液压卷花机综述
液压卷染机纪念品物线速度与张力的分析

维普资讯
成 都 纺 织 高 等 专 科 学 校 学 报
Jun l o ra o f C g l I“( h T x l e te i C l g ol e e
第1 第 3 ( 第 6 期 ) 2 0 年7 9卷 期 总 5 0 2 月
() 1 式 中 , — — 油 马达 流量 , Q。 口 —— 排 量 。 油泵 流 量 : Q :q. 2 2 忍 () 2
柔软型织物的前处理和染色工序。
l 液 压传 动 原 理
液压 传 动 的压 力 油 由 1 定 量 泵 提 供 , 卷 只 两 布辊 分另 由两 台油 马 达 拖 动 , 主油 路 上 装 有 两 0 在
压力、 流量转 换 成 扭 矩 、 速 而 输 出 。 因此 , 正 转 在 常 卷染 时 , 动辊 由油 马达 拖 动 , 被 动辊上 的油 主 而 马 达实 际上 相 当 于 油 泵 。换 而 言之 , 动 辊 上 织 被
式 中 ,t r一 2
油泵 转 速 。
设织物线速度为 V 主动辊与 被动辊卷布半 , 径为 R 、 则 。R ,
文章编号 :08 5 8 (02 0 — 2 一位 10 — 50 20 )3 0 3
V 1 1 N 3( u 5) o . 9, o. Sm6
液 压 卷 染 机 织物 线 速 度 与 张 力 的分 析
金 灿, 蒋学军
( 成都纺织高等专科学校染化系 , 成都 602 ) 103 摘要 对液压卷染机 的重要指标织物线速度与流量关 系以及压 力与扭矩、 张力的关 系进行 了分析
个二位四通 电磁 阀 , 只伺服 阀。电磁 阀使 两卷 1 布辊同时改变转 向, 伺服 阀可控制织物卷绕线速 度使保持恒值 。在被动辊油马达的回油路上装有 先 导溢 流 阀 。该 阀 的遥控 口接 远程 调压 阀。调 节 远程调压阀便可使 回路获得不 同的背压 , 从而达 到 调节 张力 的 目的 。 从能源转换的观点来看 , 油泵使输入的扭矩 、 转速转换成压力、 流量而输出 , 而油马达使输入的
卷边机研究报告

卷边机研究报告
卷边机是一种用于卷边加工的机器,主要用于制造各种饮料罐、食品罐、化妆品罐等铁制品的边缘加工。
现在卷边机已经成为了现代工业中不
可或缺的设备之一,其关键技术有很多值得研究的地方。
一、卷边机的结构。
卷边机一般由落料台、进料装置、卷边机主机、收料装置和控制系统
等部分组成。
其中卷边机主机是最关键的部件之一,它可分为主机床身、
轴承座、辊轴、卷边轮等多个部分。
二、主机床身的制造。
主机床身是卷边机的基本部件,其制造工艺一般有两种,一种是采用
铸造法按图纸要求用砂型铸造出床身,另一种是采用机械加工法来制造。
铸造法生产的成本低但铸造质量可能存在缺陷,机械加工法则更贵但质量
更好。
三、辊轴的制造。
辊轴是卷边机的一个关键部件,其制造工艺主要有:鍛造、铸造和机
械加工法。
其中鍛造和铸造的制造成本较低但制造精度不够高,机械加工
法则成本较高但质量更稳定、精度更高。
四、卷边轮的选用。
卷边轮主要用于带动铁板卷边,在选择卷边轮时应注意外径的大小、
毛刺伸出度、硬度等指标的选择,同时还要注意精度要求和重要性等方面。
五、卷边机的控制系统。
卷边机的控制系统一般由PLC、触摸屏以及电机控制器组成。
在PLC 的控制下,触摸屏可对卷边机的各个参数进行调整,而电机控制器则可实现卷边机的正反转和速度调整等功能。
总之,卷边机的制造工艺和技术有很多值得我们继续研究和探索的地方,这也为卷边机的发展带来了更多的机遇和挑战。
钢卷液压开卷机技术参数

钢卷液压开卷机技术参数
钢卷液压开卷机的技术参数如下:
主体机架:由型钢、A3钢板、#45钢锻打轴承座组焊后而成,经退火定性处理不变形。
两个轴承座一次镗孔而成,保证主轴安装的同心度,不产生径向跳动。
主轴:由40Gr圆钢钻直径85mm通孔,调质后再精车而成,工作面直径190mm,承重15吨。
涨缩卷筒:采用滑块式推拉膨胀卷筒形式;四块弧形板、线割滑块对,涨缩直径Ф460~Ф520;有效工作长度1300mm,整体芯轴保证卷筒涨大和缩小时同心度,卷筒表面电镀硬铬。
刹车装置:采用气动碟式刹车组件,刹车力度可调节,停车时刹紧,开车时拖刹运行,保证待机和开机状态都不会松卷,以免松卷时刮伤板面。
油压动力:推拉涨缩芯轴:油压缸型号规格:
FA-Ф125×130mm,采用旋转接头供油方式;压料升降液压
缸FA-Ф63×600 mm。
带钢厚度:1.0-5.5mm。
钢卷宽度:300mm。
钢卷外径:≤2000mm。
钢卷重量:≤5T。
卷筒涨缩范围:470-520mm。
主轴中心高:1100mm。
液压缸规格(缸内径×活塞杆直径×行程):
Φ160×Φ110×90mm。
气缸规格(缸内径×行程):Φ80×50mm。
含辅助放料,辅助开卷机电机功率:1.5KW。
这些参数是液压开卷机的基本技术要求,具体的参数可能会因制造商和型号的不同而有所差异。
在实际应用中,应结合具体需求和设备规格进行选择和调整。
汕尾液压烫金机用途多吗
汕尾液压烫金机用途多吗汕尾液压烫金机是一种高效的工业机械设备,用途非常广泛。
其主要作用是将烫金的图案或文字印刷在材料上,如纸张、塑料、皮革、布料等。
这种机器可以生产各种类型的产品,例如卡片、书籍、礼品盒、装饰品、货物标签、鞋带等等,其用途非常广泛。
以下是详细的说明:1、印刷行业汕尾液压烫金机是印刷行业中常用的机器之一。
在印刷行业中,用于制作书籍、杂志、画册等印刷品的过程中,需要使用烫金技术来增加产品的装饰性和美观度。
因此,汕尾液压烫金机在印刷行业中被广泛使用。
2、纸品包装行业在纸品包装行业中,需要使用烫金技术来在盒子、罐子、袋子等包装盒上印刷文字、图案等。
汕尾液压烫金机作为一种高效的烫金设备,在纸品包装行业中被广泛应用。
3、皮具制品行业在皮具制品行业中,需要使用烫金技术来制作皮革制品上的字母、图案等。
汕尾液压烫金机可以有效地将这些图案和文字烫印在皮革上,提高了制品的装饰性和美观度。
4、制鞋行业在制鞋行业中,需要使用烫金技术来制作鞋子上的图案、文字等。
汕尾液压烫金机可以有效地将这些图案和文字烫印在鞋面上,提高了鞋子的外观和装饰效果。
