模具零件名称统一标准
hasco标准

HASCO标准HASCO标准是什么?为什么它是世界上最广泛使用的模具配件生产标准之一?HASCO标准有哪些优点和特点?如何利用HASCO标准提高模具设计和制造的效率和质量?本文将为您详细介绍HASCO标准的相关知识,帮助您更好地了解和应用这一国际领先的模具技术。
HASCO标准的由来和发展HASCO是德国哈斯科公司(HASCO Hasenclever GmbH + Co KG)的简称,该公司成立于1924年,是世界上最早从事模具配件生产和销售的企业之一。
哈斯科公司以其创新精神和卓越品质,开发了一系列符合国际标准的模具配件,为全球的模具设计和制造提供了便捷、高效、可靠的解决方案。
¹HASCO标准是哈斯科公司根据多年的模具经验和客户需求,制定的一套完整、系统、统一的模具配件生产标准,包括了模具基础、顶针、热流道系统、定位零件、注塑机配件、多喷嘴系统等各种类型和规格的模具配件。
HASCO标准不仅适用于哈斯科公司自己生产的模具配件,也适用于其他厂家按照HASCO标准生产的模具配件,实现了不同厂家、不同国家、不同类型的模具配件之间的互换性和兼容性。
²HASCO标准自从诞生以来,就受到了全球模具行业的广泛认可和欢迎,成为了世界三大模具配件生产标准之一,与美国的DME标准、日本的MISUMI标准齐名。
目前,HASCO标准已经被应用于汽车、电子、医疗、消费品等各个领域的模具设计和制造,覆盖了世界上90%以上的市场。
³HASCO标准的优点和特点HASCO标准之所以能够在激烈的国际竞争中脱颖而出,得益于其以下几个方面的优点和特点:互配性强:HASCO标准采用了统一的尺寸和公差,保证了不同厂家、不同国家、不同类型的模具配件之间可以无缝对接,无需进行额外的加工或调整。
这样可以大大节省了模具设计和制造的时间和成本,提高了模具的通用性和灵活性。
设计简洁:HASCO标准遵循了“简单即美”的设计理念,尽量减少了多余的零件和结构,使得每一个模具配件都能够发挥最大的功能和效果。
模具零部件编号规范

模具零部件编号规范本标准规定的各项规则,用来保证企业标准格式的统一,不论其技术内容如何,都尽可能以相同的形式表达:I)模架模板和模具的零件编排序号:(1)模架以分型面为分隔线。
前模A板定义为A0,其它模板依次编排表示为A1。
A2。
后模B板定义为B0,其它模板依次编排表示为B1。
B2。
如模具有推板。
把推板定义为B0。
其它模板依次编排为B1。
II3D图形颜色设计:分模工程师根据模具总装设计,在完成分模图后在3D分模图形上不同用途的部位,分别表示成不同文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
在中国古代,文案亦作" 文按"。
公文案卷。
《北堂书钞》卷六八引《汉杂事》:"先是公府掾多不视事,但以文案为务。
"《晋书·桓温传》:"机务不可停废,常行文按宜为限日。
" 唐戴叔伦《答崔载华》诗:"文案日成堆,愁眉拽不开。
"《资治通鉴·晋孝武帝太元十四年》:"诸曹皆得良吏以掌文按。
"《花月痕》第五一回:" 荷生觉得自己是替他掌文案。
"旧时衙门里草拟文牍、掌管档案的幕僚,其地位比一般属吏高。
《老残游记》第四回:"像你老这样抚台央出文案老爷来请进去谈谈,这面子有多大!"夏衍《秋瑾传》序幕:"将这阮财富带回衙门去,要文案给他补一份状子。
注塑模具制作标准(第二版)
模具外观要求喷漆。江森内部模具统一喷江森蓝漆“ ”,运输带、 支撑脚等附件喷红色油漆,要求喷漆均匀、用钝器刮不易脱落。进出 水路及吊环螺丝孔旁边要求用字码打上进出水标记和吊环螺纹孔规格, 字高要求10mm。见下图:
模具安装方向上的上下侧原则上不能开设水嘴和油嘴,尤其是上方。 若不能避免,必须内置,或下方有支撑脚加以保护。
• 热流道接线应捆扎,用压板盖住,以免装配时压断电线。 • 电源线和控制线外面应套上耐高温护套,护套不得有破损。接线盒 应牢固固定在模具的上侧,并避开吊模环。 • 不论是集流板还是模板所有与电线接触的地方均应有圆角过渡,以 免损坏电线。
• 有热流道的模具,在模具的固定板上必须要有隔热板。隔热板外形 尺寸比固定板单边小5mm。
• 热流道系统品牌YFJC推荐为:Yudo(柳道万和)、Syventive(圣万 提)。如果供应商用其他品牌的热流道,必须经YFJC相关工程师的 书面同意。
6.顶出系统:
模具设计应以全自动生产为第一优先考虑设计方案。
顶出复位顺畅,无卡滞,无异响,严禁上下串动。 曲面或斜面上的顶针需有定位防转(D型),顶针若在坡度较大的斜面 上,顶杆上要加防滑槽或咬花,但应以不影响制品外观为原则(见下 图) 。端面如为平面,应用磨床磨平。顶杆应有编号,编号用钢字码 敲上,不准用打磨机打标记。
