2.LCM制程
lcm模组组装生产工艺流程
lcm模组组装生产工艺流程英文回答:LCM (Liquid Crystal Module) assembly production process typically involves several steps to ensure the successful manufacturing of the module. The process can vary depending on the specific requirements and components of the module, but here is a general outline of the steps involved:1. Component Preparation: This step involves preparing all the necessary components for the assembly process. This can include the LCD panel, backlight module, touch panel, flex cables, connectors, and other electronic components. The components are inspected for any defects or damages before proceeding to the next step.2. PCB Assembly: The Printed Circuit Board (PCB) is prepared by soldering the necessary electronic components onto it. This includes the driver ICs, resistors, capacitors, and other surface-mounted devices. The PCB iscarefully designed to accommodate the specific requirements of the LCM module.3. LCD Bonding: In this step, the LCD panel is bonded to the PCB. The LCD panel is aligned and attached to the PCB using a special adhesive or tape. This ensures a secure and reliable connection between the LCD panel and the PCB.4. Backlight Integration: The backlight module is integrated into the assembly. This involves attaching the backlight unit, which includes the LED or CCFL (Cold Cathode Fluorescent Lamp), to the LCD panel. The backlight module provides the necessary illumination for the display.5. Touch Panel Integration: If the LCM module includesa touch panel, this step involves integrating it into the assembly. The touch panel is aligned and attached to the LCD panel using a special adhesive or tape. This allows for touch input functionality on the display.6. Testing and Quality Control: Once the assembly is complete, the module undergoes rigorous testing and qualitycontrol checks. This includes functional testing, visual inspection, and performance evaluation to ensure that the module meets the required specifications and standards.7. Packaging and Shipping: The final step involves packaging the LCM modules for shipment. The modules are carefully packed to prevent any damage during transportation. They are then shipped to the customers or distributors for further integration into their end products.中文回答:LCM(液晶模块)组装生产工艺流程通常涉及多个步骤,以确保模块的成功制造。
LCM制程工艺简介

•2021/3/26
•LCM制程工艺简介ppt课件
主要制程(电测1、电测2):
➢ 作用: 使用专用测试工装对产品进行电性能测试
➢ 管控重点: 1. 测试产品显示效果(色彩、对比度、图象完整性) 2. 不良品选出、统计(无反应、缺线、花屏、亮暗点、污点、划伤等)
•2021/3/26
•LCM制程工艺简介ppt课件
•2021/3/26
•LCM制程工艺简介ppt课件
主要制程(贴上下偏光片):
➢ 手工、半自动贴片管控重点: 1. 贴片机参数的设定(吸附频率、吸附力); 2. 贴下片:将mark斜线(剥离面),贴在LCD玻璃TFT面上; 3. 贴上片:将mark斜线(剥离面),贴在LCD玻璃CF面上; 4. 无尘布使用次数及折叠方式; 5. 橡胶手套、指套清洁频次(每小时/次); 6. 粘尘滚轮每粘1次屏后至少在粘尘纸上滚动一次,去除滚轮的纤维、尘埃。
➢作用: 把LCD与IC通过ACF在一定温度、时间、压力条件下连接起来,形成通路。
➢管控重点: 1. IC与ACF的定位; 2. 导电粒子破裂状况; 3.有效导电粒子的数量; 4. COG设备的温度、时间、压力条件参数的设定
➢可能出现的缺陷:
压力不足/压力过大造成断路、IC裂
•2021/3/26
•LCM制程工艺简介ppt课件
➢ 可能出现的缺陷:
贴偏、表面折痕、内部脏污等
•2021/3/26
•LCM制程工艺简介ppt课件
主要制程(加压脱泡):
➢ 作用: 消除贴片制程中产生的气泡不良
➢ 管控重点: 1. 加压除泡的时间(20分钟); 2. 加压除泡的温度(45±5度)
•2021/3/26
•LCM制程工艺简介ppt课件
LCM制程简介
製程流程 - 說明-3.備註
技術部 整合技術組
Anisotropic Conductive Film: 異方性導電膠
不導通
ACF 壓合狀況
側視 5μm
可以導通
2~4μm
正視
變形破裂
製程流程 - 說明-4.
檢I
技術部 整合技術組
Pattern Generat 整合技術組
Panel
Gate
模組機構
Driver IC
鐵框組立 B/L組立
Source
B/L Driver IC
訊號處理 (電氣迴路)
c 電源迴路
訊號介面
訊號
ACF Bonding
三、LCM製程流程簡介 COG Bonding Process 上/下偏光片
ACF Tape
再撕膜,並須特別注意上偏光板傷。 6.上下機務必關閉電源並確認是否有C/N變形及燒焦之情況。 7.上下機務必將作業時間及上機數量確實時填寫在通電紀錄表上。
製程流程 - 說明-7.
