手机塑胶表面处理工艺大全
塑胶产品表面处理工艺

产品表面处理工艺●表面处理工艺:机壳漆机壳漆金属感极好,耐醇性佳,可复涂PU或UV光油。
玩具油漆重金属含量符合国际安全标准。
包括CPSC含铅量标准、美国测试标准ASTMF 963、欧洲标准EN71、EN1122。
●表面处理工艺:变色龙随不同角度而变化出不同颜色。
是一种多角度幻变特殊涂料,使你的商品价值提高,创造出无懈可击的超卓外观效果。
●表面处理工艺:电镀银涂料电镀银漆是一款无毒仿电镀效果油漆,适用ABS、PC、金属工件,具有极佳的仿电镀效果和优异的耐醇性。
●橡胶漆适用范围:ABS、PC、PS、PP、PA以及五金工件。
产品特点:本产品为单组份油漆,质感如同软性橡胶,富有弹性,手感柔和,具有防污、防溶剂等功能。
这种油漆干燥后可得涂丝印。
重金属含量符合国际安全标准。
包括CPSC含铅量标准、美国测试标准ASTMF 963、欧洲标准EN71、EN1122。
●导电漆适用于各种PS 及ABS 塑料制品;导电导磁、对外界电磁波、磁力线都能起到屏蔽作用;在电气功能上达到以塑料代替金属的目的。
电阻值可根据客人要求调试。
重金属含量符合国际安全标准,包括CPSC 含铅量标准、美国测试标准ASTMF-963 、欧洲标准EN71 、EN1122。
●UV高性能UV固化光油●珠光粉-ZG001珠光颜料广泛应用于化妆品、塑料、印刷油墨及汽车涂料等行业。
珠光颜料的主要类型有:天然鱼鳞珠光颜料、氯氧化铋结晶珠光颜料、云母涂覆珠光颜料。
●夜光漆夜光粉是一种能在黑暗中发光的粉末添加剂;它可以与任何一种透明涂层或外涂层混和使用,效果更显著,晚上发光时间长达8小时!●激光雕刻用激光雕刻刀作雕刻,比用普通雕刻刀更方便,更迅速。
用普通雕刻刀在坚硬的材料上,比如在花冈岩、钢板上作雕刻,或者是在一些比较柔软的材料,比如皮革上作雕刻,就比较吃力,刻一幅图案要花比较长的时间。
如果使用激光雕刻则不同,因为它是利用高能量密度的激光对工件进行局部照射,使表层材料气化或发生颜色变化的化学反应,从而留下永久性标记的一种雕刻方法。
注塑件的表面处理及工艺
注塑件的表面处理及工艺手机目前已成为个人的标准配备,其重要性已超越手表等个人随身携带的物件,因而产品的新技术开发及应用非常快,为满足求新求变的需求,全球厂商均全力投入开发新技术的应用。
在此专题将介绍手机塑胶壳的一些表面处理。
手机塑胶壳的表面处理主要有:电镀,喷涂,表面印刷,IMD,IML 以及机壳的EMI 喷涂或蒸镀。
电镀水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两部分组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂(去除表面油污)→ 水洗→ 表面粗化→ 水洗→ 回收→ 水洗→中和除去及还原表面铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法,镀层厚度为将成形品表面的微小凹凸部分填平,以获得如镜面一样的表面,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等表面涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以达到保护蒸镀膜的目的,有时需要实施表面涂布处理(或过量涂布)。
表面涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面, 靶材的原子被弹出而堆积在基板表面形成薄膜。
溅镀薄膜的性质、均匀度都比蒸镀薄膜来的好,但是镀膜速度却比蒸镀慢很多。
手机表面处理工艺介绍

上挂
清洗
喷砂
检验
后处理
工艺要点
1.玻璃珠砂成本低,砂面美观,但易变形;白钢玉砂成本高, 砂面成多反射角度,不易变形;
2.铝件多采用玻璃砂,白钢玉砂,钢砂等; 3.机械喷砂材料料后0.5mm以上; 4.喷砂工序主要控制砂号和压力; 5.机械喷砂对外观颜色影响小,单喷砂后存在变形;
目前项目JL620,JL628,D5183,D557x均采用玻璃砂;JL610, JL618采用锆砂;
拉丝
通过研磨材料在金属表面机械相对运动和化学腐蚀在金属表面 得到一层粗细分布均匀的宏观粗糙直纹表面;铝合金拉丝在阳极氧 化前完成;
根据拉丝设备不同有尼龙纹,砂带纹和化学拉丝
尼龙纹
成本 成本低
优点 对材料切削少,不易变形
缺点
拉丝面手感较弱,对 缺陷的覆盖能力较差
砂带纹
成本高
拉丝面手感好,对缺陷的覆盖能力较好,
金属产品表面处理工艺
概念
在金属产品表面形成不同的外观表象,使其具有优良的外观以 及性能指标;
分类
在塑胶产品表面形成不同的外观表象,使其具有优良的外观以 及性能指标;
阳极氧化 喷砂 拉丝 CD纹 高光切削 金属腐蚀 镭雕 PVD 螺丝表面处理 喷涂,电镀,电泳
阳极氧化
铝及铝合金外其他金 属及合金也可以阳极 氧化;手机上应用铝
根据工艺不同电镀 分为蒸镀(真空电镀) 和水电镀。
外观表象分类 高光电镀 亚光电镀 珍珠铬 蚀纹电镀 局部电镀 彩色电镀
