180连轧无缝钢管厂
衡阳华菱钢管有限公司Φ180mm PQF连轧管生产线热负荷试车成功

衡阳华菱钢管有限公司Φ180mm PQF连轧管生产线热负荷
试车成功
许莹
【期刊名称】《钢管》
【年(卷),期】2012(41)1
【摘要】2011年12月18日,衡阳华菱钢管有限公司新建成的巾180mmPQF 连轧管生产线全线热负荷试车成功。
该生产线于2009年底开始动工建设,是衡阳华菱钢管有限公司第6条无缝钢管生产线。
其主体设备PQF三辊式限动芯棒连轧管机从德国SMSMeer公司引进,锥形辊穿孔机、脱管机以及14机架微张力定(减)径机等基本实现了由国内设计制造和供货。
【总页数】1页(P28-28)
【关键词】无缝钢管生产线;限动芯棒连轧管机;试车成功;热负荷;PQF;衡阳;菱;锥形辊穿孔机
【作者】许莹
【作者单位】衡阳华菱钢管有限公司
【正文语种】中文
【中图分类】TG307
【相关文献】
1.衡阳华菱钢管有限公司小管坯系统LF炉和VD炉热负荷试车成功 [J], 许莹
2.华菱衡阳钢管(集团)有限公司720周期轧管项目全线热负荷试车成功 [J], 刘启增
3.天津市精通无缝钢管有限公司Ф180mm限动芯棒连轧管生产线热负荷试车成功[J], 谭有刚
4.衡阳华菱钢管有限公司Φ180m m PQF连轧管机组新孔型及新产品开发成功 [J], 许莹
5.黑龙江建龙钢铁有限公司Φ180mm连轧管生产线热负荷联动试车取得成功 [J], 汤智涛
因版权原因,仅展示原文概要,查看原文内容请购买。
无缝钢管生产及设备
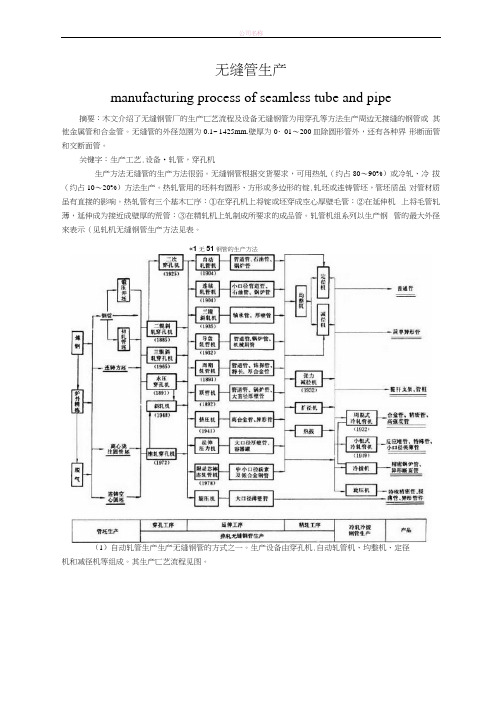
公司名称无缝管生产manufacturing process of seamless tube and pipe 摘要:木文介绍了无缝钢管厂的生产匸艺流程及设备无缝钢管为用穿孔等方法生产周边无接缝的钢管或其他金属管和合金管。
无缝管的外径范圉为0.1~ 1425mm.壁厚为0・01〜200皿除圆形管外,还有各种界形断面管和交断面管。
关键字:生产工艺.设备•轧管,穿孔机生产方法无缝管的生产方法很弱。
无缝钢管根据交货要求,可用热轧(约占80〜90%)或冷轧、冷拔(约占10〜20%)方法生产。
热轧管用的坯料有圆形、方形或多边形的锭.轧坯或连铸管坯,管坯质虽对管材质虽有直接的影响。
热轧管有三个基木匸序:①在穿孔机上将锭或坯穿成空心厚壁毛管:②在延伸机上将毛管轧薄,延伸成为接近成壁厚的荒管:③在精轧机上轧制成所要求的成品管。
轧管机组系列以生产钢管的最大外径來表示(见轧机无缝钢管生产方法见表。
«1无51钢管的生产方法(1)自动轧管生产生产无缝钢管的方式之一。
生产设备由穿孔机.自动轧管机、均整机、定径机和减径机等组成。
其生产匸艺流程见图。
公司名称(2)连续轧管生产生产设备由穿孔机、连续轧管机、张力减径机组成。
恻坯穿成毛管后插入芯棒. 通过7〜9架轧規轴线互呈90°配宜的二規式轧机连轧。
轧后抽芯棒.经再加热后进行张力减径,可轧成长达165m的钢管。
140mm连续轧管机组年产40-60万吨.为自动轧管机组的2〜4倍。
这种机组的特点是适于生产外径168mm 以下钢管,设备投资大,装机容虽大,芯棒长达30m.加匸制造复杂。
70年代后期出现的限动芯棒连续轧管机(MPM),轧制时外力强制芯棒以小干钢管速度运动,可改善金屈流动条件.用短芯棒轧制长管和大口径钢管・(3)周期轧管生产以多边形和圆形钢锭或连铸坯作原料.加热后经水压穿孔成杯形毛坯.再经二辗斜轧延伸机轧成毛管,然后在带有变直径孔槽的周期轧管机上,轧規转一圈轧出一段钢管。
Ф180mmMPM连轧管机组芯棒的改造

基 础上 , 降低 30—4 0m / , 样 就 比原设 计 降低 0 0 m s这 了限动 速度 , 芯棒 的磨 损加大 , 降低 了芯棒 的使用 寿 命, 对芯 棒 的使用 成本 不利 。 () 2 按原 有 设 计 , 棒 可两 头 调换 使 用 , 就 是 芯 也 说芯 棒工 作段 长度 不 可 能超 过 芯 棒全 长 的 一 半 , 但 实际上 即使在采 用 了较 低 的 限动 速度 , 短 了芯棒 缩
Jn 20 u e, 0 8
Hale Waihona Puke 1Om MP 连 轧管 机 组 芯棒 的改造 m M 8
倪 鑫 刘 雅 政2王 雪 莹 , ,
(. 1 内蒙 古 包钢钢 联 股份 有限公 司无 缝钢 管 厂 , 内蒙 古 包头 2 北 京科技 大学 , . 北京 10 8 ) 00 3 04 1 ; 10 0
维普资讯
第3 第 3 4卷 期
20 0 8年 6月
包
钢
科 ‘ 技
Vo . 4. 1 3 No. 3
Sin e& T c n lg f a tuSe l( ru )C roa o ce c eh ooyo oo te G o p oprt n B i
1 现 状 简介
西lOml现在 使 用 的 芯棒 都 是 延 用 外 方 设 计 , 8 i l 全 长 1 . m( 图 1 , 中 工 作 段 的 长 度 为 75 见 )其
l 61 m 。 6.
工作段 长度 的前 提 下 , 棒 工作 段 长度 仍 然 比其 全 芯
长一半 超 过 2m左 右 , 芯棒 调 头 使用 后 存 在一 段 在 2m左 右 的重叠 区 , 而重 叠 区又 是芯 棒 受 力 和磨 损
国产TZΦ180mm三辊连轧管机组的技术水平分析