5、服装制品行业在服装制品行业中,需要使用烫金技术来制作衣服、围巾等上的图案、文字等。
汕尾液压烫金机可以有效地将这些图案和文字烫印在织物上,提高了服装的装饰效果。
总之,汕尾液压烫金机是一种非常实用的机器,其用途的广泛性导致其在多个行业中被广泛使用。
其高效、稳定和可靠的性能,赢得了用户的认可和信赖。
在今后的发展中,汕尾液压烫金机将会发挥更加重要的作用,为各行各业的生产带来更高效、更先进的技术支持。
材料成形设备液压机概述

材料成形设备液压机概述液压机是一种常见的材料成形设备,广泛应用于各个领域的生产制造过程中。
本文将对液压机的概念、工作原理、结构和应用进行详细介绍。
一、概念液压机是一种利用液体传动能量的机械设备,通过液压传动实现对材料的成形和加工。
液压机以其高效、高精度、可靠性强等特点,在金属加工、塑料成型、冷挤压、压制等领域得到了广泛应用。
二、工作原理液压机的工作原理是利用液体传递压力,通过液压系统将压力传递到工作活塞上,从而实现对材料的成形。
液压机主要由液压系统、工作台、工作活塞、油缸、液压缸、液压油箱等组成。
当液压机开始工作时,液压系统中的液压泵开始工作,将液体压力传递到工作活塞上,使工作活塞受力,从而施加压力到工作台上的材料上。
材料在受力作用下逐渐变形,达到所需的成形效果。
三、结构液压机的结构主要包括以下几个部分:1.液压系统:液压系统由液压泵、油箱、液压缸等组成,用于提供液体压力以及控制液体的流动和压力。
2.工作台:工作台是液压机上用于支撑和固定工作物料的部分,通常由坚固的平面和可调整高度的装置组成。
3.工作活塞:工作活塞是液压机中的关键部件,由活塞和密封元件组成,能够受到液压系统的力作用,从而施加力到工作台上的材料。
4.油缸:油缸是液压机中的容器,其中装有液体,并与液压泵、液压缸等部件相连,用于传递液体压力和驱动工作活塞。
5.控制系统:液压机的控制系统一般由液压系统控制阀门、传感器、控制器等组成,用于对液压机的工作进行控制和调节。
四、应用液压机在各个领域的生产制造过程中有着广泛的应用,常见的应用领域包括:1.金属加工:液压机在金属锻造、冲压、拉伸、剪切等加工过程中起到关键作用,能够对金属材料进行成型和加工。
2.塑料成型:液压机在塑料注塑、挤出成型、吹塑等塑料成型过程中具有高精度、高强度的成形能力,广泛应用于塑料制品的生产。
3.冷挤压:液压机在冷挤压过程中能够对金属材料进行冷加工,既能够提高材料的强度,又能够减少材料的加热损失。
机械毕业设计1568液压卷花机设计说明书

液压卷花系统设计学生姓名:学生学号:院(系):机电工程学院年级专业:机械设计制造及其自动化指导教师:摘要摘要本次毕业设计题目是液压卷花系统设计。
任务限制只能用液压来实现。
本人致力于整机系统的设计,即机械结构的设计,液压系统方案的拟定,液压油箱的设计,液压缸的设计,液压站的设计。
设计思路是从卷花机的性能和动作要求入手,并以国内的质量和技术性能接近设计要求的卷花机为基础,研究国外的先进机型,开发出自己的全套液压系统方案。
图纸采用Auto CAD 绘制。
经过认真地设计计算,查找资料撰写设计论文。
本液压卷花机的优点是传动平稳,输出力矩大,用模具来实现花形的变化,且同一批形状的一致性好,液压机造型美观。
设计出来的液压卷花系统具有,尺寸精确,生产效率高,劳动强度低,产品质量好的优点。
广泛应用于铁艺行业中。
由该机器生产的各种花形可用在围栏、大门、台、椅、扶梯、窗、招牌、艺术品等制作的地方。
关键词液压卷花机,液压系统,铁艺ABSTRACTMy graduation project topic is the V olume hydraulic system design. The duty limit only uses the hydraulic pressure to realize. I have carried on the whole design,namely, the mechanism design, hydraulic system plan drawing up, the hydraulic fluid tank design, the hydraulic cylinder design, the hydraulic pressure stands design and so on. The design start at the volume flower's machine performance and the movement, taking the home existing volume flower machine as the foundation, their quality and the technical performance approach to this design request, and has studied the overseas advanced type, developed own complete set hydraulic system plan. The blueprint draws up with Auto CAD. After earnestly calculated, has consulted the correlation data, I have composed this design paper.The volume flower's machine merit is the transmission steady, out put moment of force big, realizes the flowered shape change with the mold, also identical batch of product uniformity good, the volume flower's machine Modeling is artistic. The system of the volume flower’s machine has the merit, such as, size precisely, the