常用机械式先复位机构简易图
4.成型面和分型面:
分型面保持干净、整洁,无凹坑、锈迹等其他影响外观的缺陷。分型面 不能用手提砂轮打磨避空。
型腔、分型面试模前擦干净,无铁屑、红丹。
大中型模具分型面较大的地方应将距产品20~30mm的以外的分型面避空 ,避空深度0.5mm。模仁分型面周边棱角至少要有2X2X45°的倒角。
模具图的绘制及模具总装图的要求
模具图的绘制及模具总装图的要求一、绘制模具图要求按照国家制图标准绘制,但是也要求结合本厂标准和国家未规定的工厂习惯画法。
在画模具总装图之前,应绘制工序图,并要符合制件图和工艺资料的要求。
由下道工序保证的尺寸,应在图上标写注明"工艺尺寸"字样。
如果成型后除了修理毛刺之外,再不进行其他机械加工,那么工序图就与制件图完全相同。
在工序图下面最好标出制件编号、名称、材料、材料收缩率、绘图比例等。
通常就把工序图画在模具总装图上。
1. 绘制总装结构图绘制总装图尽量采用1:1的比例,先由型腔开始绘制,主视图与其它视图同时画出。
二、模具总装图应包括以下内容:1. 模具成型部分结构2. 浇注系统、排气系统的结构形式。
3. 分型面及分模取件方式。
4. 外形结构及所有连接件,定位、导向件的位置。
5. 标注型腔高度尺寸(不强求,根据需要)及模具总体尺寸。
6. 辅助工具(取件卸模工具,校正工具等)。
7. 按顺序将全部零件序号编出,并且填写明细表。
8. 标注技术要求和使用说明。
三、模具总装图的技术要求内容:1. 对于模具某些系统的性能要求。
例如对顶出系统、滑块抽芯结构的装配要求。
2. 对模具装配工艺的要求。
例如模具装配后分型面的贴合面的贴合间隙应不大于0.05mm模具上、下面的平行度要求,并指出由装配决定的尺寸和对该尺寸的要求。
3. 模具使用,装拆方法。
4. 防氧化处理、模具编号、刻字、标记、油封、保管等要求。
5. 有关试模及检验方面的要求。
四、绘制全部零件图由模具总装图拆画零件图的顺序应为:先内后外,先复杂后简单,先成型零件,后结构零件。
1. 图形要求:一定要按比例画,允许放大或缩小。
视图选择合理,投影正确,布置得当。
为了使加工专利号易看懂、便于装配,图形尽可能与总装图一致,图形要清晰。
2. 标注尺寸要求统一、集中、有序、完整。
标注尺寸的顺序为:先标主要零件尺寸和出模斜度,再标注配合尺寸,然后标注全部尺寸。
模具图面2D标注规范

材料和热处理状态标注
材料
标注每个零件所使用的材料,如“45#钢”、“P20塑料”等,以便了解其机 械性能和加工特性。
热处理状态
标注零件的热处理状态,如“淬火”、“回火”等,以及热处理后的硬度要求 ,以确保零件的机械性能。
公差和表面粗糙度标注
公差
根据零件的功能要求,标注适当的尺寸公差和形位公差,以确保零件的加工精度 和装配要求。
定义与术语
模具图面
表示模具结构、零件、装配关系的图纸。
2D标注
使用二维平面图形进行尺寸、公差、技术要求等 标注的方法。
术语解释
根据行业标准和惯例,对模具图面2D标注规范中 涉及的专业术语进行统一规定。
02
模具图面2D标注基本规则
线性尺寸标注规则
01
线性尺寸应标注在加工 或测量时容易测量的位 置,并尽量标注在视图 的外侧。
02
尺寸线应与所标注的轮 廓线平行,尺寸界线应 与对应的轮廓线相切或 重合。
03
箭头应指在尺寸界线上, 不允许箭头指向被标注 的轮廓线。
04
尺寸数字应按标准字体 书写,并应遵循标准单 位的规定。
角度标注规则
01
02
03
04
角度标注应标注在能够准确反 映加工或测量所需的角度位置
。
角度尺寸线应绘制成圆弧形, 角度界线应与对应的角度线相
表面粗糙度
根据零件的表面要求,标注适当的表面粗糙度值,以指导加工过程中表面质量的 控制。
其他技术要求和注释
技术要求
标注零件的特殊加工要求、检验要求、 焊接要求等,以确保零件的制造质量 和性能。
注释
在图纸上添加必要的注释,以解释图 纸中的某些细节、特殊要求或注意事 项,帮助制造人员更好地理解图纸。
注塑模具设计、工艺与材料选用标准

业
标
准
注塑模具设计、工艺与材料选用标准
7
页
共 23 页
大型非标模架 A 板、B 板起吊螺钉孔为 M36~M48。 模具吊环大小和吊环孔位置要能保证吊装平衡,吊环要求旋到底;模具各板至少有 2 个以上
吊环,模具长度方向超过 600mm 时,两侧必须下吊环;吊环孔必须在模架上用钢印做清晰标记。 4.8 模具吊环不能与水嘴、油缸、预复位杆等模具零部件干涉。模具要便于吊装、运输,吊装时
模具与设备匹配
