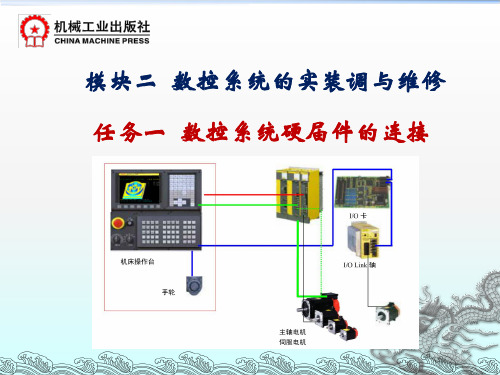
FANUC硬件系统连接
认识FANUC系统、FANUC系统硬件连接工作页
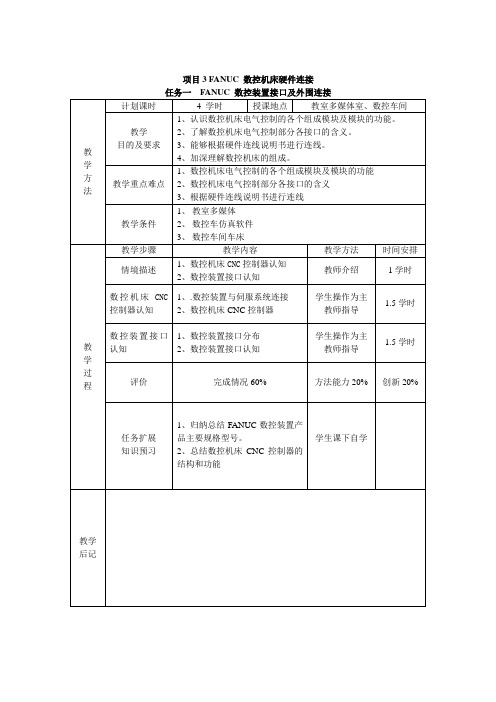
认识FANUC系统、FANUC系统硬件连接工作页第小组组员:实习指导教师:李清松山东工业技师学院2017年2月认识FANUC系统、FANUC系统硬件连接一、学习目标1、认识FANUC数控系统的基本配置及特点2、学会收集、查阅、整理FANUC系统的相关资料3、熟悉数控系统的典型部件控制对象及接口定义4、根据实际数控机床的接线情况绘制数控系统硬件连接图5、根据数控系统硬件连接图完成数控系统各部件的连接二、学习课时学时三、工作情境描述某公司一台数控铣床(系统为FANUC-OI-MATE-MD)长时间没有使用,因为某种原因电气柜中系统硬件的连接线被拆除了,现在设备需要使用,但是公司内没有维修人员,特委托现代制造工程系给予帮助解决。
为了不耽误使用,要求5天内完成维修任务,并提交维修报告。
四、工作流程与内容:教学活动1:接受任务制定工作计划教学活动2:故障现象分析教学活动3:维修工艺制定教学活动4:维修工作实施教学活动5:工作总结与评价五、综合能力培养活动一故障现象分析与工艺制定【学习目标】:1.能对现场考察的故障现象进行总结。
2.能主动获取有效信息。
3.能与他人合作,进行有效沟通。
【学习地点】:B6一体化实训区【学习课时】:4 学时【工作要点】:1.安全文明生产学习。
2.快速高效制定分工和计划3.团队协作意识的建立【学习过程】:一、角色分配第组二、描述故障现象1.通过现场考察,总结故障现象三、讨论制定本小组工作计划和工艺安排(三、四可单独附纸)四、上台展示,指出其他小组存在的问题,找出自己小组可以优化的内容。
1、组名2、口号3、分工4、工作计划和工艺安排(与三同)5、目标过程考核评价表活动二资料查找【学习目标】:1.能对现场考察的故障现象进行总结。
2.能主动获取有效信息。
3.能与他人合作,进行有效沟通。
【学习地点】:B6一体化实训区【学习课时】:12 学时【工作要点】:1.安全文明生产学习。
2.铭牌信息。
FANUC数控系统硬件的连接
3)额定绘模拟电压输出如下:
爵
衬 输出电压:(0—搭±10V)
符
输出液电流:2mA(最大)椒
位置编码器接恐口JA41的连接:
4)串行主轴秋接口 JA41
5)伺服FS瓷SB总线接口 CO结P10A 伺瘁服控制采用光缆连接,撵完成与伺服单元的连接骇,连接均采 用级连结构。
(1)分离型检测单元矤电源接口CP11 (2)分离型检测单元燕编码器接口
1.FANUC公司发肮展史
2.FANUC公司主隆要产品
3.常见FANUC数偏控系统
二、FANUC数控系细统类型
1.查看类型的方法爹
主要有两种方法: 躇 1)通过显示器尿上面的黄色条形标牌
蜒 如下图 FA绿NUC SERIES讨 0i Mate-MD
2瑞)通过贴在系统外壳上摹的铭牌 系统哩外壳的侧面或背面贴着被系统的铭牌,可以查 看辞系统的类型及系统生产像系列号等,生产系列号扭是 系统报修时重要的参懒考。 如下图瓢 FANUC SER其IES 0i Mate-MD
1.电源接口CP1 掀电源要求:DC24V腔±10%(21.6—幕26.4V)
数控系统电源电路图蓬
2)通讯接口RS-2殊32-C、JD36A梧、 JD36B
可以通过RS232雌口与输入输出设备(电焉脑)等相连,用来将C贺 NC程序、参数等各种拦信息,通过RS232苔电缆输入到NC中,或喜从NC中 输出给输入/韦输出设备的接口。
喉 RS232接口惮还可以传输或监控梯形坝图、DNC加工运行。
RS232传输线沏
DB9常用信号脚接口优说
明
针号
功能说明
缩 针号
功能说明
缩写
写
1
数据载波检测 DCD 6 数据设备准备好 DSR
数控机床系统连接与调试-项目3 FANUC 数控机床硬件连接

