多次压合不对称盲孔板翘曲问题解决方案
纸板翘曲最新解决方案(下)

书山有路勤为径;学海无涯苦作舟
纸板翘曲最新解决方案(下)
闭回路系统控制
现在大部分纸箱生产厂不但依靠操作人员主观测定瓦楞纸板翘曲问题,
而且如何控制并减少纸板翘曲程度的工作也是由控制机器的操作人员来完成的。
操作人员通过调整参数解决纸板翘曲问题,而这些参数调整也带有强烈的主观性——堆码机上的操作人员根据主观测评决定参数调整的数值。
操作人员能否成功地控制并减少纸板翘曲程度完全取决于其工作技巧、经验和培训熟练程度。
即使在最好的瓦楞纸箱生产厂,对瓦楞纸板翘曲程度的判定也参差不齐。
现在,这些过去依靠操作人员的技巧和劳动才能实现的纸板翘曲判定可以通过Svncro ProfileSPl 200系统提供的反馈数据来
替代。
Syncro Profile SPl200系统可以直接控制导致纸板翘曲的各项参数,从而可以保证平整的瓦楞纸板生产,减少对人员操作技巧的依赖性,节省了劳动力资源,有助于工厂劳动力资源重新分配,使纸箱生产厂最大程度地获益。
为了能最大程度地降低纸板翘曲程度,Syncro Profile SPl200系统与
整个瓦楞纸板生产线控制系统实现了最优化集成,在机器各个位置上所有翘曲臂角度参数、面纸含水量和温度、上胶空隙设定和机器速度都可以被测量并记录下来。
在实时生产中生产的数据信息还可以与控制运算法相结合。
减少退货数量提高客户满意度
专注下一代成长,为了孩子。
多层印制板翘曲的原因分析及对策

多层印制板翘曲的原因分析及对策庄伟洲(汕头超声印制板公司,广东 汕头 515041)摘 要 翘曲是多层板生产中最常见而又最难解决的缺陷。
文章针对多层板在设计生产中容易产生板件翘曲的因素加以分析与分类,并同时提出一些常见的解决方式。
关键词 多层板;翘曲;热膨胀系数;不对称中图分类号:TN 41 文献标识码:A 文章编号:1009-0096(2020)06-0019-04Analysis and countermeasures of MLB bow and twistZhuang WeizhouAbstract Bow and twist is the most common and difficult defect in the production of multilayer board. In this paper it analyzes and classifies the factors which are easy to produce bow and twist in the design and production of MLB and puts forward some common solutions.Key words MLB; Bow and Twist; CTE (Coefficient of Thermal Expansion ); Non-Symmetric0 引言翘曲是多层板生产中最常见而又最难解决的缺陷。
随着PCB 行业与表面贴装工艺的发展,PCB 线路密集度越来越高,表面贴装的零件也越来越多,PCB 自身的翘曲变形对贴装工艺的影响也越来越高。
当翘曲过大时,不仅给电子产品安装带来困难,还会导致器件断裂等可靠性隐患。
如何解决翘曲问题,目前业界并没有一个彻底解决的标准做法,故本文重点结合实际生产碰到的案例,对影响多层板件翘曲产生的原因进行分析,并提出相应的改善对策,供同行参考改善。
翘曲与变形问题探讨与解决方式 ppt课件
15/
三、进料口残留应力造成变形及对策
进料点于安全玻璃侧易因残留 应力造成变形( ×)
一、如图是两刷饰板的进料方式于安全玻璃侧, 易因料口残留应力而变形;(尤其是耐热测试 后NG) 二、对策:一般如从安全玻璃侧进料,必需采 针点进料,不会因保压时的过量充填而变形。
翘曲与变形问题探讨与解决方式
翘曲与变形问题探讨与解决方式
13/
三、变形的原因:过量充填造成残留应力
因為塑料具有很高的可壓縮性,過度充 填往往是造成翹曲的主因,充填多模穴 時,塑料會先流往比較沒有組力的料道, 常造成部份模穴過量充填,部份模穴充 填不足。 而單一模穴充填時,由於模穴內部充填 難易程度不同,也會有相同現象。 充填不足區域有較低方向性及收縮率, 導致成品收縮不均一,致使成品發生翹 曲。
翘曲与变形问题探讨与解决方式
18/
三、风扇的平衡性对策
模具
原因
1.射压大 2.保压压力大 3.保压时间长 4.树脂熔融不足 5.料温低 6.射速慢
1.离模不良 2.顶出不当(不平衡) 3.冷却不均或不完全 4.料口太宽 5.模温高 6.型芯、型腔温差大 翘曲与变形7问.顶题出探讨面与积解决不方式足
材料 1.回火处理不当
3/
一、弯曲变形原因
一、L形弯曲变形的原因如左图型腔与型芯的 冷却面积不同,热容量不同,使成形品的转角 部中心发生冷却较慢,体积收缩时往内侧拉。 (拉力与轴间距离偏位而发生弯曲力矩)如图 的点线。 二、在箱形产品的4个角落8个位置也会有内弯 变形的现象。
翘曲与变形问题探讨与解决方式
14/
三、KHS130334轴心变形
进料口厚度加大
一、问题:产品允许轴心变形量0.5mm,凯华变形量2.0mm; 二、原因:直径Φ7,实心的中心冷却慢收缩大,造成轴心翘曲; 三、对策:进料口厚度1.5加大到3.0mm,使保压效果加大,(必须靠保压将收缩不 足料量推入,并拉长冷却时间)。 四、最后效果凯华变形在0.49 ~0.55mm,判定合格。