模具长度为 600mm 以上(含 600mm)必须在底板天侧与地侧各安装一个安装欧姆龙合模保护开
5.1
关, 开关型号为:SHL-Q2255; 长 600mm 以下的模具在底板天侧方向安装仿欧姆龙 (OMRON) V-15-1A5-T。 5.2 5.2.1 限位开关安装要求: 安装必须低于模板表面,与保护开关接触的定位块,必须有两颗销钉进行定位。安装方式
TCL 德龙家用电器(中山)有限公司
文件编号 代 页 替 码
第
Q/TDJ xxxxxx
企 文件名称
业
标
准
注塑模具设计、工艺与材料选用标准
10
页
共 23 页
6.15 中托边直径≥回针直径且大型模具(6060 以上模架)需安装 6 个或以上中托边。 6.16 模具导柱或中托边需加工工艺螺丝孔。模具二板模导柱一般需安装在定模侧。 6.17 三板模水口板要求导向滑动顺利,水口板易拉开,三板模水口拉杆需安装在模具内,用机械 手取件,导柱不能影响机械手取件。 6.18 导柱伸出长度要比内模及斜导柱长度长 10mm;热流道扶针要比热嘴长度长大约 30mm 以上。 6.19 模具支承柱应比模腿高出 0.05-0.15mm,要求统一磨平。 模具设计时在进胶口位置附近需下支 承柱。支承柱材料为 45#钢。顶针板孔要比支承柱单边大 1.5mm。小型模具固定螺丝要用 M10,大、 中型模具固定螺丝要用 M12。 6.20 针板垃圾钉布置间距不可超 100-250mm,且均布。回针下面一定要有垃圾钉,用油缸抽芯拉
模具零件标准名称讲解【范本模板】
目次1 前言。
...........................................................................................。
(1)2 模具零件的中英文标准命名及其功用解析。
(2)2。
1模胚组板.........。
..................................。
......................................................。
(3)2.2成型件.。
(4)2。
3浇注系统。
(5)2.4发热元件、热流道系统.。
(6)2.5脱模构件。
(8)2.6限位零件。
(10)2。
7运水系统.。
(11)2。
8液压元件 (12)2.9辅助装置。
(13)2.10紧固件。
(15)2.11热处理。
(16)此文件属「有限公司」之管理性文件,未经许可,不得擅自复印模具零件的中英文标准命名前言为了使公司,在采购、生产、工程等部门实际运作中,对塑胶模具各部分零件的名称达到规范化、统一化,特制定本标准。
此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印此文件属「有限公司」之管理性文件,未经许可,不得擅自复印。
模具标准配件
模具标准配件模具是工业生产中常用的一种加工工具,它的制造和使用涉及到许多方面的知识和技术。
在模具的制造过程中,模具标准配件起着至关重要的作用。
模具标准配件是指在模具制造和使用中,用于连接、固定、定位等作用的标准化零部件。
它们的质量和性能直接影响着模具的精度、稳定性和寿命。
因此,选择和使用合适的模具标准配件对于提高模具质量和生产效率具有重要意义。
首先,模具标准配件包括哪些内容呢?常见的模具标准配件主要包括模具导柱、导套、弹簧、螺钉、螺母、垫圈、销钉等。
它们在模具中起着固定、定位、支撑、传动等重要作用。
而这些标准配件的质量和性能对于模具的加工精度、使用寿命和稳定性有着直接的影响。
其次,模具标准配件的选择需要注意哪些方面呢?首先,要根据模具的具体结构和工作条件来选择合适的标准配件。
不同类型的模具需要使用不同规格和材质的配件,以确保其在工作过程中能够承受相应的载荷和磨损。
其次,要注意配件的质量和加工精度。
优质的配件不仅能够提高模具的加工精度,还能够延长模具的使用寿命,减少维护成本。
最后,要选择信誉良好的供应商,以确保配件的质量和交货周期。
再次,模具标准配件的使用需要注意哪些问题呢?首先,要严格按照配件的使用说明来安装和使用。
不同的配件有着不同的使用要求,如果使用不当会导致模具的损坏甚至事故。
其次,要做好配件的维护保养工作。
定期对配件进行检查和保养,及时发现和处理问题,可以有效延长配件和模具的使用寿命。
最后,要做好配件的管理和追溯工作。
建立配件的台账和追溯体系,对配件的使用情况和使用寿命进行记录和分析,可以为模具的维护和改进提供重要依据。
总之,模具标准配件在模具制造和使用中起着至关重要的作用。
正确选择和使用合适的配件,对于提高模具的质量和生产效率具有重要意义。