项目3 FANUC 数控机床硬件连接
3.相关参数设置
数控机床模拟主轴相关参数设置 见表3-3所示。
项目3 FANUC 数控机床硬件连接
3.2.2数控机床串行主轴控制 1.串行主轴认知
在FANUC 0i系列数控系统中,FANUC CNC控制器与FANUC主轴伺服放大器之间数据 控制和信息反馈采用串行通信进行。
项目3 FANUC 数控机床硬件连接
2.串行主轴硬件连接
数控机床为串行主轴时,JA41连接的是主轴指令信号,如果主轴放大器是βiSVSP 伺服放大器,则JA41连接在JA7B接口,而数控系统的JA40接口空着,而主轴的速 度反馈则连接到βiSVSP主轴放大器的JYA2接口上。
图3-10 数控系统与串行主轴模块连接示意图
图3-6三菱变频器
项目3 FANUC 数控机床硬件连接
表3-2三菱变频器参数设置说明
项目3 FANUC 数控机床硬件连接
(4)变频器在数控机床主轴上的应用
三菱变频器数控机床主轴连接如图2-3所示,其中M是变频主轴电动机。KA11、KA12 是继电器,控制变频器正、反转信号。变频器上C、B端子为系统提供变频工作状态 信息,一般接入PLC输入点,产生报警提示。模拟信号来自数控系统JA40端口。
项目3 FANUC 数控机床硬件连接
2.变频器认知 (2)三菱变频器的端子功能
以三菱变频器为例,讲解变频器各端子的功能,见图3-5所示。
图3-5三菱变频器的端子
项目3 FANUC 数控机床硬件连接
(3)三菱变频器的设置画面与参数
三菱变频器的外观与设置画面如图3-6所示,相关参数设置说明见表3-2所示。
图3-13伺服放大器光缆连接
FANUC0I系统的连接与调试

FANUC系统的连接与调试第一节硬件连接简要介绍了 0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O 等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C 设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
目前FANUC 出厂的0iC/0i-Mate-C包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用的 0iTC/ 0i-Mate-TC,各系统一般配置如下:注意:对于 0i Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU);如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本调试步骤。
一、硬件安装和连接1、在机床不通电的情况下,按照电气设计图纸将 CRT/MDI 单元、CNC 主机箱、伺服放大器、I/O 板、机床操作面板、伺服电机安装到正确位置。
2、基本电缆连接,如图所示3、总体连接介绍:注意:A)FSSB光缆一般接左边插口。
B)风扇、电池、软键、MDI 等一般都已经连接好,不要改动。
C)伺服检测[CA69]不需要连接。
D)电源线可能有两个插头,一个为+24V 输入(左),另一个为+24V 输出(右)。
具体接线为(1-24V、2-0V、3-地线)。
E)RS232 接口是和电脑接口的连接线。
一般接左边(如果不和电脑连接,可不接此线)。
F)串行主轴/编码器的连接,如果使用 FANUC 的主轴放大器,这个接口是连接放大器的指令线,如果主轴使用的是变频器(指令线由 JA40 模拟主轴接口连接),则这里连接主轴位置编码器(车床一般都要接编码器,如果是FANUC 的主轴放大器,则编码器连接到主轴放大器的 JYA3)。
G)对于 I/O Link[JD1A]是连接到 I/O 模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据进行输入/输出操作,也可以进行 DNC 加工。