翘曲度作业指导书
篇一:板翘曲度的翘曲度超标准,会影响时的焊接。
那么导致板翘曲度超标准的原因有哪些,解决办法是什么呢?本文将对此作探讨:翘曲度超标准原因分析:1、层间芯板及半固化片排列不对称;2、两面图形面积差异太大;3、层间存在不对称的盲埋孔设计,比如四层时,设计1-3的盲孔。
解决方法:1、层间芯板及半固化片的排列采用对称设计;2、尽量减少外层a面、b面的线路图形面积差异,若a面为大铜面,而b面仅走几根线,印制板在蚀刻后就很容易翘曲,可以添加一些独立的网格来解决;3、时尽量使盲孔的结构对称,减少不对称盲埋孔的设计,这样能保证成品板的板曲。
如果无法设计成对称结构,板曲的标准就需要放宽才能做到。
pcb板的翘曲度介绍首先说的是覆铜的时候是网格好还是全铜好,大的板子,网格铜好,因为全铜在受到外力的时候会保持翘曲情况,网格的就不会保持~会恢复到原来的平整情况,一般工艺边也留铜目的就是要保障板子的翘曲度。
ipc标准翘曲度小于0.75%,即为合格产品!如何测量,首先将pcb板放于大理石平台或大于5mm厚的玻璃板上使用塞规测量角落最大的尺寸然后用尺量取pcb对角的长度两个数相除,如果大于千分之七就不合格篇二:作业指导书yeepin依品生产中心各岗位作业指导书一、压门、压板作业指导书1、目的规范压门及板工序作业,确保产品符合质量要求(不变形、不开裂)。
2、设备工具材料压机、气钉枪、刷子、滚筒、白乳胶、修边机等。
3、作业准备3.1 看清图纸,检查工件的规格、形状、数量,表面是否存在磕伤、磨痕、磨花、崩边等;3.2 将机台(包括光板上的胶垢)及作业场地用气枪清理干净,并保持随时清洁。
3.3 检查压机油泵、油路是否通畅及有无漏油现象;3.4 检查热压机是否良好,操作是否正常(热压机操作人员需经培训,熟练掌握操作规程并经考核合格后方可上岗),压门前提前打开热压机电源,对压机钢板进行预热,加热温度在100-110℃之间。
4、工作内容4.1压门扇;4.2工件表面用气枪清理干净;4.3用滚筒进行涂胶,涂胶要均匀,胶量不要过大,将溢出的胶液擦净;4.4 将涂胶后的工件按图纸要求放入压机中,要放置平整、对端,然后开启压机电源开关,将活动压盘压下,同时观测压力表;4.5 压门时压力不得超过 t,时间为8-10分钟,门扇取出后进行平堆放,必须等门扇温度冷却后才能允许下一道工序。
胶合板压贴时的缺陷及解决办法12
一、鼓泡和局部脱胶产生的原因:1、单板含水率太高或干燥不均匀2、涂胶量过大3、降压速度过快或热压温度过高4、树脂缩合程度不够5、热压时间不足解决的方法:1、控制单板含水率在8~12%的范围内2、控制涂胶量符合工艺要求3、降压第二阶段速度应缓慢,热压温度应适当降低4、检查树脂质量5、适当延长热压时间二、胶合强度低或脱胶产生的原因:1、胶液质量差2、涂胶量不足或涂胶不均匀3、陈化时间过长,胶液已干或陈化时间太短,胶未形成连续的胶膜4、压力不足,或温度过低,或热压时间太短5、单板毛刺沟痕太深,旋切质量差6、单板含水率太高解决的方法:1、检查胶液质量2、注意涂胶量适中而均匀3、主要控制陈化时间4、适当提高压力含温度,或延长热压时间5、提高单板旋切质量6、控制单板含水率不超过规定的范围三、透胶产生的原因:1、单板质量太差,背面裂隙过大2、胶液太稀或涂胶量过大,陈化时间过短3、热压的温度过高或压力过大解决的方法:1、提高单板质量,减小背面裂隙深度2、提高胶液浓度,减少涂胶量,延长陈化时间3、降低热压温度或降低热压的单位压力四、芯板叠层离缝产生的原因:1、芯板未整张化,手工排芯间隙掌握不准2、装板时芯板移动错位3、芯板边部不齐4、芯板边部有荷叶边或裂口解决的办法:1、芯板整张化或涂胶陈化后再排芯2、装板时防止芯板错位3、芯板边部剪切齐直4、提高芯板旋切和干燥质量,防止荷叶边和裂口五、翘曲产生的原因:1、胶合板结构和加工工艺不符合对称原则2、单板含水率不均匀3、温度、压力过高解决的方法:1、注意遵守对称原则2、提高单板干燥质量3、适当降低温度和压力六、胶合板厚薄不一或超出允许的公差范围产生的原因:1、每个间隔中热压张数过大2、单板厚薄不一3、压板倾斜或柱塞倾斜4、胶合板板胚厚度计算不正确或热压工艺中压力过大,温度过高解决的方法:1、尽可能采用一张一压的热压工艺2、提高单板质量3、压机安装校正成水平4、调整板胚搭配厚度,调整压力和温度七、板面压痕产生的原因:1、垫板表明凹凸不平2、垫板表面粘有胶块或杂物3、单板碎片或杂物夹入板层间解决的办法:1、检查、更换垫板2、检查垫板、清理干净3、配胚时注意清楚对于胶合板热压时出现的胶合强度低,鼓泡和局部脱胶等缺陷,我处主要总结了以下三点:1,单板质量要好,并且含水率要低;2,热压工艺要合理;3,胶粘剂质量和使用要好。
改善积层式单面盲孔板的翘曲

( )压 合 次 数 差 异 , 存 在 固 化 状 态 、 涨 缩 系 3 数 、 机械 应 力 等 因 素 影 响 。第 一 次压 合 为 在L1 2 、L
层上 压 合L 层 ,在第 二 次压 合 时 ( 3 压合 L . 6 ) , 1L 层 则 形成 L1L 层 经 受两 次 压合 ,固然 存 在 固化状 态 、 .3
.
