数控车工高级工练习图纸
中职数控车床练习系列图纸

要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —00.10142±0.50 6.32 Ø40 —00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控技能练习图册(高级)
课题一固定循环编程一、学习目标1.掌握固定循环的指令功能2.掌握固定循环的编程格式3.掌握固定循环编程加工零件二、实习内容1.编制加工程序2.完成零件的加工三、讲解示范1.讲解(1)单一固定循环的指令格式(2)复合固定循环的指令格式1)外径粗车循环G712)端面粗车循环G723)轮廓粗加工循环G734)精加工循环G70(3)固定循环的应用事项(4)注意事项与文明生产2.示范(1)根据图纸进行编程演示(2)进行仿真加工演示课题练习1练习要求:用给定的两把车刀一次安装调整,最终按程序连续自动加工完成加工图所示的零件。
毛坯尺寸材料φ40铝课题练习2练习要求:用给定的两把车刀一次安装调整,最终按程序连续自动加工完成加工图所示的零件。
毛坯尺寸材料φ铝课题二子程序编程一、学习目标1.掌握子程序的指令功能2.掌握子程序的调用与执行3.掌握子程序编程加工零件二、实习内容1.编制加工程序2.完成零件的加工三、讲解示范1.讲解(1)子程序的概念(2)子程序的指令格式(3)子程序的特殊使用方法(4)子程序的应用事项(5)注意事项与文明生产2.示范(1)根据图纸进行编程举例(2)进行仿真加工演示课题练习3用给定的两把车刀一次安装调整,最终按程序连续自动加工完成加工图所示的零件。
毛坯尺寸材料φ40铝课题练习4练习要求:用给定的两把车刀一次安装调整,最终按程序连续自动加工完成加工图所示的零件。
毛坯尺寸材料φ40铝课题三变量编程(车床)一、学习目标1.了解变量的概念2.掌握变量的类型与表示3.掌握变量编程加工零件二、实习内容1.编制加工程序2.完成零件的加工三、讲解示范1.讲解(1)变量的概念(2)变量的引用(3)算术与逻辑运算(4)转移与循环(5)宏程序的调用(6)注意事项与文明生产2.示范(1)根据图纸进行编程举例(2)进行仿真加工演示课题练习5练习要求:用给定的两把车刀一次安装调整,最终按程序连续自动加工完成加工图所示的零件。
数控车工高级工练习图纸
9.1数控车削(高级)技能实训示例练习一一、实训目的(1)能根据零件图的要求,合理编制加工程序。
(2)保证零件的加工精度及表面粗糙度。
(3)培养学生综合应用的思考能力。
二、加工操作步骤参见GJLX一01图,加工该零件时一般先加工零件左端,然后调头加工零件右端。
加工零件左端时,编程零点设置在零件左端面的轴心线上。
加工零件右端时,编程零点设置在零件右端面的轴心线上。
1.零件左端加工步骤(1)夹零件毛坯,伸出卡盘长度50mm。
(2)钻孔(Φ20 X 29mm)。
(3)车端面。
(4)粗、精加工零件左端轮廓至尺寸要求。
(5)粗加工内孔。
(6)精加工内孔至尺寸要求。
(7)回参考点,程序结束。
2.零件右端面加工步骤(1)夹Φ40外圆。
(2)车端面保证零件总长。
(3)粗加工零件右端轮廓。
(4)精加工零件右端轮廓至尺寸要求。
(5)切槽5 X 1.5至尺寸要求。
(6)粗、精加工螺纹至尺寸要求。
(7)回换刀点,程序结束。
三、注意事项(1)工作需调头加工,注意工件的装夹部位和程序零点设置的位置。
(2)合理选择刀具、切削用量,提高零件加工质量。
(3)注意圆弧坐标点的计算。
刀具选择表五、加工参考程序O0001 (零件左端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0505N30 G0 X19 Z2 (循环起点)N35 G71 U1 R1 (内孔粗加工循环)N40 G71 P45 Q80 U-0.5 W0.1 F0.3N45 G0 X32N50 G1 Z0 F0.1N55 X30 Z-1N60 Z-9N65 X26 Z-16N70 Z-24N75 X20N80 Z-29N85 G0 X100 Z100 (返回换刀点)N90 M05N95 M00 (暂停、测量、补偿)N100 M03 S1000 T0505N105 G0 X19 Z2N110 G70 P45 Q80 (内孔精加工循环)N115 G0 X100 Z100 (返回换刀点)N120 M05N125 M00N130 M03 S600 T0202 (换2号刀车外圆)N135 G0 X52 Z2 (循环起点)N140 G71 U1 R1 (外圆粗加工循环)N145 G71 P150 Q180 U0.5 W0.1 F0.3N150 G0 X37N155 G1 Z0 F0.1N160 X40 Z-1.5N165 Z-24N170 X46N175 X48 Z-25N180 Z-40N185 G0 X100 Z100N190 M05N195 M00N200 M03 S1000 