无缝钢管厂设备介绍
无缝钢管穿孔机介绍
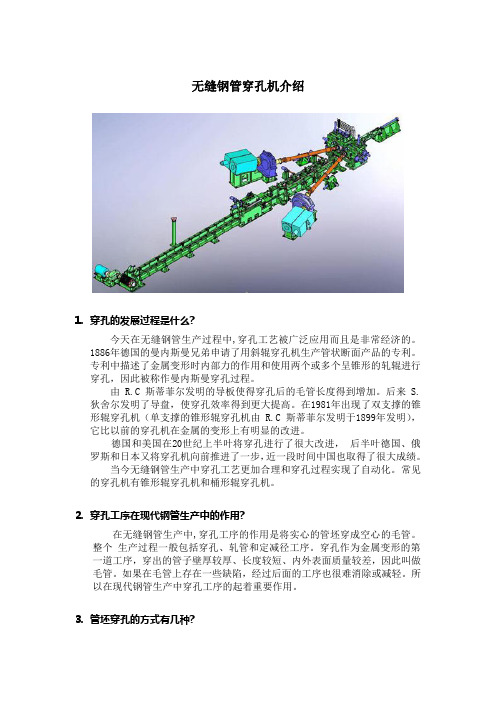
无缝钢管穿孔机介绍1.穿孔的发展过程是什么?今天在无缝钢管生产过程中,穿孔工艺被广泛应用而且是非常经济的。
1886年德国的曼内斯曼兄弟申请了用斜辊穿孔机生产管状断面产品的专利。
专利中描述了金属变形时内部力的作用和使用两个或多个呈锥形的轧辊进行穿孔,因此被称作曼内斯曼穿孔过程。
由R.C 斯蒂菲尔发明的导板使得穿孔后的毛管长度得到增加。
后来S.狄舍尔发明了导盘,使穿孔效率得到更大提高。
在1981年出现了双支撑的锥形辊穿孔机(单支撑的锥形辊穿孔机由R.C 斯蒂菲尔发明于1899年发明),它比以前的穿孔机在金属的变形上有明显的改进。
德国和美国在20世纪上半叶将穿孔进行了很大改进,后半叶德国、俄罗斯和日本又将穿孔机向前推进了一步,近一段时间中国也取得了很大成绩。
当今无缝钢管生产中穿孔工艺更加合理和穿孔过程实现了自动化。
常见的穿孔机有锥形辊穿孔机和桶形辊穿孔机。
2.穿孔工序在现代钢管生产中的作用?在无缝钢管生产中,穿孔工序的作用是将实心的管坯穿成空心的毛管。
整个生产过程一般包括穿孔、轧管和定减径工序。
穿孔作为金属变形的第一道工序,穿出的管子壁厚较厚、长度较短、内外表面质量较差,因此叫做毛管。
如果在毛管上存在一些缺陷,经过后面的工序也很难消除或减轻。
所以在现代钢管生产中穿孔工序的起着重要作用。
3.管坯穿孔的方式有几种?管坯的穿孔方式有压力穿孔,推轧穿孔和斜轧穿孔。
(1)压力穿孔压力穿孔是在压力机上穿孔,这种穿孔方式所用的原料是方坯和多边形钢锭。
工作原理是首先将加热好的方坯或钢锭装入圆形模中(此圆形模带有很小的锥度),然后压力机驱动带有冲头的冲杆将管坯中心冲出一个圆孔。
这种穿孔方式变形量很小,一般中心被冲挤开的金属正好填满方坯和圆形模的间隙,从而得到几乎无延伸的圆形毛管,延伸系数最大不超过1.1。
(2)推轧穿孔推轧穿孔是在推轧穿孔机上穿孔,这种穿孔方式是压力穿孔的改进。
把固定的圆锥形模改成带圆孔型的一对轧辊。
这对轧辊由电机带动方向旋转(两个轧辊的旋转方向相反),旋转着的轧辊将管坯咬入轧辊的孔型,而固定在孔型中的冲头便将管坯中心冲出一个圆孔。
钢管制造机的介绍

钢管制造机的介绍
钢管制造机,也被称为钢管机,是一种用于制造螺旋缝焊管的设备。
钢管机有两种主要类型:高频制管机和不锈钢制管机。
高频焊管机主要用于生产各种的铁管、水管等。
而不锈钢制管机主要用于生产各种不锈钢装饰管,如楼梯扶手用管、防盗门窗用管、汽车排气管、热交换器管、流体用管和食用管道等。
钢管机的制造工艺流程包括备卷车、开卷机、矫平机、剪切对焊台、圆盘切边机、铣边机、递送机、预弯和导板装置、成型机、内外焊接装置、定径装置、在线超声波探伤装置、后桥及切管装置、X射线探伤装置、平头倒棱机、水压机、补焊台、称重测量、防腐装置和喷标设备等。
成型机是钢管生产的关键设备,它利用三辊弯板机原理将金属板带连续卷成螺旋管坯,然后进行单面焊、双面焊或高频焊制成螺旋钢管。
由于不锈钢焊管成型和焊接技术的成熟,它在很多领域已经取代了无缝管。
无缝管生产设备有哪些?请看:无缝管生产及其设备!