.
印 制 电路 信 息 2 1 o3 0 0N .
检验与测试 Iset n&Ts np ci o et
改 善 多层 板翘 曲最行 之有 效 的根本 方法 。
通 过 采 取 各 项 适 当 措 施对 层 压程 序进 行 适 当优 化 ,并对 叠层 设计 进 行适 当 的调整 :
厚 ,而 L 层 为Ho铜 厚 ,铜 厚叠 构不 对称 也 是 印制板 1 z
a ay i n ec repo dn n lssa dt o r s n ig i h mpr v m e t e s r sf r h s mm ercsr cu ea dg a h cd sg f o e n a u e o ea y m t ti tu t r n r p i e in o PCB o r . b ad
K y wo d sn l- l d v a wa p g , r s ; h r l t s ; r p e e rs ig e b i i ; r a e p e ቤተ መጻሕፍቲ ባይዱ t e ma r s p e r g n s e
随着 电子产 品制 造 技术 的迅 速 高 水平 化 、 电子 产 品的小 型化 、轻量化 、 高功 能化 、以及表 面贴装 技 术 ( MT 的快速 发 展 ,要求 印制 电路板 本 身 的 弯 S ) 曲/ 曲度 、P B 接 时 连接 盘 和 焊垫 的共 面性 与 平 翘 C 焊
注塑制品龟裂、翘曲变形等4种缺陷如何改善?

注塑制品龟裂、翘曲变形等4种缺陷如何改善?一、龟裂是塑料制品较常见的一种缺陷,产生的主要原因是由于应力变形所致。
主要有残余应力、外部应力和外部环境所产生的应力变形。
残余应力残余应力引起的龟裂主要由于以下三种情况,即充填过剩、脱模推出和金属镶嵌件造成的。
其解决方法主要可在以下几方面入手:充填过剩:①由于直浇口压力损失最小,所以,如果龟裂主要产生在直浇口附近,可考虑改用多点分布点浇口、侧浇口及柄形浇口方式。
②在保证树脂不分解、不劣化的前提下,适当提高树脂塑化温度可以降低熔融粘度,提高流动性,同时也可以降低注射压力,以减小应力。
③一般情况下,模温较低时容易产生应力,应适当提高温度。
但当注射速度较高时,即使模温低一些,也可减低应力的产生。
④注射和保压时间过长也会产生应力,将其适当缩短或进行多次保压切换效果较好。
⑤非结晶性树脂,如AS树脂、ABS树脂、PMMA树脂等较结晶性树脂如聚乙烯、聚甲醛等容易产生残余应力,应予以注意。
脱模推出:脱模推出时,由于脱模斜度小、模具型腔及凸模粗糙,使推出力过大,产生应力,有时甚至在推出杆周围产生白化或破裂现象。
只要仔细观察龟裂产生的位置,即可确定原因。
金属镶嵌件:在注射成型的同时嵌入金属件时,最容易产生应力,而且容易在经过一段时间后才产生龟裂,危害极大。
这主要是由于金属和树脂的热膨胀系数相差悬殊产生应力,而且随着时间的推移,应力超过逐渐劣化的树脂材料的强度而产生裂纹。
通用型聚苯乙烯基本上不适于加镶嵌件,而镶嵌件对尼龙的影响最小。
由于玻璃纤维增强树脂材料的热膨胀系数较小,比较适合嵌入件。
另外,成型前对金属嵌件进行预热,也具有较好的效果。
外部应力这里的外部应力,主要是因设计不合理而造成应力集中,特别是在尖角处更需注意。
外部环境化学药品、吸潮引起的水降解,以及再生料的过多使用都会使物性劣化,产生龟裂。
二、充填不足充填不足的主要原因有以下几个方面:树脂容量不足、型腔内加压不足、树脂流动性不足、排气效果不好。
不对称高频混压结构印制电路板压合翘曲问题研究

不对称高频混压结构印制电路板压合翘曲问题研究杨先卫 孙志鹏 黄金枝(惠州中京电子科技有限公司,广东 惠州 519029)摘 要 为满足信号传送高频高速化,印制电路板通常会采用低Dk低Df等价格昂贵的特殊材料,为了降低成本,结构设计上通常采用混压结构,即必要的信号层采用高频材料满足信号传输,其它层采用普通FR-4材料。
但是给电路板的制作带来一些问题,最为突出的是压合后板翘曲问题。
文章选取典型的混压结构产品,分享压合关键技术,如何有效的克服板翘曲问题。
关键词 5G 印制电路板;混压结构;翘曲中图分类号:TN 41 文献标识码:A 文章编号:1009-0096(2020)08-00044-05 Study on the warping problem of PCB with high frequency hybrid and asymmetric structureYang Xianwei Sun Zhipeng Huang JinzhiAbstract In order to meet the high-frequency and high-speed signal transmission application, low D k/low D f materials are usually demanded