檢 II
技術部 整合技術組
Pattern Generator
Power Supply
Control Box
技術部 整合技術組
技術部 整合技術組
五、面板運用與未來的發展
技術部 整合技術組
謝謝聆聽
0.3 mm 。
技術部 整合技術組
*塗布生產注意事項
1.塗布矽膠使用前必須先確認矽膠料號,使用期限及保管溫濕度。 2.確認塗布機作業機種及機種名稱是否正確。 4.針筒矽膠吐出狀態確認(矽膠吐出時流量是否順暢確認)。 5.若塗布膠過量時,立即使用棉花棒擦拭去除。 6.將LCD對位放置於工作台面上,確認LCD 確實靠對位PIN。 7.塗布作業完成後將 LCD 取出,拿取角度不可傾斜度過大。 8.依塗布基準判斷是否為良品,若為不良品時立即以棉花棒修正。
LCM_制程介绍-cmo

Robot Cassette
脫泡工程 脫泡工程
Cassette
3
LCM製造流程圖 LCM製造流te LOT OK OLB 1000區 區 PCB NG 重工區 NG
Testing Plate
Cassette Robot Tray Robot Tray
PCB
PCBI OK
1
目錄
組裝工程-------------------------------------------------------組裝工程-------------------------------------------------------- 39~40 工程-----------------------------------------------------Aging 工程------------------------------------------------------ 41~42 檢工程--------------------------------------------------------C檢工程--------------------------------------------------------- 43 檢工程--------------------------------------------------------D檢工程--------------------------------------------------------- 44 檢查------------------------------------------------------OQC 檢查------------------------------------------------------- 45 包裝工程-------------------------------------------------------包裝工程-------------------------------------------------------- 45
lcm制作流程
lcm制作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!LCM 制作流程一、设计与规划阶段在开始 LCM(液晶显示模组)制作之前,首先需要进行详细的设计与规划。
LCM 制程简介
稳定期
老化期 TIME
澡盆曲线
优点:带自动冷却,可混合尺寸,投入量 大缺点:无法监看Aging状态
优点:可监看Aging测试状态,故障时只影响当机 机台缺点:无法自动冷却,投入量少
后段制程_老化测试
A检:在正式Aging前将Panel置于检测工装上以检测Panel本身及其他部线材能否正常工作 (LED机型于此工位检测电源板功率)
产品品质能符合客戶之需求。 内 容:重复D检,外观检之电气性、品位及外观检查。
在D检、外观检后设立OQC Inline主要是为了加强拦检不良品,当良率当一定高度时,就可以改成抽检 (视当时实际情况)
后段制程_包装
贴保护膜和扫码
静电袋包装
放入包装箱
卡缓冲材
封箱
贴封条
Thank you!
使用风枪清洁B/L表面 清洁的路线如图所示2
后段制程_Assembly
组合Panel与B/L 注意:不可使Panel刮伤B/L表示面,放入后需确认
Panel四角是否落入B/L档墙内