径机和减径机等组成。
其⽣产⼯艺流程见图。
(2) 连续轧管⽣产⽣产设备由穿孔机、连续轧管机、张⼒减径机组成。
圆坯穿成⽑管后插⼊芯棒,通过7~9架轧辊轴线互呈90°配置的⼆辊式轧机连轧。
轧后抽芯棒,经再加热后进⾏张⼒减径,可轧成长达165m的钢管。
140mm连续轧管机组年产40~60万吨,为⾃动轧管机组的24倍。
这种机组的特点是适于⽣产外径168mm以下钢管,设备投资⼤,装机容量⼤,芯棒长达30m,⼯制造复杂。
70年代后期出现的限动芯棒连续轧管机(MPM),轧制时外⼒强制芯棒以⼩于钢管速度运动,可改善⾦属流动条件,⽤短芯棒轧制长管和⼤⼝径钢管(3)周期轧管⽣产以多边形和圆形钢锭或连铸坯作原料,加热后经⽔压穿孔成杯形⽑坯,再经⼆辊斜轧延伸机轧成⽑管,然后在带有变直径孔槽的周期轧管机上,轧辊转⼀圈轧出⼀段钢管。
周期轧管机⼜称⽪尔格尔(Pilger)轧管机。
周期轧管⽣产是⽤钢锭作原料,宜于轧制⼤直径的厚壁钢管和变断⾯管。
(4)三辊轧管⽣产主要⽤于⽣产尺⼨精度⾼的厚壁管。
这种⽅法⽣产的管材,壁厚精度达到±5%,⽐⽤其他⽅法⽣产的管材精度⾼⼀倍左右。
⼯艺流程见图4。
60年代由于新型三辊斜轧机(称Transval轧机)的发明,这种⽅法得到迅速发展。
新轧机特点是轧到尾部时迅速转动⼊⼝回转机架来改变辗轧⾓,从⽽防⽌尾部产⽣三⾓形,使⽣产品种的外径与壁厚之⽐,从12扩⼤到35,不仅可⽣产薄壁管,还提⾼了⽣产能⼒(5)顶管⽣产传统的⽅法是⽅坯经⽔压穿孔和斜轧延伸成杯形⽑管,由推杆将长芯棒插⼊⽑管杯底,顺序通过⼀系列孔槽逐渐减⼩的辊式模架,顶轧成管。
这种⽣产⽅法设备投资少,可⽤连铸坯,能⽣产直径达1070mm、壁厚到200mm的特⼤特厚的管,但⽣产效率低,壁厚⽐较厚,管长⽐效短。
出现CPE法的新⼯艺后,管坯经斜轧穿孔成荒管,收⼝后顶轧延伸成管,克服了传统⽅法的⼀些缺点,已成为⽆缝管⽣产中经济效益较好的⽅法。
斜轧穿孔机_现代化无缝钢管生产的关键设备
+ 结构特点
+) , 机 架 为满足穿孔毛管的壁厚精度要求,在机架设 计时必须特别注意最小回弹和最大弯曲强度的问 题。立式布置的轧辊及列于两边的轴承均安装在 转鼓上,锥形辊穿孔机就采用此种布置。
#$%%& ’(’% !"#$ %&&%’ ()*$ +,’ -)$ .
国外钢管
!"
量,从而使工具能得到迅速有效的优化。轧制期间 过大的壁厚偏差将被即时识别,其有关影响因素如 坯料温度不均、工具设定不正确、工具磨损等均可 得到修正。本文所述的测量穿孔毛管几何形状的装 置已研制成功。 #$ # 技术系统 最近, (*( *++, 公司开发了一种技术系统, 该系统为技术人员和操作人员进行生产优化作业提 供工具、计算程序和专家知识。借助此系统,轧机 技术人员就能计算出轧机设定值和穿孔机顶头几何
如南非的2326700钢管年生产能力达到无缝管生产的新技术高效率的斜轧穿孔机能有效地降低主延伸段的投资和生产成本但其基点是轧件的延伸率大穿月美国焊管行业正式向美国商务部提出对中国焊管的反倾销诉讼
国外钢管
!"
