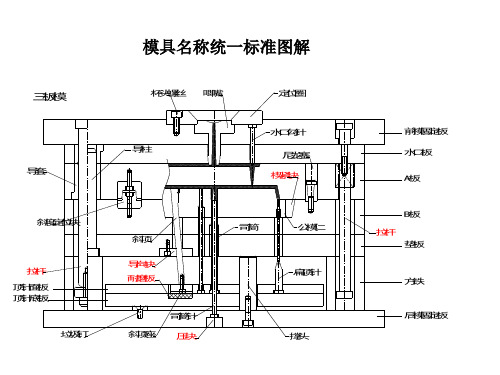
最新注塑模具零件名称统一标准
注塑模具零件名称统一标准
斜导柱固定块
铲基
定位柱
限位块
导滑块
塑胶模具常用零件名称
滑块座 油缸连接杆
行程开关调节块
油缸 垫块
油缸座
行程开关调节杆
镶块
行程开关
吊模块
塑胶模具常用零件名称
90度油管接头 油管
集油块
计数器
百分表保护块
百分表
模脚
电磁阀
直通油管接头
塑胶模具常用零件名称
回针 撑头
锁模扣
防尘板
垫圈
接线盒
顶针面板 顶针底板
塑胶模具常用零件名称
斜顶
斜顶
斜顶杆 斜顶杆导套 撑柱
铜管 O形胶圈
压块
压条 导滑座 导滑块 斜顶座
压条
斜顶座 螺帽 冷水接头
塑胶模具常用零件名称
直顶 转气块
气嘴
导套 压块
直顶杆
塑胶模具常用零件名称
水口镶件
斜顶
公模仁 方顶(摆顶)
弹簧顶针 斜顶钩针
斜导柱 滑块镶件
耐磨板 压条 弹簧
塑胶模具常用零件名称
隔热板
后模固定板
方铁Leabharlann 插座 油嘴导柱 A板 撑柱
吊模块 前模固定板
锁模块
塑胶模具常用零件名称
母模仁镶件
回针撞块 承压板 90度快速接头 模脚 快速接头 集水块
水嘴
注塑模具制作标准(第二版)
模具外观要求喷漆。江森内部模具统一喷江森蓝漆“ ”,运输带、 支撑脚等附件喷红色油漆,要求喷漆均匀、用钝器刮不易脱落。进出 水路及吊环螺丝孔旁边要求用字码打上进出水标记和吊环螺纹孔规格, 字高要求10mm。见下图:
模具安装方向上的上下侧原则上不能开设水嘴和油嘴,尤其是上方。 若不能避免,必须内置,或下方有支撑脚加以保护。
• 热流道接线应捆扎,用压板盖住,以免装配时压断电线。 • 电源线和控制线外面应套上耐高温护套,护套不得有破损。接线盒 应牢固固定在模具的上侧,并避开吊模环。 • 不论是集流板还是模板所有与电线接触的地方均应有圆角过渡,以 免损坏电线。
• 有热流道的模具,在模具的固定板上必须要有隔热板。隔热板外形 尺寸比固定板单边小5mm。
• 热流道系统品牌YFJC推荐为:Yudo(柳道万和)、Syventive(圣万 提)。如果供应商用其他品牌的热流道,必须经YFJC相关工程师的 书面同意。
6.顶出系统:
模具设计应以全自动生产为第一优先考虑设计方案。
顶出复位顺畅,无卡滞,无异响,严禁上下串动。 曲面或斜面上的顶针需有定位防转(D型),顶针若在坡度较大的斜面 上,顶杆上要加防滑槽或咬花,但应以不影响制品外观为原则(见下 图) 。端面如为平面,应用磨床磨平。顶杆应有编号,编号用钢字码 敲上,不准用打磨机打标记。
常用机械式先复位机构简易图
4.成型面和分型面:
分型面保持干净、整洁,无凹坑、锈迹等其他影响外观的缺陷。分型面 不能用手提砂轮打磨避空。
型腔、分型面试模前擦干净,无铁屑、红丹。
大中型模具分型面较大的地方应将距产品20~30mm的以外的分型面避空 ,避空深度0.5mm。模仁分型面周边棱角至少要有2X2X45°的倒角。
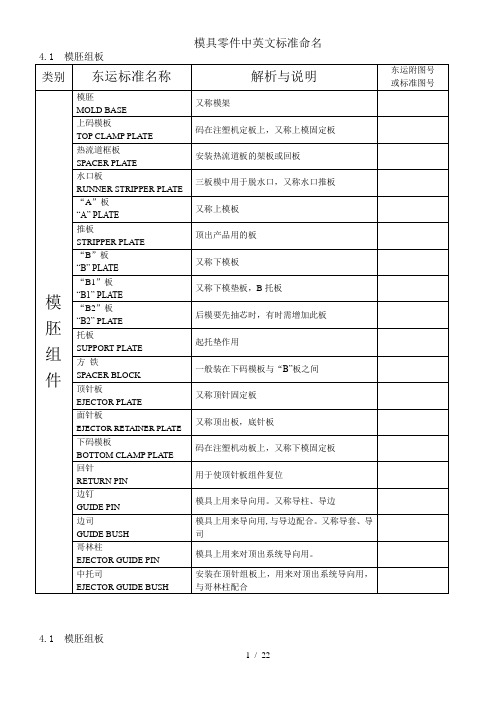
模具零件中英文标准命名
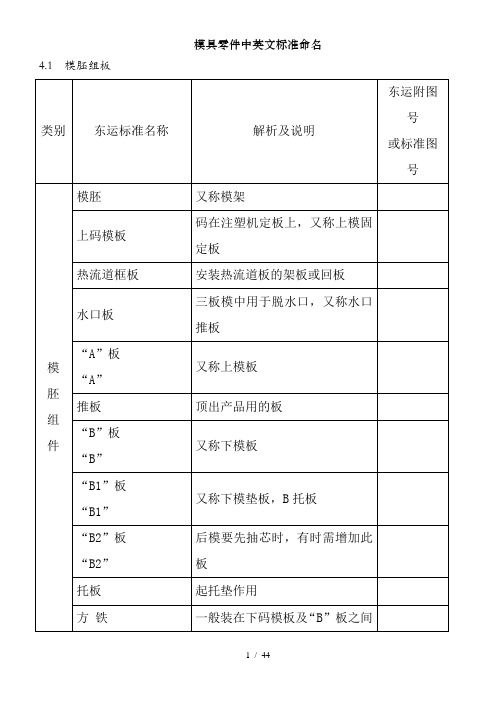
类别
东运标准名称
解析及说明
东运附图号或标准图号
模胚组件
模胚
又称模架
上码模板
码在注塑机定板上,又称上模固定板
热流道框板
安装热流道板的架板或回板
水口板
三板模中用于脱水口,又称水口推板
“A”板“A”
又称上模板
推板
顶出产品用的板
“B”板“B”
又称下模板
“B1”板“B1”
又称下模垫板,B托板
“B2”板“B2”
固定在顶针板上,用来实现斜顶滑动的座
顶针
包括公、英制,具体见《标准图册》
扁顶针
包括公、英制,具体见《标准图册》
柔和哥
用弹簧钢做的具有弹性的哥针,多用于斜顶。见《标准件资料》中大同部分。又称弹弓哥针
托针
包括公、英制,具体见《标准图册》
司筒针
包括公、英制,具体见《标准图册》
司筒
包括公、英制,具体见《标准图册》
方销
起斜导柱作用的方行销
弯销
多用于需多次分模中较复杂模具
水口勾针
尽量采用标准顶针改制,用于拉脱水口用
推方
又称推块,通过推杆连接在顶出系统上的零件
推方座
推方下面用来支持推杆滑动的座
推方杆
连接推方及顶出系统的杆,尽量采用标准顶针改制
弹弓胶
常安装在模胚回针下,起缓冲作用的
直顶
方形顶出件
直顶座
直顶下面及顶针板连接的基座
电源线
外指电源到温控箱之间的连线
