(WI-QC-001)抽样计划对照表
WI-QA-4.10-01-C2-抽样计划
1.目的為了確定樣本含量和判定批產品質量是否合格而特制定本抽樣計划。
2.適用范圍2.1. 本抽樣計划適用于來料檢驗與試驗﹑過程檢驗與試驗﹑成品最終檢驗和試驗。
2.2. 本抽樣計划屬調整型計數抽樣且節選自美國軍用標准MIL-STD-105E,和C=0 Sampling plansIndex Values (Associated AQLS) (見第4頁)并根據本公司的實際情況適當收嚴。
3.職責與權限本抽樣計划由品管部制定﹐IQC.IPQC.OQC執行﹐其它各部門配合實施。
4. 定義﹕4.1. 嚴重缺陷(CRI)是指(物料﹑半成品﹑成品)缺陷﹐嚴重影響或使產品喪失功能如崩裂﹑裂痕﹑碎裂管芯的缺亮﹑閃亮或嚴重暗光或測試數據與規定指標相差甚遠﹐規格尺寸嚴重錯誤而導致無法裝配﹑缺少配件等。
4.2. 重要缺陷(MAJ)是指(物料﹑半成品﹑成品)缺陷﹐使產品部分喪失或影響產品功能或裝配的缺陷﹐如﹕AK極性反﹑尺寸超差﹑氧化﹑變形﹑暗光﹑色差﹑裂板﹑透光﹑多划﹑少划﹑頻率不穩定﹑停振﹑無轉換﹑暗斑/帶﹑黑﹑白點/線﹑團等。
4.3. 次要缺陷(MIN)是指(物料﹑半成品﹑成品)缺陷﹐但不影響產品功能或裝配。
5. 程序內容湖南高压限流熔断器湖南高压限流熔断器/湖南高压限流熔断器湖南高压限流熔断器5.1. 抽樣方案的確定5.1.1.在來料檢驗與試驗中IQC對外觀﹑發光效果和配套性使用MIL-STD-105E正常檢查一次抽樣方案﹐一般檢驗水平Π級標准(其典型代表見第5頁)﹔對于非車載產品或客戶無要求按車載檢驗的產品之物料的尺寸﹑反向漏電流和性能﹐使用特殊檢驗水平S-2或S-3級標准(其典型代表見第6頁)。
5.1.2.在過程檢驗與試驗中的抽樣5.1.2.1.固晶效果及可靠性的抽樣﹐見固晶檢查《工序作業指導書》WI/PE-ZZ3001。
5.1.2.2.幫定效果及可靠性的抽樣﹐見幫線檢查《工序作業指導書》WI/PE-ZZ3002。
抽样计划检验标准
准。 (2) 由交验单位提出放宽或恢复正常检验之申请,经品管部课级(含)以上人员批准。 (3) 由品管部课级(含)以上人员指示对某些检验采用加严、放宽或恢复正常检验方式,
由品管部实施。 3.2 由正常检验转换为加严检验的条件
R 2000 5 6 7 8 10 11 14 15 21 22
1.0 Ac Re
01
12 23 34 56 78 10 11 14 15 21 22
1.5 Ac Re
01
12 23 34 56 78 10 11 14 15 21 22
== 使用箭头下第一个抽样计划。 如样本大小等于或超过批量时,则用 100%检验。
QC-FM-003A
昆山 XX 光电科技有限公司
抽样计划检验标准
文件编号:WI-QC-MP-001 版 次:A0
页 次:第5页,共7页
2 MIL-STD-105E 正常检验单次抽样计划(主抽样表)
樣本 代字
樣本 大小
允收品質水準(正常檢驗) 0.10 0.15 0.25 0.40 0.65 Ac Re Ac Re Ac Re Ac Re Ac Re
QC-FM-003A
昆山 XX 光电科技有限公司
抽样计划检验标准
文件编号:WI-QC-MP-001 版 次:A0
页 次:第7页,共7页
4 MIL-STD-105E 减量检验单次抽样计划(主抽样表)
樣本 樣本 0.10
允收品質水準(減量檢驗) 0.15 0.25 0.40 0.65
1.0
1.5
代字 大小 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
WI-QA-001 qc抽样检验计划
II II II II
0 0 0 0 0 0 0 0 0 AC=0 AC=0
MIL-STD-105E单 MIL-STD-105E单 MIL-STD-105E单 MIL-STD-105E单 次一般抽样水平 II MIL-STD-105E单 次一般II