for PCB. On the other hand, the cost also takes a significant role in 5G Market promotion, so hybrid structure is then used in the production structure to reduce cost, that is, the necessary signal layer uses high frequency materials or high speed materials to meet the signal transmission, and the other layer uses ordinary FR-4 materials. But for the PCB, there are some problems. The most prominent one is the warpage of hybrid structure. In this paper, it chooses the typical hybrid structure to share and talk about the key points of lamination, and how to overcome the warpage of plate effectively.Key words 5G PCB; Hybrid Structure; Warpage0 前言5G通信的兴起,这一个非常庞大而复杂的系统导致5G用印制电路板(PCB)向大尺寸、高多层、高频高速低损耗、高密度、刚挠结合、高低频混压方向发展,无线通信、光纤通信、高速数据网路产品不断推出,信息处理高频、高速化的趋势愈加明显。
pcb防翘曲方法 -回复
pcb防翘曲方法-回复"Pcb防翘曲方法"是指在设计和制造过程中采取一系列措施,以减少或消除印刷电路板(PCB)在使用过程中产生的翘曲现象。
翘曲现象可能导致电子设备的稳定性和可靠性问题,因此解决该问题十分重要。
本文将一步一步回答如何实施PCB防翘曲方法,以确保PCB的质量和性能。
第一步:优化PCB设计一个合理的PCB设计是预防翘曲问题的第一步。
以下措施可用于优化PCB 设计:1.选择合适的PCB基材:选择具有较低膨胀系数和良好热性能的基材,例如FR-4等。
2.控制板厚度:根据应用需求合理选择板厚度,避免过于薄或过于厚的情况。
3.避免过大的单一铜箔,特别是对于多层板。
使用较小的铜箔分布可以有效减少板翘曲的风险。
4.合理分配地平面和电源平面:地平面和电源平面的充分使用可以均衡热分布和电流流动,减少热膨胀和压力。
第二步:PCB材料处理适当处理PCB材料可以减少翘曲的风险。
以下方法可用于处理PCB材料:1.控制基材的湿度:在使用PCB基材之前,确保其湿度达到设备制造商的规定要求。
通过在制造过程中保持基材的稳定湿度,可以减少翘曲的发生。
2.平衡双面铜箔:对于双面PCB,确保通过调整铜箔的重量和分布来平衡两侧的力,减少翘曲风险。
第三步:层间预压和材料层压层间预压和材料层压是PCB制造过程中防翘曲的重要步骤。
以下方法可用于层间预压和材料层压:1.层间预压:层间预压是在PCB层叠过程中应用压力和热量,使各层之间的压力均衡,减少材料层间应力的累积。
这可以通过在预压过程中使用加热板和压实机来实现。
2.材料层压:在层压过程中,正确控制层与层之间的压力均衡和温度均衡非常重要。
这可以通过使用具有均匀热量分配和负责加压的设备来实现。
同时,选择高质量的层压胶片和层与层之间的涂层可提高PCB的层间粘合度和牢度。
第四步:温度控制和加热处理温度控制和加热处理是在PCB制造过程中防翘曲的关键步骤。
以下方法可用于温度控制和加热处理:1.温度控制:在整个PCB制造过程中,特别是在层压过程中,严格控制温度是防止翘曲的关键。
针对PCB板翘曲如何解决

针对PCB板翘曲如何解决
针对PCB板翘曲如何解决?
线路板翘曲会造成元器件定位不准;板弯在SMT,THT时,元器件插脚不整,将给组装和安装工作带来不少困难。
IPC-6012,SMB--SMT的线路板最大翘曲度或扭曲度0.75%,其它板子翘曲度一般不超过1.5%;电子装配厂允许的翘曲度(双面/多层)通常是0.70---0.75%,(1.6mm板厚)实际上不少板子如SMB,BGA板子要求翘曲度小于0.5%;部分工厂甚至小于0.3%;PC-TM-650 2.4.22B
翘曲度计算方法=翘曲高度/曲边长度
线路板翘曲的预防:
1、工程设计:层间半固化片排列应对应;
多层板芯板和半固化片应使用同一供应商产品;
外层C/S面图形面积尽量接近,可以采用独立网格;
2、下料前烘板
一般150度6--10小时,排除板内水汽,进一步使树脂固化完全,消除板内的应力;开料前烘板,无论内层还是双面都需要!