结构设计相关注意事项
1.基材最好采用电镀级ABS材料,ABS电镀后覆膜的附着力较好,同时价格也比 较低廉;
2.塑件表面质量一定要非常好,电镀无法掩盖注射的一些缺陷,而且通常会使 得这些缺陷更明显;
塑料表面处理工艺

块镜片来控制激光的光线,在承印物上打印
出所要图案或文字的方法。
采用高速打印。
产。也可在每一个产品上分别打印文字或符 号。
1,善长打印细小文字。
口 4,与屏蔽式相比较,可打印的面积较大
口 3,以划线或细小文字为主进展打印时,可
扫描式的优点
2,绘图数据由电脑控制,适用于少批量生
扫描式的缺点遇到粗体字或涂布图形时,打印所需的时间
口 PU 烤漆操作流程
PU 漆配比:主剂:P790硬化剂: H-300-50UN稀释剂:C27917稀释比率:主剂:硬化剂:稀释剂=4 :1:2~4 〔重量比〕膜厚: 15~20 um枯燥条件:静放5分钟后,70℃×30分钟以上烘干(到达完全硬化,还需在20 ℃ 环境下放置7天左右)注:有些厂商采取强制枯燥的方法,只要3 ~ 6 小时即可完成完 全硬化,缩短了时间
本钱低、见效快。
适应不规那么承印物外表的印刷。
、附着力强、着墨性好。
墨层厚实、立体感强。
耐旋旋旋旋光性强、成色性好。
印刷对象材料广泛。
印刷幅面大。
丝网印刷的特点
曲面印刷(移印)
简介作为在塑料成型品的外表进展文字或图案的印刷方法,曲面印刷法常常被采用。曲面印 刷是指用一块柔性橡胶,将需要印刷的文字、 图案,印刷至含有曲面或略为凹凸面的塑料 成型品的外表。
丝网印刷原理
其印刷的根本原理是:丝网印版的局部网孔能够透过油墨,漏 印至承印物上;印版上其余局部的网孔堵死,不能透过油墨,在承印物上形成空白。传统的制版方法是手工的,现代普遍使 用的是光化学制版法。这种制版方法,以丝网为支撑体,将丝 网绷紧在网框上,然后在网上涂布感光胶,形成感光版膜,再 将阳图底版密合在版膜上晒版,经曝光、显影,印版上不需过 墨的局部受光形成固化版膜,将网孔封住,印刷时不透墨;印 版上要过墨的局部的网孔不封闭,印刷时油墨透过,在承印物 上形成墨迹,印刷时在丝网印版的一端倒入油墨,油墨在无外 力的作用下不会自行通过网孔漏在承印物上,当用刮墨板以一 定的倾斜角度及压力刮动油墨时,油墨通过网版转移到网版下的承印物上,从而实现图像复制。
塑胶面处理工艺大全
塑胶面处理工艺大全塑胶面处理工艺大全其实是一个非常庞大的主题,包含了多种不同的工艺方法和技术。
下面列举了一些常见的塑胶面处理工艺,供参考。
1. 喷涂:喷涂是一种常见且普遍使用的塑胶面处理方法。
它可以保护塑胶表面,改变颜色和提供额外的装饰效果。
常用的喷涂材料包括漆,涂料和油漆。
喷涂过程可以手工完成,也可以使用自动喷涂机来加快速度。
2. 印刷:印刷是将图案、标志或文字印在塑胶制品表面的方法。
它可以通过传统的屏印或数码印刷技术来实现。
印刷能够为塑胶制品增加个性化和定制化的设计效果。
3. 硅胶镀膜:硅胶镀膜是一种常见的塑胶面处理技术,用于增加塑胶表面的光泽和保护层。
硅胶涂层可以提高塑胶制品的耐磨性和抗刮割性,并增加其表面的防水性能。
4. 涂层:涂层是在塑胶表面形成一层薄膜的工艺方法。
涂层可以改变塑胶的外观和质感,并提供额外的保护层。
常用的涂层材料包括聚氨酯、丙烯酸和聚酯。
5. 电镀:电镀是将金属涂层镀在塑胶表面的方法,常用的金属包括铬、镍和铜。
电镀能够提供高光泽和装饰效果,并增加塑胶制品的耐用性和耐腐蚀性。
6. 喷砂:喷砂是通过高压喷射激光将细小的砂粒喷射到塑胶表面,以形成一种糙砂的效果。
喷砂可以改变塑胶表面的外观和质感,并提供增加防滑、耐磨的功能。
7. 染色:染色是将颜料或染料溶解在溶剂中,然后将其涂在塑胶表面的方法。
染色可以改变塑胶制品的颜色,并提供抗UV、抗老化的保护。
总结而言,塑胶面处理工艺有很多种,每种都有其独特的效果和用途。
选择合适的处理方法取决于所需的效果和应用环境。
以上列举的仅是一些常见的工艺方法,实际上还有很多其他的塑胶面处理方法,需要根据具体需求进行选择。
继续介绍塑胶面处理工艺的相关内容,我们可以深入对每种工艺方法进行详细的描述和分析。
8. 真空镀膜:真空镀膜是一种将金属蒸发或溅射到塑胶表面的工艺方法。
通过在真空环境中蒸发或溅射金属,形成一层金属镀膜。
真空镀膜不仅可以提供高光泽和装饰效果,还可以增强塑胶制品的耐磨性和耐腐蚀性。
注塑件的表面处理及工艺
注塑件的表面处理及工艺手机目前已成为个人的标准配备,其重要性已超越手表等个人随身携带的物件,因而产品的新技术开发及应用非常快,为满足求新求变的需求,全球厂商均全力投入开发新技术的应用。
在此专题将介绍手机塑胶壳的一些表面处理。
手机塑胶壳的表面处理主要有:电镀,喷涂,表面印刷,IMD,IML 以及机壳的EMI 喷涂或蒸镀。