T0202N205 G0 X52 Z2N210 G70 P150 Q180 (外圆精加工循环)N215 G0 X100 Z100N220 M05 (返回换刀点)N225 M30;(程序结束、机床复位)调头加工O0002 (零件右端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0 (循环起点)N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0202 (换2号刀)N30 G0 X52 Z2 (循环起点)N35 G73 U10 R15 (外圆轮廓粗加工循环)N40 G73 P45 Q110 U0.5 W0.1 F0.3N45 G0 X21N50 G1 Z0 F0.1N55 X23.8 Z-1.5N60 Z-25N65 X24N70 Z-30N75 G2 X28 Z-44 R10N80 G1 Z-52N85 X30N90 G3 X40 Z-57 R5N95 G1 Z-64N100 X46N105 X48 Z-65N110 G0 U5N115 X100 Z100 (返回换刀点)N120 T0303 S400 (切槽)N125 G0 X25 Z-25N130 G1 X21 F0.15N135 G0 X25N140 Z-24N145 G1 X21 F0.15N150 Z-25N155 G0 X100N160 Z100N165 M05N170 M00 (暂停、测量、补偿)N175 M03 S1000 T0202N180 G0 X52 Z2N185 G70 P45 Q110 (外圆轮廓精加工循环)N190 G0 X100 Z100N195 T0404 S700 (换4号刀)N200 G0 X26 Z2 (循环起点)N205 G92 X23 Z-22 F1.5 (螺纹切削固定循环)N210 X22.725N215 X22.425N220 X22.125N225 G0 X100 Z100;(返回换刀点)N230 M05N235 M30;(程序结束、机床复位)练习一零件图练习二一、实训目的(1)能根据零件图的要求,合理编制加工程序。
高级数控车工操作技能考核试题及图纸
高级数控车工操作技能考核准备通知单一、试题名称:1.用数控车床车削球头锥套二、设备准备所需设备由各考点准备三、材料准备五、考核准备1.考核场地面积满足鉴定考核要求,且整洁规范,无干扰。
2.考核工位辅助工卡具齐全,照明良好,光线充足。
3.考核场地内安全防护设施齐全,且符合标准。
六、考评人员要求1.考评员应热爱本职工作,遵守考评员守则。
2.考评员必须由具有高级工或技师、中级专业技术职务以上任职资格、对鉴定工作较熟悉的人员担任。
3.考核时,考评员与考生比例为1:2。
4.现场考评员应提前15分钟到达考核现场,按操作技能考核规则运作。
5.记录员做好分数统计及保密工作,评分记录表不得涂改。
高级数控车工操作技能考核试题考生姓名:准考证号:工作单位:----------------------------------- 装订线---------------------------------------------------------------------- 一、试题名称:球头锥套二、操作规定说明:(1)考前15分钟发给考生图样和试件,在考评人员监督下进行加工前准备和编程。
(2)所用材料必须按考试管理制度领用,试件要统一打钢印。
(3)刀具修磨及切削工艺参数选择由操作者独立完成。
(4)加工结束后,应去除毛刺、不允许用锉刀或砂纸打磨加工表面。
(5)严格按安全操作规程操作。
(6)做到工完、料净、场地清。
三、考核时限:1.准备工作:包括刀具准备和编程120分钟。
2.正式操作:240分钟四、考试评分:1.考核采用百分制2.评分方法、评分应由至少2名考评员按《评分记录表》独立评分,最后取所有考评员评分的算术平均值。
五、评分标准:(见评分记录表)高级数控车工操作技能考核评分记录表准考证号:姓名:单位:-----------------------------------装订线--------------------------------------------------------------------试题名称:球头锥套编程与操作时间:360分钟考评员:记分员:年月日。
数控车工高级部分(宏程序G65应用)
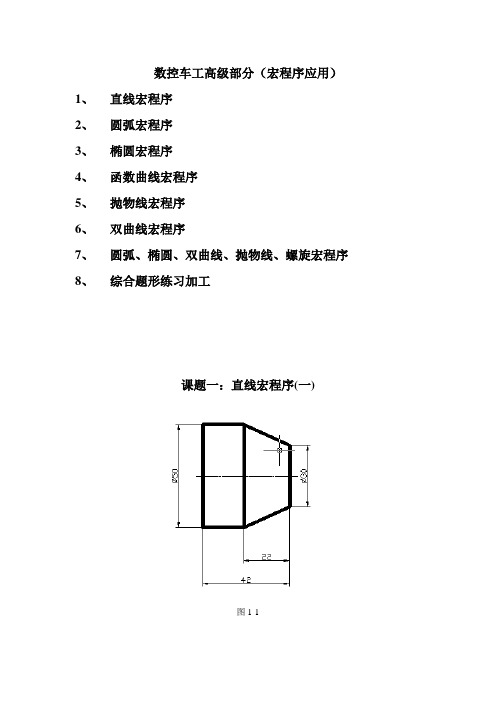