3、多层板叠层压板前应注意板固化片的经纬方向:
经纬向收缩比例不一样,半固化片下料叠层前注意分清经纬方向;芯板下料时也应注意经纬方向;一般板固化片卷方向为经向;覆铜板长方向为经向;
4、层压厚消除应力压板後冷压,修剪毛边;
5、钻孔前烘板:150度4小时;
6、薄板最好不经过机械磨刷,建议采用化学清洗;电镀时采用专用夹具,防止板弯曲折叠
7、喷锡後方在平整的大理石或钢板上自然冷却至室温或气浮床冷却後清洗;
翘曲板处理:
150度或者热压3--6小时,采用平整光滑的钢板重压,2-3次烘烤。
胶合板压贴时的缺陷及解决办法12

一、鼓泡和局部脱胶产生的原因:1、单板含水率太高或干燥不均匀2、涂胶量过大3、降压速度过快或热压温度过高4、树脂缩合程度不够5、热压时间不足解决的方法:1、控制单板含水率在8~12%的范围内2、控制涂胶量符合工艺要求3、降压第二阶段速度应缓慢,热压温度应适当降低4、检查树脂质量5、适当延长热压时间二、胶合强度低或脱胶产生的原因:1、胶液质量差2、涂胶量不足或涂胶不均匀3、陈化时间过长,胶液已干或陈化时间太短,胶未形成连续的胶膜4、压力不足,或温度过低,或热压时间太短5、单板毛刺沟痕太深,旋切质量差6、单板含水率太高解决的方法:1、检查胶液质量2、注意涂胶量适中而均匀3、主要控制陈化时间4、适当提高压力含温度,或延长热压时间5、提高单板旋切质量6、控制单板含水率不超过规定的范围三、透胶产生的原因:1、单板质量太差,背面裂隙过大2、胶液太稀或涂胶量过大,陈化时间过短3、热压的温度过高或压力过大解决的方法:1、提高单板质量,减小背面裂隙深度2、提高胶液浓度,减少涂胶量,延长陈化时间3、降低热压温度或降低热压的单位压力四、芯板叠层离缝产生的原因:1、芯板未整张化,手工排芯间隙掌握不准2、装板时芯板移动错位3、芯板边部不齐4、芯板边部有荷叶边或裂口解决的办法:1、芯板整张化或涂胶陈化后再排芯2、装板时防止芯板错位3、芯板边部剪切齐直4、提高芯板旋切和干燥质量,防止荷叶边和裂口五、翘曲产生的原因:1、胶合板结构和加工工艺不符合对称原则2、单板含水率不均匀3、温度、压力过高解决的方法:1、注意遵守对称原则2、提高单板干燥质量3、适当降低温度和压力六、胶合板厚薄不一或超出允许的公差范围产生的原因:1、每个间隔中热压张数过大2、单板厚薄不一3、压板倾斜或柱塞倾斜4、胶合板板胚厚度计算不正确或热压工艺中压力过大,温度过高解决的方法:1、尽可能采用一张一压的热压工艺2、提高单板质量3、压机安装校正成水平4、调整板胚搭配厚度,调整压力和温度七、板面压痕产生的原因:1、垫板表明凹凸不平2、垫板表面粘有胶块或杂物3、单板碎片或杂物夹入板层间解决的办法:1、检查、更换垫板2、检查垫板、清理干净3、配胚时注意清楚对于胶合板热压时出现的胶合强度低,鼓泡和局部脱胶等缺陷,我处主要总结了以下三点:1,单板质量要好,并且含水率要低;2,热压工艺要合理;3,胶粘剂质量和使用要好。
基板或层压后的多层基板产生弯曲与翘曲的原因及解决方法00

基板或层压后的多层基板产生弯曲与翘曲的原因及解决方法00
基板或层压后的多层基板产生弯曲与翘曲的原因及解决方法
基板或层压后的多层基板产生弯曲(BOW)与翘曲(TWIST)的原因及解决方法(1)特别是薄基板的放置是垂直式易造成长期应力叠加所致。
解决方法:对于薄型基材应采取水平放置确保基板内部任何方向应力均匀,使基板尺寸变化很小。
还必须注意以原包装形式存放在平整的货架上,切记勿堆高重压。
(2)热熔或热风整平后,冷却速度太快,或采用冷却工艺不当所致。
解决方法:放置在专用的冷却板上自然冷却至室温。
(3)基板在进行处理过程中,较长时间内处于冷热交变的状态下进行处理,再加基板内应力分布不均,引起基板弯曲或翘曲。
解决方法:采取工艺措施确保基板在冷热交变时,调节冷、热变换速度,以避免急骤冷或热。
(4)基板固化不足,造成内应力集中,致使基板本身产生弯曲或翘曲。
解决方法:A、重新按热压工艺方法进行固化处理。