电镀1.1 水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两部分组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂(去除表面油污)→ 水洗→ 表面粗化→ 水洗→ 回收→ 水洗→中和除去及还原表面铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成1.2 真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法,镀层厚度为0.8-1.2uM.将成形品表面的微小凹凸部分填平,以获得如镜面一样的表面,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等表面涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以达到保护蒸镀膜的目的,有时需要实施表面涂布处理(或过量涂布)。
表面涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
1.3 溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面,靶材的原子被弹出而堆积在基板表面形成薄膜。
塑胶表面处理之IMD、IML、IMR、IMF

塑胶表面处理之IMD、IML、IMR、IMFIMD的中文名称:注塑表面装饰技术即IMD(In-Mole Decoratiom),IMD是目前国际风行的表面装饰技术,主要应用于家电产品的表面装饰及功能性面板,常用在手机视窗镜片及外壳、洗衣机控制面板、冰箱控制面板、空调控制面板、汽车仪表盘、电饭煲控制面板多种领域的面板、标志等外观件上.IMD又分为IML、IMR,这两种工艺的最大区别就是产品表面是否有一层透明的保护薄膜。
IML的中文名称:模内镶件注塑其工艺非常显著的特点是:表面是一层硬化的透明薄膜,中间是印刷图案层,背面是塑胶层,由于油墨夹在中间,可使产品防止表面被刮花和耐磨擦,并可长期保持颜色的鲜明不易退色。
IMR的中文名称:模内转印此工艺是将图案印刷在薄膜上,通过送膜机将膜片与塑模型腔贴合进行注塑,注塑后有图案的油墨层与薄膜分离,油墨层留在塑件上而得到表面有装饰图案的塑件,在最终的产品表面是没有一层透明的保护膜,膜片只是生产过程中的一个载体。
但IMR的优势在于生产时的自动化程度高和大批量生产的成本较低。
IMR的缺点:印刷图案层在产品的表面上,厚度只有几个微米,产品使用一段时间后很容易会将印刷图案层磨损掉,也易褪色,造成表面很不美观。
另外新品开发周期长、开发费用高,图案颜色无法实现小批量灵活变化也是IMR工艺无法克服的弱点。
首先在概念上有必要说明:IMD包含IML,IMF,IMRIML:IN MOLDING LABEL﹝印刷胶料与塑结合﹞IMF:IN MOLDING FILM﹝与IML相同﹞IMR:IN MOLDING ROLLER﹝重点在于胶料上的离型层。
PET FILM→印离型剂→印刷油墨→印接着剂→内塑料射出→油墨与塑接着→开模后胶料会自动从油墨离型。
日本称热转写。
这机器是用ROLL TO ROLL方式,而对位用CCD计算机操作。
﹞目前国内一些人士把IMR称之为IMD,把IML独立于IMD之外。
第56问:塑胶产品九种表面处理方法
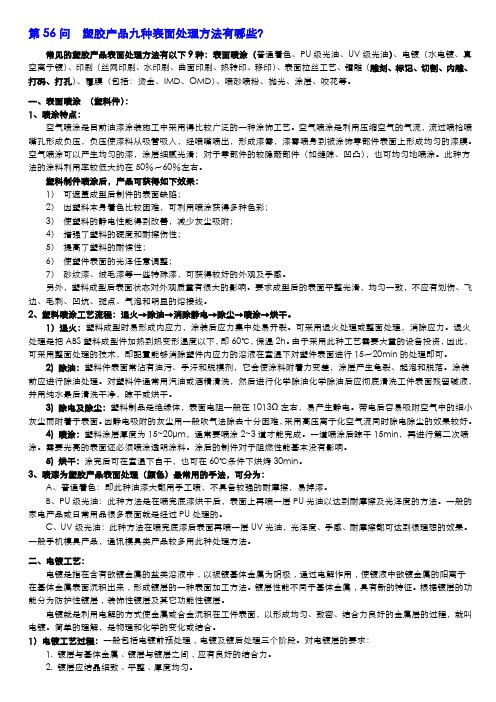
第56问塑胶产品九种表面处理方法有哪些?常见的塑胶产品表面处理方法有以下9种:表面喷涂(普通着色、PU级光油、UV级光油)、电镀(水电镀、真空离子镀)、印刷(丝网印刷、水印刷、曲面印刷、热转印、移印)、表面拉丝工艺、镭雕(雕刻、标记、切割、内雕、打码、打孔)、覆膜(包括:烫金、IMD、OMD)、喷砂喷粉、抛光、涂层、咬花等。
一、表面喷涂(塑料件):1、喷涂特点:空气喷涂是目前油漆涂装施工中采用得比较广泛的一种涂饰工艺。
空气喷涂是利用压缩空气的气流,流过喷枪喷嘴孔形成负压,负压使漆料从吸管吸入,经喷嘴喷出,形成漆雾,漆雾喷身到被涂饰零部件表面上形成均匀的漆膜。
空气喷涂可以产生均匀的漆,涂层细腻光滑;对于零部件的较隐蔽部件(如缝隙、凹凸),也可均匀地喷涂。
此种方法的涂料利用率较低大约在50%~60%左右。
塑料制件喷涂后,产品可获得如下效果:1)可遮盖成型后制件的表面缺陷;2)因塑料本身着色比较困难,可利用喷涂获得多种色彩;3)使塑料的静电性能得到改善,减少灰尘吸附;4)增强了塑料的硬度和耐擦伤性;5)提高了塑料的耐候性;6)使塑件表面的光泽任意调整;7)砂纹漆、绒毛漆等一些特殊漆,可获得较好的外观及手感。
另外,塑料成型后表面状态对外观质量有很大的影响。
要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
2、塑料喷涂工艺流程:退火→除油→消除静电→除尘→喷涂→烘干。
1)退火:塑料成型时易形成内应力,涂装后应力集中处易开裂。
可采用退火处理或整面处理,消除应力。
退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。
由于采用此种工艺需要大量的设备投资,因此,可采用整面处理的技术,即配置能够消除塑件内应力的溶液在室温下对塑件表面进行15~20min的处理即可。