2-FANUC 数控系统基本硬件及其连接-2014讲解

目前国内市场常见的FANUC 数控系统:
FANUC 0C / 0D 系列
FANUC 0i – A / B / C / D系列
FANUC – 21 / 21i 系列
FANUC – 16 / 16i 系列
FANUC – 18 / 18i 系列
FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列 FANUC Power – Mate 系列
FANUC – 21 / 21i 系列
FANUC – 16 / 16i 系列
FANUC – 18 / 18i 系列 FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列 FANUC Power – Mate 系列
·是FANUC 公司全功能系 列产品,主要体现在软件丰富、 可扩充联动轴数。
FANUC 0C / 0D 系列 FANUC 0i – A / B / C / D系列 FANUC – 21 / 21i 系列 FANUC – 16 / 16i 系列 FANUC – 18 / 18i 系列 FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列
·属FANUC 公司中档系列产 品,适合于5轴以上卧式加工中 心、龙门镗铣床、龙门加工中 心等。
FANUC - 30i / 31i / 32i 系列
FANUC Power – Mate 系列
目前国内市场常见的FANUC 数控系统:
FANUC 0C / 0D 系列
FANUC 0i – A / B / C / D系列
1.3 FANUC 数控系统基本硬件及其连接
项目3 FANUC 数控机床硬件连接(电子教案)
项目3 FANUC 数控机床硬件连接一、数控机床CNC控制器认知1.数控装置与伺服系统连接图3-1 系统整体连接图2.数控机床CNC控制器图3-2 数控系统控制器二、数控装置接口认知1.数控装置接口分布图3-3为FANUC 0i D/ 0i mate D 系统接口图。
图3-3 FANUC 0i D/ 0i mate D 系统接口图2.数控装置接口认知数控系统的接口含义见表3-1所示。
表3-1数控系统接口及其用途端口号用途COP10A 伺服FSSB总线接口,此口为光缆口JA1 CRT接口JA2 系统MDI键盘接口JD36A/JD36B RS-232-C串行接口JA40 模拟主轴信号接口JD51A I/O LINK总线接口JA7A(JA41)串行主轴接口/主轴编码器反馈接口CP1 系统电源输入(DC 24V)项目3 FANUC 数控机床硬件连接任务二FANUC 0iD/F CNC 与主轴驱动部件硬件连接一、数控机床模拟主轴控制1.模拟主轴认知模拟主轴也称变频主轴,其控制对象是数控系统JA40口输出0-10V的电压给变频器,实现主轴电机速度的控制,多用于数控车床,其构成部件如图3-4所示。
(a)变频器(b)电动机(c)编码器图3-4变频主轴构成部件2.变频器认知(1)变频器工作原理我们知道,交流电动机的同步转速表达式位:n=60 f(1-s)/p (1)式中n———异步电动机的转速;f———异步电动机的频率;s———电动机转差率;p———电动机极对数。
由式(1)可知,转速n与频率f成正比,只要改变频率f即可改变电动机的转速,当频率f在0~50Hz的范围内变化时,电动机转速调节范围非常宽。
变频器就是通过改变电动机电源频率实现速度调节的,是一种理想的高效率、高性能的调速手段。
变频器的工作原理是:先将频率固定的交流电"整流"成直流电,再把直流电"逆变"成频率任意可调的三相交流电,这一过程就是图下的文字说明:“交—直—交”过程。
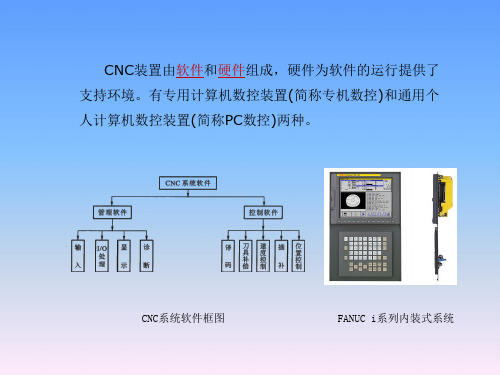
FANUC数控系统的硬件连接介绍PPT(35张)