数控车工高级部分(宏程序应用)1、直线宏程序2、圆弧宏程序3、椭圆宏程序4、函数曲线宏程序5、抛物线宏程序6、双曲线宏程序7、圆弧、椭圆、双曲线、抛物线、螺旋宏程序8、综合题形练习加工课题一:直线宏程序(一)图1-1直线方程式:X=KZ+B解题思路:1、直线两点(X 30 , Z 0)(X 50 , Z -22).2、根据线形方程式得:30=K*0+B50=K*(-22)+B得:B=30K=-0.90903、方程式为:X=-0.9090Z+304、长度宏变量范围:Z0 ~Z-225、设自变量#1=0 #2=-226、应用循环语言G65 [ ] DO1END1精加工程序内容:O0001;M03 S1000;T0101;G00 X55 Z2;#1=0;#2=-22;G65 [ #1GE#2 ] DO1;#3= -0.9090*#1+30;G01 X[#3] Z[#1] F0.1#1=#1-0.05END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z2;#1=0;#2=-22;G65 [ #2LE#1 ] DO1;#3= -0.9090*#2+30;G01 X[#3+1] F0.25;G01 Z[#2+0.5] F0.1;G00 U1 W0.5;Z2;#2=#2+2;END1;G00 X100 Z100;M30;课题一:直线宏程序(二)图1-2直线方程式:X=KZ+B解题思路:1、直线两点(X 50 , Z -20)(X 30 , Z -42).2、根据线形方程式得:50=K*-20+B30=K*(-42)+B得:B=68.18K=0.90903、方程式为:X=0.9090Z+68.184、长度宏变量范围:Z-20 ~Z-425、设自变量#1=-20 #2=-426、应用循环语言G65 [ ] DO1END1精加工程序内容:O0001;M03 S1000;T0101;G00 X55 Z-20;#1=-20;#2=-42;G65 [ #1GE#2 ] DO1;#3= 0.9090*#1+68.18;G01 X[#3] Z[#1] F0.1#1=#1-0.05END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z-20;#1=-20;#2=-42;G65 [ #1GE#2 ] DO1;#3= 0.9090*#1+68.18;G01 X[#3+1] Z[#1-0.5] F0.25;G01 Z[#2]G00 U1 W0.5;Z [#1-0.5];#1=#1-2;END1;G00 X100 Z100;M30;课题一:直线宏程序(三)直线方程式:X=KZ+B解题思路:1、直线两点(X 44, Z 0)(X 30 , Z –40).2、根据线形方程式得:44=K*0+B30=K*(-40)+B得:B=44K=0.353、方程式为:X=0.35Z+444、长度宏变量范围:Z0 ~Z-405、设自变量#1=0 #2=-406、应用循环语言G65 [ ] DO1END1精加工程序内容:O0001;M03 S1000;T0101;G00 X28 Z2;#1=0;#2=-40;G65 [ #1GE#2 ] DO1;#3= 0.35*#1+44;G01 X[#3] Z[#1] F0.1#1=#1-0.05END1;G00 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X28 Z2;#1=0;#2=-40;G65 [ #2LE#1 ] DO1;#3= 0.35*#2+44;G01 X[#3-1] F0.25;Z[#2+0.5];G00 U-1 W0.5;Z 2;#2=#2+2;END1;G00 Z100;M30;课题一:直线宏程序(四)直线方程式:图示右斜线直线方程式:X=KZ+B图示左斜线直线方程式:X=KZ+B解题思路:1、直线两点(X 50, Z -20)(X 30 , Z –42).2、直线两点(X30, Z –58)(X 50 , Z –80).3、根据右斜线形方程式得:50=K*-20+B30=K*(-42)+B得:B=68.18K=0.90904、根据左斜线形方程式得:30=K*-58+B50=K*(-80)+B得:B=-22.722K=-0.90905、方程式为:图示右斜线直线方程式:X=0.9090Z+68.18图示左斜线直线方程式:X=-0.9090Z-22.7226、长度宏变量范围:Z-20 ~Z-42 Z-58 Z-807、设自变量#1=-20 #2=-42 #3=58 #4=-808、应用循环语言G65 [ ] DO1END1精加工程序内容(一):O0001;M03 S1000;T0101;G00 X55 Z-20;#1=-20;#2=-42;#3=-58;#4=-80;G65 [ #1GE#2 ] DO1;#5= 0.090*#1+68.18;G01 X[#5] Z[#1] F0.1;W-16;#6=-0.090*#3-22.722G01 X[#6] Z[#3]F0.15;#1=#1-0.05#3=#3-0.05END1;G00 X100 Z100;M30;精加工也可这样编写(二):O0001;M03 S1000;T0101;G00 X55 Z-20;#1=-20;#2=-42;#3=-58;#4=-80;G65 [ #1GE#2 ] DO1;#5= 0.090*#1+68.18;G01 