MIL-STD-105E单 次一般抽样水平 II MIL-STD-105E单 次特殊检验水平S全
功能特性
4
检
抽样10PCS 首件1台 巡检1次/2小时
I P Q C
LQC
系 统 抽 样 全 检
所有检验项目 各工序巡检 所有检验项目 外观
成品机
全
检
Q A
分 批 法 抽 样
功能特性 包装/附件 结构 附着力测试
成品机
MIL-STD-105E 单次一般抽样水平 (II)
AC=0
0.25
0.65
成品机
抽样3PCS
AC=0
RE=1
深圳市维亿通电子有限公司
SHENZHEN WYT ELECTRONICS CO.,LTD
附录1:
组别
抽 样 方 法
3/7
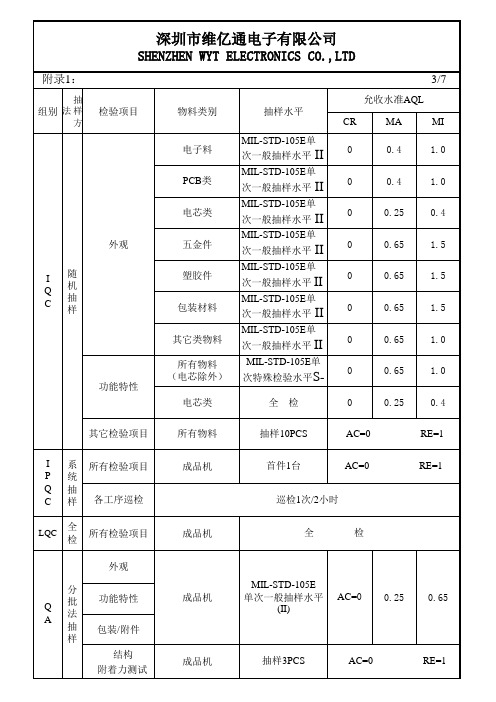
允收水准AQL 检验项目 物料类别 抽样水平 CR 电子料 PCB类 电芯类 外观 五金件 塑胶件 包装材料 其它类物料 所有物料 (电芯除外) 电芯类 其它检验项目 所有物料 成品机 MIL-STD-105E单 次一般抽样水平 次一般抽样水平 次一般抽样水平 次一般抽样水平 MA 0.4 0.4 0.25 0.65 0.65 0.65 0.65 0.65 0.25 MI 1.0 1.0 0.4 1.5 1.5 1.5 1.0 1.0 0.4 RE=1 RE=1
01.WIQC-001 QC工作指引

1.0 目地:
规范QC的检验工作.
2.0 适用范围:
本司所有外购物料,生产半制品,成品的检验.
3.0 检验程序:
一.来料检验IQC
1.仓库文员将来料摆放于待验区,通知IQC检验,以下物料免检
所有报表类
所有文具类
所有工具类
所有产品设备类
所有办公设备类
IC
2.IQC在检验前应齐备以下检验用的资料,工具
工程签办
工程尺寸图,工程规格,检验指引
WIQC-033抽样计划表
WIQC-002缺陷判定方法
WIQC-003通用检验规格
测量用的卡尺,卷尺,条码仪
采购单
箱唛资料/贴纸资料
3.IQC检验应按以下次序
核对来料名称/规格/数量是否与采购订单一致。
核对来料外包装标签是否与送货单一致。
检查来料供应商是否附上合格检测报告及追踪表(仅适用于油漆供应商及HASBRO指定物料供应商)
按来货数量,根据抽样计划表进行抽样
核对来料是否与工程样办一致
对抽样来料做外观检测。
对抽样来料做尺寸及功能检测。
按通用检验标准检验规格对检验次品进行判定,如标准未提及的次品判定咨询QC 主管
按以下表格要求抽取来料交内部实验室做测试。
TS16949 WI-QC-001内部抽样标准
1. 目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合AQL标准之要求。
2. 范围适用于本公司所有的进料、半成品、成品检验。
3. 职责检验员负责AQL抽样计划的执行。
4. 定义4.1. AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平。
4.2. CR:(Critical)关键缺陷:严重降低产品的使用性能,严重影响产品外观的缺陷。
4.3. Ma:(Major)严重缺陷:不严重降低产品的使用性能,不严重影响产品外观但较严重不符合品质标准规定的缺陷。
4.4. Mi:(Minor)轻微缺陷:不符和本标准的规定,但对产品的使用性能和外观影响较小的缺陷。
5. 作业细则5.1. 抽检方案依据接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1-2003)及抽样表,其中检查水平为一般检查水平Ⅱ级。
5.2. 样本的抽选:按简单随机抽样(见GB/T 3358.1-1993的5.7), 从批中抽取作为样本的产品。
但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。
按此方式,各子批或各层的样本量与子批或层的大小是成比例的。
