和处理,其中,絮凝工艺中利用絮凝剂使得杂质分子实现凝聚,通常可大幅降低灰分和磨损 金属含量,但絮凝剂不便于回收利用,且有机絮凝剂成本高;蒸馏工艺利用不同组分的平均自由程的差 异实现分离,但对原料的要求较苛刻,若受热不均可造成局部炭化;萃取工艺利用废润滑油中理想组分 和非理想组分对溶剂溶解度的不同实现分离,但所需溶剂量较大,成本高,溶剂也会对再生设备造成腐 蚀;加氢处理通过催化剂的作用,发生加氢脱氧( HDO) 、加氢脱硫( HDS) 、加氢脱氯、加氢脱氮反应,但 对原料质量要求较高,运营成本较高;膜分离技术使用具有选择透过性的薄膜,利用浓度差、电位差、压 力差能对废润滑油进行分离再生,但存在膜过滤量低、膜的使用寿命较短等问题;而吸附法作为一种常 用的废润滑油处理技术,可以选择性去除废润滑油中酸性氧化物、磨损金属、胶质等污染物,具有工艺 简单、净化性能好、成本低等优点,在废润滑油再生领域中占有相当重要的地位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
were Iisted as followsl viscosity index 102.6,25℃refractive index 1.459 4,colourity 1.0,solidifying point一16℃,钾
李 璐,郭大光‘,莫娅南
(辽宁蚕演纯工大学露潼耗工学燕,113001)
摘要: 舯比絮凝精制和溶荆精制的实验结果可知,采用溶剂精制回收魔润滑油的娥慕较好。溶剂精制回收
废润滑油的最谯工艺条件如下,糠醛精制:剂油比1_5,精制温度80℃;NMP精制;剂油比1.0,精制温度60℃。综
备考虑,采用糠麟精削的经济效益鞍离。在糠醛精制的藏佳工艺每件下,回收的度内燃机油经处理詹螗粘度摇数为
采用溶剂精制工艺具有以下几个优点:一是相 对于传统的硫酸一自土法,溶剂精制不会产生二次
羧臻蠢窝:200S—OS~始 穆者简介:李鼋¥-(1982--),男,辽宁夫连审,寝读硕士。 *通讯联系人。
污染;二是隧收搴离,再生油的黥藤较好,可以达弼 基麓淫锤嚣爨耀探准;三是稳对予黧氢工艺及其它 的国外先进工慧来说,此方案所需要的设备费糟较 低,在现有的润滑油精制下艺装鼹上只需进行小部 分改造即可投入生产;四是原料邋用范围宽,无论爨 对轻度污染的齿轮油,还是对深度污染的内燃税瀵 都套攫努稳隧浚效栗;五是穰铡露瓣溶裁经蒸缓璐 可回收继续使髑,减少了污染问题¨“]。
the recycling the lubricating oil waste。The optimal conditions of furfural refining were as follows:the ratio of soivent and oil 1.5,refining temperature 80℃;while the optimal condition of NMP refining was 1.0,refining temperature 60℃,SO the
additives.
Key words:Lubricaring oil waste;Flocculation refining;Solvent refining *Corresponding authot.Tel.:十86—13941336008;fax:+86—413—6860718l e—mail:goden2006@163.corn
实验流稷如图1所承。
厂);多瑰麓{磊瀣实验器SYD一5IOF(上海虽吉趣凌 1.4润泽漓键分的牲凌
仪器有限公司);数控电炉法残炭实验器SYD一
润滑油馏分的性质地表2。
30011(上海昌吉地质仪器有限公司);深色石油产品
爱1疲润滑潍粒性爱
若囊曩蕊啼黼+…骱<嚣耄:兰釜耋 万方数据
(自然沉降,
l
。…’搭刑猾侧啼回收油
1.5 1.0 —16 O.499 0.057 93.96
2.0 1.0 —15 0.473 0.051 93.87
2.5 1.0 —15 0.465 0.048 92.72
表5 NMP精制对精制油其他性质的影响
万方数据
GB6540色度/号
1.5
凝点/℃
—17
∞(残炭),%
0.471
Ⅻ(S),%0.051
2.0 1.5 —17 0.732 0.097 81.79
2.5 1.5 —17 0.721 0.096 80.62
性质
GB6540色度/号 凝点/℃
w(残炭),% ∞(S),% 收率,%
裹4糠醛精制对精制油其他性质的影响
剂油比
0.5 2.0 —15 0.552 0.058 94.96
1.O 1.5 一16 0.532 0.057 94.77
参考文献 [12了福菱,摹取一絮凝瀣再生疲满澄潘她麟党馨】。靶京石浦铭工学院学壤,1995,3<2):44一{8。 [2]戴钧糅.废润滑油再生[M].第3版,北京:中国石化出版救。1999. [3]杨树花.废润滑油溶刺精制工艺初撼[J].润滑油,1993(3):36—31'. C4]翁汉渡。夏春山.改善润滑油馏分糠璐精制过程的研究[J].北京石油化工学院荦报,1995,3(2):44—48. [5]陈英,陈东,冕宛.NMP精嗣伊朗润滑浊馏分的初步研究[J3.润滑油,2002,17(1);39—43,