斜轧穿孔机—— — 现代化无缝钢管生产的关键设备
摘 要:随着斜轧穿孔工艺的不断发展,斜轧穿孔工艺满足无缝钢管生产要求的程度越来越高,因而其应 用范围越来越广。介绍了斜轧穿孔工艺特点及斜轧穿孔机的类型、结构特点及现代化的斜轧穿孔机设备各部的 自动化控制及产品质量优化的能力。同时还介绍了用现代化斜轧穿孔机进行技术改造的例证。 关键词:斜轧穿孔机;结构;自动控制功能 中图分类号:!"###$ % 文献标识码: & 文章编号:’((’ ) *#’’ + *((* , (- ) ((.’ ) (-
无缝钢管水淬火装置介绍
钢管 最大 米重 :9 . 0 g I 4 2 k/T I 淬火 后钢 管温度 : <10 0 淬火 后钢 管端 头直 度要求 :  ̄3 / O O mm lO mm
淬火 后钢 管体 直度要 求 :≤15 / 0 0 m . mm 10 m
淬火用 水量 ( 温 ≤3 ℃ ) 包括 : 水 5 外淋用 水 :2 0 m / ,压力 t0 2 a 00 h > . MP 内喷用 水 :10 m / ,压力 t0 6 a 50 h > . MP
另 一种 方法 是 采 用 槽 内 淬 火 ,其 主 要 优 点 在 于 淬 硬
二 、设 备 组成
该设 备 主 要 由 机 械 部 分 、水 系 统 、液 压 系 统 、
层深 度大 ,特 别 适 用 于 厚 壁 大 口径 钢 管 ,两 种 方 法
一
润 滑系统 ,以及 相 应 的 电气 控 制 系 统 组 成 ( 体 位 具
防水 轴承 ,并且从 长期 的使用 情况来 看也 是如此 。
张紧机构设计 时要考虑 同轴传 动时 的链条 松 紧边 问题 ,应 同时张紧在松 边 。链 条材 质 的选用也 是一 个
值得探讨 的问题 , 目前 主要采 用 的是碳 钢链条 和不 锈
钢链条 。他们各有利 弊 ,不锈 钢链 条 强度 略低 ,易 被
端 部挡 板发 生碰 撞 ,损坏 钢管 端部 。 上料装 置 是将 到 达 出淬 火 炉辊 道 末 端 的 钢 管 快 速 放 到旋转 装 置 上 ,由变 频 调 速 电机 驱 动 6组 上 料 臂 ( 采用 “ 惠斯顿 杠杆 ” 原 理 ) 。上 料装 置要求 实 现
“ 轻拿 一快 速旋 转一 轻放 ” 的工艺 过 程 ,缩短 机 械 动 作 时 间 ,提 高钢 管的 生产 节拍 。
无缝钢管穿孔机
无缝钢管穿孔机无缝钢管穿孔机是一种用于加工无缝钢管的重要设备,它具有高效、精确和可靠的特点。
本文将从机器原理、使用方法、应用领域等方面进行介绍,以帮助读者对无缝钢管穿孔机有更加全面的了解。
一、机器原理无缝钢管穿孔机是通过将钢管放入机器的夹具中,然后利用钻头进行钢管穿孔的机械设备。
它主要由机架、传动系统、夹具系统和控制系统等组成。
机架是无缝钢管穿孔机的主体部分,也是整个设备的支撑结构。
传动系统包括驱动轮、传动带、传动轴等,通过传动系统的配合,可以使钻头实现旋转和进给运动。
夹具系统是用于固定和夹持钢管的部分,它确保了钢管在加工过程中的稳定性和精度。
控制系统则负责协调和监控整个设备的运行情况。
二、使用方法无缝钢管穿孔机的使用方法相对简单,以下是一般的操作流程:1. 将要加工的无缝钢管放入机器的夹具中,并确保夹持牢固。
2. 调整传动系统,使钻头的转速和进给速度适应具体的加工要求。
3. 启动控制系统,激活机器的电源,确保各个部件正常运行。
4. 操作机器的控制面板,设置加工参数,如孔径大小、穿孔深度等。
5. 按下启动按钮,机器将开始钻孔作业,此时需要注意观察加工情况,确保穿孔质量。
6. 加工完成后,关闭机器的电源,将加工完成的无缝钢管取出,并进行质量检查。
三、应用领域无缝钢管穿孔机广泛应用于各个行业,主要用于开孔、钻孔和穿孔等加工工艺。
以下是一些常见的应用领域:1. 建筑业:在建筑领域,无缝钢管穿孔机可以用于开孔、安装电线、水管和空调管道等。
它能够提高施工效率和施工质量,节约人力和时间成本。
2. 汽车制造业:汽车制造过程中需要大量的无缝钢管,无缝钢管穿孔机可以用于开孔和穿孔,以及汽车零部件的加工。
3. 石油和天然气领域:石油和天然气输送需要使用大量的无缝钢管,无缝钢管穿孔机可用于加工石油管道、天然气管道等。
4. 航空航天领域:在航空航天领域,无缝钢管穿孔机可用于加工飞机部件、发动机部件和航天器部件等。
5. 其他领域:无缝钢管穿孔机还可以应用于冶金、化工、电力、电子、医疗等领域,满足不同行业的加工需求。
无缝钢管连轧机组生产线穿孔机工艺设计优化

无缝钢管连轧机组生产线穿孔机工艺设计优化摘要:以∅159mm无缝钢管连轧机组生产线穿孔机为例,简单介绍多孔型生产工艺及存在的问题,着重推导并提出穿孔机工艺设计优化方案,对于这类连轧机组生产线穿孔机工艺设计具有一定的参考意义。
关键词:穿孔机主电机;成材率;孔型∅159mm无缝钢管连轧机组生产线国际最先进的三辊连轧管机,其装备水平处于一流水平。