因此,我们在模具制造和使用过程中要充分重视模具标准配件的选择、使用和管理,以确保模具能够稳定、高效地工作,为工业生产提供可靠的保障。
模具字唛标示规范
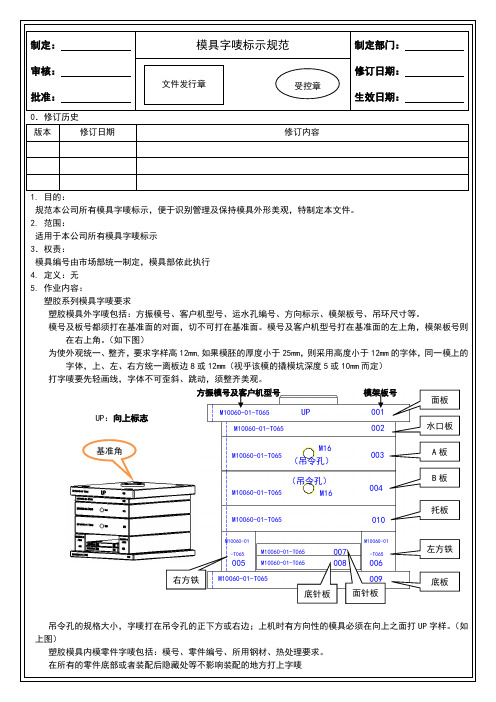
吊令孔的规格大小,字唛打在吊令孔的正下方或右边;上机时有方向性的模具必须在向上之面打UP 字样。
(如上图)塑胶模具内模零件字唛包括:模号、零件编号、所用钢材、热处理要求。
在所有的零件底部或者装配后隐藏处等不影响装配的地方打上字唛标准是锣深1mm 、阔5mm 的凹槽,再用3mm 高字体打上正字;如位置有限,可以用2mm 字体在3mm 阔、1mm 深的凹槽内打;字间隙为0.5mm ,槽长以取整数未原则(如:30、35、40…)。
需热处理的零件,在热处理前打上字唛(如下图)要配合顶针、哥针及镶件等的位置必须打上相应认记的字唛,位置不够时可以用金属打磨头在非重要的部位打上字唛。
(如下图)固态硅胶系列模具字唛要求固态硅胶模具外字唛包括:方振模号、模架板号、方向标志。
001 002005006007008009基准角003004M10060-01-T065M10060-01-T065M10060-01-T065M10060-01-T065 M10060-01-T065M10060-01-T065M10060-01-T065M10060-01-T065010M16M16UP (吊令孔)(吊令孔) UP :向上标志右方铁底针板面针板面板水口板 A 板 B 板托板左方铁底板模具编号需同时刻在模具左右两侧的右上角(如下图)模具所刻英文字唛统一使用规格高度为10mm(如M)模具所刻数字字唛统一使用规格高度为8mm(如20028-02)模具所刻字唛深度为-0.5mm6. 相关文件:无7.相关表单:无8. 相关附件:无。
模具标准件
模具标准件概述模具标准件是指在模具制造中经常使用的、具有通用性的标准零部件。
它们是模具制造的基础,能够提高模具制造的标准化程度,从而降低模具制造成本,并提高模具制造的效率和质量。
本文将介绍模具标准件的定义、分类、主要特点以及在模具制造中的重要作用。
定义模具标准件是一类具有统一规格、通用性强的零部件,广泛应用于模具制造中各种类型的模具。
它们具有标准化尺寸、统一的形状和工艺要求,可以直接用于模具的制造和装配,提高了模具的标准化程度。
模具标准件通常由专门的制造商生产,以供模具制造厂家使用。
常见的模具标准件包括导柱、导套、压簧、顶针等。
分类根据其在模具中的作用和用途,模具标准件可以分为以下几类:1.导向类标准件:主要包括导柱、导套等。
导向类标准件用于引导和定位模具零件,确保模具在工作过程中的准确性和稳定性。
2.弹性类标准件:主要包括压簧、顶针等。
弹性类标准件可以提供模具零件之间的弹性支撑和补偿,以适应不同的工作条件和要求。
3.连接类标准件:主要包括螺杆、螺母等。
连接类标准件用于连接和固定模具的各个零部件,确保模具的结构牢固和稳定。
4.密封类标准件:主要包括密封圈、O型圈等。
密封类标准件用于防止模具中的液体或气体泄漏,确保模具的密封性能和工作效率。
5.冷却类标准件:主要包括冷却水管、冷却装置等。
冷却类标准件用于调节和控制模具的温度,提高模具的工作效率和寿命。
特点模具标准件具有以下主要特点:1.通用性强:模具标准件具有统一的规格和尺寸,可以与多种类型的模具进行配合使用,提高了模具的通用性和互换性。
2.标准化程度高:模具标准件的形状、工艺和质量要求都已经通过标准化的规范确定,可以直接用于模具的制造和装配,减少了加工和调试的时间和成本。
3.品质可靠:模具标准件由专门的制造商生产,具有较高的品质保证,能够满足模具制造的要求,提高了模具的可靠性和稳定性。
4.交货周期短:由于模具标准件的生产规模大、市场需求量大,供应商通常能够提供快速的交货周期,缩短了模具制造的时间。
模具铭牌管理
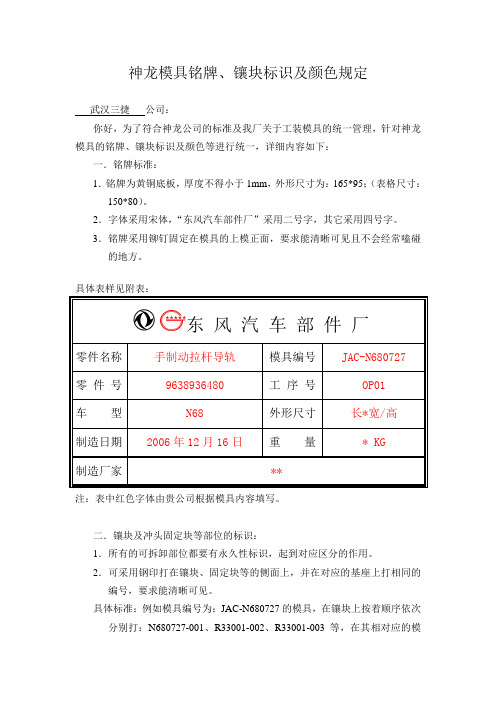
神龙模具铭牌、镶块标识及颜色规定武汉三捷公司:你好,为了符合神龙公司的标准及我厂关于工装模具的统一管理,针对神龙模具的铭牌、镶块标识及颜色等进行统一,详细内容如下:一.铭牌标准:1.铭牌为黄铜底板,厚度不得小于1mm,外形尺寸为:165*95;(表格尺寸:150*80)。
2.字体采用宋体,“东风汽车部件厂”采用二号字,其它采用四号字。
3.铭牌采用铆钉固定在模具的上模正面,要求能清晰可见且不会经常嗑碰的地方。
东风汽车部件厂注:表中红色字体由贵公司根据模具内容填写。
二.镶块及冲头固定块等部位的标识:1.所有的可拆卸部位都要有永久性标识,起到对应区分的作用。
