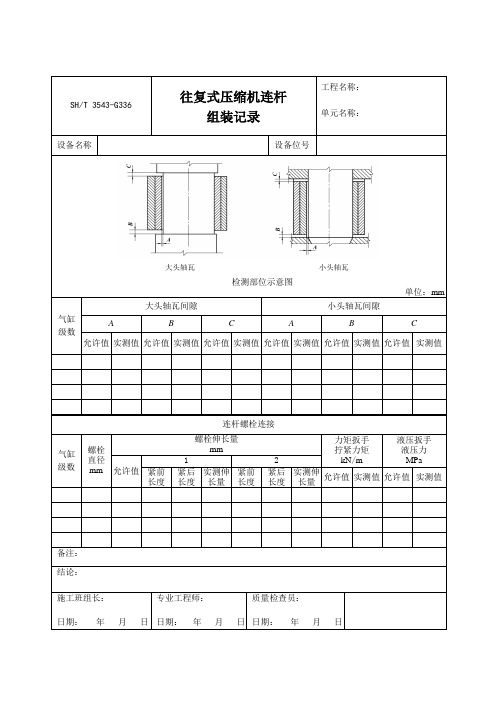
3543-G336往复式压缩机连杆组装记录
往复式活塞式压缩机的拆装实验报告结果

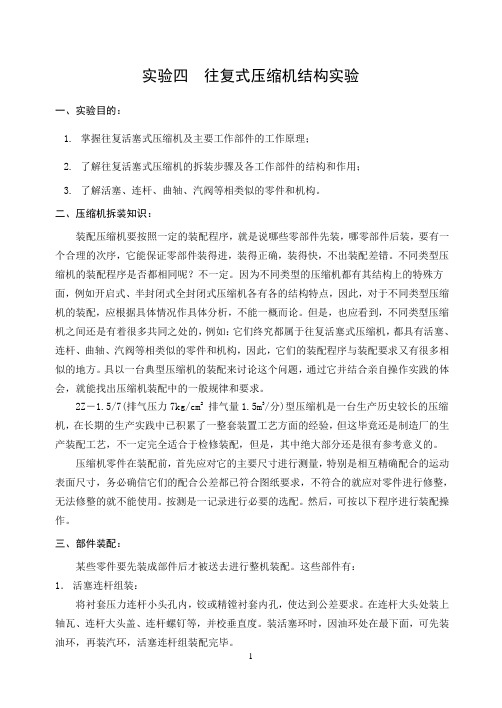
往复式活塞式压缩机的拆装实验报告结果1. 实验目的通过对往复式活塞式压缩机进行拆装实验,了解其内部构造和工作原理,掌握拆装技巧,为今后的维修和保养工作提供参考。
2. 实验设备和工具•往复式活塞式压缩机•网罩、螺丝刀、扳手等基本维修工具3. 实验步骤与结果分析步骤一:拆卸外部零件我们首先拆卸了往复式活塞式压缩机的外部零件,包括外壳、网罩等。
这些外部零件对于内部的正常工作并没有直接影响,主要是起到保护和美观的作用。
拆卸后,我们清晰地看到了压缩机的内部构造,包括压缩室、活塞、气阀等。
步骤二:拆卸压缩室接下来,我们开始拆卸压缩室。
通过拆卸活塞杆上的连杆销,我们成功地将压缩室与连杆分离。
拆卸后,我们发现压缩室内有一定量的油脂,这是为了减少活塞和缸体的摩擦而添加的润滑剂。
步骤三:拆卸活塞在拆卸活塞的过程中,我们需要小心操作,避免对活塞造成损坏。
通过拧下活塞上的压盖螺母,我们成功地将活塞杆与活塞分离。
在分离过程中,我们发现活塞上有一定的磨损和氧化现象,这是由于长期使用和摩擦引起的。
步骤四:拆卸气阀拆卸气阀时,我们发现其结构较为复杂,包含了多个零件。
通过拆卸后,我们发现气阀存在一定的磨损和堵塞现象,这对其正常工作会产生一定的影响。
因此,在进行维修和保养时,需要重点关注气阀的清洁和更换。
步骤五:清洗和更换零件拆卸完成后,我们对各个零件进行了清洗和检查。
在清洗的过程中,我们发现一些零件存在严重的污垢,这些污垢对于压缩机的正常工作有一定的影响。
因此,我们及时进行了清理,并更换了一些严重磨损或损坏的零件,保证了压缩机的性能和寿命。
4. 实验结论通过对往复式活塞式压缩机的拆装实验,我们对其内部构造和工作原理有了更深入的了解。
我们发现,在长期使用过程中,压缩机的零件会出现磨损、堵塞等现象,这会影响其正常工作和性能。
因此,定期进行维修和保养是非常必要的,可以延长压缩机的使用寿命和提高其工作效率。
5. 参考资料无。
SH3543表格整理明细列表
机组滑销系统间隙检查记录
SH/T 3543-G316
烟机转子跳动量检查记录
SH/T 3543-G317
烟机转子各部间隙检查记录
SH/T 3543-G318
AV轴流压缩机导向键间隙检查记录
SH/T 3543-G319
AV轴流压缩机支腿间隙检查记录
SH/T 3543-G320
SH/T 3543-G341
炉锚固件安装检查记录
SH/T 3543-G342
炉管板/管架安装检查记录
SH/T 3543-G343
燃烧器安装检查记录
SH/T 3543-G344
炉管吹扫记录
SH/T 3543-G345
衬里浇注料搅拌记录
SH/T 3543-G346
衬里养护记录
SH/T 3543-G347
电动葫芦双梁起重机安装检查记录
SH/T 3543-G806
适合起重设备
电动单梁悬挂起重机安装检查记录
SH/T 3543-G807
适合起重设备
通用桥式起重机安装检查记录
SH/T 3543-G808
适合起重设备