电缆
温度温控及发热电源控制的连线(仅指温控箱和模具之间连接)
电源/电偶接头
包括电源接头和电偶接头
电源/电偶插座
包括电源插座和电偶插座
龙记模胚标准

龙记模胚标准
龙记模胚标准(LKM)是一种常用的模具零部件标准,广泛应用于注塑模具、压铸模具等领域的制造和设计。
龙记模胚标准包括了一系列的标准模胚和标准件,如导向件、冷却件、顶出件等,这些标准模胚和标准件具有统一的尺寸和规格,可以方便地进行互换和组合,提高了模具的设计和制造效率。
在使用龙记模胚标准时,需要根据具体的产品和工艺要求,选择合适的标准模胚和标准件进行组合,完成模具的设计和制造。
同时,龙记模胚标准也在不断地更新和完善,以适应不断变化的市场需求和技术发展。
总的来说,龙记模胚标准是一种广泛应用的模具零部件标准,具有统一、规范、高效等特点,能够提高模具的设计和制造效率,降低生产成本。
内六角螺钉注塑模具的标准零部件

第4章 注塑模具的标准零部件
4.1 概 述 4.2 注塑模具标准模架
1 、 模 架 的 定 义 与 用 途
2、模架的组成结构及其称谓
3 、 模 架 的 分 类
4、模架规格的表示方法
第4章 注塑模具的标准零部件
4.2 注塑模具标准模架
1、模架的定义与用途 模架的定义:模架也称为模胚。由模板、导柱和 导套等零件组成,但型腔未加工的组合体。 型芯、型腔、定位环、浇口套、顶杆、滑块机构 等部件须安装到模架上才构成一套完整的模具。 模架的用途:保证了凸凹模在开合模时能正确对 准,起连接、固定、导向的作用。
第4章 注塑模具的标准零部件
细水口模架的八种形式 •定模部分:有水口推板与无水口推板
DA EA 第一个D DB EB DC EC DD ED A B C 有垫板,无推板 有垫板,有推板 无垫板,无推板
有水口推板
D
E 无水口推板
无垫板, 有推板
第4章 注塑模具的标准零部件
定模部分带水口推板(弹料板)
F
G
有水口推板
无水口推板
A
C
有垫板
无垫板
第4章 注塑模具的标准零部件
4、模架规格的表示方法
4045 DC I A板 80 B板 90 C板 150 300
第4章 注塑模具的标准零部件
4.3 注塑模具标准模架的选用
根据图4-7所示的塑料件,说明怎样选用模架。
影响选用模架的因素: • 塑件的尺寸大小、形状 • 模具设计师的设计风格 • 模具制造所具有的生产设备有关
• 产品较高,对型芯的包紧力较大 时,此时顶杆的推出力不够,无 法满足产品顶出的需要。 产品是透顶时,没有合适的位置 安排顶出杆。
注塑模具技术规范

注塑模具技术规范美的集团家用空调国内事业部发布注塑模具技术规范1、目的1。
1、规范美的国内空调注塑模具制作规范和验收标准。
1。
2、不断提高模具质量,确保模具正常生产, 生产出合格的注塑件产品。
1。
3、模具厂家必须按照此标准进行模具设计及制造,若模具设计及制造因不符合此标准而引起的模具质量问题,由模具厂家承担一切后果。
2、范围本标准规定了塑料制件的模具工艺性,统一塑料模具的设计、制作标准、验收标准.本标准适用于家用空调国内事业部。
3、规范性引用文件无4、术语和定义无5、模具分类根据模架尺寸将模具分为大、中、小三类。
5.1、模架尺寸6060以上称为大型模具;5.2、模架尺寸3030~6060之间为中型模具;5.3、模架尺寸3030以下为小型模具.6、模架选用6.1、优先选用标准模架。
6.2、若选用非标模架,应优先选用标准板厚。
6.3、大型非标模架,导柱直径不小于Φ60mm,导套采用石墨铜套制做。
6.4、大型非标模架导套孔壁厚与模架边不得小于20mm,回针孔壁厚与模架边为35~40mm,回针直径不小于Φ30。
6.5、大型非标模架A板、B板起吊螺钉孔为M36~M48。
6.6、模架必须指定的供应商采购.6.6.1、模架非成型部分的模板零件应采用1050材质, 硬度HB170-220。
6。
6.2、导柱、导套回针等所用材料表面硬度不低于HRC60 2。
6。
6。
3、A板、B板镶件框壁厚一般为:(小模)30~50mm、(中模)50~80mm、(大模)80~120mm.6.6.4、开镶件框后B板厚度一般为:(小模)30~50mm、(中模)50~80mm、(大模)80~120mm。
6.6.5、镶件成型部位厚度一般为:(小模)25~35mm、(中模)35~50mm、(大模)50~70mm。
7、钢材选用7。
4、以下材料由模具厂家提供材料证明及采购证明。