锁附PCB板之固定螺丝 注意:电动起子的扭力值,以及需要锁附的螺钉型号和
数目
撕上偏保护摸 注意:需要确认离子风机正常工作,风向可吹拂表面;
D检条件: 照度:~70Lux 目视距离:50~70cm 目视角度:先正视,再上下15度,左右45度。 温度为20~25℃,湿度为25%—75%RH
外观检: 照度:500Lux 以上 全方位目视检查
后段制程-D检和外观检 D检和外观检用到的工具分别有:
Flicker调棒-flicker调整
敲击棒 function检测 异物检测
组立站需要注意: 1.ESD(静电破坏) 作业人员作业时必须佩带静电脚环,作业过程中必须全程开启离子风扇来避免静电破坏 2.人员作业手法 通过制定现场作业指导书,使作业人员的作业手法标准化
lcm工艺流程图
lcm工艺流程图LCM(Liquid Crystal Display Module)液晶显示模块工艺流程图是用来制造液晶显示器的重要工艺流程图。
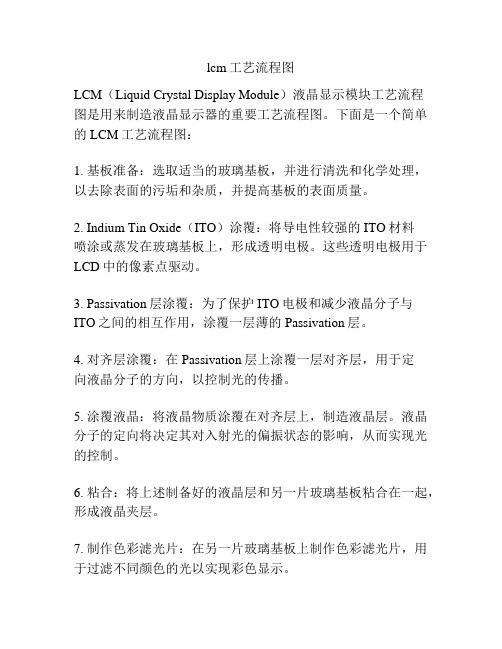
下面是一个简单的LCM工艺流程图:1. 基板准备:选取适当的玻璃基板,并进行清洗和化学处理,以去除表面的污垢和杂质,并提高基板的表面质量。
2. Indium Tin Oxide(ITO)涂覆:将导电性较强的ITO材料喷涂或蒸发在玻璃基板上,形成透明电极。
这些透明电极用于LCD中的像素点驱动。
3. Passivation层涂覆:为了保护ITO电极和减少液晶分子与ITO之间的相互作用,涂覆一层薄的Passivation层。
4. 对齐层涂覆:在Passivation层上涂覆一层对齐层,用于定向液晶分子的方向,以控制光的传播。
5. 涂覆液晶:将液晶物质涂覆在对齐层上,制造液晶层。
液晶分子的定向将决定其对入射光的偏振状态的影响,从而实现光的控制。
6. 粘合:将上述制备好的液晶层和另一片玻璃基板粘合在一起,形成液晶夹层。
7. 制作色彩滤光片:在另一片玻璃基板上制作色彩滤光片,用于过滤不同颜色的光以实现彩色显示。
8. 粘合液晶夹层和色彩滤光片:将液晶夹层和色彩滤光片粘合在一起,固定玻璃基板和液晶层之间的间隙。
9. 切割:将制作好的大尺寸液晶玻璃切割为合适的尺寸,以适应最终产品的大小和形状。
10. COG焊接:COG(Chip On Glass)焊接是将驱动芯片(常见的是TSB(TAB super COG)类型的芯片)焊接到玻璃上,用于控制LCD的像素。
11. 封装:将制作好的小尺寸液晶玻璃和驱动芯片组装到LCD 模块中。
封装过程涉及到粘贴和固定各个组件,并进行初始测试。
12. 模块测试:对组装好的液晶显示模块进行电性能和显示效果的测试,以确保产品的质量。
13. 模组壳体组装:为了保护LCD模块和方便使用,将LCD 模块安装到模组壳体中,并完成模组壳体的组装,包括固定螺丝、连接线路等。
LCM 制程简介

Cullet Remove 異物括除
Wet Clean 洗淨
Polarizer 貼偏光板
Auto Clave 脫泡
LOT 點燈測試
OLB TAB壓著
OLBI OLB測試
PCB PCB壓著
PCBI PCB測試
Silicone Dispense
塗防水膠
Assy. 組裝
Flicker Adjust 閃爍調整
9th - OLB (TAB壓著)
• • 作法:將面板與TAB IC藉由ACF 接合 目的:使面板端子Lead與TAB Lead準確對位藉由ACF 異方向導電的特性(上 下導通,左右絕緣)接 合導通,使面板內的 TFT能接收到TAB IC輸 出的正確訊號和資料 注意事項:生產前的點檢、確 認事項必須確實
Aging 高溫烘烤
C Test C檢
D Test D檢
OQC
Packing 包裝
Ware House. 入庫
LCM 製程簡介
5th - 洗淨 (Wet Clean)
• • 作法:用洗淨液將面板洗淨 目的:用洗淨液將面板上之異 物沖洗乾淨
LCM 製程簡介
製程重點解說.
Appearance Inspection 外觀檢查 Conductive Resin Dispense 塗導電膠 Beveling 磨邊
LCM 製程簡介
製程重點解說.