双梁通用门式起重机和装卸桥安装检查记录
SH/T 3543-G809
适合起重设备
单主梁门式起重机和装卸桥安装检查记录
SH/T 3543-G111
质保资料
工序交接记录
SH/T 3543-G112
质保资料
名称
编号
电气设备交接试验记录首页
SH/T3543-G501
资料用
交流电动机试验记录
SH/T 3543-G502
过程控制资料(B点)
直流电动机试验记录
SH/T 3543-G503
SH3543-2017附录 C 设备安装工程施工用表

附录C(规范性附录)设备安装工程施工用表检测部位示意图SH/T 3543—G303 膜片式联轴器组装记录单位工程名称:设备名称设备位号联轴器制造厂轴毂配合型式联轴器安装部位隔套型式检测部位示意图检测项目允许值实测值半联轴器安装推进量,mm主动轴端从动轴端两半联轴器端面间距A,mm挠性件厚度B,mm隔套长度C,mm预拉伸(压缩)尺寸S,mm螺栓规格,mm螺栓拧紧力矩,N·m备注:结论:施工班组长:日期:年月日质量检查员:日期:年月日专业工程师:日期:年月日SH/T 3543—G304变速箱齿轮轴转子跳动量检查记录工程名称:单位工程名称:设备名称设备位号1—推力盘外圆;2—轴颈;3—轴颈;4—轴封部位;5—轴封部位;6—联轴器外圆;7—推力盘端面;8—联轴器端面检测部位示意图单位:mm转子圆跳动量主动轴转子部位l 2 3 4 5 6 7 8允许值实测值从动轴转子Ⅰ部位l 2 3 4 5 6 7 8允许值实测值从动轴转子Ⅱ部位l 2 3 4 5 6 7 8允许值实测值从动轴转子Ⅲ部位l 2 3 4 5 6 7 8允许值实测值备注:结论:施工班组长:日期:年月日质量检查员:日期:年月日专业工程师:日期:年月日SH/T 3543—G305 变速箱齿轮组装记录工程名称:单位工程名称:设备名称设备位号检测部位示意图检测项目啮合种类正啮合斑迹反啮合斑迹轴I 和轴II 轴II 和轴III轴III 和轴Ⅳ轴I 和轴II 轴II 和轴III轴III 和轴Ⅳ允许值,%实测值,%啮合间隙S min检测项目轴I 和轴II 轴II 和轴III 轴III 和轴Ⅳ允许值,mm实测值,mm备注:附啮合斑迹贴印附页。
结论:施工班组长:日期:年月日质量检查员:日期:年月日专业工程师:日期:年月日方法检测部位示意图检测部位示意图单位:mm检测部位示意图单位:mm1—非联轴器端轴颈;2—联轴器端轴颈;3—外伸轴颈;4—联轴器外圆;5—联轴器端面检测部位示意图单位:mm检测部位示意图单位:mm 检测检测部位检测部位检测部测点编检测部位示意图单位:mm1—蒸汽入口侧;2—蒸汽排出侧检测部位示意图单位:mm检测部位示意图单位:mm 检测部位纵向导向键示意图垂直导向键示意图横向导向键示意图支腿联接螺栓示意图单位:mm转子跳动量检测部位示意图单位:mm机壳定位跳动检测部位示意图单位:mm检测部位示意图单位:mm横向导向键滑动键垂直导向键l-支腿;2-导向键;3-滑动键;4-底座;5-调整垫片;6-机壳;7-垂直导向键;8-调整垫片;9-压板;10-导向键支座检测部位示意图单位:mm1—螺栓:2—垫圈;3—支腿:4—滑动键:5—调节垫片;6—底座检测部位示意图单位:mm1—伺服马达;2—传动盘;3—连杆;4—传动板套筒;5—锁紧螺母;6—调节缸;7—机壳;8—调节缸支撑检测部位示意图第一级静叶角度检测部位示意图单位:(°)SH/T 