滑块材料(外观)用738H钢料,硬度 HRC34~38,(非外观)用738钢料,硬度 HRC29~33. 斜顶材料用LKM738钢料,表面进行氮化处理,硬度HV700。
!模具零件标准名称-13页word资料

“教书先生”恐怕是市井百姓最为熟悉的一种称呼,从最初的门馆、私塾到晚清的学堂,“教书先生”那一行当怎么说也算是让国人景仰甚或敬畏的一种社会职业。只是更早的“先生”概念并非源于教书,最初出现的“先生”一词也并非有传授知识那般的含义。《孟子》中的“先生何为出此言也?”;《论语》中的“有酒食,先生馔”;《国策》中的“先生坐,何至于此?”等等,均指“先生”为父兄或有学问、有德行的长辈。其实《国策》中本身就有“先生长者,有德之称”的说法。可见“先生”之原意非真正的“教师”之意,倒是与当今“先生”的称呼更接近。看来,“先生”之本源含义在于礼貌和尊称,并非具学问者的专称。称“老师”为“先生”的记载,首见于《礼记?曲礼》,有“从于先生,不越礼而与人言”,其中之“先生”意为“年长、资深之传授知识者”,与教师、老师之意基本一致。1前言..……………………………………………………………………………….…………1
顶针板EJEΒιβλιοθήκη TOR PLATE又称顶针固定板,面针板
顶针托板EJECTOR RETAINER PLATE
又称顶出板,底针板
下码模板BOTTOM CLAMP PLATE
码在注塑机动板上,又称下模固定板
回针RETURN PIN
用于使顶针板组件复位
边钉GUIDE PIN
模具上用来导向用。又称导柱、导边
边司
指镶在下模框中的圆形小件,要求尽量采用标准顶针改制
GUIDE BUSH
模具上用来导向用,与导边配合。又称导套、导司
哥林柱
EJECTOR GUIDE PIN
模具上用来对顶出系统导向用。
中托司EJECTOR GUIDE BUSH
安装在顶针组板上,用来对顶出系统导向用,与哥林柱配合
类别
注塑模具标准件

4.导柱布置
一副模具最少要用两根导柱,模板外形尺寸大 的模具,可最多用4根导柱。为了使模具在使用、 维修时的拆装过程中不会发生动、定模认错方向, 导柱的布置可采取如下几种方案: (1)2根直径相同的导柱不对称布置; (2)2根直径不同的导柱对称布置; (3)3根直径相同的导柱不对称布置; (4)4根直径相同的导柱不对称布置; (5)两组直径不同的导柱各两根,对称布置。 5种布置方案分别如图(a)、(b)、(c)、(d)、(e) 所示,可根据模具大小和总体结构选用。
图1-2 带肩导柱与导套的安装尺寸一致
图1-3 带头导柱挠曲时不易卸下
(2)导柱尺寸的确定 导柱直径尺寸随模具 分型面处模板外形尺寸而定,模板尺寸愈大,导柱 间的中心距应愈大,所选导柱直径也应愈大。除了 导柱长度按模具具体结构确定外,导柱其余尺寸随 导柱直径而定。表列出导柱直径推荐尺寸与模板外 形尺寸关系数据。
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
Hale Waihona Puke mm表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
注: ① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度56HRC~60HRC。 20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC。 ③ 标注的形位公差应符合GB/T 1184—1996的规定, t为6级精度。
mm
注:① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度52HRC~56HRC。20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC 。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度。 ④ 其余应符合GB/T 4170-2006的规定。
塑胶模具设计准GB
2.对于多品多穴采用非平衡式分流道和进胶口,应依照流动的距离调整水口或流道的 大小,以确保尽可能各腔填充同步。
3.为减少热量及压力损失,流道应尽量短、直,且转角处须加R角保证流动顺畅。流 道表面须用600#以上沙纸省光,如果部品品是镜面,流道须用1000#沙纸省光。