第三 ,电气主传动控制精度与国外设备有一定 的差距 。虽然电气控制系统、流体系统的原理设计
钢 管 21 0 2年 4月 第 4 卷第 2期 1
4 4
管工艺与装备
3结 语
和元件选型均基于国外高质量产品,但组装后的性 能 略有下 降 ,元器件 匹配方 面存在 一定 缺 陷 ,不 能
发 挥 出其 应有 的最 大效 能 。液 压小 舱辊 缝 自动控 制
一
格 的芯棒 在 轧制 多种壁 厚规格 时引起 的壁 厚偏 差有
明显 降低 。此外 ,三辊 连轧 管机 组还 具有 装机 容量 小 。工具 消耗少 。基 础施工 费 用少 等特 点 ,已成 为
当今 无缝钢 管生 产设 备 的发展 方 向[。 2 1 从 文献 『 ] 2 的表 3可 以看 出 ,三辊 连 轧管 机 已
补 偿 、温度 补偿 、零 漂 、过 调 、稳 定轧 制 等方 面技 术 有待 改进 ,机组 控 制系统 的信 号也存 在摩 擦静 电 和 自然 条件 干扰 的 问题 。这 就要 求进 一步 优化 控制 程序和传动参数 ,不断完善故障诊断系统 、报警系 统 的软硬件 ,提高设 备运 行 的安全性 。另外 ,设 备 设 计 还要 与工 厂设计 相结 合 .加强 防雷 接地 、特 殊 电缆 敷设 要求 .避 免 电信 号干 扰 给设 备 带来故 障 。
3 )产 品 产量
设计 上 对影 n L r N节 奏 的几个 关键 点 特别 采 取  ̄
了以下 措施 :设 计选 用 高端动 作检 测元 件 ;严 控制 造 和安装 调 试过 程 ;优化 控制 程序 、匹配动 作 时序
图 1 T Z中1 0mm 三 辊连 轧管 机 轴 向换 辊 式 隧道 机 架 8
轧钢工考试:初级轧钢工测试题一

轧钢工考试:初级轧钢工测试题一1、问答题什么叫“缩管”?正确答案:也叫缩孔,钢水凝固时,由于体积收缩,在钢锭上部形成的空洞,这部分在轧制时必须切去,切不净时,就会造成钢材缩管缺陷。
2、判断题轧制时轧件与轧(江南博哥)辊接触的弧线长度称为变形区长度。
正确答案:错3、判断题金属在400℃以上进行的加工称为热加工。
正确答案:错4、单选随着轧辊直径的增大,咬入角()。
A.增大B.减小C.不变正确答案:B5、填空题由于轧辊磨损引起或由于在再加热炉中钢管过氧化或由于定径机前入口除鳞机除鳞效果不好可引起钢管产生()。
正确答案:麻面6、填空题焊接过程中焊机小车行走方向()侧。
正确答案:从操作侧到传动侧7、填空题四辊轧机与六辊轧机相比,()更有利于板型控制。
正确答案:六辊轧机8、判断题压力加工就是对金属施加压力使之产生弹性变形,制成一定形状产品的加工方法。
正确答案:错9、判断题工作机座一般由机架牌坊、轧辊、轧辊调整装置、轧辊平衡装置、轧辊轴承和导卫装置组成。
正确答案:对10、填空题轧件的()与轧件的原始高度之比称为压下率。
正确答案:压下量11、填空题Q235B是指钢的()。
正确答案:钢号12、单选滑行道桥沉入桩基础沉桩时,以控制桩尖设计标高为主。
当桩尖已达设计标高,而贯入度仍较大时,应()。
A.停止锤击,加固桩基础B.继续锤击,直到贯入度为零时止C.继续锤击,使贯入度接近控制贯入度D.拔出沉桩,改变沉桩位置继续锤击正确答案:C13、填空题整个轧钢生产工艺过程由坯料的准备、加热、()、精整等基本工序组成。
正确答案:轧制14、填空题轧制带钢,中间浪的产生原因是:带钢的中部延伸()边部延伸。
正确答案:大于15、填空题导卫装置分两大类,一类是入口导卫装置,一类是()导卫装置。
正确答案:出口16、填空题Q235B当中的235指的是()。
正确答案:屈服强度的级别17、填空题光整小锌花代号是()。
正确答案:GX18、单选下列不属于冷轧的优点的是()。
轧钢工考试:初级轧钢工题库考点四

轧钢工考试:初级轧钢工题库考点四1、判断题滚动导卫装置,其导卫上所用的辊子一般皆为主动辊。
正确答案:错2、问答题已知来料方坯尺寸为150mm×150mm×3000mm,经过Φ550开坯机轧制后,轧件面积为9(江南博哥)0mm×90mm方坯。
求总延伸系数?正确答案:延伸系数μ=Fo/Fn=150×150/(90×90)≈2.78答:总延伸系数为2.78。
3、单选换辊时,天车要有(),并负责检查换辊工具及吊具是否安全可靠。
A.专人指挥B.两人指挥C.多人指挥正确答案:A4、问答题钢锭回转台安装在什么地方?作用是什么?正确答案:钢锭回转台一般安装在初轧机的受料辊道或工作辊道上,作用是将钢锭在水平方向旋转90°或180°。
5、填空题剪切机剪刃间隙过()容易造成金属切口不齐或出现()现象。
正确答案:大;拉口6、判断题剪切下的钢坯切头或切尾要及时推走,以保护剪刃。
正确答案:对7、问答题已知某高速线材厂的成品断面为φ6.5mm,盘重为2t,比重为7.85t/m3,计算该盘卷的线材有多长?正确答案:L=2/[7.85×3.14×(0.00325)2]=7681.8m答:该盘卷的线材为7681.8m。
8、判断题轧制时轧件与轧辊接触的弧线长度称为变形区长度。
正确答案:错9、问答题步进式加热炉的主要优缺点是什么?正确答案:优点:对轧件加热质量高,生产灵活性大,热效率较高,产量高。
缺点:一次性投资较大,设备较复杂。
10、单选当咬入角的正切值()轧辊与轧件的摩擦系数时轧件才能被咬入。
A.大于B.小于C.等于正确答案:B11、填空题为了保证板带的表面质量,带坯在冷轧前必须去除氧化铁皮,即()。
正确答案:酸洗12、填空题轧机出口步进梁的固定存储钢卷数()个。
正确答案:813、问答题钢锭的外部缺陷对轧件质量有什么影响?正确答案:(1)表面裂纹,轧后形成不同形状的裂纹,残存在钢坯表面;(2)结疤,严重时使钢坯报废,轻者轧后也必须进行清理;(3)重皮,轧后在外观上类似结疤,必须清理;(4)水纹,轧成钢坯影响较小。
TPCO简介