2.可采用钢印打在镶块、固定块等的侧面上,并在对应的基座上打相同的编号,要求能清晰可见。
具体标准:例如模具编号为:JAC-N680727的模具,在镶块上按着顺序依次分别打:N680727-001、R33001-002、R33001-003等,在其相对应的模具本体基座上,只需打后面的编号001、002、003即可。
注:如果是两个以上的零件组装的,且每个部件上都要打编号。
如冲头固定板及固定板下的垫板。
三.模具的色彩管理:1.模具的本体基座采用天蓝色。
2.模具的起重装置部位采用黄色。
包括顶出器、退料板以及楔器、较大镶块上的起重孔、起重吊环等部位全为黄色。
3.模具中放安全支柱的安全区域采用黑色。
4.限止器采用红色,限制器上的存放限止器(承压块)采用黄色。
5.废料滑板、废料盒等采用红色。
6.弹簧等关键部位采用红白相间的斜条纹。
7.其它重点部位需要明确指出的,都采用红色。
8.其它未注明的地方可参照通用标准或向我厂制造管理部询问。
以上内容请贵公司按要求制作。
东风汽车部件厂2006年12月16日。
什么是hasco标准
什么是hasco标准HASCO标准是指一种用于模具制造的标准规范,它的全称是“HASCO标准件”,是由德国HASCO公司制定的一套国际通用的模具标准件。
HASCO标准件是模具制造中广泛使用的一类标准零部件,它们具有标准化、通用化、系列化的特点,可以大大提高模具制造的效率和质量。
HASCO标准件包括模具构件、模具附件和模具辅助系统等,它们在模具设计、制造和使用中起着至关重要的作用。
HASCO标准的制定是为了满足模具制造领域的需求,它通过统一规范、标准化尺寸和材料,使得不同厂家生产的模具零部件可以互换使用,从而降低了模具制造的成本,提高了生产效率。
与此同时,HASCO标准也为模具设计师和制造者提供了一套统一的规范和参考,使得他们在设计和制造模具时可以更加高效、精确地进行工作。
HASCO标准件的种类繁多,涵盖了模具制造中的各个方面,比如导柱、导套、顶针、弹簧、气缸等,每一种标准件都有着严格的规范和尺寸要求。
这些标准件的使用不仅可以简化模具设计和制造的流程,还可以大大缩短交货周期,提高模具的使用寿命和稳定性。
在实际应用中,HASCO标准件被广泛应用于注塑模、压铸模、冲压模等各类模具中,成为了模具制造领域的一种行业标准。
除了标准件的使用,HASCO还提供了一整套模具系统解决方案,包括模具设计软件、模具加工设备、模具制造工艺等,为模具制造企业提供了全方位的支持。
这些系统解决方案不仅可以帮助企业提高生产效率,还可以降低成本,提高产品质量,提升企业竞争力。
总的来说,HASCO标准是模具制造领域的一种重要标准规范,它通过统一规范、标准化尺寸和材料,提高了模具制造的效率和质量,为模具制造企业提供了一整套的解决方案。
在未来,随着模具制造技术的不断发展和完善,HASCO标准将继续发挥着重要的作用,推动模具制造行业的发展。
模具编号规定
模具编号规定
依据ISO/TS16949:2002标准编制
文件编号: ZC/7.5.1-5
编制: 日期:
审核: 日期:
批准: 日期:
2006-03-01发布 2006-03-15 实施聊城市人和轴承有限公司发布
1.、目的:为了规范公司模具车间的规范管理,保证公司模具的规范管理。
2.、适用范围:适用于公司所有模具的使用。
3.、模具编号及相关表格:
注:1、每套模具在热处理前由模具检验员负责统一编号,并写上全称。
2、编号的填写按每一种型号(代码)001、002、003依次类推。
3、每一次记录都要备案。
4、由模具检验员刻字编号。
本文件编制:
本文件审核:
本文件批准;
执行日期;年月日。
模具标准配件
模具标准配件模具是工业生产中常用的一种加工工具,它的质量直接关系到产品的成型质量和生产效率。
而模具的标准配件则是模具中不可或缺的一部分,它们的质量和精度也直接影响着整个模具的使用效果。
因此,选择和使用好模具标准配件对于提高模具的使用寿命、加工精度和生产效率具有重要意义。
首先,模具标准配件包括哪些内容呢?通常来说,模具标准配件主要包括模具导柱、模具导套、模具弹簧、模具螺母、模具定位销等。
这些配件在模具的使用过程中起着不可替代的作用,它们的质量和精度直接关系到模具的使用效果。
因此,在选择模具标准配件时,我们需要注重其质量和性能。
其次,模具标准配件的质量对于模具的使用效果有着直接的影响。
一个优质的模具标准配件,不仅需要具备良好的耐磨性和耐腐蚀性,还需要具备较高的精度和稳定性。
只有这样,才能保证模具在长时间的使用过程中依然保持良好的加工精度和稳定的使用性能。