production efficiency high, the labor intensity is low, the product quality is good and so on. This machine is widely applied in the steel art profession, and can product several kinds of flowers for fences, gates, place, chairs, elevator, windows, signs, art and so on.Key words volume hydraulic machine,hydraulic system,steel art目录摘要 (I)ABSTRACT................................................................................................................ I I1 绪论 (1)1.1本课题研究的目的意义 (1)1.2本课题国内外发展概况及存在的问题 (1)1.3本课题解决的主要问题 (2)2 液压卷花机系统分析与设计 (3)2.1设计思想 (3)2.2液压卷花机系统分析 (3)2.2.1本机设计要求及具体的技术参数 (3)2.2.2 卷花机的液压系统 (3)2.2.3 液压卷花机系统方案的比较与选用 (3)3 液压系统的计算 (7)3.1弯矩力的计算 (7)3.1.1材料力学的角度 (7)3.1.2采用类比法 (10)3.2齿轮齿条传动设计 (11)3.3载荷组成和计算 (13)3.4卷花机液压系统设计 (16)3.4.1负载分析 (16)3.4.2初选液压系统工作压力 (16)3.4.3液压缸的类型及安装方式 (16)3.4.4液压缸的主要结构尺寸 (16)3.4.5压杆稳定性验算 (17)3.4.6按最低速度要求验算液压缸尺寸 (18)3.4.7计算液压缸所需流量 (19)3.4.8绘制液压系统工况图 (19)3.4.9制定基本方案确定液压系统原理图 (21)3.5液压系统的计算和选择液压元件 (22)3.5.1确定液压泵的流量、压力和选择泵的规格 (22)3.5.2液压阀的选择和部分液压辅助元件选择 (24)3.5.3油箱容量的初步确定及油液的选择 (28)3.6液压系统性能验算 (28)3.6.1压力损失及调定压力的确定 (28)3.6.2系统温升验算 (30)4 液压缸的设计 (32)4.1选择液压缸类型安装方式 (32)4.2液压缸的主要性能参数和主要尺寸 (32)4.3液压缸的参数计算 (32)4.3.1缸筒壁厚的计算 (32)4.3.2液压缸活塞行程 (33)4.3.3液压缸油口直径计算 (33)4.3.4缸底厚度计算 (33)4.3.5缸头厚度计算 (34)4.3.6最小导向长度的计算 (34)4.3.7缸体长度的确定 (34)4.4活塞的设计 (35)4.4.1活塞的结构形式 (35)4.4.2活塞与活塞杆的连接 (35)4.4.3活塞的密封 (36)4.4.4活塞材料 (39)4.4.5活塞尺寸及加工公差 (39)4.5活塞杆 (39)4.6活塞杆的导向套、密封和防尘 (40)4.7液压缸缓冲装置的设计 (41)4.7.1间隙缓冲 (41)4.7.2阀式缓冲 (41)4.8排气阀 (42)5 液压站的设计 (44)5.1确定液压站的结构类型方案 (44)5.1.1分散配置型液压装置 (44)5.1.2集中配置型液压装置 (44)5.1.3确定液压站的方案 (44)5.2液压控制装置(液压阀站的集成设计) (44)5.2.1有管集成 (45)5.2.2无管集成 (45)5.2.3确定液压控制装置 (45)5.3液压动力源装置(液压泵站)的设计 (47)5.3.1液压泵组布置方式的确定 (47)5.3.2 液压油箱的设计 (48)5.4液压泵组的结构设计 (54)5.4.1液压泵组的布置方式 (54)5.4.2 液压泵组的连接和安装方式 (54)5.5液压站的结构总成 (55)5.5.1管路的选择 (55)5.5.2电气控制装置的设计与布置 (55)5.6液压站总图的设计与绘制 (56)6 机械结构的设计 (57)6.1齿轮齿条传动设计 (57)6.2轴的设计 (57)6.2.1求输出轴上的功率P,转速n和转矩T (57)6.2.2求作用在齿轮上的力 (57)6.2.3初步确定轴的最小直径 (57)6.2.4轴的结构设计 (57)6.3求轴上载荷 (60)6.4按弯扭合成应力校核轴的强度 (61)6.5卷花机的内部结构示意图 (62)结论 (63)参考文献 (64)致谢 (65)1 绪论1.1本课题研究的目的意义液压卷花机是一种利用液体压力来传递能量,以实现各种压力加工工艺的机床。
MWDZ20多功能液压喂花机的工作原理及维护保养
护, 使 系统 始终 保 持在 良好 的工 作状 态下 。
( 三) 电气部 分 的使用 及 维护
启 动设备 时 , 应 先启 动 开松 部 电机 , 电机 带 动六 组刺钉辊运转 , 然 后 启 动 液 压站 电机 。这 时 车 间 内 分 控 盒 面板 上 的 “ 准备就绪” 指示灯亮起 ( 如图 3 所 示) , 然后按一下“ 导轨 重 置 ” 按钮 , 2 秒 钟 后 将 旋 转 开关 打 到 “ 前进” 位置 , 导轨开始工作 , 动 作 的 情 况
4 组, 每组 由 1 个 油 缸 带 动往 复运 动 , 并 且 每 组 油 缸
动与风冷启动 ; 两个启停按钮 , 分别是液压站电机启
停 与开 松机 电机 启停 , 此外 , 还 有 一个 急停 按钮 。车
间放置一个分控盒在轧花机总控柜旁边 , 一方面用
来 控 制导 轨 的 运 动方 向( 包 括 导 轨运 动 停 止 ) , 另一
的籽 棉 , 并 把 籽棉输 送 到吸 花 口。
) 9 l 3 l 7 2l 25
目
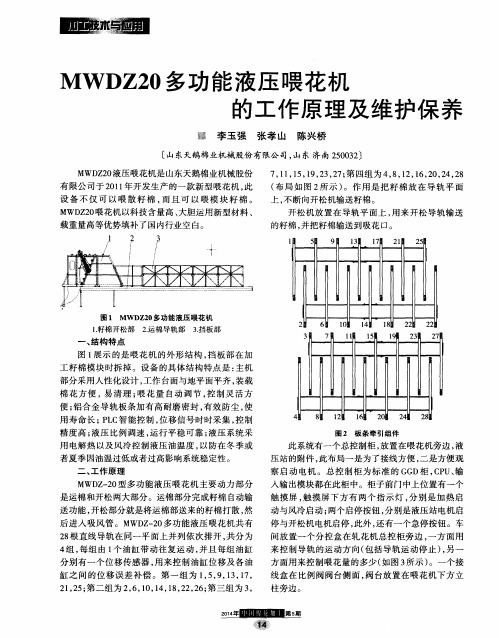
图1 MWDZ 2 0多功能液压喂花机
1 . 籽棉开松部
一
-.