Appearance Inspection 外觀檢查 Conductive Resin Dispense 塗導電膠 Beveling 磨邊
Cullet Remove 異物括除
Wet Clean 洗淨
Polarizer 貼偏光板
Auto Clave 脫泡
LCM模组制程

LCM – JI – FPC製程關鍵
۞ ۞ ۞
۞
۞ ۞
LCM – JI – FPC壓痕不良
確認熱壓頭位置_油性筆塗鴉+短時間假壓+顯微鏡確認位置
ACF貼附不良_(上下偏移,過短,反折& Ending Mark最常見)
LCM – JI – FPC壓痕不良(原材)
確認FPC銅層蝕刻處理_異常&正常的目視比較
LCM – JI – COG壓痕不良
確認熱壓頭位置_油性筆塗鴉+短時間假壓+顯微鏡確認位置
ACF貼附不良_(上下偏移,過短,反折& Ending Mark最常見)
LCM – JI – COG壓痕不良
IC Bump NG_Bump高度不均,單顆過高或過低
Bonding Particle_最長見的異物為碎玻璃, Silicone屑,Blue Tape & UV Tape殘膠
GOMU
SOURCE邊 GATE
邊
LINE 1
LINE 4 LINE 2 LINE 3
1. 塗布範圍
1.1 所有線路上須塗佈蓋滿 1.2 IC周邊須塗佈至沒有間隙. 1.3 CF與TFT玻璃連接面須完全塗佈 1.4 IC表面有膠覆蓋,但不需要完全 填滿看不見
液晶面板 & LCM制程简介

溶剂清洗 加压清洗
TCP初固定 TCP初固定 TCP压接 TCP压接
准确对位后用异方向性导电胶除固定 脉冲加热压接(较短的引脚) 脉冲加热压接(较短的引脚)
S印制线路 板压接
将S-PWB和TCP 进行邦定 PWB和 常规加热压接(较长的引脚) 常规加热压接(较长的引脚)
LCM制程简介 制程简介
工序流程一(
液晶面板&LCM制程简介 制程简介 液晶面板
Presenter Date
液晶面板组成
目 录
L C M 制程
液晶面板组成
液晶面板组成
液晶面板组成
液晶面板组成
液晶面板组成
液晶面板组成
液晶面板组成
LCM制程简介 制程简介
LCM的常见术语( LCM的常见术语(一): 的常见术语
• LCM (Liquid Crystal Display Module): 液晶显示模组 • COG (Chip on Glass): 晶粒-玻璃接合 • COB:通过邦定将IC裸片固定于印刷线路板上 • COF:将IC固定于柔性线路板上 • TAB (Tape Automated Bonding): 捲带式晶粒接合,柔性带自动连接,带状 元件自动邦定 • ACF (Anisotropic Conductive Film):异方向性导电胶 • OLB (Outer Lead Bonding): 外引脚接合 • ILB (Inner Lead Bonding):内引脚接合 • FPC (Flexible Print Circuit Board): 柔性印制电路板 • TCP(Tape Carrier Package):带状的一体化驱动IC • PCB (Print Circuit Board): 印制电路板 • PWB (Print Wire Board):印制线路板 • CCFL(CCFT): 冷阴极荧光灯 • TFT:薄膜晶体管 • Backlight(B/L): 背光 模组
LCM COG制程简介

计算压力:70~80MPa
压着时间:10s
报告人:张光辉 2007/10/19 8
COG制程简介
制程相关材料:
直接材料(部材):ACF (AC-8405Z-23),Chip IC 间接材料(耗材): 玻纤布,Carbon Teflon
玻纤布材料规格: 型号:NIG-2001(红褐色) 厚度:0.18mm 目的:作为缓冲材,降低平坦度不佳的影响 Teflon sheet材料规格 型号:900UL,MSF-100(白色) 目的:1.隔开黏附 2.避免温度急变,影响产品寿命
5
LCM前段制程
Panel
Cleaner
COG
OLB
PCB
PCBI
报告人:张光辉 2007/10/19
Dispenser
6
COG 制程
• COG (Chip On Glass) 1. 目的
利用ACF做媒介,把Panel端子与Chip IC通过加
热
加压予以结合.使Panel能接受到IC输出的正确讯 号.