TPCO简介前言1989 天津钢管正式成立1992 250MPM热连管轧机组建成投产1993 第一条套管加工和管线加工线投产1994 获得API认证,开始出口2003 世界上第一条168PQF连轧管机组建成2004 ASSEL轧机建成,168PQF厂达到设计产能2005 第二炼钢厂建成,ASSEL轧机投产2006 250MPM产能达到100万吨/年,创造单厂连轧管机组产能的世界记录2007 世界上最大的460PQF连轧管机组投产2008 目前世界最先进的258PQF连轧管机组和720热扩机组建成2009 第三炼钢厂建成公司简介天津钢管集团股份有限公司(简称TPCO)位于天津滨海新区,是目前世界规模最大的无缝钢管生产企业。
始建初期,从德国、意大利、美国、比利时、英国等国引进了当时世界上最先进的炼钢、轧管、管加工和直接还原铁设备技术,并配备了完善的自动化系统。
TPCO自1996年正式投产以来,经过十多年的艰苦努力,走出了一条从技术引进到技术输出的自主创新之路,生产规模不断扩大,目前无缝钢管生产能力已达300万吨,2008年将达到350万吨。
TPCO始终保持技术装备上的领先优势,拥有了MPM、PQF和ASSEL三种机型、五套轧机,其中轧管二套是世界第一套PQF三辊式高精度连轧管机组,闸管四套是世界第一套最大口径的PQF机组,代表了当今无缝钢管工艺技术的顶尖水平。
TPCO建有国家级企业技术中心和世界先进的管材研发中心,开发出多项具有自主知识产权的产品,石油套管成为“中国名牌产品”,无缝钢管成为“中国名牌出口商品”,TPCO商标被评为“中国驰名商标”。
TPCO在做强做大钢管主业的同时,坚持适度多元化发展,建成了冷轧不锈钢薄板、铜杆、彩涂板、气瓶、钻杆等一批高水平的项目,同时还发展了设备制造、国际贸易等新的产业,一个综合性的大型企业集团初具规模。
可生产尺寸范围机组名称外径范围(mm)壁厚范围(mm)Ф 250MPM轧机114.3~273 5.5~40Ф 219Assel轧机114~219 8~50Ф 168 PQF轧机50.8~168.3 4.0~20Ф 460 PQF轧机244.5~457 6.5~57.0Ф 258 PQF轧机114.0~245.0 4.0~35.0Ф720斜轧扩管机组323~720(610)9.5~60冷轧冷拔机组 25~250 1~28热扩管机组1200以下6~80未来发展ª世界上规模最大、规格最宽、品种最全的无缝钢管制造商;ª成为名副其实的创新型企业,引领无缝钢管产业;ª节能降耗、增收节支、深挖潜力,使钢管公司成为新型的节能减排标兵企业;ª加大对技术中心研发手段的投入,打造世界先进的钢管技术中心;ª使钢管集团公司成为具有世界级竞争力的综合性企业集团。
钢管生产厂家情况
烟台金裕丰无缝钢管
山东
30
拟建
25
江苏省邳州市
江苏邳州市
5
拟建
26
天管
天津
35
旋扩机组.258
拟建
27
鞍钢
辽宁
20
178机组
08.6投产
28
湖北新冶钢
湖北
30-40
460机组
09.5投产
约合计
500
钢管生产厂家情况
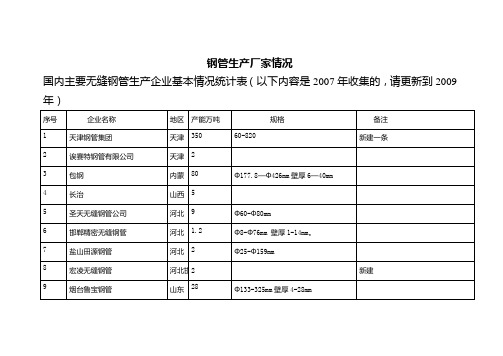
国内主要无缝钢管生产企业基本情况统计表(以下内容是2007年收集的,请更新到2009年)
序号
企业名称
地区
产能万吨
规格
备注
1
天津钢管集团
天津
350
60-820
新建一条
2
诶赛特钢管有限公司
天津
2
3
包钢
内蒙
80
Ф177.8—Ф426mm壁厚6—40mm
4
长治
山西
5
5
圣天无缝钢管公司
河北
9
Ф60-Ф80mm
序号
企业名称
地区
产能万吨
机组
投产时间
备注
10
四川三洲特种钢管
四川
10
大口径无缝钢管
2008年
11
芜湖钢厂
安徽
30
大口径厚壁无缝钢管
2008年
12
天大集团
安徽
20
二期扩建
2008年
13
瑞华管业
河南
10
大口径无缝钢管
拟建
14
中原公司光大无缝钢管
河南
10
拟建
15
抚顺市投资策划中心
液压压下伺服控制系统在TZφ180三辊连轧管机中的应用