3543—G323AV 轴流压缩机调节缸两侧支撑装配间隙检查记录工程名称:单位工程名称:设备名称设备位号支撑套与导杆支撑滑道与滑板检测部位示意图单位:mm 检测部位支撑套与导杆支撑滑道与滑板D d c a b c允许值实测值吸入侧排出侧备注:结论:施工班组长:日期:年月日质量检查员:日期:年月日专业工程师:日期:年月日检测部位示意图单位:mm检测部位示意图单位:mmSH/T 3543—G326 转子迷宫密封检查记录工程名称:单位工程名称:设备名称设备位号检测部位□入口侧:□左侧□右侧□上部□底部;□出口侧:□左侧□右侧□上部□底部检测部位示意图单位:mm检测部位编号允许值实测值l 2 3 4 5 6 7 8 9 10 径向间隙a轴向间隙b检测部位编号允许值1l 12 13 14 15 16 17 18 19 20 径向间隙a轴向间隙b检测部位编号允许值2l 22 23 24 25 26 27 28 29 30 径向间隙a轴向间隙b备注:结论:施工班组长:质量检查员:专业工程师:检测部位示意图单位:mm 动叶顶静叶顶检测部位示意图单位:mmSH∕T 3543-201788SH/T 3543—2017SH∕T 3543-201788附录 C(规范性附录)设备安装工程施工用表使用说明SH/T 3543—G301、G309、G310、G311、G312、G314、G315、G317 表格中最后一行签字行都留有一个空白格,进行上述表格内容检查时,需要除施工单位外的其他单位检查人员签字确认时可以使用。
设备安装工程施工用表(1)
C.6
径向滑动轴承组装记录
SH/T 3543-G306
48
C.7
止推滑动轴承组装记录
SH/T 3543-G307
49
C.8
油封间隙检查记录
SH/T 3543-G308
50
C.9
电动机/发电机组装记录
SH/T 3543-G309
51
C.10
电动机/发电机定子与转子间空气间隙检查记录
SH/T 3543-G310
SH/T 3543-G315
57
C.16
机组滑销系统间隙检查记录
SH/T 3543-G316
58
C.17
烟机转子跳动量检查记录
SH/T 3543-G317
59
C.18
烟机转子各部间隙检查记录
SH/T 3543-G318
60
C.19
AV轴流压缩机导向键间隙检查记录
SH/T 3543-G319
61
C.20
l
2
3
4
5
6
7
8
允许值
实测值
从动轴转子Ⅰ
部位
l
2
3
4
5
6
7
8
允许值
实测值
从动轴转子Ⅱ
部位
l
2
3
4
5
6
7
8
允许值
实测值
从动轴转子Ⅲ
部位
l
2
3
4
5
6
7
8
允许值
实测值
备注:
结论:
施工班组长:
日期:年月日
专业工程师:
日期:年月日
质量检查员:
SHT 3543-石油化工建设工程项目施工过程技术文件规定(施工过程文件表格)