该生产线核心设备为穿孔+连轧+张力减径,早期由于该生产线投资较高,部分厂家为节省投资将核心设备改为穿孔+连轧+定径,且穿孔机主电机功率改小,造成生产过程中孔型较多,产能受到严重制约,降低该类型生产线的成材率,且无法轧制高合金钢种。
为提高该类型生产线的产能及轧制钢种,首先对该生产线穿孔机进行改造。
1现有的连轧管生产线穿孔机生产现状1.1穿孔机工艺参数穿孔机入口管坯规格:直径:Ф130mm、Ф185mm、Ф210mm;长度:1.8m~4.5m;最大管坯根重:~1226kg;穿孔机出口毛管规格:外径:Ф140mm、Ф205mm、Ф229mm;长度:max.10m;壁厚:13.38~40.38mm;最大根重:~1226kg;钢种:普通碳素钢、优质碳素钢、中低合金钢;年产能:27.28万吨。
1.2穿孔机设备参数型式:带导板的锥形辊穿孔机,轧辊上下布置,导板左右布置;类型:菌式穿孔机;前台金属线长度:4.5m;一段后台金属线长度:10m;轧辊直径:Φ900~Φ1000 mm,长度750mm;轧制速度: 0.54~1.1m/s;轧辊转速: 114 r/min(额定);送进角:6º~12º 可调;辗轧角:15º(固定);轧机辊缝最大开口度(两轧辊均为Φ1000mm时): 300mm;主传动主电机:功率:1500kW,电压:750V(DC),转速:550/1000 r/min;过载系数:2,冷却方式:IC86W,数量:2×2台;万向接轴:型号:SWF550;回转直径:Ф550 mm;公称转矩:800kN·m;主传动减速机:速比:~4.8125;最大输出扭矩:~450 kN·m。
无缝钢管生产线步进式冷床设计优化
无缝钢管生产线步进式冷床设计优化摘要:以某∅159mm无缝钢管连轧机组生产线步进式冷床设计为例,简单介绍步进式冷床的生产工艺及目前存在的问题,着重推导并提出该问题冷床的优化设计方案,对于冷床改造设计具有一定的参考意义。
关键词:步进式冷床;增加1.5°斜垫板;液压缸1步进式冷床动作工艺参数步进式冷床为无缝钢管连轧机组生产线常用配置的冷却设备。
由于设计时工艺要求步进式冷床的工作状态为:取料→前进→放料或者为取料→踏步(多次或单次动作)→前进→送料重复动作,由于冷床本体凸轮的偏心设计,保证钢管在固定时间周期在每个齿槽内滚动一定角度,使得红热金属在圆周方向接触冷床齿面的时间保持一致,其在冷却过程中边滚动边冷却,保证钢管冷却的均匀性,以获得良好直线度的钢管产品。
张力减径后的红热钢管经输送辊道运输至冷床入口,由升降机构将钢管送至浆式拨料钩上,启动拨料钩将钢管送至冷床第一个静齿槽内存放。
根据冷床动作工艺要求,钢管在齿条上有两种工作方式:踏步动作(升降)和前进动作(升降+平推)两种,动作分解如下:单排布料:取料→前进→前进…放料;双排布料:取料→踏步→前进→踏步→前进…放料;三排布料:取料→踏步→踏步→前进→踏步→踏步→前进…放料;四排布料:取料→踏步→踏步→踏步→前进→踏步→踏步→踏步→前进…放料。
为保证钢管冷却的均匀性,当冷床在踏步动作时,钢管在同一个齿槽内滚动固定角度,以保证冷床在固定间隔时间内,钢管完成一定角度的滚动,保证钢管在整个冷却过程中的均匀性,以获得良好直线度的冷却钢管产品。
某钢厂步进式冷床为上坡式,台面倾角4.8°。
冷床具体参数如下:冷却钢管外径:∅60~180mm;冷却钢管壁厚:3.5~27mm;冷床长度:23m;冷床宽度:90m;冷床布料形式:单排,双排,三排,四排布料;冷床入口钢管温度: 820~900℃;冷床出口钢管温度:<100℃;冷却率:大于85%;冷床齿距:160mm,偏心距60mm;冷床台面整体斜度:4.8°;水平油缸参数:液压缸C25WE125/70-130MII-N;冷床液压站参数:油箱:15000 L;主泵流量:8×265L/min;主泵电机功率:8×75kW (7+1);主泵电机转数:1500rpm;试验压力:21Mpa;循环泵流量: 692 L/min;循环泵电机功率: 22kW;循环泵电机转数: 1450rpm;循环系统最高压力: 1.6 Mpa;系统清洁度:NAS7;工作介质:矿物油VG46。
无缝钢管厂生产及主要技术装备总结

无缝钢管厂生产及主要技术装备总结
生产产品:Φ25—Φ70×3—3.5mm优质碳素结构钢低中压锅炉用无缝钢管、输送流体用无缝钢管;Φ25—Φ89×3—4.5mm优质碳素结构钢结构用无缝钢管。
年生产能力:2.5万吨。
生产主要技术装备和性能:
(1)、管坯剪切机
型号:Q42—500t
最大剪切力:4900KN
最大剪切规格:115mm
(2)、三段斜底式连续燃煤气加热炉
有效尺寸面积:18×1.692=30.456m2
加热钢种:碳素结构钢、优质碳素结构钢
加热坯料规格:Φ50—Φ100×1500mm3
最大小时产量:10t/h
加热燃料:发生炉煤气
空气预热温度:300℃以上
加热温度:1100—1300℃
①、管坯上料机:
型式:链条提升
提升速度:0.5m/s
②、管坯推出机
型式:钢丝绳卷筒式
最大推力:100kg
行程:2000mm
(3)、煤气发生炉
炉膛直径:Φ2400mm、Φ2500mm各一座