青 睐 。它在工 艺 的经济 性和产 品质 量方 面 的优 势 , 其 尤
长度 的方 法 精确 度 高 , 又较 定位 块 法快 速 简洁 , 明显提 高 了调整 效 率 。在 调整 中可在 选定 或说 明书 上指 的 一 瓦上 有 意 留下一 个 偏差 值 ,待 四瓦支 承 固定后 在 预 留 的两 瓦上 调 出这 个 等 于间 隙值 的偏 差 量 。此 时 主轴 与
现 两辊 连 轧 管机存 在 一个 重 大 问题 .即在轧 制 过程 中 因金属 不 均匀 变形 而 产生 的质 量 缺 限 , 随着孔 型 尺 寸 、
径 壁 比以 及 轧 制 材 料 的合 金 比 的 提 高 变 得 越 来 越 严 重, 部分 高端 产品 的成材 率甚 至只有 5 %【 O I J 20 。自 0 3年 世 界 第 一 台 P F三辊 连 轧管 机 组 在 天津 顺 利 投 产 以 Q
6 。 。连 轧机架 的每个 轧辊 由单独 的伺 服油 缸控 制 . 0) 这
2 液 压 压 下 伺 服 控 制 系统 电气 构成
液 压压 下 伺 服控 制 系统 的 电控部 分采 用 了 当前 比
较 先 进 的 SMA I T C(I T C T c n lg ad I TC D SMA I eh ooy n
厂——— 亘
一
—]
1
孔设— 二卜匿垂 巫— 至H 轧位 型定二+ l 卜垂 一 辊置 ● ) ● _
辊补 L——压堕亟— —I 偿 ———垂亘 —
图 3 液 压 压 F伺 服 控制 系统 方 框 图
轧 管机 液压 压下 伺 服控制 系统 。
1 液 压压 下伺 服 控 制 系统 液压 构成
程, 方便 快捷 ; 同时 C C编程 软件 还提 供 了强 大的编 程 F 手段 , 拥有 功 能 多样 的标 准 软件 模块 及 运行 库 , 并可 使
我国各钢管厂无缝钢管机组名称产品规格生产能力

轧机/ 台数
1 1 1 1 2 1
生产能力/ 万t
0. 5 0. 2 0. 5 0. 4 0. 3 1. 0
建设年代
-
上钢一厂张家港市钢管联营总厂
Φ76 机组
Φ15~130
1
2. 0
-
无锡长安特殊钢钢管厂
辊穿孔机十 3 辊延伸机
Φ12~60 ×2~5
1
1. 0
Φ100 机组
Φ76~100
1
2. 0
-
Φ76 机组
Φ28~64 ×3~6
1
1. 2
-
Φ76 机组
Φ6~108 ×0. 5~6
1
1. 0
-
Φ76 机组
Φ10~6. 25 ×1. 5~7
1
0. 8
-
Φ50 狄塞尔轧管机
Φ15~76 ×0. 25~8
1
0. 5
-
Φ50 、Φ60 穿孔机
Φ6~74 ×2. 5~14
(隧道式或回转式) 。
在线热处理生产线是由计算机控制的 。几乎
所有的碳素钢 、低合金钢 、微合金钢 、易切削钢 、弹
© 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
76~127
1
6
1996 年
1
10
正在建设
1
7
1995 年改造
1
2
-
1
12
1953 年
1
10
1958 年
包头无缝钢管厂 成都无缝钢管厂 成都无缝钢管厂 成都无缝钢管厂 成都无缝钢管厂 成都无缝钢管厂金堂分厂
中国连轧管生产线统计表(不断更新)

鞍钢无缝钢管厂Φ180机组
2008
德国
25/30
VRS+5机架三辊
Φ73~178×5~16
16
安徽天长市天大集团Φ273机组
2009
德国
50/60
6机架三辊+限动
Φ114~273×4~40
17
山东墨龙石油机械有限公司Φ180机组
2010
中国
40/35
VRS+5机架三辊+限动
Φ60~180×4~25
6
鞍钢无缝钢管厂Φ159机组
2003
德国
16/25
5机架两辊+限动
Φ73~159×4.5~16
7
衡阳华菱钢管有限公司Φ340机组
2004
意大利
50/70
VRS+5机架两辊+限动
Φ133~340×5~40
8
成都无缝钢管厂Φ340机组
2005
意大利
50/80
VRS+5机架两辊+限动
Φ139.7~365.1×5~40
2012
中国
6
3机架三辊+限动
Φ42~76×3.5~12
CISDI
30
天津精通无缝钢管公司Φ180机组
2013
中国
35
6机架两辊+限动
Φ60.3~177.8
2015年已关停
通泽
31
林州凤宝Φ89机组
2017
中国
20
6机架三辊+限动
Φ32~89
CISDI
32
辽宁天丰特殊工具制造股份有限公司Φ89机组
2017
2007
轧机主传动电气系统的选型

轧机主传动电气系统的选型(总5页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除连轧管机主传动电气系统的选型胡宇(中冶赛迪工程技术股份有限公司重庆钢铁冶金工程技术研究中心,重庆400013)摘要:介绍了连轧管机的传动系统选型要点,包括连轧管机的负载特性;电机,传动装置,以及整流变压器的参数匹配。
并以华菱衡钢无缝钢管厂180无缝管项目为例介绍了轧机主传动系统的构成方案。
关键词:负载,电机,主传动装置,变压器0 前言连轧管机主传动电气系统的选型在轧钢传动系统的选型中具有代表性。
连轧管机是钢管轧钢生产过程的核心机组,而且工况比较复杂,环境也较恶劣。
连轧管机传动系统的好坏直接影响到整个生产,因此对其传动系统的性能要求很高,尤其要求传动系统有很高的静态和动态精度。
连轧管机主传动系统包括变压器、传动装置、电机。
其中,传动装置一般选用国际一流产品,如西门子,ABB等公司的产品。
现在主流连轧管机采用三辊连轧,每个轧辊的单机容量不是很大,但参与轧制的电机数量较多,一般20台以上,因此总投资很大,连轧管机主传动系统占了钢管车间大部分电气投资。
综上所述,对连轧管机主传动系统配置一个合理的选型至关重要,既要有充足的余量以满足轧钢复杂的工况,也要注意容量不能过大否则浪费投资。
以下就华菱衡钢无缝钢管厂180无缝管项目为例,介绍一下主传动系统的构成。
1 系统概述衡阳180无缝管项目采用六机架三辊连轧管机机组,三辊连轧是当今最先进的钢管轧制工艺。
其中,每个机架有三个轧辊,每个轧辊由一台电机传动,电机功率400~600kW;轧辊、电机、变频器等共同组成轧机的主传动系统;另外轧机还有芯棒限动系统、芯棒循环系统、轧机辊缝控制系统等,它们一起组成完整的钢管连轧机组。
下面就对衡阳180连轧管机主传动系统的电气选型情况做一个简要介绍。
2 连轧管机负载特性一般来说,轧钢的负载特性和电机负载特性相吻合,即在某个基速以下是恒转矩,在基速以上负载转矩下降而近似恒功率的特性。
国内主要无缝钢管厂基本情况