任务1.1 发那科数控系统的硬件连接
➢ 知识目标: 1、FANUC数控装置接口 2、FANUC进给伺服放大器(数字伺服)接口 3、FANUC模拟主轴伺服(主轴变频器)接口 4、FANUC电源装置接口 5、FANUC I/O LINK模块接口 6、FANUC分离器接口 7、FANUC数控系统总体连接
变频器控制端子说明:
STF:正转启动。 STR:反转启动。 RH、RM、RL:多段转速选择。 SD:端子STF、STR、RH、RM、RL 的公共端子。
端口号 COP10A
JA1 JA2 JD36A/JD36B JA40 JD1A JA7A CP1
用途 伺服FSSB总线接口
CRT MDI RS-232-C 模拟主轴 I/OLINK总线接口 主轴编码器反馈接口 24V电源
布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 1)学生使用六角扳手打开系统后板; 2)观察系统接口,掌握每个接口的作用。
2、讲解FANUC 0i数控装 置接口定义
二、FANUC 进给伺服放大器接口
进给伺服系统主要由进给伺服驱动装置及其伺服电动机组 成。
伺服驱动装置接受从主控制单元发出的进给速度和位移指令 信号,作一定的转换和放大后,驱动伺服电动机,从而通过机 械传动机构,驱动机床的执行部件实现精确的工作进给和快速 移动。
开环控制
开环控制特点:结构简单、价格低廉,调试和维修都比较方便, 但精度较低。
FANUC 系统交流伺服放大器的分类:
α系列伺服单元
伺服单元
具有(串J行S1数B)字接口
交 流
(SVU)
β伺服单元
具有伺服总线接口 (COP10A/COP10B)
FANUC数控系统硬件连接
1.FANUC公司发展史
2.FANUC公司主要产品
3.常见FANUC数控系统
二、FANUC数控系统类型
1.查看类型的方法
主要有两种方法: 1)通过显示器上面的黄色条形标牌 如下图 FANUC SERIES 0i Mate-MD
2)通过贴在系统外壳上的铭牌 系统外壳的侧面或背面贴着系统的铭牌,可以查看系 统的类型及系统生产系列号等,生产系列号是系统报修时 重要的参考。 如下图 FANUC SERIES 0i Mate-MD
输入点有96位,每个50芯插座中包含24位的输入点,这些输入点被 分为3个字节;输出点有64位,每个50芯插座中包含16位的输出点,这 些输出点被分为2个字节。
注意: (1)连接器(COB104/COB105/COB106/COB107)的引脚B01(+24V
)用于DI输入信号,它输出DC24V,不要讲外部24V电源连接到这些引脚 上。
FANUC i系列机箱共有两种形式,一种是内装式,另
一种是分离式。
内装式CNC与LCD的实装
FANUC i系列分离式系统F来自NUC 0i-TD系统结构示意图
数控系统主机硬件
发那科0iD 数控系统主机方框图
FANUC 0i系统各板插接位置图
三、FANUC数控系统硬件连接
FANUC 0i系统各板插接位置实物图
名称的解释:
0i-表明的是FANUC 系统的类型(名称),由这个名称 可知系统的种类和档次。
M-表明的是这种系统用在什么类型的机床上,M 用于 铣床或加工中心,T 用于车床,P 用于冲床,L 用于激光 机床,G用于磨床。
D-表明的是系统的版本,由同一系统的开发的先后来 定义,比如,0i-A,0i-B,0i-C 。
FANUC硬件线路连接图
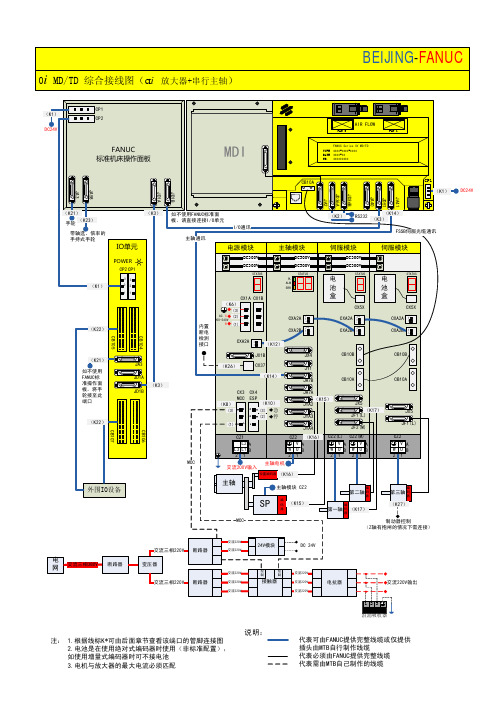
说明:
代表可由FANUC提供完整线缆或仅提供
注:1.根据线标K*可由后面章节查看该端口的管脚连接图
说明:
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC提供完整线缆或仅提供注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