差应提交客户确认;
3、模板间距考虑:分模面的确定要保证母、公模开模行程最短;
4、应尽量避免侧抽芯机构,若无法避免侧抽芯,应使抽芯尽量短,并尽量使滑块全
部出在公模;
5、由于斜滑块合模时锁紧力较小,对于投影面积较大的大型塑件,可将塑件投影面
积大的分模面放在公母模合模的主平面上,而将投影面积较小的分模面作为侧向分模
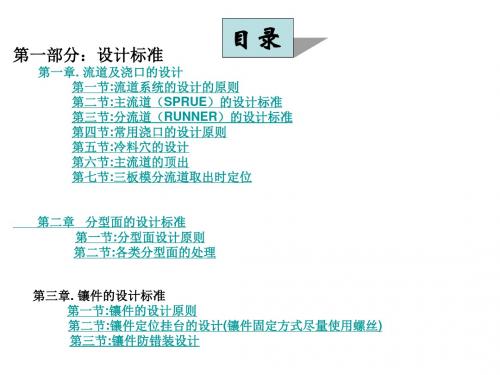
第一章. 模架的设计
第一节、撑头 第二节、小水口的开模控制机构 第三节、中托司及中托边 第四节、顶针复位开关 第五节、锁模扣 第六节、上 下固定板高度 第七节、定位块 第八节、导柱 导套排气 第九节、模架常用标准件的选择 第十节、模架板吊环螺丝孔的规定
第二章.标准件
第一节:内部自制标准件的选择
第二节:螺丝、顶针等相关标准件数据速查表
目录
三、分流道(RUNNER)的设计标准
1.流道类型
(1).圆形流道 D
(2).U形流道 20°
H=D
D
2.D的系列值:2 2.5 3 3.5 4 4.5 5 6 7 8 (10 12参考使用)
3.D的取值方式:
对于PE、PA等材料,D值可取小值,对于PC、PMMA等材料,D值可取大值。
目录
(2).经验估算
注塑机吨位(TON) ﹤130 ﹤350 350吨以上
注塑模具常用零件

5、定位钢珠: 标准件,主要是对滑块来止位的.
6、弹簧:
1)标准件,英文:spring. 2)材质:SWP或SUP. 3)分类:①形状上分类分为圆形和方形,模具上用的弹簧都是方形截面的.
②颜色上分类分为:黄色、兰色、绿色、红色、紫色。不同颜色承受负荷 不一样。 4)实物:
顶出板导柱导套设计要点:
A、顶出板导柱尽可能深入承板或者B板, 这样才能很好的定位,一般深入10毫米即 可。
B、顶出板导柱导套尽可能随着订购的标准 模块一起回模具厂。让生产标准模架的厂家 帮你加工装配好。
C、顶出板导柱导套可有可无,大小位置也 可以自行定义,一般是在顶针较多或者有斜 顶或者顶针摆放不平衡时设计它。从设计的 角度出发,不管是多简单的模具,加上它只 有利而无害。
2)同方向锁定的定位块只能对一个方 向定位,所以,一般要对模板模仁来定位, 要用到定位块时,一般要设计四个才行。
12、定位柱:标准件,也可称之为“导柱辅助器”。英文:taper pin set。材质:SUJ-2。
3、唧嘴(咀): 1)概述:它也可以叫“注口衬套”\“胶口套”,英文:sprue bushing,标准件; 材质:S45C\S50C\SKD61\SKD11\SK3 SR部分的硬度HRC50° ~ 55°
2)不同样式的参数:
3)唧嘴在模具中的位置及作用:大水口和细水口
三板模唧嘴的使用:
4)实物体现:
5)参数:
6、弹簧在模具中的位置及作用:
1)使上下顶出板回位:
设计要点:
A、一般情况下,弹 簧是与回针配合,在有 影响的情况下,最会使 其与导销配合。
B、安装弹簧的孔径 要大于弹簧的外径。
C、弹簧的内径要大 于导销或者回针的直径。
模具零件中英文标准命名
又可称发热丝
发热片HEATER SHEET
用于发热的元器件。例如,安装在MOLD-MASTER
热流道板上。
热电偶THERMOCOUPLE
探测温度用,又称热探针、温控线
延长咀头
EXTEND NOZZLE
接在唧咀前端,起到延长唧咀的作用
发热壳HEATER SHELL
唧咀与射咀外用来发热的壳体,又称发热箍
用于三板模中用于实现多次分模
直司
STRAIGHT GUIDE BUSH
无托位的导司
托边
SHOULDER GUIDE PIN
带台肩的边钉
4.2成型件
类别
东运标准名称
解析与说明
东运附图号或标准图号
成型件
上模仁
CAVITY INSERT
指镶在上模框中的最大成型件
下模仁
CORE INSERT
指镶在下模框中的最大成型件
发
热
元
件
、
热流
道
系
统
流道尾塞
END PLUG
又称为热流道尾塞
发热管压块HEATER CLAMP
起封装和压紧发热管的作用
模具上用来导向用,与导边配合。又称导套、导司
哥林柱
EJECTOR GUIDE PIN
模具上用来对顶出系统导向用。
中托司EJECTOR GUIDE BUSH
安装在顶针组板上,用来对顶出系统导向用,与哥林柱配合
4.1模胚组板
类别
东运标准名称
解析与说明
东运附图号或标准图号
模胚组件
水口边
SUPPORT PIN