海微型电机厂);¥501型超级数鼹恒温器(辽阳博大
1.2废润滑油的性质
辩学仪器骞限公司);D一7401戮电动搅拌器(天津
褒澜滑漉的性质霓袭1,废滤滑濑的来源是抚
市华兴秘学仪器厂);运动粘度测定器SYD一265D 联汽车维修厂。
(上海昌宙地质仪器有限公司);阿贝折光仪(常州国
1.3实验流程
华电器有限公司);色度测定仪(火连北方分析仪器
篇28卷第4期 2008年12月
辽
宁
石
油化
工大学Βιβλιοθήκη 学报V01.28 No.4
JOURNAl。OF LIAONING UNIVERSITY OF PETROI,EUM&CHEMICAI。TECHNOLOGY Dec.2008
文章端号:1672—6952《2008)04--0020--04
废润滑油再生工艺的研究
23
4 结束语
(1)采麓絮凝耩麓t艺霾浚褒砖燃辘浦,虽然 具有工艺简单等优点,但处理后的澜滑油的品质不 太理想,因为极性絮凝剂对非极性城弱极性聚烯烃 激高分子物质和悬浮粒子的凝聚离析效果较好,但 对手极性的聚嚣烯簸酴垄褰分子物璇、添热刘和氧 他产魏滂E睡絮凝翔麓圣筝露不大,耩黻傻会含骞部分 添加剂和氧化产物簿,不能分离蹈廒油中所有的非 理想组分[9],势必公增大后续处理工艺的难度,加之 絮凝剂的价格也较离,因此考虑采朋溶剂精制工艺 麓其瓣毙,以我出最佳处理工艺。
在相同工艺条件的情况下,絮凝精制油的折光 率较大,随划漓毙的变化较溶捌耩捌的小,可见絮凝 精雠的精毹深度不够,增大絮凝藕镧的裁溘院糯升 高絮凝精制的温度对精制深度的影响也不大。而且 絮凝精制油的粘度指数较小,即絮凝精制油的糕温 牲麓不佳。
由图4、5可知,随濑度增大,糠醛精制油晶的粘 度指数先增大后减小,禚80℃时的粘度和折光率较 好,嚣魏霹璇定其最谴猿裁遂度为80℃。嗣榉霹魂 定NMP精制油品的最健精制温度为60℃。
22
辽宁石油化工大学学报
第28卷
性质
GB6540色度/号 凝点/℃
w(残炭).% "(S),% 收率,%
表3 絮凝精制对精制油其他性质的影响
剂油比
0.5 2.0 一16 0.798 0.110 91.43
1-0 2.0 —16 0.783 O.110 87.52
1.5 1.5 —16 0.755 0.097 83.17
引入缔合作_f;}j理论,可以从物理吸附的角度解 释糠醛精制的一般机理,即在精制温度下,糠醛与废 油中的非理想组分发生缔合作用,对其进行物理吸 附,以促进理想组分和非理想组分的分离Ⅱo;而在溶 剂回收温度下,缔合作用减弱或消失,又可以使糠醛 和非理想组分分离开来,从而实现溶剂的回收。.
第4期
李璐等.废润滑湘再生T艺的研究
收率,%
93.64
图4精制温度对粘度指数的影响 围5精铷温度对折光率的影响
1.0 —16
1.0 —16
1.0 一15
1.0 ——15
0.462 0.049 93.44
0.433 0.047 93.14
0.415 0.046 92.88
0.397 0.046 92.39
3 糠醛精制的机理分析
溶剂精制过程比较复杂,其微观机理尚不能详 尽表述,本文从原子结构进行分析,大胆提出一种假 设:对于糠醛而言,它含有一个呋喃基,构成一个大 耳键,而大部分的负电荷分布在氧原子上,由于氧原 子上存在两对孤对电子,使其具有比较强的极性,极 易与废润滑油中的非理想组分发生缔合作用。所谓 缔合作用,是指相同或不同分子间不引起化学性质 的改变,而依靠较弱的键力结合的现象。其为可逆 过程,受介质极性和体系温度的影响,放热过程,介 质极性增大时或体系温度升高时缔合作用减少甚至 消失‘”。
102.8,25℃耱光枣为l。459 4,色度为l。0,凝点隽一lS℃,w(残炭)为0.499%,w(S)为0.057%,牧率为93.96鬈。
霹寝岳酶渣品缀添加适当秘添加翔弼和詹可德环建两。
关键词: 廉润滑油l 絮凝精制;溶荆精刺
中图分类号:TE624.512
文献标识码:A
Technology of Recovering Used Lubricating Oil
,^..
氨械杂质
k胶质、沥青质和
葵弛杂霍
2 结果与讨论
2。1帮演毙对穰翱演粘度撂数及辑毙率懿彩滴 由图2、3的实验数据可知,絮凝精制和糠醛精
制的最饿工艺条件慕本相同,在剂油比为1.5时粘 麦撵数最大;瑟舞始率隧蘩洼貔戆增大逐濒降爨,可 见相同愿子数的不同烃类,芳烃的折光率大于烷烃, 所以油晶的折光率越小,润滑油非理想组分含量就 越低【6]。综合考虑,确定二者最镶裁油毙均为l。5, 丽NMP耩耕的最佳翔油兑鸯1.0。
Received 30 May 2008;revised 1 9 Auguest 2008,accepted 5 September 2008
Abstract:The floceulation refining and solvent refining experiments was carried OUt tO show that solvent refining is better for
謦2捌演魄靖聒囊指数瓣彩靖
图3剂油比对折光率的影响