模具零件名称统一标准ppt课件
模具零件标准名称讲解

HEATERPULLER
装在发热管的端部,起阻塞的作用
类别
标准名称
解析与说明
标准图号
发
热
元
件
、
热流
道
系
统
流道尾塞
END PLUG
又称为热流道尾塞
发热管压块HEATERCLAMP
起封装和压紧发热管的作用
冷却套WATERCOOLEDGATE INSERT
用于对热唧咀头部冷却用,例如Mold Master公司提供的零件
托针STEPPEDPIN
包括公、英制
司筒针EJECTORSLEEVEPIN
包括公、英制
司筒EJECTORSLEEVE
包括公、英制
司筒针压块RETAININGBLOCK
通常用于下码模板上固定司筒针或三板模上码模板上固定水口勾针。
A_11
顶针板回归器EJECTORRETURNASSEMBLY
见大同公司标准件
又称下模垫板,B托板
“B2”板“B2”PLATE
后模要先抽芯时,有时需增加此板
托板SUPPORTPLATE
起托垫作用
凳仔方SPACERBLOCK
一般装在下码模板与“B”板之间,又称方铁
顶针板EJECTORPLATE
又称顶针固定板,面针板
顶针托板EJECTORRETAINERPLATE
又称顶出板,底针板
拉力板TENSIONLINK
例如,大同公司标准件
拉模扣PULLERBOLT
在非第一次打开的分模面上安装,配合后有一定铆和力
扶针SUPPORTPIN
弹弓中起扶持、管位作用的针。
黄弹弓YELLOWSPRING
相当于大同公司标准件,优先选用此弹弓
模具知识ppt课件
模具工程師依據《生產模具每日點檢表》要求項目(白班於每日10:00前, 夜班於每日22:00前)針對現生產模具實施點檢並記錄, 模具主管每周稽 查並簽認.
模具點檢時如發現潛在之品質隱患或模具異常時應進行及時改善,並知會 品管,成型單位確認改善效果.
產品品質出現異常,經判定系由模具引起時,成型作業人員應知會模具工 程師以進行改善.
評估中之產品須貼量試標示單,量試標示單為黃色LOT單“M”後加注“L”,量試產品 以評估結果判定.
制工之評估報告做為模具正式生產之依據,保存於模具履歷檔案中,評估允收之項目, 做為品管管制之依據,評估不合格之項目,模具工程師應作改善,
模具維修及保養辦法
依作業時機及要求不同, 模具保養(維修)分以下兩類:日常點檢(維修)和模 具保養 日常點檢(維修)
M04A 公 磨 板
E02B E02C P01A
P02A P03A P04A
頂 管 回 位 銷 引 料 接 頭
定 位 環 導 柱
導 柱 袸 套
E01A E02A
F M P.L
下 頂 出 板 上 頂 出 板
母 模 公 模 分 模 縣
模具圖面編碼原則
組立圖面編碼原則
NNN
A
參考文件 EWM-GNH-005 工程圖面編碼說明
成型模具知識
品保部成型品管課
陳 鋒7/25‘99
合模
塑膠塑化
加料松退
加壓流動模具充填
射膠保壓
凝固及冷卻
開模 頂出
模具基本結構
F01A
F02A
P.L
M04A M03A
M02A
E02A E01A
M01A
F01A 上 固 定 板 F02A 母 模 板
模具设计标准PPT课件

1.模胚的类型:
二.模胚
1.1. 卧式成型机〕:根据模具的大小和选用成型机不同,选用直身模胚或工字型模胚。
1.2. C型成型机〕:选用左右工字型模胚
2.模具编号位置:
3. 模胚的加工要求:
3.1. 导柱外面要加导套〔防止敲导柱拉伤模胚的孔〕;导柱要做油槽,导套后面做 开排气槽
3.2. 导柱和导套外表光洁度到达以上〔外表用肉眼看不到刀纹〕
3.3. 导柱和导套的配合问隙为〔双边〕
深,并且开通导套
3.4. 导柱和衬套之间的间隙为〔双边〕
导套
Ød
导柱 衬套
外表(内 外)光洁 度到达以 上
Ød+00.020
ØD1 0
导套挂台处 排气槽
5
3.5. A板和B板基准边错位最大 3.6. A板和B板直角度在以内 3.7. A板和B板框基准边的尺寸相差在以内
高的内模四边加直身导柱/导柱. 4.前后模型芯:采用斜度四个方向定位〔前后左右〕 5.前后模型芯镶件:采用直斜度四个方向定位〔前后左右〕 6.精定位尽量在模仁上原身留,拆镶件增加误差,结构性不强 7.精定位必须设计斜面,防止烧伤 8.模胚挖框和边锁由模胚厂加工〔预防挖框后模胚变形〕 9.零位和基准面要一致〔一套模具标数基准要一致〕,图面标数注意配合公差 10.层层定位要注意加工顺序,一层定位加工完后再加工另一层
IN“, 〞OUT“字样左来自图左边接运水17
模具做转水口
转水口镶件
18
4.16.模具加一百万次计数器,指定计数器(我司实际安装右图所示计数器〕,并 安装在操作面这边 我司所使用计数器规格 25
48 53
19
4.17.模胚出线槽局部倒圆角
20
4.18.前模胚边要做避空(红色区域避空0.5MM) 防止插伤后模模仁边
《塑胶模具结构介绍》PPT课件

各型式模具运用之场合。。。。。。。。。1 模具结构简介。。。。。。。。。。。。。2 模具各零件功能简说。。。。。。。。。。3
.