4.4发热元件、热流道系统
类别
图解塑胶模具零件名称

拉杆:三板模结构中,用于对A板辅助限位的零件。 斜顶钩针:因空间限制,用于替代斜顶座的零件,通常用顶针制作。 截流塞:用于调整流道流量的零件。 垫圈:用于起支撑作用的,小型圆形零件。
油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。
集水块:包含前模集水块和后模集水块。 定位圈:包含前模定位圈和后模定位圈。 顶针套筒(指加长水口针配合位的零件),规定统一命名为镶针。
转水块:用于运水转接。
转气块:用于气体转接。 油缸座:用于固定油缸的座子。
集油块:包含前模集油块和后模集油块。
常用螺丝分为:杯头螺丝,无头螺丝和平头螺丝。DME标准中的直螺丝包含在无头螺丝中。 螺帽:内螺纹牙,与螺丝杆配合使用。 定位销:所有用于定位的销子,销钉。(包含管钉,内螺纹管钉和一些用于定位的柱子)。 冷却棒:用于冷却深腔位,不能直接做循环水路的位置的铍铜柱子。 冷水接头:用于斜顶运水转接的零件。
塑胶模具常用零件名称
回针 撑头 接线盒 垫圈 锁模扣 防尘板
插座
顶针面板
顶针底板 油嘴
方铁
隔热板
后模固定板
塑胶模具常用零件名称
回针撞块 导柱 母模仁镶件 承压板 90度快速接头 A板 撑柱 吊模块 模脚 快速接头 集水块 前模固定板 水嘴
热流道板
锁模块
热流道
二零件名称补充说明
撑柱:除撑头外,所有用于起支撑作用的圆柱子。(包含吊模块下的撑柱,斜顶导套下的撑柱)。 垫块:所有用于起支撑作用的块形零件。 镶块:与胶位无关的镶拼零件。(包含撞块,固定行程开关调节杆的零件等). 限位柱:用于限位的圆柱形零件。(包含顶出,滑块等的限位零件)。 限位块:用于限位的块形零件。(包含顶出,滑块等的限位零件)。 行程开关调节块:用于行程开关的行程调节。(包含圆形的与行程开关调节杆配合使用的零件). 行程开关调节杆:用于行程开关的行程调节。 耐磨板:所有起耐磨作用的块形零件。(包含滑块底部,背部,斜顶座底部的耐磨板)。 压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。 压条:指滑块压条和斜顶座压条的统称。 导滑块:指斜顶座的导滑块和滑块的导滑块的统称。 导向块:指为斜顶和斜顶杆的导向的块形零件。
塑料模具零部件结构标准及参考图例

168第二篇 塑料模具零部件结构标准及参考图例第7章 注射模零部件结构尺寸及技术要求7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套; 11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有41234567891012345678910111213141516151413121122212019181716169种。
直浇口基本型又分为A 型、B 型、C 型和D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
15:塑胶模具部件名称及材质与表面处理
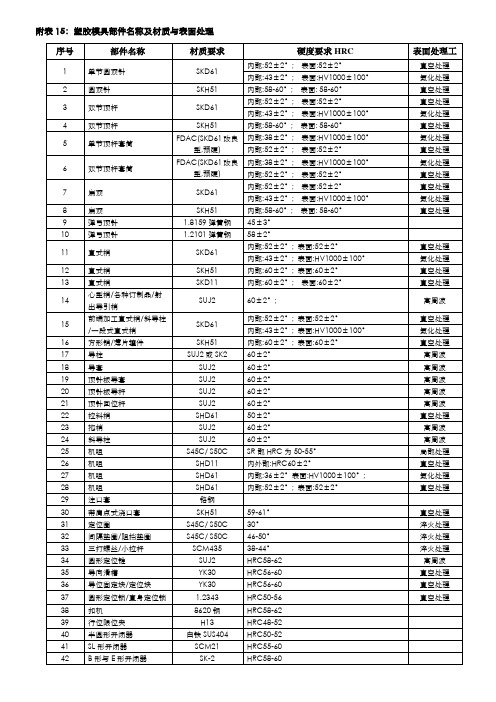
附表15:塑胶模具部件名称及材质与表面处理序号部件名称材质要求硬度要求HRC 表面处理工1 单节圆顶针SKD61 内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理2 圆顶针SKH51 内部:58-60°; 表面: 58-60° 真空处理3 双节顶杆SKD61 内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理4 双节顶杆SKH51 内部:58-60°; 表面: 58-60° 真空处理5 单节顶杆套筒FDAC(SKD61改良型,预硬)内部:38±2°; 表面:HV1000±100° 氮化处理内部:52±2°; 表面:52±2° 真空处理6 双节顶杆套筒FDAC(SKD61改良型,预硬)内部:38±2°; 表面:HV1000±100° 氮化处理内部:52±2°; 表面:52±2° 真空处理7 扁顶SKD61 内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理8 扁顶SKH51 内部:58-60°; 表面: 58-60° 真空处理9 