X[#5] Z[#1] F0.1;#1=#1-0.05END1G01 W-16 F0.15;G65 [ #3GE#4 ] DO2;#6=-0.090*#3-22.722G01 X[#6] Z[#3]F0.15;#3=#3-0.05END2;G00 X100 Z100;M30;精加工也可这样编写(三):O0001;M03 S1000;T0101;G00 X55 Z-20;#1=-20;#2=-42;#3=-58;#4=-80;G65 [ #1GE#2 ] DO1;G65 [ #3GE#4 ] DO2;#5= 0.090*#1+68.18;#6=- 0.090*#1-22.722;G01 X[#5] Z[#1] F0.1;G01 W-16;G01 X[#6] Z[#3] F0.1;#1=#1-0.05;#3=#3-0.05;END2;END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z-20;#1=-20;#2=-42;#3=-58;#4=-80;G65 [ #1GE#2 ] DO1;G65 [ #3GE#4 ] DO2;#5= 0.090*#1+68.18;#6=- 0.090*#1-22.722;G01 X[#5+1] Z[#1-0.5] F0.1;G01 X[#6+1] Z[#3+0.5] F0.1;G00 U1 W0.5;Z [#1-0.5];#1=#1-1;#3=#3-1;END2;END1;G00 X100 Z100;M30;课题二:椭圆宏程序(一)1、椭圆第一种应用方程式:X=A*2*SIN(a) Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴) B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度B:为Z轴方向的长度第一种方程式应用解题;3、角度宏变量范围:a=0 ∽ a=904、设自变量#1=0 #2=90 #3=10 #4=255、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z2;#1=0;#2=90;#3=10;#4=25;G65 [ #1LE#2 ] DO1;#5=2*#4*SIN(#1);#6=#3*CON(#1);G01 X [#5] Z[#6-10] F0.15 #1=#1+0.1;END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z2;#1=0;#2=90;#3=10;#4=25;G65 [ #2GE#1 ] DO1;#5=2*#4*SIN(#2);#6=#3*CON(#2);G01 X [#5+1] F0.25;Z[#6-10+0.5] F0.25;G00 U1 W0.5;Z2;#2=#2+3;END1;G00 X100 Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:1、长度宏变量范围:z=0 ∽ z=-102、公式分析化简得:X=SQRT[[1-Z*Z/B*B]*A*A]4、设自变量#1=0 #2=-10 #3=10 #4=255、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z2;#2=0#3=10;#4=25;G65 [ #1GE#2 ] DO1;#5=2*SQRT[[1-#1*#1/#3*#3]*#4*#4] G01 X [#5] Z[#1-10] F0.15#1=#1+0.1;END1;G00 X100 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X55 Z2;#1=10;#2=0;#3=10;G65 [ #2GE#1 ] DO1;#5=2*SQRT[[1-#2*#2/#3*#3]*#4*#4]G01 X [#5+1] F0.25;Z[#2-10+0.5] F0.25;G00 U1 W0.5;Z2;#2=#2+3;END1;G00 X100 Z100;M30;课题二:椭圆宏程序(二)1、椭圆第一种应用方程式:X=A*2*SIN(a) Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2\椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;3、角度宏变量范围:a=0 ∽ a=1504、设自变量#1=90 #2=150 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X30Z2;#1=90;#2=150;#4=40;G65 [ #1LE#2 ] DO1;#5=2*#3*SIN(#1);#6=#4*CON(#1);G01 X [#5] Z[#6] F0.15#1=#1+0.1;END1;G00 