因此,在选择模具标准配件时,我们需要选择那些具有良好品质和口碑的配件供应商,以保证模具的使用效果。
另外,模具标准配件的选择也需要考虑其适用性和通用性。
不同类型的模具需要使用不同的标准配件,因此在选择模具标准配件时,我们需要根据实际使用需求来选择适合的配件规格和型号。
同时,为了提高模具的通用性,我们也可以选择那些通用性较强的标准配件,以便在不同类型的模具中灵活使用。
最后,模具标准配件的维护和保养也是非常重要的。
良好的配件维护和保养可以延长配件的使用寿命,减少故障和损坏的发生,从而保证模具的正常使用。
因此,在日常使用过程中,我们需要定期对模具标准配件进行检查和保养,及时发现问题并进行处理,以保证配件的良好状态。
总之,模具标准配件作为模具的重要组成部分,对于模具的使用效果有着直接的影响。
选择和使用好模具标准配件,不仅可以提高模具的使用寿命和加工精度,还可以提高生产效率,降低生产成本。
因此,在模具的选择和使用过程中,我们需要重视模具标准配件的选择和使用,以保证模具的正常使用和生产效果。
零件名命名指引
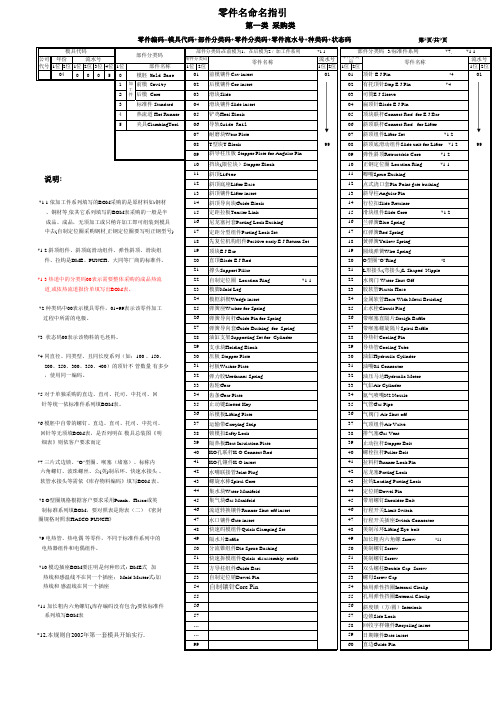
*10.模边插座BOM要注明是何种形式: DME式--加 热线和感温线不在同一个插座; Mold-Master式:加 热线和 感温线在同一个插座. *11.加长粗内六角螺钉(库存编码没有包含)要依标准件 系列填写BOM表.
自制镶针Core Pin
*12.本规则自2005年第一套模具开始实行.
*1.2 *1.2 99
*1.2 *1.1
说明:
*1.1.依加工件系列填写的BOM采购的是原材料如:钢材 、铜材等,依其它系列填写的BOM表采购的一般是半 成品、成品,无须加工或只稍许加工即可组装到模具 中去(自制定位圈采购钢材,正钢定位圈要写明正钢型号). *1.2.斜顶组件、斜顶底滑动组件、弹性斜顶、滑块组 件、拉钩是DME、PUNCH、大同等厂商的标准件。 *1.3.热道中的分类码00表示需要整体采购的成品热流 道,或依热流道报价单填写出BOM表。 *2.种类码中00表示模具零件,01~99表示该零件加工 过程中所需的电极。
*11 *8
*4
*4
滑块镶件Slide insert 铲鸡Heel Block 导轨Guide Rail 耐磨块Wear Plate T型块T Block 斜导柱压板 Stopper Plate for Angular Pin 挡块(限位块)Stopper Block 斜顶Lifter 斜顶底座Lifter Base 斜顶镶件Lifter insert 斜顶导向块Guide Block 定距拉板Tensier Link 尼龙塞衬套Parting Lock Bushing 定距分型组件Parting Lock Set 先复位机构组件Positive early E.J Return Set 顶块E.J Bar 直顶Blade E.J Rod 撑头Support Pillar 自制定位圈 Location Ring 模脚Mold Leg 模框斜楔Wedge insert 弹簧座Washer for Spring 弹簧导向杆Guide Pin for Spring 弹簧导向套Guide Bushing for Spring 油缸支架Supporting Set for Cylinder 支承块Holding Block 压板 Stopper Plate 衬板Washer Plate 弹力胶Urethanes Spring 齿轮Gear 齿条Gear Plate 止动键Slotted Key 吊模板Lifting Plate 运输带Carrying Strip 锁模扣Safty Lock 隔热板Heat Insulation Plate KO孔联杆K.O Connect Rod KO孔镶件K.O insert 水嘴联接管Joint Plug 螺旋水棒Spiral Core 集水块Water Manifold 集气块Gas Manifold 流道转换镶件Runner Shut-off insert 水口镶件Gate insert 快速码模组件Quick Clamping Set 隔水片Baffle 分流锥组件Die Sprue Bushing 快速拆模组件Quick disassembly outfit 方导柱组件Guide Bars 自制定位销Dowel Pin *1.1
模具标数规范
模具验收标准
结构完整性
检查模具结构是否完整,各部 件是否齐全,无损坏。
精度要求
对模具的尺寸、形位公差、表 面粗糙度等进行检测,确保符 合设计要求。
动作可靠性