弹弓顶针 1.8159弹簧钢45±3°10 弹弓顶针 1.2101弹簧钢58±2°11 直式梢SKD61 内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理12 直式梢SKH51 内部:60±2°; 表面:60±2° 真空处理13 直式梢SKD11 内部:60±2°; 表面:60±2° 真空处理14 心型梢/各种订制品/射出导引梢SUJ2 60±2°; 高周波15 前端加工直式梢/斜导柱/一段式直式梢SKD61内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理16 方形销/薄片镶件SKH51 内部:60±2°; 表面:60±2° 真空处理17 导柱SUJ2或SK2 60±2° 高周波18 导套SUJ2 60±2° 高周波19 顶针板导套SUJ2 60±2° 高周波20 顶针板导杆SUJ2 60±2° 高周波21 顶针回位杆SUJ2 60±2° 高周波22 拉料梢SHD61 50±2° 真空处理23 拖梢SUJ2 60±2° 高周波24 斜导柱SUJ2 60±2° 高周波25 机咀S45C/ S50C SR部HRC为50-55° 局部处理26 机咀SHD11 内外部:HRC60±2° 真空处理27 机咀SHD61 内部:36±2°表面:HV1000±100°; 氮化处理28 机咀SHD61 内部:52±2°; 表面:52±2° 真空处理29 注口套铬钢30 带肩点式浇口套SKH51 59-61° 真空处理31 定位圈S45C/ S50C 30° 淬火处理32 间隔垫圈/阻挡垫圈S45C/ S50C 46-50° 淬火处理33 三打螺丝/小拉杆SCM435 38-44° 淬火处理34 圆形定位锥SUJ2 HRC58-62 高周波35 导向滑槽YK30 HRC56-60 真空处理36 导位固定块/定位块YK30 HRC56-60 真空处理37 圆形定位锁/直身定位锁 1.2343 HRC50-56 真空处理38 扣机8620钢HRC58-6239 行位限位夹H13 HRC48-5240 半圆形开闭器白铁SUS404 HRC50-5241 SL形开闭器SCM21 HRC55-6042 B形与E形开闭器SK-2 HRC58-60。
模具零件的中英文标准命名
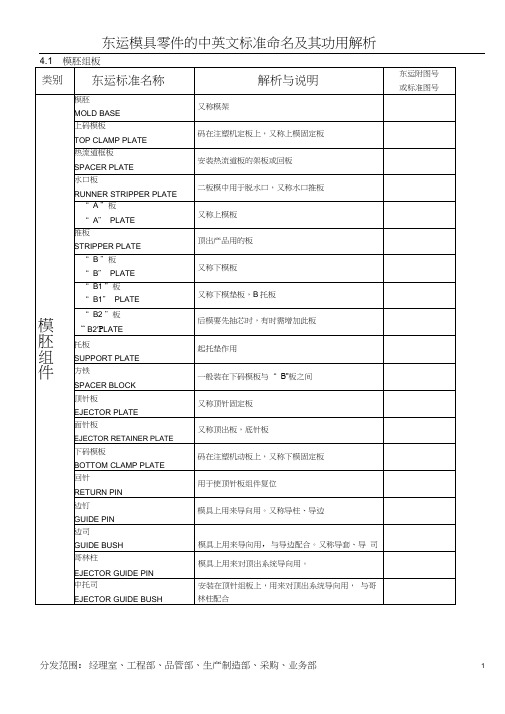
东运标准名称
解析与说明
东运附图号
或标准图号
模胚组件
模胚
MOLD BASE
又称模架
上码模板
TOP CLAMP PLATE
码在注塑机定板上,又称上模固定板
热流道框板
SPACER PLATE
安装热流道板的架板或回板
水口板
RUNNER STRIPPER PLATE
二板模中用于脱ቤተ መጻሕፍቲ ባይዱ口,又称水口推板
“A”板
指镶在上模框中的小件
下模镶件
CORE SMALL INSERT
指镶在下模框中的小件
上模镶针
CAVITY INSERT PIN
指镶在上模框中的圆形小件, 要求尽量采用标 准顶针改制
下模镶针
CORE INSERT PIN
指镶在下模框中的圆形小件, 要求尽量采用标 准顶针改制
上模仁压块
CAVITY CLAMP
直司
STRAIGHT GUIDE BUSH
无托位的导司
托边
SHOULDER GUIDE PIN
带台肩的边钉
4.2
类别
东运标准名称
解析与说明
东运附图号
或标准图号
成
型
件
上模仁
CAVITY INSERT
指镶在上模框中的最大成型件
下模仁
CORE INSERT
指镶在下模框中的最大成型件
上模镶件
CAVITY SMALL INSERT
又称热咀
(MOLD MASTER:NZDHILBA065R L=75)
热唧咀定位套
NOZZLE BUSH
热咀上与模腔接触的部分,起固定热唧咀作用
热唧咀头
注塑模具的26个零件名称【大全】
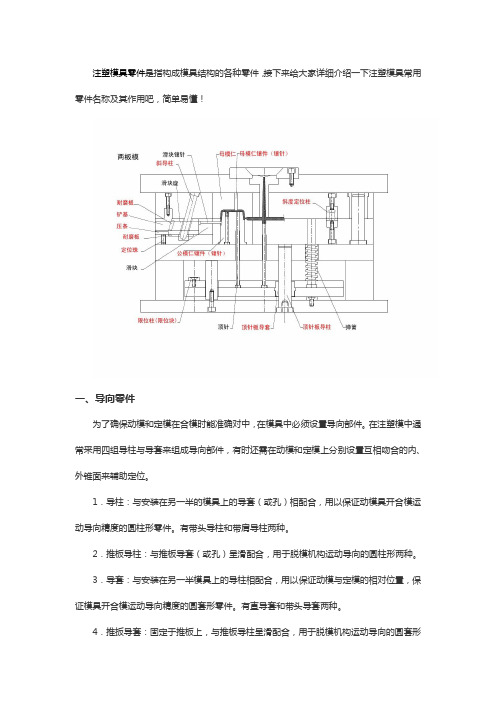
注塑模具零件是指构成模具结构的各种零件,接下来给大家详细介绍一下注塑模具常用零件名称及其作用吧,简单易懂!一、导向零件为了确保动模和定模在合模时能准确对中,在模具中必须设置导向部件。
在注塑模中通常采用四组导柱与导套来组成导向部件,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位。