2) 除油:塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。
常用塑胶表面处理工艺介绍

常用塑胶表面处理工艺介绍要得到塑胶产品的外观质感化、多样化,需要将塑胶材料进行表面处理。
常用塑胶表面处理工艺包括涂层、镀层、印刷、覆膜、去除材料、免喷涂材料的使用。
一涂层在制件上的表面上附着一层涂物,使之形成涂膜,对制件起到保护、装饰以及其他满足功能性的要求。
对塑胶件的表面处理理论上可以进行喷漆和喷粉两种方式,实际上塑胶件的涂层处理一般只采用喷漆的方式进行。
喷漆与喷油是指的同一种处理工艺,这里我们统称它为喷漆。
是借助于压缩空气将液态涂料(俗称油漆)分散成漆雾微粒粘附在被涂物表面。
喷漆工序喷漆一般需要经过以下几个步骤进行。
1.涂料性能检查、充分搅匀涂料、调整涂料粘度、涂料净化过滤、涂料颜色调整。
2.涂底漆。
3.涂色漆。
4.打磨补漆。
5.喷涂面漆。
各个工序间需要干燥,加热烘干,又有一涂一烤和多涂多烤之分。
在这里也顺便介绍一下喷粉的工艺:喷粉,静电粉末喷涂。
静电粉末喷涂设备的组成是供粉桶(用压缩空气供粉)、高压静电发生器、静电喷粉枪组成。
喷涂的粉末塑粉,是塑料粉末。
喷粉特点1.粉末涂料不含任何溶剂,是100%固体分的涂料。
喷粉工艺涂装只需喷粉、固化、冷却等3道工序,一次成膜。
2.可直接涂覆至被涂物表面,经烘烤固化形成涂膜,且未被涂上的粉末可回收再使用,粉末涂料利用率约在95%以上。
喷漆与喷粉对比:二镀层对塑料进行镀层的处理,一般是为了获得金属的表面效果,或达到导电、磁性、导热等金属的功能性要求。
在某种程度上可以代替金属制品,降低成本。
包括PVD、CVD、化学镀、电镀等。
1.PVD物理气相沉积,主要包括真空蒸发和磁控溅射。
要求沉积薄膜的空间内要有一定的真空度。
镀铝膜,复合材料包装制品。
汽车隔热防爆膜,其中金属隔热层由在PET膜上通过真空蒸镀或真空磁控溅射金属铝、银、镍等而成。
2.CVD化学气相沉积,把含有构成薄膜元素的气态反应剂或液态反应剂的蒸气及反应所需其它气体引入反应室,在衬底表面发生化学反应生成薄膜的过程。
塑胶产品表面处理工艺

塑胶产品表面处理的用途
塑胶产品表面处理工艺
塑胶产品表面处理工艺种类:
丝印(丝网印刷)
丝印构成要素
原理:
移印
移印设备构成
原理:
喷油
加工步骤:
电镀
水镀:
真空离子镀:
电镀
电镀
电镀
电镀
电镀
电镀工艺流程-粗化
电镀
电镀工艺流程-中和
电镀
电镀工艺流程-催化
电镀
电镀工艺流程-解胶
电镀
电镀工艺流程-化学镍
电镀
电镀
电镀
电镀
电镀
电镀
电镀
电镀
真空离子镀
工艺
电镀
真空离子镀
工艺
电镀
真空离子镀
烫印
烫印:俗称烫金
镭雕
镭雕也叫激光雕刻、激光打标、镭射打标,利用激光束雕刻进行表面处理的工艺
热加工:
冷加工:
镭雕
镭雕工艺流程
镭雕技术应用
镭雕
镭雕工艺材料
水转印
水转印技术定义:
水转印技术有两类:
制作步骤:
水转印
水披覆工艺过程:
水转印
水标转印
水标转印工艺过程:
谢谢!。
塑胶表面处理及工艺汇总
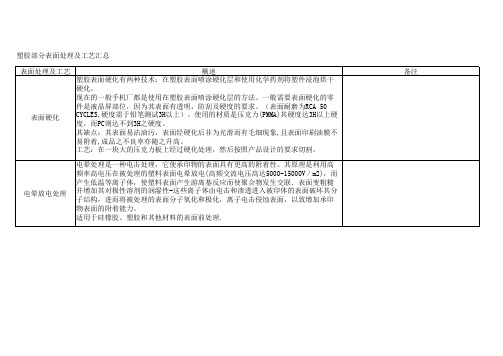
塑胶部分表面处理及工艺汇总真空镀膜在真空条件下,采用物理方法,将材料源-固体表面气化成气体原子、分子或部分电离成离子,并通过低压气体(或等离子体)过程,在基体表面沉积具有特殊功能薄膜的技术。
蒸发镀:加热靶材使表面组分以原子团或离子形式被蒸发出来,并且沉降在基片表面,形成薄膜。
溅射:利用电子或高能激光轰击靶材,并使表面组分以原子团或离子形式被溅射出来,并沉积在基片表面,最终形成薄膜。
蒸发镀与溅射:1、与蒸发镀膜不同,溅射镀膜不受膜材熔点的限制,可溅射W、Ta、C、Mo、WC、TiC等难熔物质。
2、溅射化合物膜可用反应溅射法,即将反应气体O、N、硫化氢、甲烷等加入Ar气中,反应气体及其离子与靶原子或溅射原子发生反应生成化合物(如氧化物、氮化物等)而沉积在基片上。
如表面需有金属光泽时,有以下几种方法:电镀(真空电镀、水电镀)、喷镀、金属喷涂、电化铝烫印。
水镀水镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。
其镀层能增强基材的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观等。
电镀是指在含有欲镀金属的盐类溶液中,以被镀基体金属为阴极,通过电解作用,使镀液中欲镀金属的阳离子在基体金属表面沉积出来,形成镀层的一种表面加工方法。
化学镀是一种在无电流通过的情况下,金属离子在同一溶液中还原剂的作用下通过可控制的氧化还原反应在具有催化表面(催化剂一般为钯、银等贵金属离子)的镀件上还原成金属,从而在镀件表面上获得金属沉积层的过程,也称自催化镀或无电镀。
挂镀工艺:脱脂(弱碱)→水洗→电解脱脂→水洗→酸盐洗→水洗→预镀(碱铜)→水洗→酸性镀铜→水洗→半光镍(哑光镍)→水洗→光镍→水洗→镀铬→水洗→超声波水洗→烘干此工艺适用于结构复杂,材质较软有料带连接的产品,对于没有料带的产品要选择合适的挂点。