流程:
OLB Bonding Source边本压 PCBI点灯
PCBA In
ACF attach
报告人:张光辉 2007/10/19 25
PCB 制程
PCBA In ACF贴附 PCB Main-bond Panel In COG
ACF:CF-TP203C (宽度:1. 5mm) 实体温度: 80± ℃ 实体温度: 165±5 ℃ 计算压力: 1 ~3 MPa 计算压力: 2~4MPa 时间: 2s 压着时间: 6s
报告人:张光辉 2007/10/19 19
OLB检验项目——COF冲切精度
COF冲切精度规格(mm):
LCM物料及流程简介
部门:品质部 制作:罗 铃 审核:陈敬芬
一、LCM主要物料表
LCD(玻璃) IC(芯片) FPC(软性线路板) ACF(异方性导电胶)
BL(背光)
黑胶(SILIONE)
黄胶带(高温胶
带)
遮光胶带 易撕贴
二.产品示意图
易撕贴
BL
LCD
FPC
遮光胶带
三、LCM制程简介
LCM流程:
1.LCD+ACF+IC+ACF+FPC+BL=LCM
2.详细流程如下: LCD清洗→COG ACF贴付→IC预压→IC本压→FOG ACF贴付→
→FPC热压→一次电测检验→点胶(SILIONE)→组BL(背光)
→焊BL/A.K →成品电测检验→贴黄胶(高温胶带) →贴遮光胶带
→贴易撕贴→成品外观检验→FOC检验→包装入库
6. 易撕纸必需可撕取偏光片上保护膜;无贴歪、漏贴等不良
7.检查偏光片结构是否与BOM一致
謝謝觀看!敬請指教……
9.组BL(背光):
将LCD保护膜用无名指从产品的左下角撕开,撕开保护膜后顺势将背 光保护膜一起粘带起后将撕掉的保护膜放入指定的废料盒内,目检背 光和LCD片上有无脏物、划伤,玻璃有无不良等,如有脏物用离子风 枪将灰尘脏物吹掉,如吹不掉的则用棉签蘸适量无水乙醇清洁干净后 组装。产品组装需从BL封口端组装,后装台阶方向,然后进行LCD按 压动作,但不能按压ITO端子区。
5.FOG ACF贴付:(4525/7106/7206/9731)
在作业前需确认ACF是否有过期,在作业时手不可触碰ITO端子区,每作业 1PCS需自主确认贴付状况(ACF贴付位置是否正确,是否全部覆盖ITO线路, ACF有无气泡,贴斜等不良)
用动画的形式讲述整个LCM制作流程

Driver IC
C/F(上玻璃)
Driver IC
Check Point 1 Check Point 2 Check Point 3
TCP Lead
圖解OLB 製程流程
Panel in
Clean
自動機台
Panel 對位
ACF 貼附
TAB Puncher
TCP 對位
TAB 假壓
Panel 對位
TAB 本壓
剪斷力
硬度
MPa
表面
中心
10 日後 1 月後
19.80 10
10
30.87 20
16
34.01 15
15
30.87 14
13
30.87 13
11
32.93 12.5 10
34.21 12
10
13.62 6
1
焊油的作用
1.去除表面氧化物 2.預防銲錫表面氧化 3.增加表面沾濕能力
表面氧化物
銲錫
銲油
基材
Panel out
TCP搭載 與壓著
TCP本壓
TCP
溫度壓力
Anisotropic Conductive Film: 異方性導電膠
ACF 壓合狀況 側視
5μm 2~4μm
正視
變形破裂
OLB 半成品之要求
1.機械強度 控制參數:
製程溫度 ◎ 製程壓力 ○ ACF種類(膠材,尺寸) ◎
2電性導通 控制參數: 製程對位精度 ◎ ACF種類(導電粒子特性,大小,密度) ◎ 接合面積 ◎ 製程壓力 ◎
Driver IC
Driver IC
端子焊接
輔助器材:烙鐵,焊油
我是我烙是鐵烙鐵
LCM制程流程一份很好的资料

2021/3/26
3
LCM技術
LCM之COG,TAB技術,分為ILB(Inner Line Bonding,內引腳)和OLB(Outer Line Bonding,外引腳)技術.
PC163,/PC289, /PC376,/PC281
PC294,/PC320,/PC358, PC366,CP056
翻譯机
手机/MP3/翻譯 机/衛星定位系
統
收音机 /手机/翻譯机
PC177,,SP547
個人數字助理
SP083,SP545, PSG121212 手机/照相机
SN532,SP579,SP578, SP582
P21:包 裝
P22:OQC 2
P23:入 庫
包裝及入庫
2021/3/26
11
NOMAL產品 (2) COG+H/S TYPE
COG BONDING
LCD粘著H/S&H/S粘著FPC
貼TAPE
2021/3/26
成品外觀
成品電測
點膠
12
NOMAL產品 (3) TAB+ASS
·TAB是Tape Automated Bonding的缩写 ·它是将带有驱动电路的软带通过ACF(异方性导电薄膜)与LCD连接。 .制程簡單 ·减少了LCM的体积
TAB BONDING
點SILICON膠
打D/C
貼Peeling Tape
2021/3/26包裝
成品外觀
LCM制程培训汇总

BL內LED發光燈
2019/4/21
嘗試、改變、再改變、直到成 功......
三.LCM显示屏的优缺点:
3-1.优点: A. 平面型显示.体积小.重量轻.便于携带; B. 功耗低.驱动电压低; C. 不含有害射线,对人体无害 D. 被动显示,不易被强光冲刷 E. 被动显示,不易被强光冲刷; F. 易于驱动,可用大规模集成电路直接驱动; G. 结构简单,没有复杂的机械部分 H. 造价成本低。 3-2.缺点: A. 由于它是被动元件,本身不发光,在暗处需借助其它的光源 才具有可视性 B. 有视角之限 C. 应答速度(30ms-120ms)与其他元件相比尚嫌差些 D. 寿命尚未能成为半永久性元件。
2019/4/21
嘗試、改變、再改變、直到成 功......