两板模﹑三板模使用场合例
2
单一模穴直接浇口 采用两 板模
多模穴普通浇口 采用两 板模
单一模穴多点进胶 (针点)采用三 板模
.
成品
简单二板模结构(一)
3
編號 名稱
類別 編號 名稱
1>防止顶出板与下固定板整面接触, 而导至的不平衡,
2>避免铁削掉在固定板上,不易清理
规格:d=20x5L,d=25x5L,d=30x5L三种
最常用的规格: d=25x5L
d S.T.P
22
23
.
滑块入子线位置 (a or b)
.
两板半模
滑块入子线位置 不影响外观
两板半模使用例(二)
9
.
两板半模使用例(三)
10
兩板半模開模過程 A
(第一次開模) B
.
两板半模使用例(四)
11
.
热胶道使用例(一)
12
上固定板 流道板 熱膠道承板
母模板
在流道施以电热线圈加热,保证流道一直是熔融状态,可节省流道废料及缩 短冷却时间!
间隔板(Spacer Plate)
亦称脚垫﹐此板装置在公模板与下固定板之间﹐其功能为确保成 形品的顶出距离。
.
各零件功能(三)
18
公母模承板(Support Plate):
此板具有固定及补强之作用﹐使公母模板不因射出压力而发生弯 曲变形。
定位环(Locating Bushing):
模具上定位环与成形机固定盘上之定位孔配合﹐并使成形机之喷嘴 与灌嘴得以对正﹐进行成形操作。
标准模架及模具标准零件

第三章标准模架及模具标准零件3.1.1 塑料注射模架结构模架(mould base):是由模板、导柱和导套等零件组成,但型腔未加工的组合体。
模架的主要零件如图3-1—图3-3所示,从图中可以看出,除凹模和型芯取决于塑件外,模架的其余部分都极其相似。
这就使得模架的标准化成为可能。
标准模架(standard mould bases):由结构、形式和尺寸都标准化、系列化并具有一定互换性的零件成套组合而成的模架。
在标准中规定了主要零件的形状与材料。
以标准为基础组装各种各样功能零件的模具标准件,近年来已经实现了标准化。
如果能完善地应用,那么将在降低模具成本,缩短模具制造周期方面取得明显的效果。
在标准模具标准件的组合方法上,基本上所有厂都相同,但在细节部分,各自进行了各种各样的研究。
在采用模架时,要与生产厂进行协商,正确选择适合于使用目的的形式。
图3-1所示是前面说讲的二板模具的模架。
由于其用途最广、用量最大,而且许多其它类型的模架也可看成由它派生而来,所以初学者应熟悉其结构,掌握其用途。
浇口套定位环导套定模座板定模板动模板垫板导柱模脚动模座板螺钉图3-1 模架图3-2是上述模架分解后的图,图3-3是去掉导柱、导套、螺钉等零件后各模板的图。
从图可以看出模架的主要零件的位置及其装配关系,定模是由定模板装上导套后和它上面的定模座板用螺钉联结,在装上浇口套和定位圈构成。
动模是由动模板装上导柱后与其下面的垫板、模脚、定模座板用螺钉联结而成。
图3-2 模架分解图 图3-3 各模板图3-4是这个模架的正投影图,用来反映该模架的主要结构形式。
一般相同的零件只须表达一个,而各零件的布置则要用俯视图(或TOP 视图)表达,如图3-9为一标准模架的两个视图。
模具标准化的意义:1)模具标准化的实施,能有助于稳定、提高和保证模具设计质量和制造中必须达到的质量规范,使工业产品零件的不合格率减少到最低程度。