燃料:弱粘结性烟煤、无烟煤焦炭
产气率:2.5—3.6m3/kg
煤气低发热值:1200—1350kcal/m。
包钢钢材产品介绍

薄板产品包钢是西北地区最大的板材生产基地。
薄板产品生产线由具备国际国内先进水平的热轧、冷轧、镀锌生产线组成。
热轧CSP生产线年设计能力198万吨,2009年产量达到286万吨。
镀锌生产线年设计能力40万吨。
冷轧生产线年设计能力140万吨。
热轧板卷热轧CSP生产线主要设备包括2座210吨转炉、钢包精炼炉、一台两机两流薄板坯连铸机、两座具有摆渡功能的大型辊底式加热炉、七架四辊轧机、两台地下卷取机和一条平整分卷机组。
主要设备由德国西马克、LOI等公司提供,年预计能力198万吨,2009年实际产量286万吨。
该生产采用了铁水预处理、顶底复吹转炉、炉外精炼及薄板坯连铸连轧的先进工艺流程,可生产热轧(光面)卷板和热轧花纹卷板两种板面、厚度1.2mm-20mm、宽度980mm-1560mm的管线用钢、冷轧用钢、结构用钢、船板用钢、汽车结构用钢、焊接钢管用钢、耐候钢等品种,广泛应用于汽车、造船、石油、建筑等领域。
冷轧卷板冷轧生产线是从德国、奥地利、法国等国家引进的当今国际最先进的技术和装备,包括酸轧联合机组、罩式退火机组、平整机组、横切机组、重卷分卷机组五条工艺线,年设计生产能力140万吨。
生产品种为厚0.25mm~3m、宽度960mm~1540mm的低碳钢、结构钢、低合金高强度钢等系列冷轧成品、冷硬半成品及镀锌板原料,产品广泛应用于建筑结构、家电、汽车等领域。
镀锌板热镀锌生产线引进了法国VAI CLECIM公司的镀锌机组生产技术,采用当今世界生产工艺成熟先进的改良森吉米尔法,生产速度可达180m/min。
可生产的品种主要有低碳钢、结构钢和低合金高强度钢;规格为厚度0.25~2.5mm、宽度960~1540mm、锌层厚度60~450g/㎡;产品表面为常规锌花、无(小)锌花、光整锌花。
产品广泛应用于中高档建筑用板、普通家电板及汽车结构件和内板等领域。
宽厚板产品宽厚板生产线是包钢“十一五”重点建设工程,是包钢产品结构调整的重点项目之一。
无缝钢管厂设备介绍

连轧 Rolling in mandrel mill
温矫 Warm straightening
调质热处理 Heat treatment (Quenched and Tempered (water) )
冷锯分段
Cutting with saws
冷却 Cooling on
cooler
张减 Stretch Reducing
连轧机
钢管连轧
张力减径机
钢管连轧
热轧 中间库
精整区域---精整1#线
上料
切头
切尾
涡流、超声探伤
吹灰
分段锯切
矫直
外径壁厚检验 管端去毛刺
内表检验
磁粉探伤
喷标、打捆
测长、称重
涂色环
X射线分钢仪
上料区域及MFL切头锯
钢管连轧
矫直机
钢管连轧
MFL分段锯
钢管连轧
吹灰装置
钢管连轧
超声探伤设备
加厚 Upsetting
热处理 Heat-treating
温矫 Warm straightening
油管和套管 Tubing &
Casing
环形炉加热 eating in
rotary hearth furnace
穿孔 Piercing
空心坯减径 Reducing of hon mandrel mill
钢管连轧
磁粉探伤设备
钢管连轧
初轧 Blooming
炼铁 Puddling
电炉炼钢 Steel-Making in electric furnace
连铸 continuous
casting
管坯 Billet
无缝钢管穿孔机介绍
无缝钢管穿孔机介绍无缝钢管穿孔机是一种用于在无缝钢管上进行穿孔加工的专用机械设备。
它能够通过机械力的作用,在无缝钢管上形成穿孔,用于连接其他零件、流体或气体的传输。
无缝钢管穿孔机可以在工业领域中广泛应用,包括石油、化工、天然气、建筑等行业。
无缝钢管穿孔机通常由几个主要部分组成:机架、输送系统、切削系统、控制系统等。
它通过电机驱动,使得刀具能够对无缝钢管进行旋转和前进运动。
无缝钢管首先通过输送系统被送到切割区域,然后由切削系统的旋转刀具进行穿孔。
控制系统可以调整切削参数,使得无缝钢管的穿孔尺寸满足要求。
1.高效率:无缝钢管穿孔机能够以很高的速度进行穿孔操作。
它可以快速完成大量无缝钢管的加工,提高生产效率。
2.精确性:无缝钢管穿孔机具有高精度的定位和切削能力。
机械力的应用可以保证穿孔位置的准确度,使得加工的无缝钢管具有一致的尺寸和质量。
3.可靠性:无缝钢管穿孔机采用高质量的材料和精密加工工艺,使得设备具有较长的使用寿命和高度的可靠性。
它可以在恶劣的工作环境下稳定运行。
4.操作简单:无缝钢管穿孔机的操作界面简单直观,操作人员只需简单的培训即可熟练操作设备。
切削参数可以通过控制系统进行调整,实现自动化生产。
1.石油行业:无缝钢管穿孔机可以用于石油井的穿孔作业。
通过对井口进行穿孔操作,可以实现石油的开采和输送。