目次附录A(规范性附录)通用表 (4)附录B(规范性附录)土建工程施工用表 (35)附录C(规范性附录)设备安装工程施工用表 (46)附录D(规范性附录)管道安装工程施工用表 (88)附录E(规范性附录)电气安装工程施工用表 (115)附录F(规范性附录)仪表安装工程施工用表 (144)附录G(规范性附录)压力容器现场组焊施工用表 (175)SH/T 3543—2017ContentsAppendix A(Normative Appendix)General Forms (4)Appendix B(Normative Appendix)Forms for Civil Work (35)Appendix C(Normative Appendix)Forms for Equipment Installation Work (46)Appendix D(Normative Appendix)Forms for Piping InstallationWork (88)Appendix E(Normative Appendix)Forms for Electrical Installation Work (115)Appendix F(Normative Appendix)Forms for Instrumentation Installation Work (144)Appendix G(Normative Appendix)Forms for Pressure VesselSite Assembly Welding Work (175)SH/T 3543—2017附录A(规范性附录)通用表SH/T 3543—2017SH/T 3543—2017SH/T 3543—2017SH/T 3543—2017SH/T 3543—2017SH/T 3543—2017SH/T 3543—2017SH/T 3543—2017附录C(规范性附录)设备安装工程施工用表设备安装工程施工用表(续)。
往复式压缩机安装总结资料

10、电机与中体的对中连接
• 电机就位后粗平找正并一 次灌浆,灌浆前一定要仔 细测量飞轮装入时的宽度, 尽量接近偏差值,避免后 期精平由底座带来的限制。 • 飞轮装入后,可同时打两 个百分表测量轴向与径向 的偏差,并应准确预留出 电机自身磁极间隙所带来 的误差。标准不能超过 0.05MM,如需精调可在 电机底座下方加装铜皮。
1、垫铁的放置
• 在放置机身前必须在 基础上放置好垫铁, 用于调整机身的水平 度,便于二次灌浆。 • 垫铁放置点应规整平 坦,首次放置可以选 择机体的主要受力位 置放置,摆放在灌浆 螺栓孔的两侧。
2、机身就位
• 垫铁安装妥当后方可吊装机身,并预先放置好紧 固螺栓,防止就位后回装不方便。 • 测量机身垫铁组到主机基础标高线的距离应该基 本相等,对误差较大的应做适当调整。
4、机身精平找正
• 主要有两个方面分别是轴向水平和横向水平的测量点。 • 机身的轴向水平测点测量时以机身主轴瓦窝水平度为准, 测量结果应基本保持一致,轴向水平度的偏差应在 0.05mm/m以内。为防止飞轮本体较重,装机后容易造成 主轴的下沉,故在测量时允许电机端偏高0.02mm。 • 机身横向水平测点,可在机身两端十字头中体滑道内检测 机身横向水平度,其水平偏差应保持两侧相等。为了下一 步气缸体的安装可能会造成横向水平测点的下沉,故在测 量时按照要求范围内允许向气缸端偏高。横向水平度偏差 0.05mm/m。
谢谢观看