B、为减少基板的残余应力,改善印制板制造中的尺寸稳定性与产生翘曲形变,通常采用预烘工艺即在温度120-1400C
2-4小时(根据板厚、尺寸、数量等加以选择)。
(5)基板上下面结构的差异即铜箔厚度不同所至。
解决方法:应根据层压原理,使两面不同厚度的铜箔产生的差异,转成采取不同的半固化片厚度来解决。
PCB板翘曲原因及处理方法

PCB板翘曲原因及处理方法对于PCB 板翘曲所造成的影响,行业中的人都比较清楚。
如它使SMT电子元件安装无法进行、或电子元件(包含集成块)与印制电路板焊点接触不良、或电子元件安装后切脚时有些脚切不到或会切到基板;波峰焊时基板有些部位焊盘接触不到焊锡面而焊不上锡等;印制电路板翘曲的成因,一个方面是所采用的基板(覆铜板)可能翘曲,但在印制电路板加工过程中,因为热应力,化学因素影响,及生产工艺不当也会造成印制电路板产生翘曲.所以,对于印制电路板厂来说,首先是要预防印制电路板在加工过程中产生翘曲;再就是对于已经出现翘曲的PCB 板要有一个合适、有效的处理方法.一、预防印制电路板在加工过程中产生翘曲1、防止由于库存方式不当造成或加大基板翘曲(1)由于覆铜板在存放过程中,因为吸湿会加大翘曲,单面覆铜板的吸湿面积很大,如果库存环境湿度较高,单面覆铜板将会明显加大翘曲.双面覆铜板潮气只能从产品端面渗入,吸湿面积小,翘曲变化较缓慢。
所以对于没有防潮包装的覆铜板要注意库房条件,尽量减少库房湿度和避免覆铜板裸放,以避免存放中的覆铜板加大翘曲。
(2)覆铜板摆放方式不当会加大翘曲。
如竖放或覆铜板上压有重物,摆放不良等都会加大覆铜板翘曲变形。
2、避免由于印制电路板线路设计不当或加工工艺不当造成翘曲.如PCB板导电线路图形不均衡或PCB板两面线路明显不对称,其中一面存在较大面积铜皮,形成较大的应力,使PCB板翘曲,在PCB制程中加工温度偏高或较大热冲击等都会造成PCB板翘曲。
对于覆板板库存方式不当造成的影响,PCB 厂比较好解决,改善贮存环境及杜绝竖放、避免重压就可以了。
对于线路图形存在大面积的铜皮的PCB板,最好将铜箔网格化以减少应力。
3、消除基板应力,减少加工过程PCB板翘曲由于在PCB加工过程中,基板要多次受到热的作用及要受到多种化学物质作用.如基板蚀刻后要水洗、要烘干而受热,图形电镀时电镀是热的,印绿油及印标识字符后要用加热烘干或用UV光烤干,热风喷锡时基板受到的热冲击也很大等等。
【干货分享】收缩与翘曲该如何解决?看这一篇就够了!(下)
【⼲货分享】收缩与翘曲该如何解决?看这⼀篇就够了!(下)3、翘曲翘曲(warpage)是塑件未按照设计的形状成形,却发⽣表⾯的扭曲,塑件翘曲导因于成形塑件的不均匀收缩。
假如整个塑件有均匀的收缩率,塑件变形就不会翘曲,⽽仅仅会缩⼩尺⼨;然⽽,由于分⼦链/纤维配向性、模具冷却、塑件设计、模具设计及成形条件等诸多因素的交互影响,要能达到低收缩或均匀收缩是⼀件⾮常复杂的⼯作。
塑件因收缩不均⽽产⽣翘曲,收缩率变化的原因包括:塑件内部温度不均匀。
塑件凝固时,沿着⾁厚⽅向的压⼒差异和冷却速率差异。
塑件尚未完全冷却就顶出,或是顶出销变形,倒勾太深,顶出⽅式不当,脱模斜度不当等因素都可能造成塑件翘曲。
塑件⾁厚变化导致冷却速率的差异。
塑件具有弯曲或不对称的⼏何形状。
塑件材料有、⽆添加填充料的差异。
流动⽅向和垂直于流动⽅向之分⼦链/纤维配向性差异,造成不同的收缩率。
保压压⼒的差异(例如浇⼝处过度保压,远离浇⼝处却保压不⾜)。
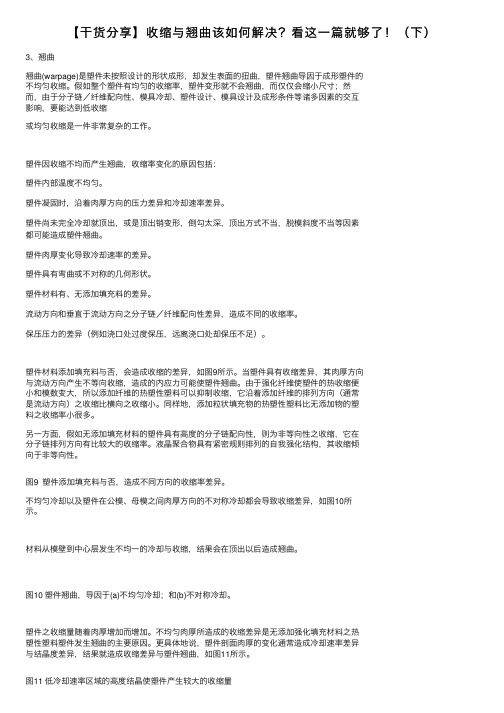
塑件材料添加填充料与否,会造成收缩的差异,如图9所⽰。
当塑件具有收缩差异,其⾁厚⽅向与流动⽅向产⽣不等向收缩,造成的内应⼒可能使塑件翘曲。
由于强化纤维使塑件的热收缩便⼩和模数变⼤,所以添加纤维的热塑性塑料可以抑制收缩,它沿着添加纤维的排列⽅向(通常是流动⽅向)之收缩⽐横向之收缩⼩。
同样地,添加粒状填充物的热塑性塑料⽐⽆添加物的塑料之收缩率⼩很多。
另⼀⽅⾯,假如⽆添加填充材料的塑件具有⾼度的分⼦链配向性,则为⾮等向性之收缩,它在分⼦链排列⽅向有⽐较⼤的收缩率。