滚镀工艺:强酸洗→水洗→脱脂→水洗→酸洗→水洗→镀碱铜→水洗→镀镍→水洗此工艺适用于结构简单,材质较硬的产品。
手机常用工艺简介

手机常用工艺简介(塑胶篇)电镀1.1 水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两部分组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂(去除表面油污)→ 水洗→ 表面粗化→ 水洗→ 回收→ 水洗→中和除去及还原表面铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成1.2 真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法,镀层厚度为0.8-1.2uM.将成形品表面的微小凹凸部分填平,以获得如镜面一样的表面,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等表面涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以达到保护蒸镀膜的目的,有时需要实施表面涂布处理(或过量涂布)。
表面涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
1.3 溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面, 靶材的原子被弹出而堆积在基板表面形成薄膜。
溅镀薄膜的性质、均匀度都比蒸镀薄膜来的好,但是镀膜速度却比蒸镀慢很多。
新型的溅镀设备几乎都使用强力磁铁将电子成螺旋状运动以加速靶材周围的氩气离子化,造成靶与氩气离子间的撞击机率增加, 提高溅镀速率。
一般金属镀膜大都采用直流溅镀,而不导电的陶磁材料则使用RF 交流溅镀,基本的原理是在真空中利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面,电浆中的阳离子会加速冲向作为被溅镀材的负电极表面,这个冲击将使靶材的物质飞出而沉积在基板上形成薄膜。
手机塑胶表面处理工艺大全
塗料乾燥的種類
•揮發乾燥(利用稀釋劑蒸發乾燥) •融合乾燥(分子與分子因揮發而相聚合) •氧化乾燥(不飽和脂肪酸與空氣中氧結合) •利用架橋反應而乾燥(利用架橋劑即所謂硬化劑 形成架橋而硬化) •紫外線硬化(不飽和聚脂類加入增感劑後由紫外 線波長300~400nm照射後分子聚合而硬化)
作業條件之比較(一)
稀釋劑及用途
顧名思義就是要稀釋塗料,使塗料稀 釋到可以作業的濃度並可以降低塗料 的成本。
稀釋劑及用途
稀釋劑主要用於稀釋塗料中樹脂,但由於樹脂 的種類不同,所以稀釋劑種類不同;主要成分 有機溶劑中的酮類、酯類、醚酯類。利用有機 溶劑各成分沸點的不同,乾燥速度也不同,可 以製作成適合各種噴塗設備、作業方法及塗膜 不同的表現。
電鍍的基本構成元素
• 外部電路 • 陰極、或鍍件(work)、掛具(rack)。 • 電鍍液(bath solution)。 • 陽極(anode)。 • 鍍槽( plating tank ) • 加熱或是冷卻器(heating or colling coil )
80℃×30分 PU系列塗料
乾燥時間的增長會使塗膜於(化學反應)進行高
分子聚合反應中增加一些不確定變數,容易
造成塗膜的聚合失敗或塗膜不良的表現。
現有機種在噴漆上所遇到的問題點
(1)噴漆層過厚 (2)噴漆粒子過粗 (3)噴漆均勻度差 (4)耐磨性差 (5)噴漆有死角 (6)噴漆底材的運用問題 (7)噴漆影響材質的強度 (8)噴漆表面的髒點
•膜厚
•通過測試規格所需之膜厚
CASHEW
10~15μm
AKZO NOBEL 20~25μm
大世紀
20~25μm
膜厚的增加會增加塗料使用量,成本的增加
手机表面处理工艺(绝密)

1. 表面处理工艺1.1 适用于塑胶零件工艺1.1.1 原色(表面没有做任何工艺)优点:省喷涂费用(前后壳、电池盖需3-5块钱)1.1.1.1 光面模具省光,模具电镀 缺点:产品表面不耐磨1.1.1.2 幼纹面模具上晒纹(蚀纹),晒纹的样式是根据纹板1.1.1.3 粗纹面1.1.2 丝印即丝网印刷,移印(厚度0.01)(承印物为不规则的异形表面)1.1.2.1 丝印先做菲林1.1.2.1.1 一次只能印刷一种颜色1.1.2.1.2 两个颜色的图案及字符可选用丝印(印2次)多个图案的采用转印(例如丝印6次,如果第六次出现不良品,前面5次就白印了) 1.1.2.1.3 丝印后会过光油及UV,否则容易脱落金属丝印或者移印需在100-150°高温下干固45分钟1.1.2.1.4 可丝印圆柱形状1.1.2.2 移印由于其在小面积、凹凸面的产品上面进行印刷具有非常明显的优势,弥补了丝网版印刷工艺的不足1.1.2.2.1 移印定义适用于在曲面和平面上印刷,但油墨成本较丝印而言较高 1.1.3 普通喷涂(产品表面越光附着力越差)1.1.3.1 普通喷涂(厚度0.02)1.1.3.2 高光漆1.1.3.3 哑光漆1.1.3.4 流程1.1.3.4.1 除尘(除脂)1.1.3.4.2 底漆1.1.3.4.3 烘干1.1.3.4.4 面漆1.1.3.4.5 烘烤1.1.4 UV漆(高光UV,亚光UV。