国内主要无缝钢管厂基本情况
1.宝钢集团
宝钢集团是中国最大的无缝钢管生产企业之一,也是世界著名的钢铁企业之一、宝钢集团拥有完整的产业链,从铁矿石的开采到无缝钢管的生产都具备自主控制能力。
宝钢集团拥有先进的生产设备和成熟的技术,产品质量稳定。
2.鞍钢集团
鞍钢集团是中国重要的钢铁企业之一,也是国内主要的无缝钢管生产企业之一、鞍钢集团拥有较大的生产规模和先进的生产设备,生产线覆盖了多个钢管种类和规格。
该企业的产品主要应用于石油、天然气、能源、化工、核电等领域。
3.沙钢集团
沙钢集团是中国知名的无缝钢管生产企业,具备较长的历史和丰富的经验。
沙钢集团拥有先进的生产工艺和设备,完成了从原材料的选矿到成品的全过程控制。
该企业的产品广泛应用于石油、天然气、机械、化工等领域。
4.上海宝钢无缝钢管有限公司
上海宝钢无缝钢管有限公司是宝钢集团旗下的子公司,是中国最大的无缝钢管生产企业之一、该企业主要生产高精度无缝钢管和合金钢管,产品质量优良。
上海宝钢无缝钢管有限公司拥有先进的生产设备和技术,向国内外客户提供高品质的产品和服务。
5.中联钢管集团
中联钢管集团是中国著名的无缝钢管生产企业之一,具备较大的规模
和较强的市场竞争力。
该企业拥有完备的生产线和现代化的设备,可以生
产多种规格和类型的无缝钢管。
中联钢管集团产品广泛应用于石油、天然气、建筑、机械等领域。
以上只是国内主要无缝钢管厂的部分情况,还有其他一些规模较大的
企业也在无缝钢管领域有较强的实力。
这些企业通过技术创新和市场拓展,不断提高产品质量和服务水平,为中国的经济建设和发展做出了积极的贡献。
包钢钢材产品介绍

薄板产品包钢是西北地区最大的板材生产基地。
薄板产品生产线由具备国际国内先进水平的热轧、冷轧、镀锌生产线组成。
热轧CSP生产线年设计能力198万吨,2009年产量达到286万吨。
镀锌生产线年设计能力40万吨。
冷轧生产线年设计能力140万吨。
热轧板卷热轧CSP生产线主要设备包括2座210吨转炉、钢包精炼炉、一台两机两流薄板坯连铸机、两座具有摆渡功能的大型辊底式加热炉、七架四辊轧机、两台地下卷取机和一条平整分卷机组。
主要设备由德国西马克、LOI等公司提供,年预计能力198万吨,2009年实际产量286万吨。
该生产采用了铁水预处理、顶底复吹转炉、炉外精炼及薄板坯连铸连轧的先进工艺流程,可生产热轧(光面)卷板和热轧花纹卷板两种板面、厚度1.2mm-20mm、宽度980mm-1560mm的管线用钢、冷轧用钢、结构用钢、船板用钢、汽车结构用钢、焊接钢管用钢、耐候钢等品种,广泛应用于汽车、造船、石油、建筑等领域。
冷轧卷板冷轧生产线是从德国、奥地利、法国等国家引进的当今国际最先进的技术和装备,包括酸轧联合机组、罩式退火机组、平整机组、横切机组、重卷分卷机组五条工艺线,年设计生产能力140万吨。
生产品种为厚0.25mm~3m、宽度960mm~1540mm的低碳钢、结构钢、低合金高强度钢等系列冷轧成品、冷硬半成品及镀锌板原料,产品广泛应用于建筑结构、家电、汽车等领域。
镀锌板热镀锌生产线引进了法国VAI CLECIM公司的镀锌机组生产技术,采用当今世界生产工艺成熟先进的改良森吉米尔法,生产速度可达180m/min。
可生产的品种主要有低碳钢、结构钢和低合金高强度钢;规格为厚度0.25~2.5mm、宽度960~1540mm、锌层厚度60~450g/㎡;产品表面为常规锌花、无(小)锌花、光整锌花。
产品广泛应用于中高档建筑用板、普通家电板及汽车结构件和内板等领域。
宽厚板产品宽厚板生产线是包钢“十一五”重点建设工程,是包钢产品结构调整的重点项目之一。
Ф159无缝钢管连轧生产线主厂房建筑设计实践