2 . 运棉导轨部
3 . 挡板 部
2
6
Байду номын сангаас
1 0
l 4
1 8
2 2
2 2
、
结 构特 点
者 夏季 因油 温过 低或 者过 高影 响 系统稳 定性 。
二、 工 作原理
MWD Z 一 2 0 型 多功 能 液 压 喂 花机 主要 动 力 部 分 是 运棉 和开 松 两大部 分 。运棉 部 分完 成籽 棉 自动 输 送 功能 , 开 松部 分就 是将 运棉 部送 来 的籽 棉打 散 , 然 后 进 入 吸 风管 。MWD Z 一 2 0 多 功 能 液压 喂花 机 共 有 2 8 根 直 线导 轨 在 同一 平 面 上并 列依 次 排 开 , 共 分 为
液压卷扬机工作原理
液压卷扬机工作原理
液压卷扬机是一种通过液压系统来实现卷扬操作的设备。
它由液压泵、液压马达、液压缸、液压阀等部件组成。
工作过程如下:
1. 液压泵将液体(通常是油)从液压油箱中吸入,并通过压力产生装置提供一定的压力。
2. 压力产生后的液体将被送至液压阀。
液压阀根据操作人员的需求来控制液体的流向和流量。
3. 流经液压阀的液体进入液压马达。
液压马达将液体的压力转变为机械能,驱动卷扬机升降工作。
4. 液压马达将工作所需的机械能传递给卷筒,并通过齿轮、链条等装置将机械能转化为卷扬绞车的旋转运动。
5. 卷筒的旋转运动带动卷绳或卷链等卷扬装置,完成物品的升降任务。
6. 工作完成后,液压泵将压力产生装置的压力降低,液体重新回到液压油箱。
液压卷扬机通过液压系统的协同工作,实现了高效、稳定、可靠的卷扬操作。
由于液压系统具有调节性好、负载适应性强等优点,液压卷扬机广泛应用于各个领域,如物流、建筑、造船等。
卷染机简介介绍

卷染机可分为手动式、半自动式和全自动式。手动式主要 依赖手工操作,而全自动式则实现了染色加工的全程自动 化。
根据结构特点分类
卷染机可分为卧式和立式两类。卧式卷染机结构较为简单 ,操作方便,而立式卷染机则能够更好地利用空间,适用 于大型设备的生产。
02
卷染机结构与原理
卷染机结构与原理
• 卷染机是一种用于纺织品染色的设备,它可以将布料卷在滚筒 上,并使用染液进行循环染色。这种机器在纺织工业中得到广 泛应用,可以用于棉、麻、丝、毛等各类纤维的染色。
03
卷染机应用领域
卷染机应用领域
• 卷染机是一种用于印染加工的设备,主要用于纺织品、化纤材料的染色和印花。它通过连续的卷曲和浸渍染液的方式,实 现连续的染色和印花。
06
卷染机与其他设备的比较
卷染机与其他设备的比较
• 卷染机是一种用于纺织品染色的设备,它可以将纺 织品卷绕在滚筒上,并逐步进行染色处理。这种设 备在纺织印染行业中应用广泛,适用于各种类型的 纺织品染色,包括棉、丝、毛、合成纤维等。
THANKS
感谢观看
卷染机的发展历程
01
02
03
早期阶段
早期的卷染机主要依赖手 工操作,染色效果不佳。
发展阶段
随着机械技术的进步,卷 染机逐渐实现了自动化和 智能化。
现代阶段
现代卷染机集成了计算机 控制、自动化和智能化等 技术,能够实现高效、高 质量的染色加工。
卷染机的分类
根据加工方式分类
卷染机可分为间歇式和连续式两类。间歇式卷染机在染色 过程中需要多次浸泡和脱水,而连续式卷染机则实现了染 色过程的连续进行。
04
卷染机市场现状与趋势
卷染机市场现状与趋势
卷圆机的工作原理

卷圆机的工作原理
卷圆机是一种用于将扁平材料(如金属板材、纸张等)卷成圆筒形状的机械设备。
其工作原理如下:
1. 材料进料:将扁平材料通过进料装置送入卷圆机。
进料方式可以是手动或自动化的。
2. 弯曲:材料通过辊轮或模具,被弯曲成圆筒形状。
卷圆机通常配备有一组辊轮或模具,其形状和尺寸可根据需要进行调整。
3. 卷曲:经过弯曲后的材料持续向前传递,并通过辊轮或模具的旋转运动,逐渐卷曲成圆筒形状。
卷圆机通常具备一组驱动辊轮或模具,通过旋转将材料卷曲到所需直径。
4. 控制系统:卷圆机通常配备有控制系统,用于控制进料速度、卷曲直径、轴向张力等参数,以保证卷制过程的平稳和精确性。
5. 切割:卷圆机可能配备有切割装置,用于将卷曲后的材料切割成所需长度。
此步骤可以手动或自动完成。
6. 产品处理:完成卷制后,圆筒状的产品可以进行后续处理,例如焊接、研磨、涂层等,以满足特定的要求。
总的来说,卷圆机通过弯曲、卷曲材料,将扁平材料制成圆筒形状的产品。
通过控制系统的调节和后续处理,可以实现不同规格和质量要求的圆筒制品的生产。
卷圆机原理

卷圆机原理
卷圆机是一种常用的机械设备,主要用于将平板材料卷曲成圆柱形或圆锥形。
它在工业生产中有着广泛的应用,尤其在金属加工、造船、桥梁建设等领域发挥着重要作用。
本文将介绍卷圆机的原理和工作过程。
卷圆机的原理可以简单描述为通过辊轮的旋转和移动,使得平板材料在一定的力和压力下产生弯曲变形,最终形成所需的圆柱形或圆锥形。
其主要工作过程包括送料、定位、卷曲和成型等环节。
首先,平板材料被送入卷圆机的送料装置,通过辊轮的传动和定位,使得材料被准确地放置在卷圆机的工作位置。
然后,卷圆机的辊轮开始旋转,施加一定的力和压力在材料上,使得材料开始产生弯曲变形。
同时,卷圆机的辊轮也会根据需要的形状进行移动,以确保材料能够按照预定的轨迹进行卷曲。
最终,经过一系列的卷曲和成型过程,平板材料成功地被加工成所需的圆柱形或圆锥形。
卷圆机的原理主要依靠力学和材料科学的知识,通过对材料的力学性能和变形规律的研究,设计出合理的辊轮结构和工作参数,以实现对平板材料的准确控制和加工。
在实际应用中,卷圆机的工作效率和加工精度直接受到原理的影响,因此对卷圆机的原理进行深入的研究和理解,对于提高设备的性能和使用效果具有重要意义。