二.LCM的结构
LCM是由LCD,偏光片,IC,ACF,FPC,背光,遮光胶带,silicon胶构成
Liquid crystal display
Silicone膠 I膠帶(TAPE) BL
点胶前需烘烤
2019/4/21
嘗試、改變、再改變、直到成 功......
点背光胶示意圖
遮光膠帶貼附后, 需在Panel的正面涂 布一層矽膠,蓋住 IC及ITO線路,若 Panel是夾PIN產品, 則夾PIN之后再進 行Silicone矽膠涂布, 涂布矽膠不可讓IC 及ITO裸露(夾PIN 產品涂布正面膠即 可,若是FPC產品 則應先涂布背面膠)
0.55± 0.05 Mpa
烘烤
2019/4/21
50± 10℃
无
30± 10分
嘗試、改變、再改變、直到成 功......
六.各制程的注意事項及材料
6-1.端子清潔
2.LCM制程

ACF 贴附 温度(℃) 压力(Mpa) 时间(Sec) 温度(℃)
Main-Bond 压力(Mpa) 时间(Sec)
制程
COG
AC-8405Z-23
80± 5 80± 5 60± 10 80± 5
1 1 1 1
0.5~1.5 0.5~1.5 1~3 1~3
190± 5 175± 5 165± 5 170± 5
OLB ACF贴附
LCM前段制程介绍
COG Pre-Bonding: Robot将Tray盘中的COG IC吸取,并传送给压着头。经过Chuck靠位, 由压着头施以特定的温度、压力及时间,使COG IC与Panel做精确对位及暂 时性粘合。 OLB Pre-Bonding: Robot承接Puncher下来的COF,并传送给压着头,由压着头施以特定 的温度、压力及时间,使COF与Panel做精确对位及暂时性粘合。
LCM后段制程介绍
C检: 将完成Aging后回温至常温(23~25℃)的模组,在100~150Lux(除特殊客 户)的照度下,以特定的测试画面进行功能检查,筛选不良品,并对合格品做 品位等级的判定。
正胶作用:避免端子腐蚀影响功能。 ※ 干胶时间为30分钟。
背胶作用:防止异物落入端子间造成Short。
LCM前段制程部材及参数
LCM前段制程介绍
Au 金
聚乙烯离型膜
50um 23±2um 15um 8um 1.5±0.1mm
COG段ACF:AC-8405Z-23 导电性好、延展性好、 密度:50K±6000pcs/mm2 材料发生反应) 导电粒子直径:3±1um COG与OLB导电 粒子结构相同
70~80 3~4 3~4 70~80
10 14 8 10
LCM生产流程介绍(PPT44页)

FPC Bonding 另外,TN型的液晶顯示器如果顯示螢幕做的越大,其螢幕對比度就會顯得較差,不過藉由STN的改良技術,則可以彌補對比度不足的情況
华森科技 郭斌
名词解释
1 LCD ( Liquid Crystal Display ) 2 LCM (Liquid Crystal displayMoudle) 3 COG ( Chip On Glass ) 4 COB ( Chip On Board ) 5 TAB ( Tape Automated Bonding 6 SMT ( Surface Mounted Technology ) 7 IC (Integrated inti^reitid Circuit)
STN 显示原理
在電子產品中所用的液晶顯示器,幾乎都是用扭轉式向列場效 應原理所製成。 STN型的顯示原理也似類似,如下圖,不同的 是TN扭轉式向列場效應的液晶分子是將入射光旋轉90度,而 STN超扭轉式向列場效應是將入射光旋轉180~270度。 要在 這邊說明的是,單純的TN液晶顯示器本身只有明暗兩種情形 (或稱黑白),並沒有辦法做到色彩的變化。而STN液晶顯示 器牽涉液晶材料的關係,以及光線的干涉現象,因此顯示的色 調都以淡綠色與橘色為主。但如果在傳統單色STN液晶顯示器 加上一彩色濾光片(color filter),並將單色顯示矩陣之任一 像素(pixel)分成三個子像素(sub-pixel),分別透過彩色 濾光片顯示紅、綠、藍三原色,再經由三原色比例之調和,也 可以顯示出全彩模式的色彩。另外,TN型的液晶顯示器如果顯 示螢幕做的越大,其螢幕對比度就會顯得較差,不過藉由STN 的改良技術,則可以彌補對比度不足的情況
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