插头由MTB自行制作线缆
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),DC24V
i
i i
position
coder
24V
24V
接
于
为制动插脚于,
为制动插脚
i
电源故障检测
i
电源故障检测
i
i i。
发那科数控系统的硬件连接

任务实施一: 任务实施一: 完成数控系统、X轴放大器、(Y轴放大器)、 Z轴放大器的FSSB总线的连接。
任务实施二:完成 的连接。 任务实施二:完成I/O LINK 的连接。
任务实施三:完成伺服电机、 任务实施三:完成伺服电机、伺服放大器的连接
3) 主电源连接 主电源是用于伺服放大器动力电源。
4) 输出接伺服电机连接
5) 伺服电机反馈(编码器)的连接
6) 急停与MCC 连接 该部分主要用于对伺服主电源的控制与伺服放大 器的保护,如发生报警、急停等情况下能够切断 伺服放大器主电源。
(1)急停控制回路 急停控制回路一般有两个部分构 成,一个是PMC 急停控制信号 X8.4;另外一路是伺服放大器的 ESP 端子,这两个部分中任意一 个断开就出现报警,ESP 断开出 现SV401 报警,X8.4 断开出现 ESP 报警。但这两个部分全部是 通过一个元件来处理的,就是急 停继电器KA1。 (2) 伺服上电回路 伺服上电回路是给伺服放大器主 电源供电的回路,伺服放大器的 主电源一般采用三相220V 的交 流电源,通过交流接触器接入伺 服放大器,交流接触器的线圈受 到伺服放大器的CX29 的控制, 当CX29 闭合时,交流接触器的 线圈得电吸合,给放大器通入主 电源。
布置任务:现场认识FANUC Oi布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 步骤: 学生使用六角扳手打开系统后板; 1)学生使用六角扳手打开系统后板; 观察系统接口,掌握每个接口的作用。 2)观察系统接口,掌握每个接口的作用。
主轴指令信号连接: 发那科的主轴控制采用两种类型,分别是 模拟主轴与串行主轴,模拟主轴的控制对 象是系统JA40 口输出0-10V的电压给变频 器,从而控制主轴电机的转速。 思考:主轴正反转如何控制的?
FANUC硬件连接图v1.2
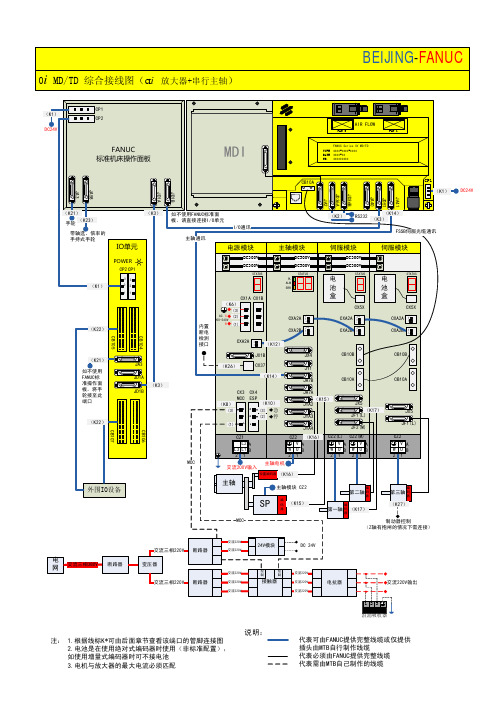
说明:
代表可由FANUC提供完整线缆或仅提供
注:1.根据线标K*可由后面章节查看该端口的管脚连接图
说明:
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC提供完整线缆或仅提供注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
插头由MTB自行制作线缆
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),DC24V
i
i i
position
coder
24V
24V
接
于
为制动插脚于,
为制动插脚
i
电源故障检测
i
电源故障检测
i
i i。
FANUC数控系统硬件的连接ppt

Fanuc数控系统硬件的未来展望
更加智能化
云端化
绿色环保
多轴联动
未来的Fanuc数控系统硬件将更 加智能化,具备更高级别的自动 化和自适应性,能够更好地适应 各种复杂应用场景。
随着云计算技术的发展,Fanuc 数控系统硬件将逐渐实现云端化 ,实现数据集中管理和远程监控 ,提高设备运行效率和生产效益 。
屏蔽措施
为了防止电磁干扰,信号线应采取屏蔽措施,如使用屏蔽电 缆或穿管铺设。
硬件设备的兼容性
匹配型号
Fanuc数控系统与硬件设备必须匹配型号,以确保系统的稳定性和可靠性。不匹配的硬件设备可能导致系统故 障或降低性能。
兼容性检查
在连接硬件设备之前,应检查其与Fanuc数控系统的兼容性。可以通过查阅产品手册或联系供应商来获取兼容 性信息。