液晶聚合物具有紧密规则排列的⾃我强化结构,其收缩倾向于⾮等向性。
图9 塑件添加填充料与否,造成不同⽅向的收缩率差异。
不均匀冷却以及塑件在公模、母模之间⾁厚⽅向的不对称冷却都会导致收缩差异,如图10所⽰。
材料从模壁到中⼼层发⽣不均⼀的冷却与收缩,结果会在顶出以后造成翘曲。
图10 塑件翘曲,导因于(a)不均匀冷却;和(b)不对称冷却。
塑件之收缩量随着⾁厚增加⽽增加。
翘曲及处理
翘曲是指注塑制品的形状偏离了模具型腔的形状,它是塑料制品常见的缺陷之一。
随着塑料工业的发展,人们对塑料制品的外观和使用性能要求越来越高,翘曲变形程度作为评定产品质量的重要指标之一也越来越多地受到模具设计者的关注与重视。
模具设计者希望在设计阶段预测出塑料件可能产生翘曲的原因,以便加以优化设计,从而提高注塑生产的效率和质量,缩短模具设计周期,降低成本。
一.模具的结构对注塑制品翘曲变形的影响1.浇注系统的设计注塑模具浇口的位置、形式和浇口的数量将影响塑料在模具型腔内的填充状态,从而导致塑件产生变形。
流动距离越长,由冻结层与中心流动层之间流动和补缩引起的内应力越大;反之,流动距离越短,从浇口到制件流动末端的流动时间越短,充模时冻结层厚度减薄,内应力降低,翘曲变形也会因此大为减少。
大型平板形塑件,如果只使用一个中心浇口或一个侧浇口,因直径方向上的收缩率大于圆周方向上的收缩率,成型后的塑件会产生扭曲变形;若改用多个点浇口或薄膜型浇口,则可有效地防止翘曲变形。
当采用点浇进行成型时,同样由于塑料收缩的异向性,浇口的位置、数量都对塑件的变形程度有很大的影响;实验表明,浇口位置具很重要,但并非浇口数目越多越好。
另外,多浇口的使用还能使塑料的流动比(L/t)缩短,从而使模腔内物料密度更趋均匀,收缩更均匀。
同时,整个塑件能在较小的注塑压力下充满。
而较小的注射压力可减少塑料的分子取向倾向,降低其内应力,因而可减少塑件的变形。
2.冷却系统的设计在注射过程中,塑件冷却速度的不均匀也将形成塑件收缩的不均匀,这种收缩差别导致弯曲力矩的产生而使塑件发生翘曲。
如果在注射成型平板形塑件时所用的模具型腔、型芯的温度相差过大,由于贴近冷模腔面的熔体很快冷却下来,而贴近热模腔面的料层则会继续收缩,收缩的不均匀将使塑件翘曲。
因此,注塑模的冷却应当注意型腔、型芯的温度趋于平衡,两者的温差不能太大。
除了考虑塑件内外表面的温度趋于平衡外,还应考虑塑件各侧的温度一致,即模具冷却时要尽量保持型腔、型芯各处温度均匀一致,使塑件各处的冷却速度均衡,从而使各处的收缩更趋均匀,有效地防止变形的产生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L 层 内层 ,再 将L 一 4 L — 0 用 1 1 6 P 4 2 L 与 lL 采 张2 P : 1  ̄行 二次 压合 。 ③ 先 将 04 1 L 层 内 层 的L 层 蚀 刻 成 光 .MM L 一 0 0
板 ,保 留L 层 铜 皮 ,然 后 做 出 板 厚 为 04 3 1 .MM L 一 L 层 图 形 , 与HO 铜 箔 采 用 2 18 P 压 合 出 L 一 4 Z 张 00 P 2 L 层 内层 ,再 将L 一 4 l L 采 用2 18 P 行 4 2 L 与L — 0 张 00 进 P
一
、
刖 吾
() 5 生产 过程 造成 的翘 曲( 是体 现在 薄板上) 主要 ; f) 他原 因。 6其 通过 调 查 分析 可 知 : 1通过 调查此 板是按 照经 纬 向一致 进行层压 的 。 .
在 生 产 多 次 压 合 不 对 称 盲孔 板 过 程 中 ,我 们 发 现板 层 压 后 极 易 出 现 严 重翘 曲 ,并 且 其 翘 曲程 度 远 远超 过 客 户07 .%的翘 曲 度 要 求 。 本文 将 结合 我 司对
板材在 压合 中出现 的翘 曲问题进 行 分析 ,并通过 详尽
2 通 过查 看 工 程 资料 可 知此 型号 板 各 层 残 铜 率 .