2.化工行业:无缝钢管穿孔机可以应用于化工工艺中的管道连接。
通过穿孔加工,可以连接不同设备之间的管道,实现流体传输。
3.建筑行业:无缝钢管穿孔机可以用于建筑结构中的连接。
通过穿孔加工,可以将不同结构之间的无缝钢管连接起来,增强结构的稳定性和强度。
4.船舶行业:无缝钢管穿孔机可以用于造船业中的连接和安装。
通过穿孔加工,可以将不同船体部件连接起来,提高船舶的整体性能。
总之,无缝钢管穿孔机是一种用于在无缝钢管上进行穿孔加工的专用机械设备。
它具有高效率、精确性、可靠性和操作简单等特点。
在石油、化工、建筑、船舶等领域中具有广泛的应用前景。
连轧无缝钢管厂PPT课件

处理方法包括检查并更换故障传感器、调整控制器参数、更换老化加热
元件等。
02
升温速度慢
可能原因包括电源电压不足、加热元件功率不足、炉体保温性能差等。
处理方法包括检查电源电压并调整至正常范围、更换功率更大的加热元
件、加强炉体保温措施等。
03
过热现象
可能原因包括温度控制系统失效、冷却系统故障等。处理方法包括立即
运输过程中注意事项和防护措施
装载和卸载
在装载和卸载过程中,要轻拿轻放,避免钢管受到撞击或摔落。
运输工具选择
选择平稳、安全的运输工具,如平板车、集装箱等,以确保钢管在运 输过程中不会受到损坏。
防潮和防晒
在运输过程中,要注意防潮和防晒措施,避免钢管因受潮或长时间暴 晒而影响其性能。
防护措施
对于特殊规格的钢管或需要特殊防护的情况,可以采取相应的防护措 施,如加装木架、铁架等,以确保钢管在运输过程中的安全。
助设施等。
主要生产设备
列举连轧无缝钢管生产线上的关键 设备,如加热炉、轧机、冷却装置、 矫直机等,并简要说明其作用。
辅助设施
介绍厂区内为生产提供支持的辅助 设施,如电力系统、水处理系统、 空压机等。
生产工艺及流程简介
原料准备
加热与轧制
说明原料的选用标准、验收流程以及存储 要求。
阐述钢管在加热炉内的加热过程以及轧机 的轧制原理,强调温度控制和轧制精度对 产品质量的影响。
预防措施
加强供应商管理,提高原 料采购质量;加强原料库 存管理,避免原料变质或 损坏。
03
加热炉设备及温度控制
加热炉类型及结构特点
加热炉类型
根据热源和加热方式,加热炉可分为电加热炉、燃气加热炉、燃油加热炉等。
无缝钢管连续斜轧工艺与设备分析
无缝钢管连续斜轧工艺与设备分析无缝钢管是一种重要的管材产品,在工业领域具有广泛的应用。
在无缝钢管的生产过程中,连续斜轧工艺是一种常用的生产工艺。
该工艺通过利用连续轧机的连续轧制,使得钢坯在连续轧制过程中,实现了无间断地形变和轧制。
本文将对无缝钢管连续斜轧工艺及其生产设备进行分析,以便更好地了解该工艺的生产原理和工艺特点。
一、无缝钢管连续斜轧工艺概述无缝钢管连续斜轧工艺是一种对钢坯进行连续轧制的加工工艺。
其主要特点是,通过轧机上的一对斜轧辊,对钢坯进行斜轧变形,实现了连续的轧制加工。
在整个轧制过程中,钢坯不断地在轧机上通过斜轧辊的作用下,逐渐变形成为成型的钢管产品。
该工艺的优点主要有以下几个方面:由于采用了连续轧制工艺,无需对钢坯进行多次的中间加热处理,从而大大节约了能源和生产成本;斜轧辊的使用使得钢坯在轧制过程中能够实现多方向的轧制,可以更好地控制成型的形状和尺寸;连续斜轧工艺还可以实现高效的生产,产能大大提高,同时产出的无缝钢管质量也更加稳定可靠。
1. 连续轧机连续轧机是无缝钢管连续斜轧工艺的核心生产设备,在整个轧制过程中起着关键的作用。
连续轧机主要包括轧辊、传动系统、冷却系统等部分。
在连续斜轧工艺中,轧辊是最为重要的部分,其斜轧辊更是决定了工艺能否正常进行和成品质量的关键因素。
2. 热处理设备在连续斜轧工艺中,钢坯在经过初次轧制后需要进行一定的热处理,以便让钢材中的晶粒重新排列并提高其塑性。
热处理设备主要包括加热炉和冷却设备,可以对钢坯进行适当的热处理,以实现下一道工序的加工要求。
3. 控制系统连续斜轧工艺需要精密的控制系统来保证生产过程中的稳定性和可控性。
控制系统主要包括压力控制、速度控制、温度控制等,以便实现对轧制过程中各项参数的精确控制,从而确保成品钢管的质量和形状的稳定性。
1. 提高生产效率无缝钢管连续斜轧工艺的使用,大大提高了生产效率。
与传统的轧管工艺相比,连续斜轧工艺无需中间加热和多次轧制,生产周期明显缩短,产能也大大提高。
一起来了解一下无缝管生产线

一起来了解一下无缝管生产线无缝钢管是一种重要的钢管类型,具有许多优点,如高强度、耐腐蚀、耐高温等,被广泛应用于石油、天然气、航空航天、化工等行业。
无缝管生产线是生产这种管材的关键设备,下面我们就来了解一下它的工作原理和构成部分。
工作原理无缝管生产线主要由加热炉、轧机、探伤机、切割机等设备组成。
其工作原理是将钢锭或钢板经过加热和轧制等工艺过程,快速连续生产出无缝管。
无缝管生产线主要分为两种,分别是冷轧和热轧生产线。
冷轧生产线是先将圆钢坯加热至1100℃左右,然后在轧机中连续轧制,使其直径逐渐缩小,最终形成无缝管。
热轧生产线则是将方钢坯加热至1200℃左右,然后在轧机中轧制成为无缝管。