5.3. 抽取样本的时间:样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。
两种情形均应按5.2抽选样本。
5.4. 二次或多次抽样:如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。
5.5. 正常、加严和放宽检验5.5.1. 检验的开始:除非负责部门另有指示,开始检验时应采用正常检验。
5.5.2. 检验的继续:除非转移程序(见5.5.3)要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变。
转移程序应分别地用于各类不合格或不合格品。
5.5.3. 转移规则和程序(见附件1)5.5.3.1. 正常到加严:当正在采用正常检验时,只要初次检验中连续5批或少于5批中有2批是不可接收的,则转移到加严检验。
SM-WI-001 螺丝QC工程图

Hale Waihona Puke 出货MIL-STD-105E正常及加严单次抽样计划
«成品检验标准»《工程图》
目视、环规
卡尺
千分尺
投影仪
抽样
√
«出货检验报告»
《委外加工品检验标准》
硬度计
抽检
√
热处理厂提供的《检验报告》
《进料检验报告》
6.
电镀
委外加工
外观、尺寸、功能
MIL-STD-105E正常及加严单次抽样计划
《委外加工品检验标准》
卡尺
千分尺
投影仪
环规
抽检
√
《进料检验报告》
7.
包装
电子秤
《包装作业指导书》
包装状况、包装数量
全检/箱
目视
巡检
√
《制程检验报告》
生产管理
品质管理
检验方式
责任人
记录
流程编号
流程名称
使用设备
作业标准
检验项目
检验频率
检验标准
检验工具
作业员
品管
1.
打头
打头机
《打头机操作指导书》
外观、尺寸
首检每次产品转换10PCS/次
《生产指令》《工程图》《制程检验标准》
卡尺、千分尺、投影仪、目视
首件检查
√
√
首件样品
2.
巡检尺寸10PCS/1h
外观100PCS/1h
巡检
√
《制程检验报告》
3.
搓牙
搓牙机
《搓牙机操作指导书》
外观、尺寸、螺纹
首检每次产品转换10PCS/次
《生产指令》《工程图》《制程检验标准》
卡尺、千分尺、投影仪、环规、目视
手机来料检验标准
检验 项目 异色点 多胶点 凸点 气泡 飞边 污点
细碎划痕
检验标准
I 级测量面
IV 级测量面
D≤0.35mm(S≤0.1 mm2), N ≤1 或 D≤0.25mm(S≤0.05 mm2), N≤2,且分布在不同 的键上
不限
W≤0.1 mm,且装配后看不 出
W≤0.2 mm
(DOME 膜上)D≤0.3 mm 且 N≤3
当 D≤0.5mm(S≤ 0.2 mm2) , N≤1 ; 当 D≤0.4mm(S≤ 0.13mm2 ) , N ≤ 2 且 DS≥15mm
D ≤ 0.8mm(S ≤ 0.3 mm2) , N ≤ 1;
污点规
15mm
细碎划痕
L ≤ 4mm, W ≤ 0.15mm ,N≤1 (S≤0.415mm,N≤1 (S≤0.75mm2)
8
色调不良 参照封样件
9 印刷错位 参照封样件或(ΔX≤0.25mm 且ΔY≤0.25mm)
√
10
印刷偏差 (重影)
参照封样件
√
11 印刷模糊 不许有
√
12
印刷粗细 不均
粗细偏差≤0.1 mm
污点规 卡尺
√
13
断印 不许有 (断线宽度 C≤0.2mm)
√
14
漏印 不许有 (D≤0.3mm,N≤1)
√
样数)并核对报检单上内容与实物一致(如数量/产品名称/物料编码等),针对所有物料(包括镜片、LCD、
PCBA、塑料件、橡胶件、电池等结构件)的检验标准具体见(表 1.2.3.4)
PCBA,摄像头,分包装,目测,标示丝印,金手指,尺寸等检验为主。
表 1 镜片、LCD 外观检验项目及判定标准
WI-QA-001样本抽样工作指引