8、气缸的安装
• 气缸安装前应对气缸与中 体的接触密封面进行清理 检查,然后装缸前在缸体 密封面处涂抹密封胶或装 上“0"型圈。 • 吊装气缸一定要对准缸体 与中体机身的编号,不可 互换装错,均匀拧紧连接 螺栓。 • 安装气缸的同时要装好气 缸下部的T型支承架,以 免气缸下垂。
往复式压缩机的工作过程

往复式压缩机的工作过程往复式压缩机是一种常见的压缩机类型,广泛应用于空调、冷藏、制冷和工业制冷等领域。
它通过往复运动将气体吸入、压缩和排出,实现对气体的压缩工作。
下面将详细介绍往复式压缩机的工作原理和工作过程。
一、往复式压缩机的结构组成往复式压缩机通常由气缸、活塞、连杆、曲轴、阀门组成。
气缸内部装有活塞,活塞通过连杆与曲轴相连。
曲轴上设有偏心轴和连杆小头的销轴,与此对应的则是气缸盖上的连杆小头的销轴。
活塞能在气缸内做往复运动。
压缩机的工作过程是由曲轴的旋转所驱动的活塞来完成的。
活塞在气缸内做往复运动,对气体进行吸入、压缩和排出。
二、往复式压缩机的工作原理1. 吸气过程:当曲轴旋转时,活塞向下运动,气缸内部产生负压,吸入外部空气或制冷剂。
此时,进气阀打开,使气体进入气缸内部。
2. 压缩过程:当活塞运动到下止点后开始向上运动,压缩气体。
此时,进气阀关闭,使气体无法逆流,压缩空气或制冷剂,使其压力和温度升高。
3. 排气过程:当活塞运动到上止点后向下运动,气缸内的压缩气体被排出。
此时,排气阀打开,将压缩气体排出气缸。
3. 冷凝过程:排出的高温高压气体进入冷凝器,通过散热的方式,使其温度降低并液化,成为液态制冷剂。
4. 膨胀过程:液态制冷剂通过膨胀阀进入蒸发器,从而吸收热量,蒸发为气态,完成循环。
往复式压缩机的循环工作过程包括了吸气、压缩、排气、冷凝和膨胀等阶段,通过这一系列的过程,实现了气体的压缩和循环工作。
在循环工作过程中,需要注意控制好冷凝和蒸发温度,以及保持压缩机内部的润滑和密封性能,以确保压缩机的高效工作和长期稳定性能。
三、往复式压缩机的应用及特点往复式压缩机由于其结构简单,制造成本低,维护方便等特点,被广泛应用于空调、制冷设备、冷冻设备、工业制冷等领域。
它在空调领域中功耗小,性价比高,因此受到广泛青睐。
往复式压缩机也因其工作过程稳定、可靠性高而受到认可。
往复式压缩机是一种常见的压缩机类型,其工作原理简单清晰,通过往复活塞的运动实现气体的吸入、压缩和排出,从而完成对气体的压缩工作。
3543-G336压缩机连杆
SH/T 3543-G336
往复式压缩机连杆
组装记录
工程名称:
单元名称:
设备名称设备位号
大头轴瓦小头轴瓦
检测部位示意图
单位:mm
气缸
级数
大头轴瓦间隙小头轴瓦间隙
A B C A B C
允许值实测值允许值实测值允许值实测值允许值实测值允许值实测值允许值实测值
连杆螺栓连接
气缸
级数
螺栓
直径
mm
螺栓伸长量
mm
力矩扳手
拧紧力矩
kN/m
液压扳手
液压力
MPa 允许值
1 2
紧前
长度
紧后
长度
实测伸
长量
紧前
长度
紧后
长度
实测伸
长量
允许值实测值允许值实测值
备注:
结论:
施工班组长:
日期:年月日
专业工程师:
日期:年月日
质量检查员:
日期:年月日。
(整理)3543-G336往复式压缩机连杆组装记录.