总的来说,卷圆机作为一种重要的加工设备,其原理和工作过程对于工业生产具有重要意义。
通过对卷圆机原理的深入了解,可以更好地掌握其工作特点和加工规律,为实际生产提供技术支持和指导。
希望本文对卷圆机原理的介绍能够对相关领域的从业人员和学习者有所帮助。
钢绞线内部应力缓慢释放的液压机械系统

钢绞线内部应力缓慢释放的液压机械系统液压机械系统是一种利用液体作为传动介质的机械传动装置。
在钢绞线内部应力缓慢释放的液压机械系统中,液压系统起到了重要的作用。
该系统通过液体的传递和控制,使钢绞线内部的应力得以缓慢释放,从而保证了系统的正常运行和使用寿命。
液压机械系统由液压能源、执行机构、控制装置和辅助设备等组成。
液压能源是液压机械系统的动力来源,通常由液压泵提供。
液压泵通过吸入液体并将其压力增加后输出,为系统提供所需的动力。
执行机构是液压机械系统的核心部件,主要用于实现机械运动。
在钢绞线内部应力缓慢释放的系统中,执行机构通常是由液压缸组成。
液压缸通过液体的压力驱动活塞运动,从而实现钢绞线内部应力的缓慢释放。
控制装置是液压机械系统的控制中枢,用于控制液压系统的工作状态和机械运动。
在钢绞线内部应力缓慢释放的系统中,控制装置通常由液压阀组成。
液压阀通过控制液体的流动方向、流量和压力等参数,实现对液压缸的精确控制,从而实现钢绞线内部应力的缓慢释放。
辅助设备是液压机械系统的附属装置,用于辅助液压系统的工作。
在钢绞线内部应力缓慢释放的系统中,辅助设备通常包括液压油箱、油管、滤油器等。
液压油箱用于存储液压油,并保持油的温度和清洁度。
油管用于连接液压泵、液压缸和液压阀等组件,传递液体。
滤油器用于过滤液压油,保证液压系统的正常运行。
钢绞线内部应力缓慢释放的液压机械系统广泛应用于各种需要缓慢释放应力的场合。
例如,在桥梁建设中,钢绞线是常用的结构材料,通过液压机械系统的应用,可以实现对钢绞线内部应力的缓慢释放,从而减轻结构的应力集中,提高结构的安全性和使用寿命。
此外,该系统还可以应用于起重设备、压力机、注塑机等领域,实现对机械设备的精确控制和保护。
钢绞线内部应力缓慢释放的液压机械系统是一种重要的液压传动装置。
通过液体的传递和控制,该系统能够实现对钢绞线内部应力的缓慢释放,保证机械设备的正常运行和使用寿命。
该系统在桥梁建设、起重设备等领域有着广泛的应用前景。
卷帘机研究报告

卷帘机研究报告卷帘机研究报告一、研究背景和目的卷帘机是一种常见的机械设备,广泛应用于商业和工业领域。
本研究的目的是对卷帘机进行全面的研究,包括其工作原理、结构组成、应用范围以及最新的研究进展等。
通过深入了解卷帘机的相关知识,可以为相关行业的设计和生产提供参考。
二、研究方法本研究采用多种研究方法,包括文献综述、实地考察和实验研究。
文献综述用于梳理已有的相关研究成果和理论基础;实地考察用于观察和了解实际应用中的卷帘机情况;实验研究用于验证卷帘机的性能和优化设计。
三、卷帘机的工作原理卷帘机通过卷轴、帘板和电动机等部件,实现升降和卷动的功能。
帘板通常由帆布、塑料或金属等材料制成,具有良好的防护和隔音性能。
通过电动机的驱动,帘板可以迅速卷起或松开,实现开启或关闭的目的。
四、卷帘机的结构组成卷帘机主要包括卷轴、帘板、导轨、电动机、控制系统等部件。
卷轴是卷帘机的核心部件,用于收纳和卷放帘板;帘板是卷帘机的可移动部分,具有防护和遮挡功能;导轨用于引导帘板的升降运动;电动机为卷帘机提供动力;控制系统用于控制卷帘机的开合状态。
五、卷帘机的应用范围卷帘机广泛应用于商业和工业领域。
在商业领域,卷帘机常用于店铺的门窗,具有防盗、保温、隔音等功能;在工业领域,卷帘机常用于厂房内部的分隔和防护,也可以用于货车和仓库的出入口。
六、最新的研究进展最新的研究进展主要集中在卷帘机的智能化和自动化方面。
利用传感器和控制算法,可以实现卷帘机的自动控制和远程监控。
此外,还有研究致力于提高卷帘机的节能性能和使用寿命,以及减少噪音和振动等问题。
七、结论与展望卷帘机作为一种重要的机械设备,在商业和工业领域有广泛的应用。
通过对卷帘机的全面研究,可以更好地了解其工作原理和结构组成,为相关行业的设计和生产提供参考。
未来的研究可以关注卷帘机的智能化和自动化方向,同时提高其节能性能和使用寿命,以满足不断发展的需求。
绿化养护车液压系统浅谈分析
绿化养护车液压系统浅谈分析绿化养护车是针对高速公路中间绿篱、边坡、一、二级公路绿化修剪等而专业设计和生产的一款专用施工养护机械。
它是置于汽车底盘上的控制臂的调整作业位置的情况下,通过专用机具上液力驱动的高速旋转的割切刀片,达到切割,修剪,清理绿化植被的目的。
现市场出现一种新型整体式绿化养护车,其臂架在汽车底盘上改制。
可左右移动调整作业宽度,配有不同的作业机具。
利用汽车自带发动机PTO端口取力液压系统,达到在驾驶室内进行操作,提高舒适性、动力性、安全性。
液压系统是能量转换的中间环节,通过液压系统把发送机输出的机械能转换为液压能,然后再把液压能转换为驱动工作装置,旋转装置等机械能。
本文重点阐述此款式综合绿化养护车新型液压系统研究。
2.液压系统的性能分析综合绿化养护车作业时,发动机的动力通过液压系统驱动工作装置对外做功,液压系统的压力大小由外负载决定。
由于外负载的不可预测,所以系统对外负载的响应也不可预测。
因此对系统本身来讲,还需要对流量进行控制。
控制液压系统的流量的途径包括改变液压泵或液压马达的排量和改变液压阀的开度。
对液压泵的流量控制其实是对液压泵排量的控制。
对液压阀的控制主要是液压阀阀芯位移的控制。
泵控调速方式通过改变液压泵的排量来实现,此过程没有流量损失,但由于液泵的斜盘倾角需要推动斜盘等一系列元件和摩擦副。
惯性较大,排量响应时间长。