样本抽样工作指引1.0目的:本工作指引用于指导如何进行抽样工作,以便品质检查员能正确地进行抽样检查工作。
2.0适用范围适用于所有采用抽样方式进行品质检查的部门。
3.0定义抽样——在一批待检查产品中,抽取一部分产品,对该部分产品实施检验并通过该部分产品的检验结果来推断整批产品的质量水平以决定可否接收的过程。
4.0职责4.1品管部担当者负责制定、选用合适的抽样标准,负责检查各部门抽样工作的执行情况,对抽样技朮的应用情况做出总结。
4.2 来料检查员(IQC)负责原材料(包括外购来料和仓库来料)的抽样检查工作。
4.3 制程检查员(LQC)负责生产线半制成品的抽样检查工作。
4.4制成品检查员(PQC)负责制成品的抽样检查工作。
5.0资历及培训负责制定抽样计划的检查员应接受有关抽样检查的培训。
6.0内容6.1正常情况下的抽样标准6.1.1原材料的抽样标准,按WJ-WI-QA-002-A6.1.2半制成品制造过程中的抽样检查,按每一小时抽取两件允收值(Ac)=0,拒收值(Re)=1的抽样计划。
6.1.3半制成品的中段抽样检查标准,所有尺寸公差及形位公差Ac=0;Re=1光洁度n=3;Ac=0;Re=1。
6.1.4制成品的抽样检查标准,所有尺寸公差及形位公差;Ac=0;Re=1。
光洁度(抽光洁度最差(目视)3pcs测量)n=3;Ac=0;Re=1。
6.1.5对于倒角及角度n=4;Ac=0;Re=1;6.1.6对于破坏样本测试n=1;Ac=0;Re=1(适用于所有样本检查)6.1.7所有来料、半制成品、制成品检查结果按Ac=0;Re=1进行判定。
6.2特殊情况下的抽样标准6.2.1客户若有特别要求时,由品管部担当者通知有关检查部门,采用客户的抽样标准进行抽样。
6.2.2品管部在必要时,可根据产品的品质状况等因素,调整抽样计划。
新计划应由品管部负责人审批。
6.3 MIL-STD-105E标准单次抽样计划的制定/查取6.3.1首先明确待检制品的批量,检验水平,允收品质水平(AQL)。
抽样计划及允收水准

文件 名称 抽样计划及允收水准文件编号WI-PG-002 版次:2.4 第1页,共8页 保密级别C 级制订单位 品管部制订日期 2015年4月15日 生效日期 2015年4月15日(受控文件专用章)批准审核制定分 发修改日期修改版次修 改 内 容 修改人 批准人2009/7/31 1.1 对缺陷进行详细定义 唐旭成 2011-8-2 1.2 修改4.1.3条款。
黄谋逢 2012-5-30 2.0 结合现场全面修改内容, 唐旭成 2012-8-7 2.1 修改4.1.4和4.2.2条款。
唐旭成 2013-1-3 2.2 增加4.2.4条款。
唐旭成 2013-6-18 2.3 修改4.1.4、4.2.2、4.2.3、4.2.4条款 唐旭成 2015-4-15 2.4删除4.2.4注塑制程巡检允收水准条款唐旭成□总经办 □生产制造部 □财务部 □工程部 □品管部 □客服部 □人力资源部 □资材部 □合金部 □外发部 □五金冲压部 □五金加工部 □手动抛光部 □自动抛光部 □装配部□首饰部 □工模部 □生产技术部 □样品部 □设备维护部□仓储部 □采购部 □PMC1目的明确进料检查、制程、成品入库及出货检查之抽样、允收标准,制定合理的抽样计划。
2适用范围适用本公司的进料(外包)检验、制程检验、成品检验、出货检验。
3 定义3.1抽样计划从批量中按抽样计划随机抽取一定数量的样本,然后对样本按相应规范进行检验把检验结果与判定基准相比较,来判断批量合格或不合格的检验过程。
3.2批量N、样本n一批产品中所包含的单位产品的总数,称为批量;从批量中抽取进行检验的部分个体,称为样本。
3.3检验批次的组成构成一个批的单位产品的生产条件应当尽可能相同,此时批的特性值,只有随机波动,不会有较大的差别,可使抽样更具有代表性,更为有效。
3.4缺陷3.4.1 一个产品的某一个特征不符合指定的技术要求(标准),称为缺陷。