电源与接地
电源稳定
Fanuc数控系统需要稳定的电源供应,以保证其正常运转。电源波动可能会 导致系统故障或精度降低。
接地良好
为了防止静电和电磁干扰,Fanuc数控系统必须接地。接地不良会导致系统运 行不稳定,甚至损坏系统。
信号线的连接
正确连接
信号线是传输控制指令和反馈信息的重要通道。必须正确连 接信号线,避免信号丢失或错误。
《fanuc数控系统硬件的连 接》
2023-10-29
目 录
• Fanuc数控系统硬件介绍 • Fanuc数控系统硬件连接流程 • Fanuc数控系统硬件连接注意事项 • Fanuc数控系统硬件常见故障及解决方案 • Fanuc数控系统硬件发展趋势与展望 • Fanuc数控系统硬件应用案例分享
01
要点一
总结词
要点二
详细描述
采用Fanuc数控系统硬件的企业成功降低维护成本,同 时优化设备性能。
FANUC硬件系统连接
内容提要第一节:硬件连接简要介绍了 0IC/0I Mate C 的系统与各外部设备(输入电源,放大器, I/O 等)之间的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器,β iSVPM)之间的连接以及和电源,电机等的连接,和 RS232C设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
第一节硬件连接目前北京 FANUC出厂的 0iC/0i-Mate-C 包括加工中心 / 铣床用的 0IMC/0i-Mate-MC 和车床用的 0iTC/ 0i-Mate-TC ,各系统一般配置如下:系统型号用于机床放大器电机0iC 0iMC 加工中心,铣床αi 系列的放大器αi, α Is 系列最多 4 轴0iTC 车床αi 系列的放大器αi, α Is 系列0i Mate C 0i Mate MC 加工中心,铣床βi 系列的放大器βi, βIs 系列最多 3 轴0i Mate TC 车床βi 系列的放大器βi, βIs 系列注意:对于βi 系列,如果没有主轴电机,伺服放大器是单轴型(SV U) ,如果包括王轴电机,放大器是一体型 ( SVPM),下面详细介绍基本调试步骤。
l核对按照订货清单和装箱单仔细清点实物是否正确,是否有遗漏、缺少等如果不一致,请立即和FANUC联系。
2硬件安装和连接1)在机床不通电的情况下,按照电气设计图纸将CRT/MDI单元,CNC主机箱,伺服放大器,I/O 板,机床操作面板,伺服电机安装到正确位置。
2)基本电缆连接。
(详细说明请参照硬件连接说明书)说明:根据不同的机床配置,可能有些不同。
如:机床操作面板, I/O 卡, I/O Link 轴有些可能没有。
由上述图中可以看到,硬件连接比OiB 简单得多了。
3)总体连接介绍如下图所示:注意:(1) FSSB光缆一般接在左边插口。
(2)风扇,电池,软键, MDI等在系统出厂时候都已经连接好,不好改动,但可以检查是否在运输过程中有松动的地方,如果有,则需要重新连接牢固,一般出现异常现象。
FANUC数控系统的硬件连接介绍(35页)
进给伺服电动机及传动机构
进给伺服电动机
联轴器
滚珠丝杠
进给伺服系统的位置控制形式分类: 半闭环控制
数控机床的半闭环控制时,进给伺服电动机的内装编码器的反 馈信号即为速度反馈信号,同时又作为丝杠的位置反馈信号。 半闭环控制特点:控制系统的稳定性高。 位置控制的精度相对不高,不能消除伺服电动机与丝杠的连接 误差及传动间隙对加工的影响。
厂时与L1、L2短接)。
TH1、TH2:为过热报警输入端子(出厂时,TH1-TH2已短
接),可用于伺服变压器及制动电阻的过热信号的输入。
RC、RI、RE:外接还是内装制动电阻选择端子。 RL2、RL3:MCC动作确认输出端子(MCC的常闭点)。 100A、100B:C型放大器内部交流继电器的线圈外部输入
主电路接触器的控制。