Ф159无缝钢管连轧生产线主厂房建筑设计实践摘要:介绍了ф159毫米无缝钢管连轧生产线工程主厂房建筑设计特点及创作思路,阐述了现代工业建筑设计中如何处理平面布局、立面设计、通风采光和建筑造型等问题。
关键词:主厂房建筑设计平面设计通风与采光立面设计1、主厂房设计概况ф159毫米无缝钢管连轧生产线工程主厂房按生产区域可划分为热轧及预精整区、精整及热处理区两部分,主厂房长度954m,宽度177.5m,基本柱距为18m、局部抽柱部分为36m。
为了解决复杂的功能集成、各型吊车的行走及多变的轨面标高所带来的建筑造型的要求,经过全面比较及研究,决定采用全钢结构厂房。
各区域厂房配合结构的需求设置了多道变形缝分开使得结构的计算单元更加简便,从而大大地节约了投资成本,提高了可实现性。
主厂房柱子采用钢斜腹杆双肢柱,钢吊车梁,根据屋面荷载不同,屋面结构分别采用钢工字型板式屋面梁和钢制屋架。
主厂房构造简单,便于施工,有利于加快建设速度,缩短建设周期。
墙面0.9 m以下采用砖墙0.9 m以上采用压型钢板轻质墙体,屋面采用压型钢板屋面。
厂房用材轻质、高强、环保、经济,属可降解材料,符合可持续性发展的理念。
2、主要设计原则厂房设计满足工艺要求和使用功能要求,充分应用可靠、先进的技术,注重设计的合理性和适应性;注重环境保护、安全卫生和节能,满足国家有关规定的要求。
遵从美观、实用、经济的原則,充分考虑当地的气候条件。
尽量采用当地的建筑材料,如钢材等,力求节约投资。
设计中要认真贯彻有关能源、环保、安全、工业卫生、防火和防震的规定和标准,重视三废治理和综合利用,建设成为清洁、文明的工业厂区。
3、建筑平面设计在平面设计上,环形加热炉及其装、出料设备、热轧线冷床之前的各设备均布置在标高为+6.0m的高架平台上;冷床后的管排输出宽辊道至管排锯的设备布置在约+4.0m的平台上;其余均布置在±o.000m地坪上。
热轧主轧机区的液压、润滑站及高压水泵站布置在主轧机附近的+6.0m高架平台下。
国产首套TZφ180三辊连轧管机组分析研究
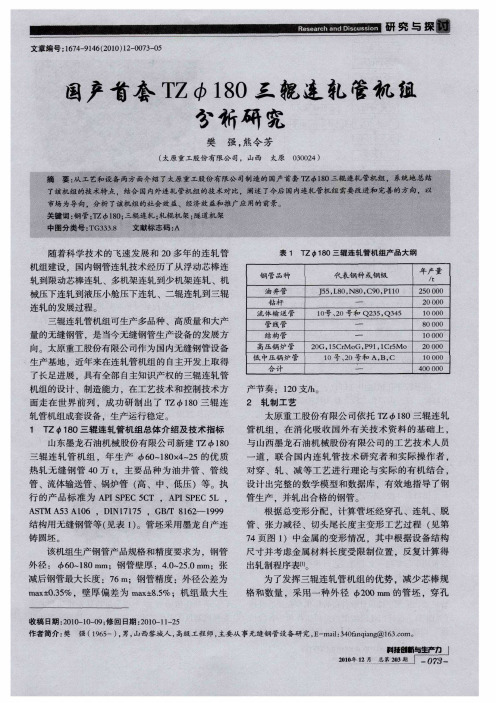
了该机 组的技术特点 ,结合 国内外连轧管机组 的技术对 比,阐述 了今后 国内连轧管机 组需要改进和 完善 的方向, 以
市场 为 导 向 ,分析 了该 机 组 的社 会 效 益 、经 济 效 益 和推 广 应 用 的前 景 。
关键词 : 管;Z咖10 三辊连轧 ; 钢 T 8; 轧辊机 架; 隧道机 架 中图分 类号 : G3 38 T 3. 文献标志码 : A 。 。 P E C S P E L S
AS TM A53 A1 06 , DI 71 5 , GBF 81 2- 9 N1 7 F 6- -1 99
道 ,联合 国内连轧管技术 研究者和实际操作者 ,
对穿 、轧 、减 等工艺进行理论 与实际的有 机结合 , 设计出完整的数学模型和数据库 ,有效地指导 了钢
收 稿 日期 :0 0 1 —9; 回 日期 :0 0 1 - 5 2 1— 0 0 修 2 1— 1 2
作者简介: 樊
强 ( 95 。 山西黎城人 , 16 一) 男, 高级 工程师 , 主要从 事无缝钢 管设备研究 , - i 3 0 n i g 6 cor E ma :4 f q n  ̄13 n l a a
管 生产 ,并 轧 出合 格 的钢 管 。 根据 总变 形分 配 ,计算 管 坯 经 穿孔 、连 轧 、脱 管 、张力 减 径 、切 头 尾长 度 主变 形 工 艺过 程 ( 见第 7 4页 图 1 中金 属 的变形 情 况 ,其 中根 据 设 备结 构 ) 尺 寸并 考 虑金 属材 料 长 度受 限制 位置 .反 复计 算 得 出轧 制程 序表 【 l 】 。 为 了发挥 三 辊 连轧 管 机组 的优 势 ,减 少芯 棒 规 格 和 数 量 ,采 用 一种 外 径 2oII 管 坯 ,穿孔 o l Tn的
国产Ф180mm连轧管机组的装备水平及应用
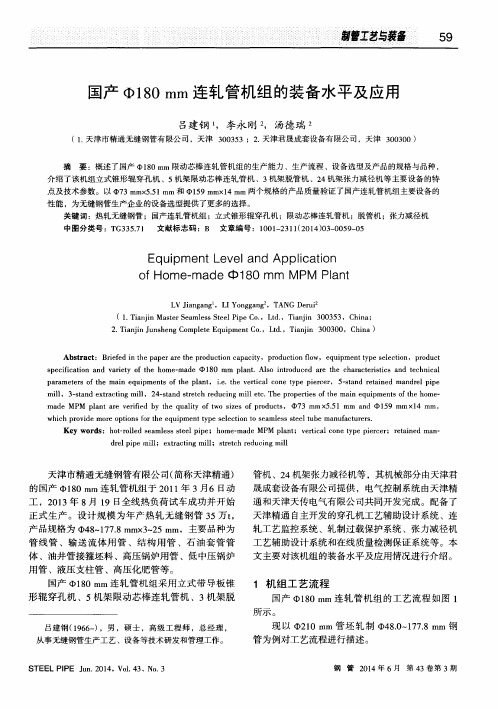
摘
要 :概述 了国产 1 8 0 m m 限动芯棒连轧管机组 的生产能力 、生产流程 、设备选型及产品的规格与品种 ,
介绍 了该 机组立式锥形辊穿孔 机 、5机架 限动芯棒连轧管机 、3机架脱管机 、2 4机架张力减 径机等主要设备 的特
点及 技术参数 。以 @ 7 3 m mx 5 . 5 1 mm和 @1 5 9 m mx l 4 m m两个规格 的产 品质量验证 了国产 连轧 管机组 主要设备 的 性 能 ,为无缝 钢管 生产企业 的设备选 型提供 了更多 的选择 。
关键 词 :热轧无缝钢管 ;国产连轧管机组 ;立式锥形辊穿孔机 ;限动 芯棒连轧管机 ;脱管机 ;张力减径机
中 图 分 类 号 :T G 3 3 5 . 7 1 文 献 标 志 码 :B 文 章编 号 : 1 0 0 1 — 2 3 1 1 ( 2 0 1 4 ) 0 3 — 0 0 5 9 — 0 5
E qu i p me n t L e v e l a n d Ap pl i c a t i o n
o f Home — ma de 中 1 8 0 m m MPM P l a n t
LV J i a n g a n g ,L I Yo n g g a n g ,T ANG De r u i
Ab s t r a c t : Br i e f e d i n t h e p a p e r a r e t h e p r o d u c t i o n c a p a c i t y ,p r o d u c t i o n lo f w,e q u i p me n t t y p e s e l e c t i o n ,p r o d u c t s p e c i f i c a t i o n a n d v a r i e t y o f t h e h o me - ma d e 1 8 0 mm p l a n t .Al s o i n t r o d u c e d a r e t h e c h a r a c t e r i s t i c s a n d t e c h n i c a l p a r a me t e r s o f t h e ma i n e q u i p me n t s o f t h e p l a n t ,i . e .t h e v e r t i c a l c o n e t y p e p i e r c e r ,5 - s t a n d r e t a i n e d ma n d r e l p i p e mi l l ,3 - s t a n d e x t r a c t i n g mi l l ,2 4 一 s t a n d s t r e t c h r e d u c i n g mi l l e t c . T h e p r o p e r t i e s o f t h e ma i n e q u i p me n t s o f t h e h o me — ma d e MPM p l a n t a r e v e r i f i e d b y t h e q u a l i t y o f t w o s i z e s o f p r o d u c t s , @7 3 mm x 5 . 5 1 mm a n d@1 5 9 mm x1 4 mm , wh i c h p r o v i d e mo r e o p t i o n s f o r t h e e q u i p me n t t y p e s e l e c t i o n t o s e a ml e s s s t e e l t u b e ma n u f a c t u r e r s . Ke y wo r d s :h o t — r o i l e d s e a ml e s s s t e e l p i p e ;h o me - ma d e MP M p l a n t ;v e r t i c a l c o n e t y p e p i e r c e r ;r e t a i n e d ma n — d r e l p i p e mi l l ;e x t r a c t i n g mi l l ;s t r e t c h r e d u c i n g mi l l
国外无缝钢管生产现状_兰兴昌
国外无缝钢管生产现状兰兴昌(中冶京诚工程技术有限公司,北京100176)摘要:介绍了近年来国外无缝钢管机组的建设情况,以及经过并购整合后形成的10大钢管集团的基本情况。
分析了国外无缝钢管技术装备发展的特点:国外各大钢管生产企业的新专利、新产品不断涌现,但在无缝钢管生产的节能降耗方面技术进步不明显,连铸坯热送热装技术未有突破。
关键词:国外;无缝钢管;技术装备;发展特点中图分类号:T-1;TG3%%文献标志码:A%文章编号:1001-2311(2012)02-0015-06Current Situation of Seamless Steel Tube Production at abroadLan Xingchang(MCC Capital Engineering&Research Corporation Ltd.,Beijing100176,China)Abstract:Presented here in the article are the information concerning the construction of seamless steel tube mills as set up recently at abroad,and a general introduction of the world top ten steel tube groups as resulting from relevant mergers and acquisitions and consolidations.The general trend feature of the development of tech-nological equipment for seamless steel tube manufacture in relevant developed countries is analyzed,and identi-fied,i.e.,new patents and products are constantly emerging,whereas no major progress in energy-saving technology for seamless steel tube production is made,and so is any breakout of the technology for hot-conveyance and charge of CC billets.Key words:At abroad;Seamless steel tube;Technological equipment;Development feature无缝钢管大规模工业化生产自19世纪80年代末始,至今已超过120年,其间出现了约10种热轧无缝钢管生产工艺,包括顶管(Ehrhardt)、周期轧管(Pilger)、自动轧管(Plug)、扩管(Expander)、三辊轧管(Assel)、二辊斜轧(Diescher)、挤压管(Ugine)、连轧管(Fassl、Foren、全浮动芯棒、MPM、半限动芯棒、三辊连轧)以及穿孔+冷轧(拔)等,并均在特定时期内得到过一定的普及应用。
国内主要无缝钢管厂基本情况