技术要求的重要性不同,缺陷等级也不同,一般分为三类:次要缺陷、主要缺陷及严重缺陷。
抽样计划表(新).doc
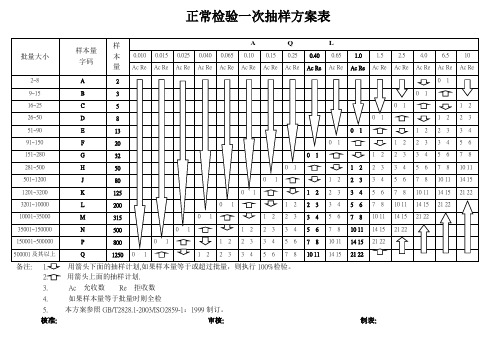
正常检验一次抽样方案表批量大小样本量 字码样AQL本 0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.01.52.54.06.510量 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re2~8A2019~15B30116~25C5011226~50D80112 2351~90E130112 23 3491~150F200112 23 34 56151~280G320112 23 34 56 78281~500H50011 2 2 3 3 4 5 6 7 8 10 11501~1200J80011 2 2 3 3 4 5 6 7 8 10 11 14 151201~3200K125011 2 2 3 3 4 5 6 7 8 10 11 14 15 21 223201~10000L200011 2 2 3 3 4 5 6 7 8 10 11 14 15 21 2210001~35000M315011 2 2 3 3 4 5 6 7 8 10 11 14 15 21 2235001~150000N500011 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22150001~500000P800011 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22500001 及其以上Q1250 0 11 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22备注: 1. 2. 3.用箭头下面的抽样计划,如果样本量等于或超过批量,则执行 100%检验。
用箭头上面的抽样计划. Ac 允收数 Re 拒收数4.如果样本量等于批量时则全检5. 本方案参照 GB/T2828.1-2003/ISO2859-1:1999 制订。
整机检验规范

5、检验仪器设备:
色差计、污点卡、标准光源灯箱、塞尺、SIM 测试卡一: 1. 采用 MIL-STD-105E II 表,正常检验、单次抽样计划,AQL 订定为
CRITICAL0 ,MAJOR 0、40
及 MINOR 1、0。
2、 有关抽样标准或判定标准,可视品质状况或客户要求等做修正。
N≤1
W≤0、2mm L≤0、5mm
N≤1
N≤1
W≤0、2mm L≤1mm N≤1
N≤2(且 DS≥15mm)
W≤0、2mm L≤1mm N≤2(且 DS≥15mm)
3 细划痕
W≤0、1mm L≤2mm N≤1
W≤0、1mm L≤3mm N≤1
W≤0、1mm L≤3mm N≤1;W≤0、1mm L≤2mm N≤2(且 DS≥15mm)
7、定义 7、1 测量面定义
A 测量面:手持终端安装电池板以后,暴露在外且在正常使用中可直接瞧到得主要 表面,如前壳、后壳、电池盖得正面。
B 测量面:暴露在外且在正常使用中不直接瞧到得次要表面及手机配件得外表面, 如前壳、后壳、电池盖得侧面,天线得外表面等。
C 测量面:正常使用时瞧不到,只有在装卸电池或 SIM 卡时才可瞧到得内表面。
4) 目视瞧不出显示屏上下左右得偏移,开机显示瞧不出显示屏有明显得倾斜;(要求显示屏得中心线与镜片得中 心线之间得上下左右偏移量小于 0、2mm,左右两边得倾斜不大于 3°)
5) 开机检查显示屏得亮度均匀且颜色一致;
6) 前壳与后壳之间得间隙均匀,且小于(设计装饰线宽度+0、25mm), 段差均匀且小于(设计段差+0、25mm/0、 30mm);
12) 天线必须拧紧,结合处要紧密且间隙均匀;
电子料来料检验规范WI-QC-001

适用于本厂系统事业部所有外购物料(包括外发加工物料、半成品)职责