对模具的开合模、抽芯、顶出 等动作进行测试,确保动作顺 畅、可靠。
制品质量
试模生产一定数量的产品,检 查制品尺寸、外观、性能等是
01
02
03
04
模具设计
根据产品需求和工艺要求,进 行模具结构设计,确保模具的
制造可行性。
材料选择
根据模具使用要求和加工工艺 ,选择合适的材料,确保模具
的耐用性和精度。
加工工艺
制定合理的加工工艺流程,确 保模具各部件的加工精度和表
面质量。
组装与调试
对加工完成的模具部件进行组 装,并进行调试,确保模具的
否符合要求。
模具维护与保养规范
使用与保养
定期对模具进行润滑保养,保持模具良好的 运行状态。
储存与保管
合理存放模具,避免潮湿、锈蚀等影响模具 使用寿命的因素。
检查与维修
定期对模具进行检查,发现异常及时处理, 避免问题扩大。
报废与更新
对损坏严重或达到使用寿命的模具进行报废 处理,及时更新。
05
模具应用与案例分析
追溯和控制。
03
模具设计规范
模具结构设计规范
01
02
03
04
模具结构应符合国家相 关标准,如《塑料模设 计手册》等。
模具结构应简单、紧凑, 便于制造、装配和维修。
模具应具有良好的刚性 和稳定性,确保成型过 程中不易变形。
模具应易于散热,以减 少成型周期和降低成型 温度。
质量规范---图纸、零件及工装夹具编号规则

Ver. 1.0QC/T-001质量规范–图纸、零件及工装夹具编号规则Specifications of Quality - Coding Rule ofDrawing, Products & Tooling and FixtureXXXX-XX-XX发布XXXX-XX-XX实施XXXXXXXX发布XX-QC/T-001-XXXX前言为了确保公司零部件编号、图纸编号的规范,便于查询,本公司特参照有国家标准及行业标准,制定出本企业标准。
本标准主要参照:1.QC/T265 – 2004 《汽车零部件编号规则》2.ISO/TS16949:2009 《汽车生产件及相关服务件的组织应用ISO9001:2008的特别要求》(第三版)3.XX-QP-QD-01 《文件与资料控制程序》本标准代替XX-QC/T-001-XXXX《产品编号规则》。
本标准与XX-QC/T-001-XXXX相比主要变化如下:——增加了图纸编号规则的内容(增加4.1条目,原4.1条目顺延调整为4.2条目)——调整了夹具(治具)的编号方法本标准由技术部提出。
本标准起草单位:技术部、质量部;修订单位:技术部、质量部本标准首次发布于XXXX年XX月XX日,于XXXX年XX月XX日进行修订。
XX-QC/T-001-XXXX零件、图纸、工装夹具编号规则1.目的为了确保公司工程图纸编号、零件编号以及相关工装模具编号的规范性,便于图纸、零件及相关工装模具的查找,且使图纸、零件及工装夹具保持版本一致,特编制本规则。
2.范围本标准规定了本公司所有产品零部件、图纸及工装部件的基本规则和方法。
本标准适用本公司所有产品零部件编号及工装编号(适用新开发产品模具编号)。
3.术语和定义下列术语和定义适用于本标准。
3.1 产品(Products)生产企业向用户或市场以商品形式提供的成品。
3.2零部件(Parts and components)包括总成、分总成、子总成、单元体、零件。
模具字唛标示规范
制定: 审核: 批准:模具字唛标示规范制定部门: 修订日期: 生效日期:0.修订历史 版本 修订日期修订内容1. 目的:规范本公司所有模具字唛标示,便于识别管理及保持模具外形美观,特制定本文件。
2. 范围:适用于本公司所有模具字唛标示 3.权责:模具编号由市场部统一制定,模具部依此执行 4. 定义:无 5. 作业内容:塑胶系列模具字唛要求塑胶模具外字唛包括:方振模号、客户机型号、运水孔编号、方向标示、模架板号、吊环尺寸等。
模号及板号都须打在基准面的对面,切不可打在基准面。
模号及客户机型号打在基准面的左上角,模架板号则在右上角。
(如下图)为使外观统一、整齐,要求字样高12mm,如果模胚的厚度小于25mm ,则采用高度小于12mm 的字体,同一模上的字体,上、左、右方统一离板边8或12mm (视乎该模的撬模坑深度5或10mm 而定)打字唛要先轻画线,字体不可歪斜、跳动,须整齐美观。
吊令孔的规格大小,字唛打在吊令孔的正下方或右边;上机时有方向性的模具必须在向上之面打UP 字样。
(如上图)塑胶模具内模零件字唛包括:模号、零件编号、所用钢材、热处理要求。