往复式压缩机连杆
组装记录
工程名称:
单元名称:
设备名称
2)预防或者减轻不良环境影响的对策和措施。主要包括预防或者减轻不良环境影响的政策、管理或者技术等措施。
设备位号
(1)前期准备工作。包括明确评价对象和评价范围,组建评价组,收集国内外相关法律、法规、规章、标准、规范,收集并分析评价对象的基础资料、相关事故案例,对类比工程进行实地调查等内容。
实测值
允许值
实测值
允许值
实测值
连杆螺栓连接
气缸
级数
螺栓
直径
mm
螺栓伸长量
mm
力矩扳手
拧紧力矩
kN/m
液压扳手
液压力
MPa
允许值
1
2
紧前
长度
紧后
长度
实测伸长量
紧前
长度
紧后
长度
实测伸长量
允许值
实测值
日期:年月日
专业工程师:
日期:年月日
质量检查员:
日期:年月日
规划编制单位对可能造成不良环境影响并直接涉及公众环境权益的专项规划,应当在规划草案报送审批前,采取调查问卷、座谈会、论证会、听证会等形式,公开征求有关单位、专家和公众对环境影响报告书的意见。大头轴瓦小头轴瓦
对于安全预评价的内容,要注意安全预评价的目的、时间,安全预评价报告的内容等知识点。检测部位示意图
一、环境影响评价的发展与管理体系、相关法律法规体系和技术导则的应用单位:mm
气缸
2.规划环境影响报告书的审查内容级数
大头轴瓦间隙
小头轴瓦间隙
2.辨识与分析危险、有害因素A
安全预评价方法可分为定性评价方法和定量评价方法。B
往复式压缩机结构实验.
7
图 7-7 ⑥.调整压缩机出口阀门,改变排气量。然后再次单击“开”按钮,可以继续排气量 测试。 ⑦.重复④⑤⑥步,直到存贮三次排气量数据。 ⑧.单击“关”按钮,关闭排气量测试。 示功图测试 ①.待硬件设备准备好后,单击“示功图”按钮,启动示功图测试。 ②.过一会后,屏幕出现测得的示功图,如果示功图形状不理想,可以再次单击“示 功图”按钮,重复测试示功图,直到满意为止。 ③.单击“保存”按钮,存贮示功图数据。 ④.把鼠标放到“缩放”按钮上,右侧出现缩放比例面板,单击相应比例,可以进行 放大显示,最后回到 1:1 显示。 ⑤.单击“退出”按钮,回到图一屏幕。 注意:不要更改“设置”中的内容,否则将影响正常实验测试。 5. 打印 ①.单击“打印”按钮,出现打印面板,如图 7-8。 ②.确认选中“实验报告”选项。 ③.单击“第 组”下拉列表框,选中要打印的实验组别。 ④.单击“打印预览”按钮,预览实验报告内容,确认无错误后,回到图 7-8 状态。 ⑤.单击“打印…”按钮,出现打印对话框。 ⑥.将打印纸在打印机中放好,打开打印机。 ⑦.单击“确认”按钮,开始打印。 ⑧.打印完毕后,单击“退出”按钮,回到图 7-4 状态。
没有明显的刻良为止,然后再用抛光剂(目前采用绿油)拌冷冻机油磨光,光洁度应达▽ 10,最后清洗烘干。研磨阀片。环形阀片需由专用阀片磨床磨削,人工研磨有困难。将排 汽阀片、弹簧和升程限制器依次装上阀板。用火油滴在阀片表面上检查其密封性,以在规 定时间内无渗漏为合格。测量阀片升程度,其大小应限在 1.5±0.2 毫米范围内。最后, 用开口销锁紧槽形螺母,阀板组装配完毕。
往复机压缩机的安装与检修教程讲解