3.0职责
3.1品质部主管对有争议的外观质量问题进行仲裁,必要时由公司上层领导决策;
3.2品质部主管负责本文规定的内容与实际情况相符并正确;
3.3品质部IQC检查员负责对此标准的执行;
3.4IQC在品质部主管的分配或技术指导下,保证被检验料尽快、准确地得到检验。
目检
测量外形尺寸,检查表面有无破损
B
检查标志是否正确、清晰,引脚无氧化现象
B
4.电气参数
万用表
用数字万用表测量三极管的放大倍数
A
测试用仪器、仪表、工具:
1.数字万用表
元器件类
13
三极管(高频)
元器件类
14
蜂鸣片
元器件类
15
晶体、陶振、滤波器
元器件类
16
继电器
元器件类
17
变压器
元器件类
18
钽电容
元器件类
19
声表
元器件类
20
咪头
元器件类
21
发光二极管(LED)
元器件类
22
按键、开关
非元器件类
23
跳线
非元器件类
24
天线座、插针、插座
非元器件类
25
线材
非元器件类
26
电池正、负极、弹簧
目检
测量外形尺寸,检查表面有无破损
B
检查标志是否正确、清晰,引脚无氧化现象
B
4.阻质、极性
数字万用表
用数字万用表测量阻质、极性是否正确
A
测试用仪器、仪表、工具:
1.万用表
相关资料
抽样计划和检验标准
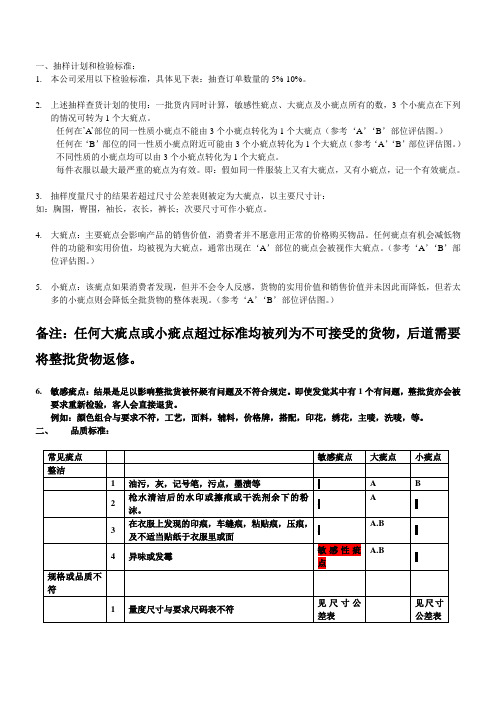
一、抽样计划和检验标准:1.本公司采用以下检验标准,具体见下表:抽查订单数量的5%-10%。
2.上述抽样查货计划的使用:一批货内同时计算,敏感性疵点、大疵点及小疵点所有的数,3个小疵点在下列的情况可转为1个大疵点。
--任何在’A’部位的同一性质小疵点不能由3个小疵点转化为1个大疵点(参考‘A’‘B’部位评估图。
)--任何在‘B’部位的同一性质小疵点附近可能由3个小疵点转化为1个大疵点(参考‘A’‘B’部位评估图。
)--不同性质的小疵点均可以由3个小疵点转化为1个大疵点。
--每件衣服以最大最严重的疵点为有效。
即:假如同一件服装上又有大疵点,又有小疵点,记一个有效疵点。
3.抽样度量尺寸的结果若超过尺寸公差表则被定为大疵点,以主要尺寸计:如:胸围,臀围,袖长,衣长,裤长;次要尺寸可作小疵点。
4.大疵点:主要疵点会影响产品的销售价值,消费者并不愿意用正常的价格购买物品。
任何疵点有机会减低物件的功能和实用价值,均被视为大疵点,通常出现在‘A’部位的疵点会被视作大疵点。
(参考‘A’‘B’部位评估图。
)5.小疵点:该疵点如果消费者发现,但并不会令人反感,货物的实用价值和销售价值并未因此而降低,但若太多的小疵点则会降低全批货物的整体表现。
(参考‘A’‘B’部位评估图。
)备注:任何大疵点或小疵点超过标准均被列为不可接受的货物,后道需要将整批货物返修。
6.敏感疵点:结果是足以影响整批货被怀疑有问题及不符合规定。
即使发觉其中有1个有问题,整批货亦会被要求重新检验,客人会直接退货。
例如:颜色组合与要求不符,工艺,面料,辅料,价格牌,搭配,印花,绣花,主唛,洗唛,等。
二、品质标准:注:.以上“品质标准”中不尽祥例的,约定成俗的常规疵点也同样适用于本手册。
抽样检验管理规范(玲珑电子范本)
抽样检验管理规定文件编号:WI-QA-002 文件版本:00编制:审核:批准:修订页目录1.目的 (4)2.范围 (4)3.引用文件 (4)4.定义 (4)5.职责 (5)6.工作程序 (5)6.1.抽样计划的说明 (5)6.2.进料检验抽样方式: (5)6.3.过程检验方式 (5)6.4.成品入库检验抽样方式 (6)6.5.检验批批量设定 (6)7.附录 (6)附件1样本代字(CL)对照表(MIL-STD-1916) (7)附录2计量值抽样计划(MIL-STD-1916) (8)1. 目的为使进料检验、过程检验、出货检验时有正确之抽样方法及判定依据,特制定本规定。
2. 范围本规定适用于公司内部的进料检验、过程检验、出货检验活动。