阀控调速方式通过改变阀组回路之间的液阻来实现,大部分的流量经控制阀进入执行元件对外做功,多余的流量经控制阀回油箱。
这部分流量就是浪费的流量,同时取决于电磁铁的响应频率导致阀控方式响应速度很快。
因此如何实现二者的优势实现优势互补;将优势结合起来克服各自缺点,则是一种比较理想的流量控制方式。
目前此款综合绿化车液压系统采用的负载敏感控制系统正是基于这样的一种控制方式。
即变量泵+比例阀的流量控制方式。
变量泵+比例阀的液压系统综合了泵控系统和阀控系统的优点,具有明显的性能优势。
全液压卷板机液压原理

全液压卷板机液压原理
全液压卷板机是利用液压系统来实现板材弯曲成型的设备。
它主要由液压泵、液压缸、控制阀、油箱、管路和卷板模具等部分组成。
全液压卷板机的工作原理如下:
1. 液压泵:液压泵是全液压卷板机的动力源,它将机械能转换为液压能,提供高压油液。
液压泵的类型有齿轮泵、叶片泵和柱塞泵等,不同类型的泵适用于不同的工作条件和流量、压力要求。
2. 控制阀:控制阀用于控制油液的流向和流量,从而实现对液压缸动作速度、方向和力量的精确控制。
控制阀分为手动控制、电气控制和PLC控制等多种类型。
3. 液压缸:液压缸是执行元件,它将液压能转换为机械能,推动卷板模具进行卷制工作。
液压缸的活塞杆伸出和缩回,带动卷板模具上下移动,从而实现板材的卷制。
4. 油箱:油箱用于储存液压油,同时也作为液压系统的冷却和过滤装置。
油箱的容量需要根据系统的工作压力和流量来确定。
5. 管路:管路连接各个液压元件,输送液压油。
管路的设计需要考虑油液流动的阻力,确保油液能够顺畅地到达液压缸和其他需要的部位。
在操作全液压卷板机时,操作员会通过控制阀来设定卷
板的厚度、宽度和弯曲半径。
液压泵启动后,高压油液通过管路流向液压缸,推动活塞杆伸出,卷板模具向下移动,板材开始卷制。
当需要改变卷板方向或停止卷制时,控制阀会改变油液的流向或切断油液供应,液压缸活塞杆缩回,卷板模具上升,板材卷制完成。
全液压卷板机具有操作简便、力量大、精度高等优点,广泛应用于金属加工行业中。
通过精确的液压控制系统,全液压卷板机能够实现高效率和高质量的卷板作业。
卷洋机工作原理

卷洋机工作原理
卷洋机是一种用于将纸张、布料或其他柔性材料卷起来的设备,其工作原理可以简述如下:
1. 开架:首先,卷洋机需要将待卷取的材料展开开来,通常通过一个开架装置来实现。
开架装置可以是一个传送带、一个展开装置、一组导辊等,它们将材料展开并保持在一个平坦、紧张的状态。
2. 张力控制:卷洋机通常需要对材料施加一定的张力,以保持材料在卷取过程中的紧密度和稳定性。
这可以通过张力控制装置来实现,例如张力传感器、张力控制器和张力调节器。
通过实时监测材料的张力并自动调节卷取速度或其他参数,可以确保卷取过程中的张力保持在一个合适的范围内。
3. 卷取:一旦待卷取的材料展开并施加了适当的张力,卷洋机开始将其卷起来。
卷洋机通常有一个卷取辊或卷筒,材料会通过转动的辊子或卷筒不断地被卷取上去。
卷取速度可以根据需要进行调节,通常由电机驱动卷取辊或卷筒的转速来控制。
4. 裁切(可选):在卷取完毕后,卷洋机可以进行裁切操作,将卷取好的材料按照一定的长度或其他要求进行切割。
裁切可以通过切刀或切割机来完成,通常由一个控制系统来控制切割位置和切割速度。
整个卷洋机的工作原理就是通过开架、张力控制、卷取和裁切等步骤,将待卷取的材料从展开状态逐渐卷取起来并最终完成
卷洋的过程。
不同的卷洋机可能会有一些差异,但总体原理是类似的。
卷圆机的原理
卷圆机的原理
卷圆机是一种常见的机械设备,用于将刚性材料如金属、塑料等卷成圆筒形状。
它的工作原理是通过一系列的辊轮来实现的。
首先,将需要卷圆的材料放置在卷圆机的进料口处。
接下来,通过上辊和下辊的运动,将材料逐渐卷曲起来。
上辊通常是一个较宽的圆筒状辊轮,而下辊则是一些较小的辊轮,它们共同形成了一个弧形的引导通道。
当材料进入引导通道时,上辊和下辊开始向前旋转,使材料不断卷曲起来。
上辊和下辊的运动速度可以控制,从而控制卷曲的速度和卷曲的直径。
同时,上辊和下辊之间的间距可以调整,以适应不同直径的圆筒。
在卷曲的过程中,需要注意材料的平整度和紧密度。
为了确保卷成的圆筒形状具有一定的均匀性和稳定性,卷圆机通常会配备一些辅助装置,如压辊和导向器等。
压辊可以在卷曲的过程中对材料施加一定的压力,使其更加紧密。
导向器则可以确保材料在卷曲过程中不偏离预定的轨道,以保证圆筒形状的正确性。
卷圆机的应用范围非常广泛。
在制造业中,它常被用于生产圆筒形零件,如管道、桶等。
同时,在纺织和印刷行业中,卷圆机也用于卷曲纺织品或卷纸等材料。
总的来说,卷圆机通过其独特的工作原理和辅助装置,为各种行业提供了高效、精确的卷圆解决方案。
液压y型机能应用

液压y型机能应用
液压Y型机是一种常见的液压机械,它的应用范围非常广泛。
液压Y型机的主要特点是具有高压力、高效率、高精度和高可靠性等优点,因此在工业生产中得到了广泛的应用。
液压Y型机的应用主要包括以下几个方面:
一、金属加工
液压Y型机在金属加工中的应用非常广泛,可以用于冲压、剪切、弯曲、拉伸等工艺。
例如,在汽车制造中,液压Y型机可以用于冲压车身零部件、剪切车门、弯曲车架等工艺,大大提高了生产效率和产品质量。
二、塑料加工
液压Y型机在塑料加工中也有着重要的应用。
它可以用于注塑成型、挤出成型、吹塑成型等工艺。
例如,在塑料制品生产中,液压Y型机可以用于生产各种塑料制品,如塑料桶、塑料盆、塑料椅等。
三、木材加工
液压Y型机在木材加工中也有着广泛的应用。
它可以用于切割、压缩、成型等工艺。
例如,在家具制造中,液压Y型机可以用于压制木材板材、成型家具零部件等。