1东北地区 (1)1.1鞍钢集团 (1)1.2通化钢铁集团磐石无缝钢管有限责任公司 (2)1.3黑龙江省东北特钢浩盈钢铁有限公司 (3)2华北地区 (3)2.1包钢集团 (3)2.2沧州达力普石油专用管有限公司 (4)2.3承德钢铁集团万利钢管公司 (5)3华中地区 (5)3.1华菱集团(衡阳钢管) (5)3.2湖北冶钢集团公司 (8)3.3武钢集团汉口轧钢厂 (9)3.4河南瑞华管业有限公司 (10)4华东地区 (10)4.1宝钢集团 (10)4.2无锡西姆莱斯石油专用管制造有限公司 (12)4.3安徽天大石油管材股份有限公司 (14)4.4江苏诚德钢管股份有限公司 (15)4.5江苏振达钢管集团 (16)4.6江阴市无缝钢管总厂 (17)4.7扬州龙川钢管有限公司 (18)4.8江西洪都钢厂 (19)4.9新余市良山钢管有限责任公司 (19)4.10浙江健力实业集团有限公司 (20)4.12烟台钢管总厂 (21)5华南地区 (22)5.1广钢无缝钢管厂 (22)6西南地区 (23)6.1攀钢集团(攀成钢) (23)6.2重庆钢铁集团钢管有限责任公司 (24)7西北地区 (25)7.1西宁特殊钢股份有限公司 (25)1东北地区1.1鞍钢集团鞍钢无缝钢管厂是中华人民共和国第一座无缝钢管厂,是新中国第一根无缝钢管诞生地。
从1953年12月26日正式竣工。
鞍钢无缝钢管厂现有三套热轧无缝钢管机组,Ф100自动轧管机组一套(年产10万t,生产组距为Ф76~114mm);Ф159MPM连轧管机组一套(年产20万t,生产组距为Ф73~159mm);219机组一套(年产20万t,生产组距为Ф127~219mm)。
两条冷拔管生产线(直径Ф6~89mm、壁厚1~12mm的冷拔无缝钢管)。
生产钢种250多个,品种3000多个,其中重要产品有石油、锅炉、地质、化肥、化工、轻工、航天、航空、航海等用管,以及各种机械零件和结构用管等。
无缝钢管厂设备介绍