3. 引用文件AS9100D 《质量管理体系—航空、航天和国防组织的要求》 CA-WI-QA-001 CA-WI-QA-003《来料检验管理规定》 《成品检验管理规定》4. 定义单位产品: 为实施抽样检验的需要而划分的基本单位,称为单位产品。
检 验 批: 为实施抽样检验汇集起来的单位产品称之为检验批,简称为批。
批 量: 批中所包含的单位产品数,称为批量。
样本单位: 从批中抽取用检验的单位产品,称为样本单位。
样 本: 样本单位的全体,称为样本。
样本大小: 样本中所包含的样本单位数,称为样本大小。
抽样检验: 依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品是否合格。
不 良 率: 不良品占检验样本总数的比例的表示方法。
任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%,即得:不良率= *100%检验方法:用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。
抽样计划:样本大小和判定数组结合在一起,称为抽样计划。
抽样程序:使用抽样计划判断批合格与否的过程,称为抽样程序。
检验批最小抽样数量对照表
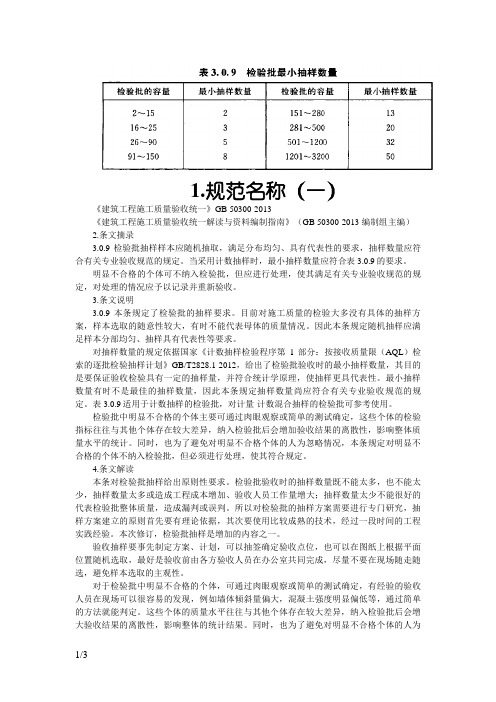
1.规范名称(一)《建筑工程施工质量验收统一》GB 50300-2013《建筑工程施工质量验收统一解读与资料编制指南》(GB 50300-2013 编制组主编)2.条文摘录3.0.9检验批抽样样本应随机抽取,满足分布均匀、具有代表性的要求,抽样数量应符合有关专业验收规范的规定。
当采用计数抽样时,最小抽样数量应符合表3.0.9的要求。
明显不合格的个体可不纳入检验批,但应进行处理,使其满足有关专业验收规范的规定,对处理的情况应予以记录并重新验收。
3.条文说明3.0.9本条规定了检验批的抽样要求。
目前对施工质量的检验大多没有具体的抽样方案,样本选取的随意性较大,有时不能代表母体的质量情况。
因此本条规定随机抽样应满足样本分部均匀、抽样具有代表性等要求。
对抽样数量的规定依据国家《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》GB/T2828.1-2012,给出了检验批验收时的最小抽样数量,其目的是要保证验收检验具有一定的抽样量,并符合统计学原理,使抽样更具代表性。
最小抽样数量有时不是最佳的抽样数量,因此本条规定抽样数量尚应符合有关专业验收规范的规定。
表3.0.9适用于计数抽样的检验批,对计量-计数混合抽样的检验批可参考使用。
检验批中明显不合格的个体主要可通过肉眼观察或简单的测试确定,这些个体的检验指标往往与其他个体存在较大差异,纳入检验批后会增加验收结果的离散性,影响整体质量水平的统计。
同时,也为了避免对明显不合格个体的人为忽略情况,本条规定对明显不合格的个体不纳入检验批,但必须进行处理,使其符合规定。
4.条文解读本条对检验批抽样给出原则性要求。
检验批验收时的抽样数量既不能太多,也不能太少,抽样数量太多或造成工程成本增加、验收人员工作量增大;抽样数量太少不能很好的代表检验批整体质量,造成漏判或误判。
所以对检验批的抽样方案需要进行专门研究,抽样方案建立的原则首先要有理论依据,其次要使用比较成熟的技术,经过一段时间的工程实践经验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
修 订 记 录
威 立 达 科 技(深圳)有 限 公 司 ATake Industries (ShenZhen) Limited
威立达科技(深圳)有限公司Awake Industr ies (ShenZhen) Limited 抽样计划对照表文件编号WLD-WI-QC-007 版本/版次01
页数 1 / 2
1. 0目的:
为了使全体人员能够正确运用AQL以及执行抽样计划.