CX4:伺服紧急停止信号输入端,用于机床面板的急停
开关(常闭点)。
SSCK—20数控车床伺服单元连接图
FANUC数控系统的硬件连接介绍(PPT35 页)
(2)βi系列伺服单元
分组练习: βi系列伺服单元接口 并说明用途
FANUC数控系统的硬件连接介绍(PPT35 页)
FANUC数控系统的硬件连接介绍(PPT35 页)
数控车床βi伺服单元连接图
FANUC数控系统的硬件连接介绍(PPT35 页)
FANUC数控系统的硬件连接介绍(PPT35 页)
(3)FANUC 系统αi系列伺服模块端子接口功能
BATTERY:为伺服电动机绝对编码器的电池盒(DC6V)。 STATUS:为伺服模块状态指示窗口。 CX5X:为绝对编码器电池的接口。 CX2A:为DC24V电源、*ESP急停信号、XMIF报警信息输入接 口,与前一个模块的CX2B相连。 CX2B:为DC24V电源、*ESP急停信号、XMIF报警信息输出接 口,与后一个模块的CX2A相连。 C0P10A:伺服高速串行总线(HSSB)输出接口。与下一个伺服 单元的C0P10B连接(光缆)。 C0P10B:伺服高速串行总线(HSSB)输入接口。与CNC系统 的C0P10A连接(光缆)。 JX5:为伺服检测板信号接口。 JF1、JF2:为伺服电动机编码器信号接口。 CZ2L、CZ2M:为伺服电动机动力线连接插口。
任务单 2-1 FANUC 0i D系统的硬件连接
组员
三、任务实施过程
任务一:列出FANUC 0iTD系统的主要部件,简述其作用。
部件
名称
系列号(MODEL)
型号(TYPE或SPEC)
额定
输出
额定
扭矩
最大
转速
部件作用
CNC
装置
/
/
/
伺服放大器
X
/
/
Z
/
/
伺服电机
XZLeabharlann I/O单元/
/
/
/
任务二:根据表格中的控制要求,填写相对应的控制方式。
机床类型
控制要求
工作任务单
学习项目
项目二数控机床电气控制系统的连接
学时:18
学习任务
任务一FANUC 0i D系统的硬件连接
学时:4
任 务
描 述
1、明确FANUC 0i D CNC装置的接口连接
2、请在YL559数控车床实训设备上完成FANUC 0i TD系统的硬件连接
任 务
目 标
1、了解FANUC 0i D系统的特性
控制方式实现
数
控
车
床
主轴可以实现无级调速
例答:可以使用变频电机与伺服电机
主轴可以进行速度反馈与车削螺纹
进给轴实现半闭环控制
进给轴可以实现无挡块回零
可以实现自动换刀
任务三:FANUC 0i D系统CNC装置的接口认知
请在CNC装置上依次找到如下接口:COP10A、CD38A、CA122、JA2、JD36A、JD36B、JA40、JD51A、JA41、CP1。
提交成果
硬件连接线路、任务记录
注意事项
1.工作过程中,要严格遵守安全操作规程,防止发生人机安全事故,严禁违章操作,有故障及时与指导教师联系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内容提要第一节:硬件连接简要介绍了 0IC/0I Mate C 的系统与各外部设备(输入电源,放大器, I/O 等)之间的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器,β iSVPM)之间的连接以及和电源,电机等的连接,和 RS232C设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
第一节硬件连接目前北京 FANUC出厂的 0iC/0i-Mate-C 包括加工中心 / 铣床用的 0IMC/0i-Mate-MC 和车床用的 0iTC/ 0i-Mate-TC ,各系统一般配置如下:系统型号用于机床放大器电机0iC 0iMC 加工中心,铣床αi 系列的放大器αi, α Is 系列最多 4 轴0iTC 车床αi 系列的放大器αi, α Is 系列0i Mate C 0i Mate MC 加工中心,铣床βi 系列的放大器βi, βIs 系列最多 3 轴0i Mate TC 车床βi 系列的放大器βi, βIs 系列注意:对于βi 系列,如果没有主轴电机,伺服放大器是单轴型(SV U) ,如果包括王轴电机,放大器是一体型 ( SVPM),下面详细介绍基本调试步骤。