两种生产线都需要经过探伤、光洁度检测、定尺切割等环节,最后包装发货。
构成部分1.加热炉加热炉是无缝管生产线中最重要的设备之一,其作用是为圆钢坯或方钢坯加热至适宜的温度,以使其能够进行后续的轧制工艺。
加热炉可以使用电加热、燃气加热、燃油加热等多种方式。
2.轧机轧机是无缝管生产线中的核心设备,其作用是将加热后的圆钢坯或方钢坯在轧辊的作用下,逐步缩小直径,形成无缝管。
轧机主要由两个部分组成,分别是粗轧机和精轧机。
粗轧机用来初始轧制,精轧机用来加工更细的无缝管。
3.控制系统无缝管生产线还需要配备诸如计量系统、控制系统等辅助设备。
计量系统可以准确测量钢管的直径、长度、壁厚等参数。
控制系统通过对轧机、加热炉、探伤机等设备进行控制、监控,确保生产过程的正常进行和钢管质量的稳定。
4.探伤机探伤机是无缝管生产线中的另一个重要设备,其作用是对无缝管进行检测,以确保其质量和性能符合要求。
探伤机主要通过高频电磁波,对无缝管进行检测,发现缺陷或损伤后及时予以修补或淘汰。
5.切割机切割机是生产线最后一个环节,其作用是根据钢管的长度要求,将无缝管定尺切割。
切割机可以使用自动或手动切割方式,同时也可以加装滚压机、修边机等辅助设备,以确保钢管的尺寸精确。
大直径无缝钢管生产发展的装备选择分析
大直径无缝钢管生产发展的装备选择分析首先,选择合适的炼钢设备是大直径无缝钢管生产的关键。
炼钢设备主要包括高炉、转炉和电弧炉等,其选择应根据生产规模和技术要求来确定。
对于大规模生产的钢管厂,高炉是常用的炼钢设备,具有生产能力强、安全可靠等优点。
而对于小规模生产的钢管厂,电弧炉可以更好地适应生产需求。
其次,选择合适的轧管设备是大直径无缝钢管生产的关键。
轧管设备主要包括轧钢机和穿孔机等,其选择应考虑轧管规格、生产效率和产品质量等因素。
为了生产大直径无缝钢管,需要选择具有较大通径和较高扭矩的轧管机,同时还需要考虑设备的稳定性和可靠性。
还需要选择合适的热处理设备。
热处理设备主要包括淬火设备、回火设备和正火设备等,其作用是改善钢管的力学性能和组织结构。
对于大直径无缝钢管的生产来说,热处理设备的选择应根据钢管的规格和硬度要求来确定。
此外,还需要选择适用的无损检测设备。
无损检测设备主要包括超声波检测、磁粉检测和涡流检测等,用于检测钢管的内部和外部缺陷,保证钢管的质量。
对于大直径无缝钢管的生产来说,应选择高精度、高效率的无损检测设备,以提高生产效率和产品质量。
最后,还需要选择合适的辅助设备。
辅助设备主要包括切割设备、成形设备和包装设备等,用于完成钢管的后续加工和包装。
对于大直径无缝钢管的生产来说,应选择高精度、高效率的辅助设备,以提高生产效率和产品质量。
综上所述,选择适合大直径无缝钢管生产发展的装备应综合考虑炼钢设备、轧管设备、热处理设备、无损检测设备和辅助设备等方面的因素。
只有选择合适的装备,才能提高生产效率、保证产品质量,促进大直径无缝钢管生产的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内表检验
打捆
称重
涂标
钢管分选
光亮退火炉
加热段
上料 段 快冷 段 缓冷 段 出料 段
22 m
33m
4m
12 m
22 m
切头锯
矫直机
无损探伤
分段锯
修磨机
水压机
07区加厚设备
08区主要生产设备
PIERCING MILL
管加工区工艺流程
车丝 涂油 管拧机
压印 水压
喷印 通径 车丝 外保 称重 测长 内保
环形炉加热 Heating in rotary hearth furnace
穿孔 Piercing
连轧 Rolling in mandrel mill
温矫 Warm straightening
调质热处理 Heat treatment (Quenched and Tempered (water) )
冷锯分段 Cutting with saws
Coating
UOE Seamless
HFW
Seamless-Ø140
Sorts of Product
OCTG
Quantity MT
507,000
Main Grade
API Grade: K55 To Q125 Non API Grade: BG60 To BG150
Boiler tube
110,000
冷却 Cooling on cooler
张减 Stretch Reducing
再加热 Reheating
水压试验 Hydrostatic testing
表面及尺寸检验 Surface & Size Inspecting
无损探伤 超声波 涡流 漏磁 磁粉 Non-destructive testing (Ultrasonic, Eddy current, Flux leakage, Magnetic particle inspecting)
GB Series: 20G To 10Cr9Mo1VNbN ASME Series: SA-106B To SA-213T91 DIN Series etc.