50um
Plastic particle 塑胶 塑胶有弹性,可使上下两 OLB段ACF:AC-4255U1-16 端紧密接触,并可以防止 热涨冷缩,造成Peeling 密度:11K±1000pcs/mm2 1.2±0.1mm
※ 即将投片的Panel拆封后可水平放置。
LCM前段制程介绍
Panel In: 将拆封的CST放入机台内,机台通过识别蚀刻ID上二维码,打印Panel ID
Panel In流程:
Dense Pack 入料 Panel 吸取 Panel 对位 打印 Panel ID
LCM前段制程介绍
Clean: 用沾有IPA(异丙醇)的不织布擦拭Panel的S边和G边的端子区域,去除 附着于端子段的异物与油渍,防止异物造成端子间的Short,并有利于ACF的 贴附。
※以NF4I2机种为例
LCM前段制程介绍
规格:
COG :Bump上压痕明显,且压痕颗数≧ 5,判定为OK。 OLB :Lead上压痕明显及均一。 压痕颗数≧20;压痕宽度≧0.7mm。 导电粒子破裂形状须为小精灵状。 PCB :压痕宽度≧1.5mm
※以NF4I2机种为例
Bump 压痕明显
Lead 压痕明显、均一
LCM前段制程介绍
PCBI: 在背光板照度≥700Lux(环境照度100-200Lux)的条件下,通过点灯画面 检查及外观检查,及早发现不良品,避免流入后段制程造成成本浪费。
离子风扇
测试距离:35~50cm 背光板 Panel
LCM前段制程介绍
Dispenser: 对通过PCBI检查后的Panel涂正胶(S边和G边)和背胶。
Panel
OLB ACF COG ACF COF COG IC PCB ACF PCB ACF
PCB
PCB
LCM制程概略
ASSY 组装
铁框
BLU
LCM前段制程介绍
LCM前段制程介绍
Dense Pack 领料 Panel loader Clean COG/OLB ACF贴附
Rework
PCBA ACF贴附
<LEVEL 1> <LEVEL 2> <LEVEL 3> <LEVEL 4> <LEVEL 5>
LCM前段制程介绍
冲切规格:
Lx、Rx:0.20±0.15mm Ly、Ry:1.05±0.15mm
L
Lx
Ly
毛边规格: L≤0.03mm 撕裂规格: W≤0.015mm
※规格以NF4I2机种为例
W
右侧Mark也用相同计 算方法可得Rx、Ry
导电粒子破裂适中(小精灵状)
LCM后段制程介绍
LCM后段制程介绍
Assembly
B/L自组
Shipping
品位性不良
OBA
NG 外观性不良
Packing
AAFC
NG
OK
Aging
NG
OK
C检
NG
OK
D检
NG
OK
拆异
Panel问题
Rework
LCM后段制程介绍
B/L结构示意图:
上扩散片
上棱镜片 下棱镜片 下扩散片 胶框
LCM前段制程介绍
使用单元 COG/OLB ACF Attach COG Main Bond OLB Main Bond/PCB UNIT 原理 厂商 型号 压力量测范围 LLLW 0.3~0.6Mpa
当压力施加于感压纸上时,A-Film下面的胶囊状遇压破裂溢出物质与 C-Film发生化学反应,形成红色,当胶囊破裂越多,则颜色越红,表 示所施加的压力越大或时间越长。
COG Main-bonding
LCM前段制程介绍
PCBA ACF贴附: 在PCBA端子处贴附ACF,并利用压着头施 以特定的温度和压力,使ACF与端子紧密结合。
PCBA Main-Bonging: 压着头对COF施以特定的温度、压力 及时间,使ACF中的导电粒子嵌入PCBA的 端子中,形成电信通路,并利用ACF的胶 体将COF固定在PCBA上。
参数
ACF 贴附 温度(℃) 压力(Mpa) 时间(Sec) 温度(℃)
Main-Bond 压力(Mpa) 时间(Sec)
制程
COG
AC-8405Z-23
80± 5 80± 5 60± 10 80± 5
1 1 1 1
0.5~1.5 0.5~1.5 1~3 1~3
190± 5 175± 5 165± 5 170± 5
正胶作用:避免端子腐蚀影响功能。 ※ 干胶时间为30分钟。
背胶作用:防止异物落入端子间造成Short。
LCM前段制程部材及参数
LCM前段制程介绍
Au 金
聚乙烯离型膜
50um 23±2um 15um 8um 1.5±0.1mm