U-2;G00 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=90;#2=150;#3=25;G65 [ #2GE#1 ] DO1;#5=2*#3*SIN(#2);#6=#4*CON(#2);G01 X [#5-1] F0.25;Z[#6+0.5] F0.25;G00 U-1 W0.5;Z2;#2=#2+3;END1;G00 Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:3、长度宏变量范围:z=0 ∽ z=-304、公式分析化简得:X=SQRT[[1-Z*Z/B*B]*A*A]4、设自变量#1=0 #2=-30 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X30 Z2;#1=0;#2=-30#3=25;#4=40;G65 [ #1GE#2 ] DO1;#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3] G01 X [#5] Z[#1] F0.15#1=#1-0.1;END1;G00 U-2;G00 Z100;M30;粗加工程序内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=0;#2=-30;#3=25;#4=40;G65 [ #2GE#1 ] DO1;#5=2*SQRT[[1-#2*#2/#4*#4]*#3*#3] G01 X [#5-1] F0.25;Z[#2+0.5] F0.25;G00 U-1 W0.5;Z2;#2=#2-3;END1;G00 Z100;M30;课题二:椭圆宏程序(三)1、椭圆第一种应用方程式:X=A*2*SIN(a) Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;2、角度宏变量范围:a=0 ∽ a=1504、设自变量#1=0 #2=150 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55Z2;#1=0;#2=150;#3=25;#4=40;G65 [ #1LE#2 ] DO1;#5=2*#3*SIN(#1);#6=#4*CON(#1)-40;G01 X [#5] Z[#6] F0.15#1=#1+0.1;END1;G00 X150;G00 Z100;M30;粗加工程序右边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=0;#2=90;#3=25;#4=40;G65 [ #2GE#1 ] DO1;#5=2*#3*SIN(#2);#6=#4*CON(#2)-40;G01 X [#5+1] F0.25;Z[#6+0.5] F0.25;Z2;#2=#2+3;END1;G00 Z100;M30;粗加工程序左边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=90;#2=150;#3=25;#4=40;G65 [ #1LE#2 ] DO1;#5=2*#3*SIN(#1);#6=#4*CON(#1)-40;G01 X [#5+1] Z[#6-0.5] F0.25; Z-80;Z[#6-0.5];#1=#1+3;END1;G00 Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:5、长度宏变量范围:z=0 ∽ z=-306、公式分析化简得:X=SQRT[[1-Z*Z/B*B]*A*A]4、设自变量#1=40 #2=-30 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z2;#1=40;#2=-30#3=25;#4=40;G65 [ #1GE#2 ] DO1;#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3] G01 X [#5] Z[#1-40] F0.15#1=#1-0.1;END1;G00X150;G00 Z100;M30;粗加工程序右边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=40;#2=0;#3=25;#4=40;G65 [ #2LE#1 ] DO1;#5=2*SQRT[[1-#2*#2/#4*#4]*#3*#3] G01 X [#5+1] F0.25;Z[#2+0.5-40] F0.25;G00 U1 W0.5;Z2;#2=#2+3;END1;G00 Z100;M30;粗加工程序左边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=0;#2=-30;#3=25;#4=40;G65 [ #1GE#2 ] DO1;#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3]G01 X [#5+1] Z[#1-0.5-40] F0.25;Z-80G00 U1 W0.5;Z[#1-0.5-40];#1=#1-3;END1;G00 X150 Z100;M30;课题二:椭圆宏程序(四)3、椭圆第一种应用方程式:X=A*2*SIN(a) Z=B*CON(a)A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)2、椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1A:为X轴方的长度(平行与X轴的椭圆轴)B:为Z轴方向的长度(平行与z轴的椭圆轴)第一种方程式应用解题;4、角度宏变量范围:a=24.397 ∽ a=155.6034、设自变量#1=24.397 #2=155.603 #3=20 #4=505、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z-16.93;#1=24.397 ;#2=155.603;#3=20;#4=50;G65 [ #1LE#2 ] DO1;#5=80-2*#3*SIN(#1)-13.477;#6=#4*CON(#1)-50;G01 X [#5] Z[#6] F0.15#1=#1+0.1;END1;G00 X150;G00 Z100;M30;粗加工程序右边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=0;#2=90;#3=25;#4=40;G65 [ #2GE#1 ] DO1;#5=2*#3*SIN(#2);#6=#4*CON(#2)-40;G01 X [#5+1] F0.25;Z[#6+0.5] F0.25;G00 U1 W0.5;Z2;#2=#2+3;END1;G00 Z100;M30;粗加工程序左边内容:O0001;M03 S650;T0101;G00 X30 Z2;#1=90;#2=150;#3=25;#4=40;G65 [ #1LE#2 ] DO1;#5=2*#3*SIN(#1);#6=#4*CON(#1)-40;G01 X [#5+1] Z[#6-0.5] F0.25;Z-80;G00 U1 W0.5;Z[#6-0.5];#1=#1+3;END1;G00 Z100;M30;椭圆第二种应用方程式:X*X/A*A+Z*Z/B*B=1编程:7、长度宏变量范围:z=0 ∽ z=-308、公式分析化简得:X=SQRT[[1-Z*Z/B*B]*A*A]4、设自变量#1=40 #2=-30 #3=25 #4=405、应用循环语言G65 [ ] DO1END1精加工编程内容:O0001;M03 S1000;T0101;G00 X55 Z2;#1=33.07;#2=-33.07#3=20;#4=50;G65 [ #1GE#2 ] DO1;#5=80-2*SQRT[[1-#1*#1/#4*#4]*#3*#3] G01 X [#5] Z[#1-50] F0.15#1=#1-0.1;END1;G00X150;G00 Z100;M30;粗加工平行方式编程内容:O0001;M03 S1000;T0101;G00 X55 Z-16.93;#1=33.07;#2=-33.07#3=20;#4=50;#7=10;#8=0;G65 [ #7GE#8 ] DO2;G65 [ #1GE#2 ] DO1;#5=80-2*SQRT[[1-#1*#1/#4*#4]*#3*#3]; G01 X [#5+#7] Z[#1-50] F0.15;#1=#1-0.1;END1;G00 X60;Z-16.93;#7=#7-1;END2;G00X150;G00 Z100;M30;左右两边粗加工内容:O0001;M03 S1000;T0101;G00 X55 Z-16.93;#1=33.07;#2=0;#10=-33.07#3=20;#4=50;G65 [ #1GE#2 ] DO1;G65 [ #10LE#2 ] DO2;#5=80-2*SQRT[[1-#1*#1/#4*#4]*#3*#3] #6=80-2*SQRT[[1-#10*#10/#4*#4]*#3*#3] G01 X [#5+1] Z[#1-50-0.5] F0.15;Z[#10-50+0.5];G00U2;X [#6+1] Z [#1-50];#1=#1-1;#10=#10+1;END2;END1;G00X150;G00 Z100;M30;课题四:函数曲线宏程序正弦函数曲线方程式:X=A+SIN(A);解题思路:1、A:为正弦函数曲线零线在回转体工件两边上下的中心直径距离¤40MM.2、根据线形方程式得:SIN(A)角度A为正弦函数曲线的变量方式:共角度度数为720°(90 ----810)3、将共长60与共角度720°等分成1000等分。
技校用数控车床练习系列图纸.