连轧 Rolling in mandrel mill
温矫 Warm straightening
调质热处理 Heat treatment (Quenched and Tempered (water) )
冷锯分段
Cutting with saws
冷却 Cooling on
cooler
张减 Stretch Reducing
连轧机
钢管连轧
张力减径机
钢管连轧
热轧 中间库
精整区域---精整1#线
上料
切头
切尾
涡流、超声探伤
吹灰
分段锯切
矫直
外径壁厚检验 管端去毛刺
内表检验
磁粉探伤
喷标、打捆
测长、称重
涂色环
X射线分钢仪
上料区域及MFL切头锯
钢管连轧
矫直机
钢管连轧
MFL分段锯
钢管连轧
吹灰装置
钢管连轧
超声探伤设备
加厚 Upsetting
热处理 Heat-treating
温矫 Warm straightening
油管和套管 Tubing &
Casing
环形炉加热 eating in
rotary hearth furnace
穿孔 Piercing
空心坯减径 Reducing of hon mandrel mill
钢管连轧
磁粉探伤设备
钢管连轧
初轧 Blooming
炼铁 Puddling
电炉炼钢 Steel-Making in electric furnace
连铸 continuous
casting
管坯 Billet
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
1、组织架构
2、生产工艺
3、工序设备
4、运行体系
5、总 结
管坯准备作业区的主要设备: 1、长尺坯存储台架 2、锯切辊道 3、锯床(共12台) 4、定尺坯输送辊道 5、链式提升机
锯床: 负责将 长尺坯锯切为 生产所需的定 尺坯。
白色液体为乳化液, 起到降温作用
链式提升机
负责将定尺坯运送到热轧作业区
热轧作业区的主要设备: 1、环形加热炉 2、穿孔机(CTP) 3、连轧机(FQM) 4、脱管机(EXT) 5、在线壁厚测量系统(IMS) 6、微张力减径机(SRB)
环形加热炉
• 中冶赛迪工程技术股份有限公司设计制造,代表国内加热炉最高技术水 平。 • 1、环形加热炉基本尺寸:环形炉中径:D0=40000mm;环形炉炉底宽 度:B0=4780mm • 2、加热能力:轧机最快节奏:120支/h;加热炉设计加热能力:135支 /h;设计最快出钢节奏:26.7秒/根;设计最大产量:164t/h;平均产量: 130t/h
张力减径机
德国KOCKS公司设计制造,该设备主要通过连续布置的机架对 荒管进行带张力的变形用以改变钢管的外径大小,得到最终钢 管尺寸,是热轧线上的最终变形设备。共24架机架。
张力减径机参数
设备名称:考克斯脱管机(EM)和张减机(SRB) 技术参数:入口荒管外径:186mm 入口荒管壁厚:4.27~24.59mm 入口荒管长度:max.34m 出口钢管外径:60.6~181.8mm 出口钢管壁厚:3.54~25.25mm 出口钢管长度:max.87m 主要性能:24机架三辊式张力减径机有较大的减 径量,只有一种荒管规格,既减少了生 产工具,又满足了产品大纲规定的产品 规格范围要求,产品质量和产量也可得 到保证,且可获得较高的成材率。
连轧机
设备名称:达涅利FQM型限动芯棒轧机 主要参数:入口毛管外径:230mm 入口毛管壁厚:16.3~36.8mm 入口毛管长度:max 10.0m 出口毛管外径:196mm 出口毛管壁厚:4.17~24.34mm 出口毛管长度:max 32.0m 轧制速度:入口:max 1.5m/s, 主要性能:1)可以使壁厚偏差明显改善; 2)使钢管表面更加光滑 ; 3)可轧制更多的钢种 ; 4)提高金属收得率和产量; 5)产量工具消耗显著降低; 6)芯棒成本显著降低
拔齿式冷床 作用:冷却热轧i公司设计制造,管排锯用于将成排长尺钢 管切断成定尺的设备。 一次最多可同时锯切12根。
精整作业区的主要设备 1、矫直机 2、探伤机 3、测长称重喷标设备 4、水压机 5、平头倒棱机组
6、 涂漆烘干设备
矫直机
太原重工设计制造,为六辊式钢管矫直机,带有快开功能 (荒管的头部100~200mm被矫直),有效保证管端矫直质 量。
班后会
当班下班后
班组级
班组全体人员
目录
1、组织架构
2、生产工艺
3、工序设备
4、运行体系
5、总 结
5、总结
黑龙江建龙无缝钢管二期工程——Φ180生产线,于 2009年5月份开始建设,该项目占地面积30万平方米,年 产无缝钢管45万吨,主要生产直径60~180mm、壁厚 3.5~25.0mm、长度4~14.63m的成品钢管以及各类规格 的专用管成品。品种有油管、套管、管线管、输送流体用 无缝钢管、高中低压锅炉用无缝钢管、高压化肥设备用无 缝钢管、结构用无缝钢管、船舶用管等。 180生产线,采180mm连轧管机组,整个生产线的核 心设备由代表国际钢管设备最高水平的意大利达涅利公司 供货。产线严格执行美国石油学会API产品认证体系,设 备工艺先进,检测手段齐全。是目前国际领先、国内一流 的最新轧管设备,经过后续精加工,可以生产出高钢级高 附加值的高端无缝钢管品种。
目录
1、组织架构
2、生产工艺
3、工序设备
4、运行体系
5、总 结
4.运行体系
两个平台
主要形式
时间/频次
层级
参加人
晨会
早7:00
厂处级
工作分解、执 行、监察平台
班前会 周例会 能力提升平台 事故分析会 早7:40 周2 事故后 班组级 厂处级 公司级
一二级主管、 工程师
班组全体人员 一二级主管、 工程师 事故相关人员
180连轧无缝钢管厂
目录
1、组织架构
2、生产工艺
3、工序设备
4、运行体系
5、总 结
连轧厂组织机构
厂长
副厂长
点检作业区
仪电检修作 业区
生产准备作 业区
管坯准备作 业区
热轧作业区
精整作业区
成品作业区
综合管理室
热处理项目 部
目录
1、组织架构
2、生产工艺
3、工序设备
4、运行体系
5、总 结
φ180无缝钢管工艺流程图
脱 管 机
倍尺 管坯 管坯锯断 锯成定尺 环形加热炉 管坯加热 斜轧 穿孔 纵向 连轧
吹硼砂
旁 通 辊 道
张 力 减 径
再加 热炉
收 集 入 库
侧长称重喷印
人工检查
漏磁探伤
吹吸灰
矫直
成排切断
冷床冷却
φ180无缝钢管生产线技术路线
连铸坯切断→环形加热炉加热→穿孔机穿孔→ 高压水除鳞→6机架FQM连轧机轧制→3机架脱管 机在线脱管→射线测厚→常化冷床在线常化→再加 热炉加热→高压水除鳞→24机架张力减径机减径 →冷床冷却→管排锯定尺→矫直机矫直→吹吸灰→ 无损探伤→检查台检查→测长称重喷标→包装入库。 (水压试验→平头倒棱→涂漆烘干→测长称重喷印 →打包收集→入库)
环形炉出钢
穿孔机
• 1.1 坯料尺寸:直径:Ф210长度:1.55~4.5m • 1.2 穿后毛管尺寸:外径:Ф230±5mm;壁厚:16.3~36.8mm;长度: 5.02~10m;最快轧制节奏:135支/小时
三辊限动芯棒连轧管机
意大利Danieli公司设计制造,是生产线上主轧机,钢管外径 和壁厚主要变形设备,包括隧道、6个机架和主传动以及控 制系统等部分组成 。