1.导柱:与安装在另一半的模具上的导套(或孔)相配合,用以保证动模具开合模运动导向精度的圆柱形零件。
有带头导柱和带肩导柱两种。
2.推板导柱:与推板导套(或孔)呈滑配合,用于脱模机构运动导向的圆柱形两种。
3.导套:与安装在另一半模具上的导柱相配合,用以保证动模与定模的相对位置,保证模具开合模运动导向精度的圆套形零件。
有直导套和带头导套两种。
4.推扳导套:固定于推板上,与推板导柱呈滑配合,用于脱模机构运动导向的圆套形零件。
二、推出机构在开模过程中,需要有推出机构将塑料制品及其在流道内的凝料推出或拉出。
推出固定板和推板用以夹持推杆。
在推杆中一般还固定有复位杆,复位杆在动、定模合模时使推板复位。
1.推杆:直接推出塑件或浇注系统凝料的杆件,有圆柱头推杆、带肩推杆和扁头推杆等。
圆柱头推杆可用来推顶推顶板,亦称预杆。
2.推管:直接推出塑件的管状零件。
3.推件板:直接推出塑件的板状零件。
4.推件环:局部或整体推出塑件的环状或盘形零件。
5.推杆固定板:固定推出和复位零件以及推板导套的板状零件。
6.推杆:支承推出和复位零件,直接传递机床推出力的板件。
7.连接推杆:连接推件板与推板固定板,传递推力的杆件。
8.拉料杆:设置在主流道的正对面,头部形状特殊,能够拉出主流道凝料的杆件,头部形状有Z形,球头形,倒锥形,菌形及圆锥头形等。
9.推流道板:随着开模运动,推出浇注系统凝料的板件。
亦称推料板。
三、侧抽芯机构有些带有侧凹或侧孔地塑料制品,在被推出以前必须先进行侧向分型,抽出侧向型芯后方能顺利脱模,此时需要在模具中设置侧抽芯机构。
1.斜销(斜导柱):倾斜于分型面装配,随着模具的开闭使滑块(或凹模拼块)在模内产生往复运动的圆柱形零件。
注塑模具规格标准

TITLE
塑胶性能对照表
.28.
常用塑料性能对照表
名称 ABS EPS LDEP HDEP 俗称 ABS胶,超不碎胶 发泡胶 软胶(花料,筒料) 硬性软胶 超硬性软胶 百折胶 PVCO粗粉 亚加力 缩醛(特灵,夺钢,超钢) 尼龙6 尼龙12 聚胺 PA66 PAST PC 尼龙66 增强尼龙 防弹胶 硅橡胶 聚碳酸脂 聚硅钢橡胶 Polycarbnate Silicone Rubber 咖啡壶,电器外壳 安全头盔,防弹玻璃 移印机胶头,耐热部件 导电塑胶 Polyamide 中文学名 丙烯晴-丁二烯-苯乙烯 发泡聚苯乙烯 低密聚乙烯 高密乙烯 超高密乙烯 聚丙烯 聚氯乙烯乙烯原树脂 聚甲基丙烯酸脂 聚甲醛树脂 英文学名 Acrylanitrile Butadiene-Styrene Expanded Polystyrene Low Density Polyethlene High Density Polyethene Ultra-High Density Polyethlene Polypropylene 主要应用 玩具,日用品,电器用品, 家具,运动用品 食品包装,绝缘板,装饰品 收缩率%
丰达实业(香港)有限公司 HI-TECH INDUSTRIAL(HK)LTD. 注塑模具规格标准 HI-TECH INJECTION MOLD SPECIFICATION STANDARD
封面( HI A A A A A A A A A A A A A A A A A B B C C C D D D D D D D D D D D D D D D D D D D D D D
SAFE LOAD TON 1 2 3 4
注:吊模孔尺可能在模板的中心
HI-TECH
QUALITY MOLD
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两板模
滑块镶针
斜导柱
母模仁母模仁镶件(镶针)
耐磨板 铲基 压条
耐磨板 定位珠
滑块
滑块座 公模仁镶件(镶针)
斜度定位柱
限位柱(限位块)
顶针 顶针板导套
顶针板导柱 弹簧
斜导柱 滑块镶件
耐磨板 压条 弹簧
塑胶模具常用零件名称
斜导柱固定块
铲基
定位柱
限位块
导滑块
塑胶模具常用零件名称
15
第9章 操作系统的安全性
3.操作系统的安全性功能有哪些? 【解答】操作系统从安全性方面考虑,应具有以下功 能: (1)有选择的访问控制 (2)内存管理与对象重用 (3)审计能力 (4)加密的数据传送 (5)加密的文件系统 (6)安全的进程间通信机制
16
第9章 操作系统的安全性
4.可信任计算机系统评价标准将计算机系统的安全程 度分为哪几个等级?