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
《数控车工》三级操作图纸
《数控车工》(三级)
试题单
试题代码:2.1.1
试题名称:加工配合件(外圆车刀、外螺纹车刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外螺纹车刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号2.1.1);
2、操作内容
(1)根据零件图纸(图号2.1.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.1.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控车工》(三级)
试题单
试题代码:2.2.1
试题名称:加工配合件(左偏刀、右偏刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号2.2.1);
2、操作内容
(1)根据零件图纸(图号2.2.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.2.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9.1数控车削(高级)技能实训示例练习一一、实训目的(1)能根据零件图的要求,合理编制加工程序。
(2)保证零件的加工精度及表面粗糙度。
(3)培养学生综合应用的思考能力。
二、加工操作步骤参见GJLX一01图,加工该零件时一般先加工零件左端,然后调头加工零件右端。
加工零件左端时,编程零点设置在零件左端面的轴心线上。
加工零件右端时,编程零点设置在零件右端面的轴心线上。
1.零件左端加工步骤(1)夹零件毛坯,伸出卡盘长度50mm。
(2)钻孔(Φ20 X 29mm)。
(3)车端面。
(4)粗、精加工零件左端轮廓至尺寸要求。
(5)粗加工内孔。
(6)精加工内孔至尺寸要求。
(7)回参考点,程序结束。
2.零件右端面加工步骤(1)夹Φ40外圆。
(2)车端面保证零件总长。
(3)粗加工零件右端轮廓。
(4)精加工零件右端轮廓至尺寸要求。
(5)切槽5 X 1.5至尺寸要求。
(6)粗、精加工螺纹至尺寸要求。
(7)回换刀点,程序结束。
三、注意事项(1)工作需调头加工,注意工件的装夹部位和程序零点设置的位置。
(2)合理选择刀具、切削用量,提高零件加工质量。
(3)注意圆弧坐标点的计算。
刀具选择表五、加工参考程序O0001 (零件左端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0505N30 G0 X19 Z2 (循环起点)N35 G71 U1 R1 (内孔粗加工循环)N40 G71 P45 Q80 U-0.5 W0.1 F0.3N45 G0 X32N50 G1 Z0 F0.1N55 X30 Z-1N60 Z-9N65 X26 Z-16N70 Z-24N75 X20N80 Z-29N85 G0 X100 Z100 (返回换刀点)N90 M05N95 M00 (暂停、测量、补偿)N100 M03 S1000 T0505N105 G0 X19 Z2N110 G70 P45 Q80 (内孔精加工循环)N115 G0 X100 Z100 (返回换刀点)N120 M05N125 M00N130 M03 S600 T0202 (换2号刀车外圆)N135 G0 X52 Z2 (循环起点)N140 G71 U1 R1 (外圆粗加工循环)N145 G71 P150 Q180 U0.5 W0.1 F0.3N150 G0 X37N155 G1 Z0 F0.1N160 X40 Z-1.5N165 Z-24N170 X46N175 X48 Z-25N180 Z-40N185 G0 X100 Z100N190 M05N195 M00N200 M03 S1000 T0202N205 G0 X52 Z2N210 G70 P150 Q180 (外圆精加工循环)N215 G0 X100 Z100N220 M05 (返回换刀点)N225 M30;(程序结束、机床复位)调头加工O0002 (零件右端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0 (循环起点)N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0202 (换2号刀)N30 G0 X52 Z2 (循环起点)N35 G73 U10 R15 (外圆轮廓粗加工循环)N40 G73 P45 Q110 U0.5 W0.1 F0.3N45 G0 X21N50 G1 Z0 F0.1N55 X23.8 Z-1.5N60 Z-25N65 X24N70 Z-30N75 G2 X28 Z-44 R10N80 G1 Z-52N85 X30N90 G3 X40 Z-57 R5N95 G1 Z-64N100 X46N105 X48 Z-65N110 G0 U5N115 X100 Z100 (返回换刀点)N120 T0303 S400 (切槽)N125 G0 X25 Z-25N130 G1 X21 F0.15N135 G0 X25N140 Z-24N145 G1 X21 F0.15N150 Z-25N155 G0 X100N160 Z100N165 M05N170 M00 (暂停、测量、补偿)N175 M03 S1000 T0202N180 G0 X52 Z2N185 G70 P45 Q110 (外圆轮廓精加工循环)N190 G0 X100 Z100N195 T0404 S700 (换4号刀)N200 G0 X26 Z2 (循环起点)N205 G92 X23 Z-22 F1.5 (螺纹切削固定循环)N210 X22.725N215 X22.425N220 X22.125N225 G0 X100 Z100;(返回换刀点)N230 M05N235 M30;(程序结束、机床复位)练习一零件图练习二一、实训目的(1)能根据零件图的要求,合理编制加工程序。