2)模具标准化可以提高专业化协作生产水平、缩短模具生产周期、提高模具制造质量和使用性能。
模具零件名称统一标准PPT课件
行程开关调节杆:用于行程开关的行程调节。
耐磨板:所有起耐磨作用的块形零件。(包含滑块底部,背部,斜顶座底部的耐磨板)。
压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。
压条:指滑块压条和斜顶座压条的统称。
导滑块:指斜顶座的导滑块和滑块的导滑块的统称。
导向块:指为斜顶和斜顶杆的导向的块形零件。
常用螺丝分为:杯头螺丝,无头螺丝和平头螺丝。DME标准中的直螺丝包含在无头螺丝中。 螺帽:内螺纹牙,与螺丝杆配合使用。 定位销:所有用于定位的销子,销钉。(包含管钉,内螺纹管钉和一些用于定位的柱子)。 冷却棒:用于冷却深腔位,不能直接做循环水路的位置的铍铜柱子。 冷水接头:用于斜顶运水转接的零件。
精选ppt课件2021
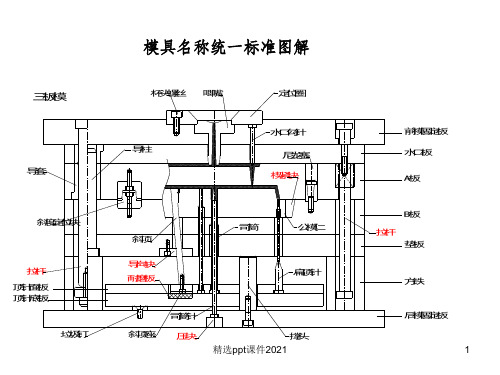
三板模
导套
模具名称统一标准图解
杯头螺丝 唧嘴 导柱
定位圈
水口勾针 尼龙塞
楔紧块
斜度定位块
拉杆 顶针面板 顶针底板
垃圾钉
斜顶
导向块 耐磨板
司筒
公模仁
扁顶针
司筒针 斜顶座 压块
撑头
精选ppt课件2021
前模固定板 水口板 A板
B板 拉杆
垫板
方铁
后模固定板
1
两板模
滑块镶针
斜导柱
母模仁母模仁镶件(镶针)
耐磨板 铲基 压条
油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。
集水块:包含前模集水块和后模集水块。
定位圈:包含前模定位圈和后模定位圈。
顶针套筒(指加长水口针配合位的零件),规定统一命名为镶针。
转水块:用于运水转接。
转气块:用于气体转接。
油缸座:用于固定油缸的座子。
模具零件中英文标准命名共19页文档
•
26、我们像鹰一样,生来就是自由的 ,但是 为了生 存,我 们不得 不为自 己编织 一个笼 子,然 后把自 己关在 里面。 ——博 莱索
•
27、法律如果不讲道理,即使延续时 间再长 ,也还 是没有 制约力 的。— ห้องสมุดไป่ตู้爱·科 克
•
28、好法律是由坏风俗创造出来的。 ——马 克罗维 乌斯
•
29、在一切能够接受法律支配的人类 的状态 中,哪 里没有 法律, 那里就 没有自 由。— —洛克
•
30、风俗可以造就法律,也可以废除 法律。 ——塞·约翰逊
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
模具PPT

“七分模具,三分工艺”。对注塑加工来说, 模具和注塑机一样对成型品的质量有很大的影 响,甚至可以说模具比注塑机所起的作用更大; 在注塑成型时如果对模具不充分了解,就难以 得到优良的成型品。
注塑模具的结构和组成
注塑模的结构由注塑机的类型和塑件的结 构特点所决定,每副模具均由动模和定模 所组成。动模安装在注塑机的移动板上, 而定模则安装在注塑机的固定板上;注塑 时,动模与定模闭合后构成浇注系统及模 腔,当模具分开后,塑件或啤件留在动模 一边,再由设置在动模内的脱模机构顶出 塑件。根据模具中各个部件的作用不同, 一套注塑模可以分成以下几个部分:
压小水口
牛角水口卡 在斜顶内,导 致压模坏!