API 5L : Grade B To X70 ASME/ASTM Series
Line pipe, Structural pipe etc.
管坯 Billet
环形炉加热 eating in rotary hearth furnace
穿孔 Piercing
空心坯减径 Reducing of hollow billet
连轧 Rolling in mandrel mill
表面及尺寸检验 Surface & Size Inspecting
切定尺 Cutting for fixed length
矫直 Straigtening
冷锯分段 Cutting with saws
冷却 Cooling on cooler
张减 Stretch Reducing
再加热 Reheating
螺纹检验 Thread Inspecting 加厚 Upsetting 热处理 Heat-treating 温矫 Warm straightening
磁粉探伤 MPI
螺纹表面处理 Treatment for thread surface
标记 Marking and Painting
测长称重 Length-measuring and weighting
通径 Drifting
水压试验 Hydrostatic testing
无缝钢管厂各区域生产流程
管 加 工 区 外来 坯料 无损探伤 油井管精整 中间库 光亮退火 精 整 区 工具 钻杆 管接头 油套管 流水 备 锅炉管 调质处理 精 整 区 管端加厚 连轧管机组 热 轧 区 管坯库
标记Marking 涂油Coating 包装Packing 切定尺 Cutting for fixed length 管端倒棱 Bevelling 测长称重 Length-measuring and weighting
Main Process (Seamless OCTG)
转炉炼钢 Steelmaking in converter 炼铁 Puddlin g 电炉炼钢 Steelmaking in electric furnace 连铸 continuous casing 初轧 Blooming
183,000
Main Process for Line Pipe
转炉炼钢 Steel-Making in converter 初轧 Blooming 管坯 Billet 炼铁 Puddling 电炉炼钢 Steel-Making in electric furnace 连铸 continuous casting 空心坯减径 Reducing of hollow billet
接头
加工
加工
加工
管 加 工 区
加工
精整
料
库
精整
成
品
区
轧管工艺流程
初轧坯、电炉坯入库
管坯库
剥皮棒材储存
管 坯 储 存
测长、称重
棒材剥皮 剥皮棒材上料
火焰切割1#2# 管坯上料 管坯称重
横移提升
(管坯工艺准备流程图)
环形炉
轧管工艺流程
环形炉 热定心 斜轧穿孔 高压水除鳞
芯棒定位 芯棒润滑干燥 芯棒润滑 芯棒冷却 芯棒准备
矫直
外径壁厚检验
管端去毛刺
内表检验
磁粉探伤
喷标、打捆
测长、称重
涂色环
X射线分钢仪
上料区域及MFL切头锯
钢管连轧
矫直机
钢管连轧
MFL分段锯
钢管连轧
吹灰装置
钢管连轧
超声探伤设备
钢管连轧
磁粉探伤设备
钢管连轧
锅炉管工艺流程
热处理
中间库
上料
切头
切尾
外表检验
探伤
吹灰
矫直
外径壁厚检验
缺陷再切
分段锯切
更好的钢铁 更好的环境 更好的生活
Better Steel, Better Life.
无缝钢管厂工艺设备简介
140 Seamless Tube Plant
无缝钢管厂于85年9月建成 投产,其总体设备从德国 全套引进,综合了当时世 界上最先进的工艺和设备, 建成时具有世界钢铁行业 八十年代初的先进水平, 设计年产 50 万吨,目前年 产量已可达到80万吨。
空心坯减径机 连轧 热锯切尾 再加热炉 张减机 冷床 分段锯1#2# 料筐称重、组捆 中间库
脱棒
抱棒处理
(热轧工艺流程图)
环形加热炉
钢管连轧
穿孔机
钢管连轧
穿孔机
穿孔机构造
穿孔 原理
穿孔
连轧机
钢管连轧
张力减径机
钢管连轧
精整区域---精整1#线
热轧
中间库
上料
பைடு நூலகம்切头
切尾
涡流、超声探伤
吹灰
分段锯切
无损探伤 超声波 涡流 漏磁 磁粉 Non-destructive testing (Ultrasonic, Eddy current, Flux leakage, Magnetic particle inspecting)
车丝 Threading
管接头拧接 Coupling make-up
螺纹检验 Thread Inspecting 管接头坯车丝 Coupling blank threading 油管和套管 Tubing & Casing 标记Marking 涂油Coating 包装Parking
烘
干
打捆
管加工区主要产品
*****************************************
管加工区主要生产设备
PIERCING MILL
管体螺纹车丝机
车丝机定心装置
材料性能实验设备
TENSILE TESTING MACHINE
IMPACT TESTING MACHINE
PRACTICALITY TENSILE TESTING MACHINE STRESS CORROSION TEST UNIT