钳工知识教材往复(修订版本)愿我们共同交流——提高了你也提高了我!十三化建周应光2012年8月15日目录01、在压缩机的分类中?............................................................ (03)02、压缩机安装前期准备 (03)03、压缩机的安装 (05)04、主电机的安装与检查 (18)05、什么叫钢性转子 (22)06、什么叫曲拐差及曲拐差的调整 (22)07、主轴薄皮瓦的特点与刮研 (27)08、主轴瓦间隙的调整方法 (29)09、连杆大小头瓦的刮研与装配 (33)10、组对带有飞轮的联轴器对中时应注意 (37)11、往复压缩机联轴器装配时做意事项 (38)12、对置式往复压缩机工作时,十字头分上下作工 (39)13、往复压缩机十字头滑板刮研时应注意什么 (39)14、十字头与活塞杆连联部位断裂原因及处理 (40)15、活塞杆磨损到多少则考虑更换 (41)16、如何确认活塞杆的跳动值 (42)17、联轴器有高度或左右差时,上下与左右相加等吗 (42)18、电机轴承座左右晃动原及处理 (43)19、大头瓦运行后出现的麻点是电蚀还是砂粒磨损 (46)20、大头瓦出现龟裂是什么原因.......................... . (47)21、复压缩机运转时,润滑油的最隹温度是多少 (47)前言本篇文章主要针对往复压缩机的安装与检修,作了更深厚层次的分解、说明、操作注意事项,是一篇最具实战意义的理论教材,今天我将此文奉献给大家;愿我们共同交流,提高了你也提高了我。
1、在压缩机的分类在压缩机的家族里;有容积式压缩机类,和回转式压缩机类。
往复式压缩机属于那一类型?为什么?往复压缩机属于容积式压缩机类,它是在一个容积里直线的往复运动,吸入通过压缩再排出,以容积的缩小达到压缩的目的,所以称为往复压缩机,学名又称为容积式压缩机;1.1 往复压缩机的工作原理:它是由驱动机转子的回转运动,——带动联轴器,——带动曲轴转换为直线运动,——带动连杆,——带动十字头,——带动活塞杆,——带动活塞,成为直线的往复运动,由吸入通过压缩再排出,以容积的缩小达到压缩的目的,所以称为往复压缩机。
3543-G330往复式压缩机找平找正记录(立式)

C.30 SH/T 3543-G330“往复式压缩机找平找正记录(立式)”,整体出厂的立式压缩机,安装水平应在拆去气缸盖后的气缸顶平面上测量。
解体出厂的立式压缩机安装水平应在机身与中体、机身与气缸、中体与气缸接合面上测量。
测量方法应符合规范规定。
列向水平在滑道的前、中、后三点测量,且均以两端数据为准,中间数据作为参考。
气缸与中体滑道轴线同轴度找正方法应根据制造厂技术文件规定进行。
机身轴向与列向水平、气缸列向水平倾向应符合设备出厂技术文件规定。
表中签署栏中的空白栏供设备制造厂在现场安装的指导人员签署。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
液压扳手
液压力
MPa
允许值
1
2
紧前
长度
紧后
长度
实测伸长量
紧前
长度
紧后
长度
实测伸长量
允许值
实测值
允许值
实测值
备注:
结论:
施工班组长:
日期:年月日
专业工程师:
日期:年月日
质量检查员:
日期:年月日
SH/T 3543-G336
往复式压缩机连杆
组装记录
工程名称:
单元名称:
设备名称
设备位号
大头轴瓦小头轴瓦
检测部位示意图
单位:mm
气缸
级数
大头轴瓦间隙
小头轴瓦间隙
A
B
C
A
B
C
允许值
实测值
允许值
实测值
允许值
实测值
Hale Waihona Puke 允许值实测值允许值
实测值
允许值
实测值
连杆螺栓连接
气缸
级数
螺栓
直径
mm
螺栓伸长量
mm
力矩扳手
拧紧力矩