相差 不大 。
的试 验数据 ,提 出相 应解决 方案 ,与业 界人士分享 。
3 此 板 也按 照本 厂 的烤板 方 式进 行 烤板 。 .
二 、 原 因 分 析
板 的层 压结 构 进 行试 压 ,调 整 后 的层 压 结 构 如下 :
先 做 内层 L 一 4 3 L ,一 次 压 合 成 L 一 4 2 L ,再 做L 一 4 2 L 内 层 线路 ,再 压 I — 4 。 此 种 加 工 工 艺 看 起 来 没 什 J L层 l
么 问题 ,实 际生 产 中却 出现 了翘 曲的 现象 ,这 是 为
印 西 铬资而 葡 制雷 讯 而 面 丌
2 1 ̄ , 期 8 0O l 第1 q 9
技 术 交 流
TECHNO L0G Y EXCHANG E —o —
的 子仍 然 翘 曲 。这 是 为何 ?通 过调 整P 结 构后 , P
翘 曲问题 为什 么仍 不能 解决 ? 由于 通 过 调整P 不 能解 决 以上 问题 ,我 们 开 始 P 从 另 外 一个 方 向去思 考 这个 问题 ,P 相 同 了 ,是 不 P 是 因为 板料 的P 在 板料 层 压 时 已经 经 过 长时 间 的烘 P
可 以保 证 各 层P 结 构 一 致 ,P 之 间保 持 对 称 。按此 P P 结构 进 行 试 压 ,两 次 层 压 后 ,发 现 按 以上 结 构层 压
() 材 开料 后 与层 压 后 烘 烤 不足 ,导 致 内应 力 3板
没 有 得 到释放 ,蚀刻 后 烘烤 出现翘 曲 ; () 4 工程 设计 MI 压时 各层 P 不 对 称 ; 层 P
二次 压合 。 其 他参 数 与正 常板 一样 。 f :以上三 种方 案 盲孔 制作 过程 忽略) 注 以上三 次 实验 板 的结果 如下 :
烤与 冷压 ,充分 释放 了 内部 应力 ( 料P 相 当于 经 过 板 P
了多 次层 压 ,应 力 得到 了充分 释放 ) ,导 致板 料 的 内
部 应 力 远远 没 有 新层 压 的P 的 内应 力 大 ,导 致 翘 曲 P
三 、 实 验 与 分 析
通 过 以上分析 ,初 步判 断是 由于板料P - 面层 p q后 此 板 L 一 4 盲 孑 ,L 一 4 盲 孔 ,L 一 4 通 3 L有 L 2 L有 1L有 孔 ,必 须 通 过 两 次 层 压 ,采 用 积 层 法 方 式来 生产 ,
压所用 的P 不一致 而导致此 款板 的翘 曲。 特修 改 了该 P
多次压合不对称盲孔板翘曲问题解决方案
在生产多次压 合不对称盲孔 板过程 中发现板层压后 出现严重翘 曲 ,翘曲程 度远远超过 客户07 _ %的翘曲度要求 。本 文对此问题出 现的原因 进行了分析 ,并 通过试验 与调查 找出具体解 决方案 ,以供 业界参 考 。
一 文/ 深圳博敏 电子有限公 司技 术部 黄李海
何 ? 导致 板翘 主 要有 以下 几种 原 因 :
() 纬 向不一 致 ,或使 用 板料 与P 不 一致 ; 1经 P ( 各层 内层残铜 率相差太 大 ,版 面设计 不均匀 ; 2 )
其 中06 板 材 经 过 高 温 焚 烧 ,和 供 应 商 提 供 .MM 数据 可 知是 3 6 8 压而 成 的 。采 用 以上 层压 结构 张7 2 层
询 板 料 供 应 商 可 知 板 厚 为 1O .MM的 板 料 均 是 采 用
7 2X 6 8 5的 结 构 进 行 层 压 的 。 而 我 们 在 L 一 2 2 3 L 和L 一
L 层介质 是采用2 1x 来层压 ,上下P 结构 不一致 。 l 16 2 P
所 以通 过 以上 调 查 分 析 ,初 步 判 断 是 由 于板 料 P 与后面层 压所用 的p / - 致 而导致此 款板 的翘 曲 。 P P ̄ ]
导 致 翘 曲 的原 因 多 种 多样 ,不 同 的层 压 结 构 、 不 同的 层 压 力度 、不 同 的板 材 材 料 等 都会 导 致 生 产 的结果 有 所不 同 ,现 以一种 案 例来 做 解 析 。 例 :工 程 型号A,层 压 结 构如 下 :
4 此 款 板 板 厚 1 MM,且 在 蚀 刻 后 出 现翘 曲 , . . 6 排 除生 产过 程 烘烤 插 架 造成 的翘 曲 。 5 由 于 是 积 层 法 生 产 ,所 以 采 用N+ + 的方 式 . 11 层 压 ,而 通 过 高 温 焚 烧 板 厚 为 1 MM的板 料 ,和 咨 . O