2.0范围
本厂检验活动.(另有要求除外)
3.0名词定义
3.1 CR-Criticajor Defect(严重缺点):影响人体安全及产品功能不良之缺点.
3.2 MA-Major Defect (主要缺点):影响产品主要外观之缺点.
3.3 MI-Minor Defect(次要缺点):影响产品非主要外观之缺点.
3.4 AQL-Acceptance Quality Level(允收水准)
3.5 MIL-STD-105E:美国军方抽样标准检验计划.
4.0权责
无
5.0参考文件
5.1 MIL-STD-105E抽样计划表
6.0作业内容.
6.1 缺点分级.
6.1.1 严重缺点(CR)
6.1.2主要缺点(MA)
6.1.3次要缺点(MI)
6.2 现公司使用AQL值与检验对象对照表,采用 MIL-STD-105E正常单次抽样计划表
(Ⅱ级抽样水准).如下表:
威立达科技(深圳)有限公司Awake Industr ies (ShenZhen) Limited 抽样计划对照表文件编号WLD-WI-QC-007 版本/版次01
页数 2 / 2
项目
AQL值
CR MA MI
进料检验(电子类) 0/1 0.25% 0.4%
进料检验(其它类) 0/1 0.4% 0.65%
SMT制品检验0/1 0.25% 0.4%
塑胶、加工制品检验0/1 0.4% 0.65%
成品检验(鼠标,键盘)0/1 0.25% 0.4%
6.3 抽样数以数量多为主,判定方式则依MA、MI抽样数量之允收、拒收判定.
6.4同一产品缺点即有MA又有MI时,则以严重者记录即记MA,同一产品不可同时记两
种不良.
6.5 当样本数大于批量数时,采用全检.
6.6 CR的抽样数与MA的抽样数一致.
6.7有特别要求,则依客户指定(客户要求记录于具体产品检验规范中)
7.0附件:
7.1 MIL-STD-105E正常单次抽样计划表(Ⅱ级抽样水准).(附表一)
附表一:
MIL-STD-105E 正常检验单次抽样计划表(Ⅱ级抽样水准)
样品代字
批量数
样本数
允收水准(AQL)
0.010 0.015 0.025
0.040 0.065
0.10
0.15
0.25
0.40
0.65
1.0
1.5
2.5
4.0
6.5
10
15
25
40
AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE AC RE A 1-8 2
0 1
1 2 2 3
B 9-15 3
0 1
1 2 2 3 3 4
C 16-25 5
0 1
1 2 2 3 3 4 5 6
D 26-50 8
0 1
1 2 2 3 3 4 5 6 7 8
E 51-90 13
0 1
1 2 2 3 3 4 5 6 7 8 10 11
F 91-150 20
0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15
G 151-280 32
0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
H 281-500 50
1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
J 501-1200 80
0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
K 1201-3200 125
1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
L 3201-10000 200
0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
M 10001-35000 315
1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
N 35001-150000 500
0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
P 150001-500000 800
0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
Q
500000以上
1250
0 1
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
威 立 达 科 技(深圳)有 限 公 司
ATake Industries (ShenZhen) Limited
:表示箭头下方第一组抽抽样方案(若样本数大于批量数时,即进行全检.) AC:表示判定允收数 :表示箭头上方第一组抽抽样方案(若样本数大于批量数时,即进行全检.) RE:表示判定拒收数
WLD-FM-QC-00101。