底漆+UV厚度≈0.02)为了增加涂层表面的耐磨性,通常产品外表面喷涂底漆后再喷涂一层紫外固化的UV涂料1.1.4.1 UV工艺在手机中的应用UV工艺在手机中应用得最多的是-UV上光油,而且主要目的是保护上一道工序中漆层或镀层;增强外观效果;以及部件真空镀后产品表面的固化等作用。
1.1.4.2 UV漆特点1.1.4.2.1 硬度高。
最高硬度可达5~6H手机壳一般做1~2H左右,太高了胶塑性减弱 1.1.4.2.2 耐磨、耐酸碱、耐盐雾、耐汽油1.1.4.2.3 表面光亮1.1.4.2.4 固化速度快,生产效率高普通喷涂需要烘烤1.1.4.2.5 胶件不易变形1.1.4.2.6 环保1.1.4.3 UV漆缺点1.1.4.3.1 生产设备贵1.1.4.3.2 生产环境要求高10000级以上防尘车间1.1.4.4 普通底漆+UV漆喷涂流程工件表面的清洁→普通底漆喷涂烘干→UV光油的开稀过滤→喷涂施工→55°C~65°C流平3~7分钟→UV灯固化→检验,成品1.1.4.5 UV工艺常见问题及解决1.1.4.5.1 麻点现象 a.油墨发生了晶化现象 b.表面张力值大,对墨层润湿作用不好1.1.4.5.2 条痕和起皱现象 a.UV油太稠,涂布量过大,主要出现在辊涂中1.1.4.5.3 气泡现象 a.所用UV油质量不高,UV油本身含有气泡,多发生在用丝网上光中1.1.4.5.4 桔皮现象 a.UV油粘度高,流平性差。
手机塑胶模具机壳喷涂工艺流程
手机塑胶模具机壳喷涂工艺流程机外壳无尘喷涂流程|手机外壳涂装工艺的七点介绍手机外壳生产线--无尘喷涂是用钢质夹芯板组成独立封闭式生产车间,能有效地过滤不良空气环境对产品的污染,降低喷涂区内的尘埃及产品的不良率。
无尘技术的应用更进一步的提高了产品外观品质,上海如电视机/电脑)手机外壳)DVD/VCD)游戏机)录象机)PDA掌上计算机)照相机外壳)音响)吹风筒)MD)化妆合)玩具等工件。
流程:上件区 ? 手动除尘 ? 静电除尘 ? 手动喷涂 ? 烘干区 ? UV漆固化区 ? 冷却区 ? 丝印区品检区 ? 收件区。
手机外壳涂装工艺的七点介绍:1 、涂料底漆和面漆塑件与金属不同,必须采用低温(一般60~80?)固化的涂料。
常用面漆材料有聚氨脂(PU)类和丙烯酸树脂类涂料。
安徽高速当需要涂层表面具有金属光泽时,还要在透明色面漆下面喷涂一层银色底漆。
UV涂料为了增加涂层表面耐磨性,通常在外表面再喷涂一层紫外固化的UV涂料。
UV涂料的光亮度要求通过高光UV和哑光UV的不同比例配制来满足。
2 、喷涂方:法塑件喷涂工艺分为手工喷涂和自动喷涂两种。
手工喷涂:涂层厚度和质量不易控制。
主要用于初期配料试喷和内表面导电涂料的喷涂。
自动喷涂:有多枪(6枪和8枪等)喷涂。
上海装潢公司调整不同喷射角度以达到喷涂表面厚度均匀,也有用机械手进行喷涂的方式。
注意:试喷涂前必须确定基材的代号、颜色及表面粗糙度。
3 、涂层厚度:为使涂层颜色在光泽、耐磨等方面的质量稳定,必须控制涂层厚度。
涂层厚度检测可用涂层测厚仪直接测量。
喷涂银色底漆(为表现金属光泽用)较薄,一般为3~5?m:面漆涂层厚度一般为8~10?m:涂层厚度一般为8~15?m。
4 、颜色及光亮度:可用色差仪和亮度仪检测。
这种方法能以数据定量,但准确度较差。
通常采用色板用比较法进行检测。
5 、色板签样:设计部门通过颜色代号及色板等方式提出涂料颜色及光亮度要求后,由涂料厂家或与喷涂厂家配合)配制涂料并在自动喷涂线上进行试喷。
注塑件的表面处理及工艺

注塑件的表面处理及工艺手机目前已成为个人的标准配备,其重要性已超越手表等个人随身携带的物件,因而产品的新技术开发及应用非常快,为满足求新求变的需求,全球厂商均全力投入开发新技术的应用。
在此专题将介绍手机塑胶壳的一些表面处理。
手机塑胶壳的表面处理主要有:电镀,喷涂,表面印刷,IMD,IML 以及机壳的EMI 喷涂或蒸镀。
电镀1.1 水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两部分组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂(去除表面油污)→ 水洗→ 表面粗化→ 水洗→ 回收→ 水洗→中和除去及还原表面铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成1.2 真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法,镀层厚度为0.8-1.2uM.将成形品表面的微小凹凸部分填平,以获得如镜面一样的表面,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等表面涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以达到保护蒸镀膜的目的,有时需要实施表面涂布处理(或过量涂布)。