四、石材加工
液压Y型机在石材加工中也有着重要的应用。
它可以用于切割、打孔、雕刻等工艺。
例如,在建筑装饰中,液压Y型机可以用于切割石材、打孔石材等。
液压Y型机的应用非常广泛,可以用于各种材料的加工和成型。
随着科技的不断发展,液压Y型机的性能和功能也在不断提高,将会有更广阔的应用前景。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
攀枝花学院Panzhihua University本科毕业设计(论文)文献综述院(系):机电工程学院专业:机械设计制造及其自动化班级:03级机械二班学生姓名:王友学号: 2003106220312007 年4 月25 日文献综述:液压卷花机综述1 前言液压卷花机是一种利用液体压力来传递能量,以实现各种压力加工工艺的机床。
由该机器生产的各种花形可用在围栏,大门,台,椅,扶梯,窗,招牌,艺术品等地方。
[1]随着人民生活水平提高,这些铁艺制品必然会有较大需求。
另一方面,用液压来实现,能满足用户任意设计的图案,效率高,花形同一性好,体积小,重量轻,功能多,施工方便,劳动强度轻,随着新工艺及新技术的应用,卷花机在金属加工及非金属成形方面的应用越来越广泛,在铁艺行业中的占有份额正在大幅度攀升。
[2]2 卷花机的应用领域卷花机是用在铁艺行业,用来生产铁艺制品的基本单元-----C、S、P、E 四种基本花型和5个几何形态(圆o)、(角/\)、(曲线∩~)、(螺旋线)和(麻花)。
卷花机正是用于加工出这些形状的铁艺制品的机器装备。
[3]3 卷花机的发展现状及主要产品介绍目前,用来制作卷花的设备还非常落后,按动力的来源角度,大体分为四种方式来实现:一、采用手工。
该方法一般为小作坊生产,批量不大,生产效率低,但也能满足个性化的需要,因为它可任意改变花形,但劳动强度高。
二、采用机械方式来实现。
效率有所提高,但制作了的花形的尺寸有限,主要是受动力的限制。
噪声大,能耗大,不能完全满足市场需求。
三、采用锻造方式。
锻造方式来实现的,材料局限性较大,不能用厚板,也加工不出开关复杂的尾部曲卷,效率民不高。
四、采用液压来实现。
采用该方式的优点比较明显在,下面将要介绍。
在铁艺行业市场中,它们四种方式对应对的装备的使用比例大概为2:4:3:1;可见,[4]使用机械方式来加工的占了大多数,使用液压的较少。
3.1 手动方式的代表型号有北京光大利克经贸有限责任公司生产的手动式铁艺轧花工装设备。
它是一种手动式铁艺轧花工装设备,其包括机座,该机座的前部安装有固定模座,在该固定模座上安装有固定模具,在机座的后部安装有固定的丝母,丝杠以螺合方式穿过丝母,通过旋转丝杠,可使该丝杠相对丝母作往复运动,在丝杠的前端按照随该丝杠移动而不随丝杠旋转的方式安装有移动模座,在该移动模座上安装有与上述固定模具配合的移动模具,在上述丝杠的后端安装有于持操作部。
[5]3.2 机械方式代表性的型号有3.2.1 石家庄安邦机械公司的电动弯花机 AB-DW10B[6]加工能力:弯花、弯圆弧、折角:扁钢≤8mm×50mm,方钢:≤25mm×25mm,方管:≤¢10mm;弯小圆:圆钢:≤¢12mm,方钢:≤12mm×12mm;主要特点:1、最大特点为A型机体动力为母机,通过特殊连接件使各机构与A型机动力输出端实现动力联接由此实现了一机多能,可随时升级。
2、各另加机构可与弯花机模具盘更换使用,电动弯花机弯花功能不受任何影响。
3、使用摆线针轮减速机运转平稳,省力、省工、效率高,加工强度大。
4、生产加工的产品尺寸准确,形状规范,一致性好,加工能力大,适于批量生长。
它的出现使铁艺制作出现一个飞跃式的革命。
该机是以AB-DW10A型电动弯花机为机体,通过电动弯花机主轴传递动力,配置弯圆弧机构、折角机构和弯小圆弹簧机构,构成AB-DW10B全能型电动弯花机。
该全能型弯花机除具有A型电动弯花机的全部功能特点外,又通过三个机构,增加了弯弧弯圆、捋直、折角、批量弯小圆的功能。
卷曲部份特点分述如下:弯圆弧机构:该机构安装在电动弯花机台面上,通过电动弯花机主轴传递动力,完成圆钢、方钢、扁钢弯圆、弧、捋直的工作过程。
该机构的两个主动滚轴由上半轮、下半轮、中间垫片组成,通过变换组合它们的组合位置,可以得到十五种不同的组合尺寸,即可以完成50*10以下各种扁铁、10*10以下各种方钢、¢10以下各种圆钢的弯曲加工工作。
该机构通过控制被动滚轮的压入尺寸大小,可完成不同弧度产品零件的生产加工。
该机构完全使用电动弯花机的电器控制系统控制,操作简便,效率高,适用性好。
弯小圆(弹簧)机构:该机构安装在电动弯花机上,通过弯花机主轴传递动力,完成方钢、圆钢弯弹簧,剖开得到尺寸一致的批量小圆圈。
其操作方法是,将被加工材料装卡在本机构的卡料槽内,开动机器使被加工材料缠绕在轴套的外圆上,形成弹簧,将弹簧切开,断口焊接后磨平即成为所需要的圆形产品。
本机构所生产的产品由于已轴套外圆定位,所以弯成的圆尺寸准确、形状规范,一致性好。
3.2.2 东北林业大学机械厂的万能铁艺成形机[7]“万能铁艺成形机”是由电动机驱动蜗杆减速器,实现低转速大扭矩输出,在机座上安装有牙嵌式离合器来控制加工件的扭曲变形,通过计数控制器可以自动控制扭曲工件的圈数及角度,来实现工件的变形。
当主运动需要垂直时,转动手轮,通过连杆机构,使蜗轮轴由水平方向翻转到垂直方向,以适应不同形状工件的加工需要。
该机结构简单,造价低廉,使用方便,利用胎具可以把多种金属型材料加工成麻花形、圆弧形、梅花形等多种形状,它适用于建筑,装修,环境建设等多方面。