18
第9章 操作系统的安全性
7.病毒防御机制有哪些? 【解答】病毒防御措施通常将系统的存取控制、实体 保护等安全机制结合起来,通过专门的防御程序模块为计 算机建立病毒的免疫系统和报警系统。防御的重点在操作 系统敏感的数据结构、文件系统数据存储结构和I/O设备驱 动结构上。这些敏感的数据结构包括:系统进程表、关键 缓冲区、共享数据段、系统记录、中断向量表和指针表等。 很多病毒试图修改甚至删除其中的数据和记录,这样会使 得系统运行出错。针对病毒的各种攻击,病毒防御机制可 采取存储映像、数据备份、修改许可、区域保护、动态检 疫等方式来保护敏感数据结构。
常用螺丝分为:杯头螺丝,无头螺丝和平头螺丝。DME标准中的直螺丝包含在无头螺丝中。 螺帽:内螺纹牙,与螺丝杆配合使用。 定位销:所有用于定位的销子,销钉。(包含管钉,内螺纹管钉和一些用于定位的柱子)。 冷却棒:用于冷却深腔位,不能直接做循环水路的位置的铍铜柱子。 冷水接头:用于斜顶运水转接的零件。
第9章 操作系统的安全性
滑块座 油缸连接杆
行程开关调节块
油缸 垫块
油缸座
行程开关调节杆
镶块
行程开关
吊模块
塑胶模具常用零件名称
90度油管接头 油管
集油块
计数器
百分表保护块
百分表
模脚
电磁阀
直通油管接头
塑胶模具常用零件名称
回针 撑头
锁模扣
防尘板
垫圈
接线盒
顶针面板 顶针底板
隔热板
后模固定板
方铁
插座 油嘴
导柱 A板 撑柱
吊模块 前模固定板
【解答】TCSEC将计算机系统的安全程度分成D、C、B、 A四等,每等又包含一个或多个级别。共包括8个安全级别:D、 C1、C2、B1、B2、B3、A1、A1,这8个级别渐次增强。
(1)D等 (2)C等 (3)B等 (4)A等
17
第9章 操作系统的安全性
5.CC标准中有哪几个安全保证级别? 【解答】CC标准中以包的概念定义了7个安全保证级别 (EAL)。这7个级别定义如下: EAL1、 EAL2、 EAL3、 EAL4、 EAL5、 EAL6、 EAL7。 6.什么是访问控制表?什么是访问权限表? 【解答】 (1)存取控制表 (2)访问权限表
19
第9章 操作系统的安全性
8.监控和审计日志的作用是什么? 【解答】 (1)监控 (2)审计日志 9.简述数据加密技术。 【解答】加密技术将信息编码成如密码文本一样含义 模糊的形式。在现代计算机系统中,加密技术越来越重要。 在网络化的计算机系统中,要想提供一种机制使信息不可 访问很困难,所以,将信息加密成另一种形式,如果没有 解密,即使访问到它,其内容也是不可识别的。加密技术 的关键是能够有效地生成密码,使它基本上不可能被未授 权的用户解密。
第9章 操作系统的安全性 课后习题解答
1.对计算机系统安全性的威胁有哪些? 【解答】对计算机系统安全性的威胁有: (1)自然灾害。 (2)计算机系统自身的软硬件故障。 (3)合法用户使用不当。 (4)非法用户对计算机系统的攻击。
14
第9章 操作系统的安全性
2.系统安全性的内涵是什么? 【解答】不同的系统对操作系统的安全性有不同的要 求,但一般来说,一个安全的计算机系统应该具有下面三个 特性: (1)保密性。指系统不受外界破坏、无泄露、对各种 非法进入和信息窃取具有防范能力。只有授权用户才能存取 系统的资源和信息。 (2)完整性。指信息必须按照其原型保存,不能被有 意或无意地修改,只有授权用户才能修改(对软件或数据未 经授权的修改都可能导致系统的致命错误)。完整性分为软 件完整性和数据完整性。 (3)可用性。指对合法用户而言,无论何时,只要需 要,信息必须是可用的,授权用户的合法请求,能准确及时 地得到服务或响应,不能对合法授权用户的存取权限进行额 外的限制。
锁模块
塑胶模具常用零件名称
母模仁镶件
回针撞块 承压板 90度快速接头 模脚 快速接头 集水块
水嘴
热流道板 热流道
二零件名称补充说明
撑柱:除撑头外,所有用于起支撑作用的圆柱子。(包含吊模块下的撑柱,斜顶导套下的撑柱)。 垫块:所有用于起支撑作用的块形零件。 镶块:与胶位无关的镶拼零件。(包含撞块,固定行程开关调节杆的零件等). 限位柱:用于限位的圆柱形零件。(包含顶出,滑块等的限位零件)。 限位块:用于限位的块形零件。(包含顶出,滑块等的限位零件)。 行程开关调节块:用于行程开关的行程调节。(包含圆形的与行程开关调节杆配合使用的零件). 行程开关调节杆:用于行程开关的行程调节。 耐磨板:所有起耐磨作用的块形零件。(包含滑块底部,背部,斜顶座底部的耐磨板)。 压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。 压条:指滑块压条和斜顶座压条的统称。 导滑块:指斜顶座的导滑块和滑块的导滑块的统称。 导向块:指为斜顶和斜顶杆的导向的块形零件。 油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。 集水块:包含前模集水块和后模集水块。 定位圈:包含前模定位圈和后模定位圈。 顶针套筒(指加长水口针配合位的零件),规定统一命名为镶针。 转水块:用于运水转接。 转气块:用于气体转接。 油缸座:用于固定油缸的座子。
集油块:包含前模集油块和后模集油块。
弹簧顶针:又叫柔性顶针,用弹簧钢制作,用于成型小扣位,且空间位置小的部位。
K O镶件:与注塑机顶杆连接,用于顶出的连接零件。
拉杆:三板模结构中,用于对A板辅助限位的零件。 斜顶钩针:因空间限制,用于替代斜顶座的零件,通常用顶针制作。 截流塞:用于调整流道流量的零件。 垫圈:用于起支撑作用的,小型圆形零件。