表面涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
1.3 溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面, 靶材的原子被弹出而堆积在基板表面形成薄膜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 體質顏料 • 著色顏料 • 特殊顏料
塗料用助劑
塗料中添加例如安定劑、分散劑、防 沉劑等助劑々增加塗料的穩定性。
稀釋劑及用途
顧名思義就是要稀釋塗料,使塗料稀 釋到可以作業的濃度並可以降低塗料 的成本。
稀釋劑及用途
稀釋劑主要用於稀釋塗料中樹脂,但由於樹 脂的種類不同,所以稀釋劑種類不同々主要 成分有機溶劑中的酮類、酯類、醚酯類。利 用有機溶劑各成分沸點的不同,乾燥速度也 不同,可以製作成適合各種噴塗設備、作業 方法及塗膜不同的表現。
均不成問題
使用IMF的缺點
〄由於製程無連續性,產能無法明顯提昇
〄由於film的材質為PC或PET,對於 scratch test較 PMMA為差
〄由於目前無法克服油墨問題,以致無法做出較具 金屬感的外觀 〄稍有控制不良,易造成film剝離的現象
〄由於目前為”階段性市場壟斷”,致使成本(指 Unit Price)居高不下
開發時間比較
時程 開發流程
1 .客 戶 詢 價 .報 價 2 .2 D /3 D 檢 討 .確 認 3 .模 (治 )具 製 造 4 .模 (治 )具 試 模 ,確 認 5 .開 發 期 間 總 計
IM F
1~2 天 7~10 天 30~45 天 5~7 天 45~60 天
IM R
7~10 天 7~10 天 45~60 天 7~10 天 60~90 天
使用自動送料系 統作定位點射出
印刷層(離型層、 硬化層、油墨層、 金屬蒸著層、結合 層)
4.表面處理
Foil去除
6.成品
可作到有如相片般鮮艷的高畫質表現
清洗、檢驗、 包裝
IMR製程簡介(二)
IMR製程簡介(三)
使用IMR可能發生的問題點
〄耐磨性較差的問題
〄曲面變化不能過大
〄目前技術使用PC較不成熟
•膜厚
•通過測試規格所需之膜厚
CASHEW 10~15μm AKZO NOBEL 20~25μm 大世紀 20~25μm 膜厚的增加會增加塗料使用量,成本的增加
作業條件之比較(二)
• 作業時乾燥時間及所使用塗料種類
CASHEW 60℃× 20分 壓克力矽塗料 AKZO NOBEL 80℃× 40分 PU系列塗料 大世紀 80℃× 30分 PU系列塗料 乾燥時間的增長會使塗膜於(化學反應)進行高 分子聚合反應中增加一些不確定變數,容易 造成塗膜的聚合失敗或塗膜不良的表現。
使用Formable PET的優缺點
•Benefits
•Excellent flex resistance •Excellent chemical resistance •Improved formability (form precision not yet determined) •Disadvantages •Cost •Compatibility with moulding resin •Relaxation in mould •Limited supplier choice •Not yet commercial
第一部份 噴漆 (Painting)
現有廠商噴漆製程簡介
1. 批次式噴漆線 (Batch Painting Line): 噴槍採活動式 2. 連續式噴漆線 (Continuous Painting Line): 噴槍採固定式
噴漆製程佈局
儀 器 室
組 裝 區
物料室
更衣室
調漆室
入 口 室
前置組裝區
噴 塗 區
烤 箱
噴塗線流線示意圖
靜電
底漆BOOTH
除塵
強 制 冷 卻
面漆BOOTH
底漆烤箱
面漆靜置區
面漆烤箱
塗料的組成
塗料用樹脂的種類
•酸醇樹脂
•胺基樹脂 •環(碳)氧樹脂 •矽氧樹脂
•酚樹脂
•丙烯樹脂 •聚胺基甲酸乙酯 •氟樹脂
塗料用顏料的種類
〄薄膜印刷 (IMF, IMR) 〄高壓真空成型 (IMF) 〄精密3D裁切加工 (IMF)
〄薄膜射出成型加工(IMF, IMR)
IMF (In-Mold by Film)
此製程是先將油墨印刷在一層厚度約0.18 m/m的Film上(材質為PC或PET),經過 forming之後,於射出機台上,靠著模具定 位機構定位,在模內與基材一同成型。
IMF 成形步驟 (一)
Laminate Hard Coat Polycarbonate Laminate
Remove 2nd surface laminate
IMF 成形步驟 (二)
IMD Film
Print graphics inks & dry thoroughly