(2)熟悉非圆曲线的参数方程。
(3)掌握数控车非圆曲线成形面的编程与加工的基本方法(4)培养学生综合应用的思考能力。
二、加工操作步骤参见GJLX一02图,加工该零件时一般先加工零件左端,然后调头加工零件右端。
加工零件左端时,编程零点设置在零件左端面的轴心线上。
加工零件右端时,编程零点设置在零件右端面的轴心线上。
1.零件左端加工步骤(1)夹零件毛坯,伸出卡盘长度50mm。
(2)钻孔(Φ20 X 25mm)。
(3)车端面。
(4)粗、精加工零件左端轮廓至尺寸要求。
(5)粗加工内孔。
(6)精加工内孔至尺寸要求。
(7)回参考点,程序结束。
2.零件右端面加工步骤(1)夹Φ42外圆。
(2)车端面保证零件总长。
(3)粗加工零件右端轮廓。
(4)精加工零件右端轮廓至尺寸要求。
(5)切槽5 X 2至尺寸要求。
(6)粗、精加工螺纹至尺寸要求。
(7)回换刀点,程序结束。
三、注意事项(1)工作需调头加工,注意工件的装夹部位和程序零点设置的位置。
(2)合理选择刀具、切削用量,提高零件加工质量。
(3)注意椭圆坐标点的计算与编程。
(4)注意加工时零件的装夹部位。
刀具选择表五、加工参考程序O0001 (零件左端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0505N30 G0 X19 Z2 (循环起点)N35 G71 U1 R1 (内孔轮廓粗加工循环)N40 G71 P45 Q70 U-0.5 W0.1 F0.3N45 G0 X34N50 G1 Z0 F0.1N55 G2 X34 Z-2 R2N60 G1 Z-10N65 X26N70 Z-22N85 G0 X100 Z100 (返回换刀点)N90 M05N95 M00 (暂停、测量、补偿)N100 M03 S1000 T0505N105 G0 X19 Z2N110 G70 P45 Q70 (内孔轮廓精加工循环)N115 G0 X100 Z100 (返回换刀点)N120 M05N125 M00N130 M03 S600 T0202 (换2号刀车外圆)N135 G0 X52 Z2 (循环起点)N140 G71 U1 R1 (外圆轮廓粗加工循环)N145 G71 P150 Q180 U0.5 W0.1 F0.3N150 G0 X40N155 G1 Z0 F0.1N160 X42 Z-1N165 Z-23N170 X46N175 X48 Z-24N180 Z-35N185 G0 X100 Z100N190 M05N195 M00N200 M03 S1000 T0202N205 G0 X52 Z2N210 G70 P150 Q180 (外圆轮廓精加工循环)N215 G0 X100 Z100N220 M05 (返回换刀点)N225 M30;(程序结束、机床复位)调头加工O0002 (零件右端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0 (循环起点)N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0202 (换2号刀)N30 G0 X52 Z2 (循环起点)N35 G73 U10 R15 (外圆轮廓粗加工循环)N40 G73 P45 Q145 U0.5 W0.1 F0.3N45 G0 X26N50 G1 Z0 F0.1N55 X28 Z-1N60 X30 Z-15N65 Z-22N70 X32N75 X34.8 Z-23.5N80 Z-45N85 X36.826N90 X38.826 Z-46N95 G65 H01 P#101 Q-75522 (椭圆加工)N100 G65 H31 P#102 Q26000 R#101N105 G65 H32 P#103 Q20000 R#101N110 G65 H02 P#104 Q#102 R64000N115 G65 H03 P#105 Q#103 R51000N120 G65 H02 P#101 Q#101 R-1000N125 G1 X#104 Q#105 F0.1N130 G65 H85 P100 Q#105 R-63779N135 G1 X48 Z-70N140 G0 U10N145 X100 Z100N150 T0303 S400N155 G0 X40 Z-45N160 G1 X32 F0.15N165 G0 X40N170 Z-45N175 G1 X32 F0.15N180 Z-45N185 G0 X100N190Z100N195 M05N200 M00 (暂停、测量、补偿)N205 M03 S1000 T0202N210 G0 X52 Z2N215 G70 P45 Q145 (外圆轮廓精加工循环)N220 G0 X100 Z100N225 T0404 S700 (换4号刀)N230 G0 X40 Z-20 (循环起点)N235 G92 X34 Z-43 F1.5 (螺纹切削固定循环)N240 X33.5N245 X33.3N250 X33.125N255 G0 X100 Z100;(返回换刀点)N260 M05N265 M30;(程序结束、机床复位)练习二零件图练习三一、实训目的(1)能根据零件图的要求,合理编制加工程序。
(2)熟悉非圆曲线的参数方程。
(3)培养学生综合应用的思考能力。
二、加工操作步骤参见GJLX一03图,加工该零件时一般先加工零件左端,然后调头加工零件右端。
加工零件左端时,编程零点设置在零件左端面的轴心线上。