3.2.3 宁夏富盛机械制造有限公司的电动金属扭曲机[8]一种用于对方钢或扁铁之类的型材进行扭曲加工(铁艺)的电动金属扭曲机,包括固定夹头和扭曲夹头,其特点在于固定夹头的底部与固定在机体上的导轨滑动相联;扭曲夹头与固定夹头相对而固定在一设在机体内的减速机的输出轴上,减速机的输入轴与一固定在机体内的电动机相联,在输入轴上还设有一用来检测其转数的光电偶合检测器,其与一用来控制电动机运转的电控装置内的电子计数器相联。
通过电控装置上的按钮可以自动控制工件的扭曲成型,具有节省人力、高效、加工精度高、批量一致性好等优点。
3.3、锻造方式的代表型有:广州郎亚公司的锻铁液压装置[9]该机械装置,包括机壳、带输出轴的电机、液压传动部分、液压缸、模具,液压传动部分把电机上的动力转化为压力,液压传动部分向液压缸传递动力,液压缸端部有一可伸缩柱塞,柱塞推动两模具挤压锻铁形成所需的弯曲形状。
解决了手工工具加工铁艺产品工作效率低,加工的不够规范的问题。
弥补了不能对大尺寸的锻铁进行冷弯加工的缺点。
弯出的铁艺花型更美观。
模具可以更换,适应不同花型的要求。
4 卷花机的发展方向和趋势4.1多工位卷花机的需求将会大幅度增加。
由于加工设备、技术等原因,现在国内多工位卷花机不是很多。
多工位卷花机有很多优点:一,多道工序在一台卷花机中不同的工位完成,减少了卷花机的台数,进而减少了设备占用面积;二,减少了设备的中间送料程序和操作人员;三,提高了生产效率;四,减少了投资成本。
现在一大型的卷花机生产企业在加工及技术上已经具备了多工位卷花机的设计及生产能力。
未来几年内,国内多工位卷花机将在某些行业具有广泛的应用。
4.2快速、高速卷花机在批量生产中能成倍地提高效率。
如果卷花机的效率能提高一倍,则一条生产线可代替两条生产线,在用户投资增加不大的情况下一条线即可代替两条线。
卷花机的及效率的提高还有很大的潜力,各制造商应加这方面的研究与开发,在配合自动上下料装置础上,实现高效率工作。
4.3在环保、节能方面,今后在卷花机的设计及制造中应引起各制造企业的足够重视。
这方面要做好以下几点:①减少卷花机的装机功率,减少工作中的能量损失。
液压系统中尽量减少溢流、节流,合理设计液压系统。
比如一台依靠溢流阀溢流保压的卷花机消耗的能源可能是闭泵保压的卷花机的2倍,依靠蓄能器提高空载速度的系统比快速缸系统浪费能源至少两倍以上。
②提高密封质量,减少液压油泄漏对环境的污染。
⑧减少噪声,对大的噪声源进行隔离和封闭。
5 总结在总结目前,国内外卷花机的发展现状以及今后的发展趋势的情况下,我认当前卷花机还有着以下的几点不足:1、能耗较大,不够环保。
现在有的卷花机的能源利用率不能,仅有50%左右,[4]因为主要是采用的是机械方式作为动力,热损耗较大。
不符合当今提倡的节约型社会的要求。
而且,机械方式的噪音较大,对工人及周边的损害也严重,不人性化。
2、卷花机体积大,占地面积较多。
对企业来说不是一件好事。
3、加工的料的尺寸有限,花形较少。
这主要受动力的限制。
不能完全满足当前的市场需求,在模具上,也可在进行改进。
[7] 4、自动化程度不高,生产率也就不高。
5、现在使用的模具较复杂。
经过综合比较,可采用液压力传动来代替机械传动,并且用模具来实现花形的变化。
采用液压液压传动能有效地克服,上面所说的不足,并且传动平稳,出力较大,从整体来看单位体积的出力比机械的传动方式大得多,体积小。
采用模具来加工,在需要改变花形时,只需要改变模具的形状即可,扩充了机器的加工范围,且又能很好地保证同一批产品形状的一致性。
设计出来的液压卷花系统具有,尺寸精确,生产效率高,劳动强度低,产品质量好的优点。
设计过程也可能遇到以下的问题及解决办法:1、加工件在弯曲过程中力的变化的计算。
难以准确计算出来。
现在拟采用外端回转的非接触型平面蜗卷弹簧,相关的公式来近似得出。
因为该弹簧的弯曲过程与卷化过程相似,在工程上完全可以。
2、在卷花过程力是一个变量,在算液压系统的计算,可把它当成一个常量来看待,以最大的转矩来计算。
3、模具来实现弯花的机械部份与液压部份的结合。
在此采用牙嵌式离合器的原理来使模具与输出动力轴相联接。
4、液压系统的设计。
查资料就解决。
对于该设计我以《机械设计手册新版4》为主要参考资料,该书的主要内容:液压传动与控制、气压传动与控制、液压传动。
在该设计中主要用到:液压传动与控制,液压传动。
这本书中,我能够能够选出适合于本系统要求的液压回路,并且能够用这些加路,设计出液压系统图来。
再参照《机械设计手册单行本液压传动》成大先主编的,可进行液压系统的设计。
对于设计过程中要进行齿轮齿条设计可参照《机械设计手册新版3》中的齿轮传动一章来进行计算。
模具所需弯曲力的计算主要是参考了,《机械设计手册新版2》中的第7篇弹簧中的第5章平面蜗卷弹簧,来近似计算,然后用《材料力学(Ⅰ)》中的第五章来针对实际的模具形状来进行验算。
机构的设计及其布局还参照了阎晓军等的《铁艺制作》中的第十七章弯花机及扭花机。
参考文献[1] 徐刚,鲁洁,黄才元.金属板材冲压成形技术与装备的现状与发展.锻压装备及控制技术.[2] 2004年机床行业企业主要经济指标分析汇总.中国机床工具协会。
[3] 李贵闪,翟华.电液比例控制技术在卷花机中的应用. 2005,(6).[4] 阎晓军等.铁艺制作.黑龙江科学技术出版社.[5] 李运华,史维祥.流体动力技术的现状与发展[J].机床与液压J994(4).[6] 田晋跃.工程机械液压传动新技术[J].液压与气动,1996(3).[7] ILHYDRAUUC PREES DRIVES PAHNKE ENGINEERING.[8] 中川威雄,阿部帮雄,等著.郭青山,杨友志,等译.板料液压加工.天津科学技术出版社,1982.[9]俞新陆,主编.液压机.北京:机械工业出版社,l982.。