IMF 成形步驟 (三)
現有機種在噴漆上所遇到的問題點
(1)噴漆層過厚 (2)噴漆粒子過粗 (3)噴漆均勻度差 (4)耐磨性差 (5)噴漆有死角 (6)噴漆底材的運用問題 (7)噴漆影響材質的強度 (8)噴漆表面的髒點
第二部分 IMD(In-Mold Decoration) (模內 射出裝飾)
所謂IMD即為模內射出裝飾之統稱,目前依 製程不同可分為IMF及IML兩種,其概要程序 如下〆
塗料乾燥的種類
•揮發乾燥(利用稀釋劑蒸發乾燥) •融合乾燥(分子與分子因揮發而相聚合) •氧化乾燥(不飽和脂肪酸與空氣中氧結合) •利用架橋反應而乾燥(利用架橋劑即所謂硬化劑 形成架橋而硬化) •紫外線硬化(不飽和聚脂類加入增感劑後由紫外 線波長300~400nm照射後分子聚合而硬化)
作業條件之比較(一)
使用IMR的優點
〄色彩變化豐富,無 shining 油墨剝離的問題 〄連線式送料,可自動化,大大提高產能 〄表面亦可依喜好不同,做局部咬花處理 〄由於產能提高,單位成本亦下降,Unit Price約為IMF之1/2
使用IMR的缺點
〄模具費昂貴,約IMF的2-3倍 〄變更artwork的時間長,約需45工作天 〄油墨的耐磨性較差
UV Light
UV Curing
• After curing the hard coat surface is scratch resistant
Film 的材質選用
•PC – 最佳的底材
•PMMA - 較易脆裂、但透明度較高
•Polyester - 成形性及硬度均佳
•Formable PET – Further development
〄此製程是先以滾桶印刷方式,將film印製成 一捲以roller方式運送。通常一捲長度大約是 1000m,以一般 LCD cover 的大小來看,大 約是 65,000 pcs。 〄射出廠使用傳統射出機搭配 feeder 做模內 射出的動作。
IMR製程簡介(一)
1.選擇薄膜 2.印刷 3.射出成型
鉛筆硬度測試比較
•PMMA 最佳 •PET 次之 •PC 最差
Stress v. Temp @ 100% Strain
- various polymers
9 8
Stress (kg/sqmm)
7 6 5 4 3 2 1 0 100 120 140 160 Temp (degC)
PCMD PCTD PMMATD PMMAMD Bayfol MD Bayfol TD PET MD PET TD
〄目前film及印刷know how掌握在日本及德國手 裡,台灣只能射出,機動性差
〄目前較成熟的技術只用PMMA材質,PC尚未
成熟,仍面臨一些技術上的問題
目前國內廠商投入 IMD 狀況(一)
IMR/IMF supplier supplier name technique capability material surface hardness tooling/lead time capacity film Injection cost analysis(tooling/unit) advantage disadvantage(risk) customers design guide provide contact window 愛光(IMR) NISSHA(Japan) (PC),ABS,PMMA 3-4H( after UV) Japan/75days 60k/month(1台) Mitsubishi type 4 foil Taiwan 永吉林 (IMR) 毅嘉(IMR/IMF) 應用電子(IMD) KURZ(German) local(KUEZ) Yoshida PC,ABS,Arcylic ABS, PMMA 3H-4H KURZ(German) Taiwan/3 months Japan 80k/month(1台) German Japan/Germany Japan China Taiwan Japan 祐興(IMF) local Gelexan L1020Q 2H Taiwan GElexan hpa52 Taiwan 李洲(IMR) Navitas+Kurz ABS,PMMA 3-4H( after UV) UK(plan in Taiwan) Japan/Taiwan ARC(IMF) ARC(UK) PC+ABS GE/Byer Navitas UK(plan in Taiwan) Taiwan 有量產經驗 tooling in UK Motorola, Ericsson 03-3129292*18 余硬國 邦泰(IMR/IMF) IMD(local)IMF(Navitas, Kurz) PC,ABS,PMMA 4H(depends on film) IMD(60days)IMF(90days) IMD(150k/month)IMF(500k/m) IMD(Navitas,Kurz)IMF(local) Taiwan IML有量產經驗.具研發能力 IMD/IMF無量產經驗 松下(IML) 04-5384121 唐日善