COG段ACF:AC-8405Z-23 导电性好、延展性好、 密度:50K±6000pcs/mm2 材料发生反应) 导电粒子直径:3±1um COG与OLB导电 粒子结构相同
LCM 製程
2010/7/12
LCM制程课程介绍
1.LCM制程概略
2.LCM前端制程介绍 3.LCM后端制程介绍
LCM制程概略
LCM制程概略
显示 信号
PCBA
COF
COG IC
LCM制程概略
1.COG & OLB ACF贴附 2.COG & OLB Bonding 3.PCB ACF贴附 4.PCB ACF Bonding 5.Dispenser
9. 锁附左右两侧边 螺丝。
扭力值规格: 0.7±0.1Kgf/cm2
7. 贴附Spacer,撕离 上偏保护膜。
10. 贴附PCB接地 裸铜区银箔。
※以NF4I202904机种为例
LCM后段制程介绍
※以NF4I202904机种为例
11. 贴附PCB保护盖。源自13. 理线,贴附小黄贴点灯线不可重叠交错 小黄贴必须对齐铁框上的刻痕
OLB ACF贴附
LCM前段制程介绍
COG Pre-Bonding: Robot将Tray盘中的COG IC吸取,并传送给压着头。经过Chuck靠位, 由压着头施以特定的温度、压力及时间,使COG IC与Panel做精确对位及暂 时性粘合。 OLB Pre-Bonding: Robot承接Puncher下来的COF,并传送给压着头,由压着头施以特定 的温度、压力及时间,使COF与Panel做精确对位及暂时性粘合。
COG/OLB Pre-Bond
NG
Dispenser
OK
PCBI
PCBA Main-bond
COG/OLB Main-Bond
LCM前段制程介绍
Dense pack领料: TA人员依据Plan,查询BOM表,根据作业指导书领料、入料、摆放、定位。
※ 未拆封的Panel须竖直摆放,不可将外层真 空袋损坏,防止端子长时间在空气遭受外界水 气腐蚀。
LCM前段制程介绍
拉力测试: 测量实体结合强度,避免拉力不足造成Defect。
测试仪夹嘴 Panel 夹板
COF
NF4I202904的拉力规格:≥1600 gf/cm
测试方式:垂直往上拉,直至拉断为止。 测试速度:50 mm/min 规格:400 gf/cm
型号:HF-10 (10Kg)
LCM前段制程介绍
CF
L(未清洁宽度)
TFT
Clean清洁规格:L≤0.3mm
清洁Roller IPA 不织布
Clean清洁示意图
LCM前段制程介绍
COG&OLB ACF贴附: 对Clean后的Panel的S边和G边贴附 ACF,并对ACF施以特定的温度、压力及时 间,使ACF与Panel能紧密结合。
COG ACF贴附
冷却
※ Aging 每小时巡检一次
LCM后段制程介绍
名称:Auto Move
冷却条件:温度 15±5℃ 条件下冷却 15 分钟。 优点:机种适应弹性大,节省人力工时,产能高。 缺点:无法实时监看测试情况。
名称:Batch Type
冷却条件:温度 25±5℃ 条件下冷却 1 小时
优点:便于观察测试情况。 缺点:装卸Panel费时,机种适应弹性小,产能低
LCM后段制程介绍
C检: 将完成Aging后回温至常温(23~25℃)的模组,在100~150Lux(除特殊客 户)的照度下,以特定的测试画面进行功能检查,筛选不良品,并对合格品做 品位等级的判定。
16±2um
导电粒子直径:3±1um
75um 35±2um 1.5±0.1mm
Ni 镍 PCB段ACF:AC-9825R-35 PCB Lead的材质较软, 用镍可直接刺入使 密度:20K±1000pcs/mm2 Lead导通,而金的材 导电粒子直径:2±1um 质也软不能直接刺入
LCM前段制程介绍
2. 将Panel从Tray盘 取出,检查Panel外 观, 再将Panel放于 工型制具上,并夹接 地夹
4. 以门字型清洁Panel 的三边四角。
LCM后段制程介绍
5. 撕离下偏保护膜
低角度慢速度
从上至下盖铁框
8. 盖铁框,贴回 上偏保护膜。
6. 组合Panel与B/L,将 PCB卡入胶框上方定位 处。
FUJIFILM LLW 0.5~2.5Mpa
※ 压痕分为5个Level,同一压痕不得超过2个Level,否则 判定为平整度不佳。 ※ 感压纸压着时间不宜过长,否则会影响平整度的判定。 ※ 拿取须小心,以免损伤而影响平整度量测。 ※ 其压着确认时须将机台压力调小去Check,以避免压力 过大无法检测 出刀头平整度不佳。