模具漏水 而长期未 处理 模具表面 未擦拭干 净
3、侧抽芯模具事故
为防止模具的故障,在成型品顶出之前 要用斜导柱或液压缸移出滑块,避免顶针 与滑块相撞。侧抽芯模具会出现如下事故, 因某些原因,顶针板动作不灵,不能退回 原来的位置,使顶针和侧抽芯模块冲突, 造成模具损伤或压模。
浇注系统的结构
浇注系统是指模具从注射机喷嘴起到型腔入口为止, 塑料熔体的流动通道内冷凝的固体塑料。浇注系统分 为普通(冷)流道浇注系统和热流道浇注系统两大类, 普通流道浇注系统包括流道(由主流道、分流道、冷 料井和浇口组成)。如下图所示:
主流道 分流道 浇口 拉料扣 冷料穴 制品
浇口的主要作用是:
排气方式
下图(a)为利用分型面上的间隙排气,图(b)、(c)、(d)、(e)为利用活动零 件间的间隙排气,有的是在分型面上开设排气槽排气。
排气槽尺寸一般为宽1.5~6mm,深0.02~0.05mm, 以熔料不从排气槽溢出为宜,即应小于塑料的溢 料间隙。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
方铁 后模固定板
插座 油嘴
10
导柱 A板 撑柱
吊模块 前模固定板
锁模块
塑胶模具常用零件名称 母模仁镶件
回针撞块 承压板 90度快速接头
模脚 快速接头
集水块
水嘴
热流道板 热流道
11
二零件名称补充说明
撑柱:除撑头外,所有用于起支撑作用的圆柱子。(包含吊模块下的撑柱,斜顶导套下的撑柱)。 垫块:所有用于起支撑作用的块形零件。 镶块:与胶位无关的镶拼零件。(包含撞块,固定行程开关调节杆的零件等). 限位柱:用于限位的圆柱形零件。(包含顶出,滑块等的限位零件)。 限位块:用于限位的块形零件。(包含顶出,滑块等的限位零件)。 行程开关调节块:用于行程开关的行程调节。(包含圆形的与行程开关调节杆配合使用的零件). 行程开关调节杆:用于行程开关的行程调节。 耐磨板:所有起耐磨作用的块形零件。(包含滑块底部,背部,斜顶座底部的耐磨板)。 压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。 压条:指滑块压条和斜顶座压条的统称。 导滑块:指斜顶座的导滑块和滑块的导滑块的统称。 导向块:指为斜顶和斜顶杆的导向的块形零件。 油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。 集水块:包含前模集水块和后模集水块。 定位圈:包含前模定位圈和后模定位圈。 顶针套筒(指加长水口针配合位的零件),规定统一命名为镶针。 转水块:用于运水转接。 转气块:用于气体转接。 油缸座:用于固定油缸的座子。
三板模
导套
斜度定位块
拉杆 顶针面板 顶针底板
垃圾钉
模具名称统一标准图解
杯头螺丝
唧嘴
导柱
定位圈
水口勾针 尼龙塞
楔紧块
斜顶
导向块 耐磨板
斜顶座
司筒针 压块
司筒
公模仁
扁顶针
撑头
前模固定板 水口板 A板
B板 拉杆
垫板
方铁
后模固定板
1
两板模
耐磨板 铲基 压条
耐磨板 定位珠
滑块
滑块镶针 斜导柱
滑块座
母模仁 母模仁镶件(镶针) 斜度定位柱
公模仁镶件(镶针)
限位柱(限位块)
顶针 顶针板导套
顶针板导柱 弹簧
2
定位圈 唧咀
铲基 压条
导柱 耐磨块 滑块
公模仁
B板 顶针面板 顶针底板
撑头
3
塑胶模具常用零件名称
前模固定板
A板
母模仁 零度定位块
产品 顶针
回针 导套 零度定位块
斜顶 导向块 斜顶座 耐磨板
方铁 后模固定板
定位销
塑胶模具常用零件名称
铲基
导滑块
限位块
定位柱
7
塑胶模具常用零件名称 滑块座
油缸连接杆
行程开关调节块
油缸 垫块
油缸座
镶块 行程开关调节杆 行程开关
8
吊模块
塑胶模具常用零件名称
90度油管接头 油管集源自块计数器百分表保护块
百分表
模脚 电磁阀
直通油管接头
9
塑胶模具常用零件名称
回针
撑头
锁模扣
防尘板
垫圈
接线盒
顶针面板 顶针底板
12
集油块:包含前模集油块和后模集油块。 弹簧顶针:又叫柔性顶针,用弹簧钢制作,用于成型小扣位,且空间位置小的部位。 K O镶件:与注塑机顶杆连接,用于顶出的连接零件。
拉杆:三板模结构中,用于对A板辅助限位的零件。 斜顶钩针:因空间限制,用于替代斜顶座的零件,通常用顶针制作。 截流塞:用于调整流道流量的零件。 垫圈:用于起支撑作用的,小型圆形零件。 常用螺丝分为:杯头螺丝,无头螺丝和平头螺丝。DME标准中的直螺丝包含在无头 螺丝中。 螺帽:内螺纹牙,与螺丝杆配合使用。 定位销:所有用于定位的销子,销钉。(包含管钉,内螺纹管钉和一些用于定位的柱 子)。 冷却棒:用于冷却深腔位,不能直接做循环水路的位置的铍铜柱子。 冷水接头:用于斜顶运水转接的零件。
13
斜顶
斜顶
斜顶杆 斜顶杆导套 撑柱
铜管 O形胶圈
压块
压条
压条
导滑座
斜顶座
导滑块 斜顶座
螺帽
冷水接头
4
塑胶模具常用零件名称
直顶 转气块
气嘴
导套 压块
直顶杆
5
塑胶模具常用零件名称 水口镶件
斜顶
公模仁 方顶(摆顶)
弹簧顶针 斜顶钩针
6
斜导柱 滑块镶件
耐磨板 压条 弹簧
塑胶模具常用零件名称 斜导柱固定块