在所有的零件底部或者装配后隐藏处等不影响装配的地方打上字唛001 002005006 007 008009基准角003004M10060-01-T065M10060-01-T065M10060-01-T065M10060-01-T065 M10060-01-T065M10060-01 -T065M10060-01-T065M10060-01-T065M10060-01-T065 M10060-01-T065010M16M16UP (吊令孔)(吊令孔) UP :向上标志右方铁底针板面针板文件发行章受控章模架板号方振模号及客户机型号面板 水口板 A 板 B 板托板左方铁底板标准是锣深1mm、阔5mm的凹槽,再用3mm高字体打上正字;如位置有限,可以用2mm字体在3mm阔、1mm深的凹槽内打;字间隙为0.5mm,槽长以取整数未原则(如:30、35、40…)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。
集水块:包含前模集水块和后模集水块。 定位圈:包含前模定位圈和后模定位圈。 顶针套筒(指加长水口针配合位的零件),规定统一命名为镶针。
转水块:用于运水转接。
转气块:用于气体转接。 油缸座:用于固定油缸的座子。
集油块:包含前模集油块和后模集油块。
常用螺丝分为:杯头螺丝,无头螺丝和平头螺丝。DME标准中的直螺丝包含在无头螺丝中。 螺帽:内螺纹牙,与螺丝杆配合使用。 定位销:所有用于定位的销子,销钉。(包含管钉,内螺纹管钉和一些用于定位的柱子)。 冷却棒:用于冷却深腔位,不能直接做循环水路的位置的铍铜柱子。 冷水接头:用于斜顶运水转接的零件。
耐磨板 铲基 压条 耐磨板 定位珠 滑块 公模仁镶件(镶针)
斜度定位柱
限位柱(限位块) 顶针 顶针板导套 顶针板导柱 弹簧
塑胶模具常用零件名称
定位圈 前模固定板 唧咀 A 板
铲基
母模仁 压条 导柱 零度定位块 产品 顶针 回针
耐磨块 滑 块
导套 公模仁 零度定位块 斜顶 B 板 导向块 顶针面板 斜顶座 耐磨板 顶针底板
回针 撑头 接线盒 垫圈 锁模底板 油嘴
方铁
隔热板
后模固定板
塑胶模具常用零件名称
回针撞块 导柱 母模仁镶件 承压板 90度快速接头 A板 撑柱 吊模块 模脚 快速接头 集水块 前模固定板 水嘴
热流道板
锁模块
热流道
二零件名称补充说明
撑柱:除撑头外,所有用于起支撑作用的圆柱子。(包含吊模块下的撑柱,斜顶导套下的撑柱)。 垫块:所有用于起支撑作用的块形零件。 镶块:与胶位无关的镶拼零件。(包含撞块,固定行程开关调节杆的零件等). 限位柱:用于限位的圆柱形零件。(包含顶出,滑块等的限位零件)。 限位块:用于限位的块形零件。(包含顶出,滑块等的限位零件)。 行程开关调节块:用于行程开关的行程调节。(包含圆形的与行程开关调节杆配合使用的零件). 行程开关调节杆:用于行程开关的行程调节。 耐磨板:所有起耐磨作用的块形零件。(包含滑块底部,背部,斜顶座底部的耐磨板)。 压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。 压条:指滑块压条和斜顶座压条的统称。 导滑块:指斜顶座的导滑块和滑块的导滑块的统称。 导向块:指为斜顶和斜顶杆的导向的块形零件。
斜导柱固定块
斜导柱 滑块镶件 铲基
耐磨板
压条 导滑块 弹簧 定位柱 限位块
塑胶模具常用零件名称
滑块座 油缸连接杆
行程开关调节块
镶块
行程开关调节杆 油缸 垫块 油缸座 行程开关
塑胶模具常用零件名称
吊模块
90度油管接头
油管
集油块
计数器 百分表保护块 百分表 模脚 电磁阀 直通油管接头
塑胶模具常用零件名称
撑头
方铁 后模固定板
塑胶模具常用零件名称 斜顶 斜顶杆 斜顶杆导套 撑柱 斜顶 铜管 O形胶圈
压块 压条 压条 导滑座 导滑块 定位销 螺帽 斜顶座 冷水接头 斜顶座
塑胶模具常用零件名称
直顶
转气块 气嘴
导套 压块
直顶杆
塑胶模具常用零件名称
斜顶 水口镶件
公模仁 弹簧顶针
方顶(摆顶)
斜顶钩针
塑胶模具常用零件名称
模具名称统一标准图解
三板模
杯头螺丝 唧嘴 定位圈
水口勾针 导柱 导套 尼龙塞 楔紧块
前模固定板 水口板 A板
B板 斜度定位块 斜顶 导向块 耐磨板 司筒 公模仁 拉杆 垫板
拉杆 顶针面板 顶针底板
扁顶针 方铁
司筒针 垃圾钉 斜顶座 压块 撑头
后模固定板
两板模
滑块镶针 斜导柱 滑块座
母模仁 母模仁镶件(镶针)
弹簧顶针:又叫柔性顶针,用弹簧钢制作,用于成型小扣位,且空间位置小的部位。 K O镶件:与注塑机顶杆连接,用于顶出的连接零件。
拉杆:三板模结构中,用于对A板辅助限位的零件。 斜顶钩针:因空间限制,用于替代斜顶座的零件,通常用顶针制作。 截流塞:用于调整流道流量的零件。 垫圈:用于起支撑作用的,小型圆形零件。