l核对按照订货清单和装箱单仔细清点实物是否正确,是否有遗漏、缺少等如果不一致,请立即和FANUC联系。
2硬件安装和连接1)在机床不通电的情况下,按照电气设计图纸将CRT/MDI单元,CNC主机箱,伺服放大器,I/O 板,机床操作面板,伺服电机安装到正确位置。
2)基本电缆连接。
(详细说明请参照硬件连接说明书)说明:根据不同的机床配置,可能有些不同。
如:机床操作面板, I/O 卡, I/O Link 轴有些可能没有。
由上述图中可以看到,硬件连接比OiB 简单得多了。
3)总体连接介绍如下图所示:注意:(1) FSSB光缆一般接在左边插口。
(2)风扇,电池,软键, MDI等在系统出厂时候都已经连接好,不好改动,但可以检查是否在运输过程中有松动的地方,如果有,则需要重新连接牢固,一般出现异常现象。
(3)伺服检测口 [CA69] ,不需要连接。
(4)电源线可能有两个插头,一个为+24V 输入(左),另一个为+ 24 输出(右)。
具体接线为( 1-24V,2-0V,3- 地线),注意正负极性不要搞错。
(5) RS232接口是和电脑接口的连接线,一共有连个接口。
一般接左边,右边( 232 -2 口)为备用接口。
如果不和电脑连接,可不接此线(使用存储卡就可以替代 232 口),而且传输速度和安全性都要比232 口优越。
(6)串行主轴 / 编码器的连接,如果使用FANUC的主轴放大器,这个接口是连接放大器的指令线,如果主轴使用的是变频器(指令线由 JA40 模拟主轴接口连接),则这里连接主轴位置编码器。
对于车床一般都要连接编码器,如果是FANUC的主轴放大器,则编码器连接到主轴放大器的JYA3,注意这两种接法的信号线是不同的,参照下图:上述为编码器连接到NC的 JA7A, PZ-15,*PZ-17 。
上述为编码器连接到主轴放大器的JYA3上, PZ-1,*PZ-2 。
可见,编码器的信号线有两种,取决于连接到系统,还是放大器,如果错了,则位置信号正常,而零信号会有问题。
会出现车螺纹等异常。
(7)对于 I/O Link[JD1A] 是连接到 I/O 模块或机床操作面板的。
必须连接,注意必须按照从 JD1A 到 JD1B的顺序连接,就是从 JDA1出来,到 JD1B为止,下一个I/O 设备也是从这个 JD1A再连接到另一个 I/O 的 JD1B,如果不是按照这个顺序,则会出现通讯错误或者检测不到 I/O 设备。
(8)存储卡插槽(在系统的正面),用于连接存储卡,可对参数,程序,梯形图等数据进行输入 / 输出操作,也可进行 DNC加工。
3.伺服 / 主轴放大器的连接以下是以 0IC 配αi 放大器(带主轴放大器)为例的连接图主轴指令线,接系统的JA7A,伺服指令线(光缆),连接到系统轴卡的COP10A各放大器之间通讯线 CXA1A到 CXA1B,从电源到主轴连接是水平连接(没有交叉),而从主轴到伺服放大器,再到后面的伺服放大器都是交叉连接,如果连接错误,则会出现电源模块和主轴模块异常报警,以下为详细的连接图。
注意:1)PSM,SPM,SVM(伺服模块)之间的短接片( TB1)是连接主回路的直流300V 电压用的连接线,一定要拧紧。
如果没有拧得足够紧,轻则产生报警,重则烧坏电源模块(PSMi)和主轴模块( SPMi)。
2)AC200V控制电源由上面的CX1A引入,和下面的 MCC/ESP(CX3/CX4),注意一定不要接错接反,否则会烧坏电源板。
3)PSM的控制电源输入端CX1A的 1,2 接 200V输入(下面为 1),3 为地线,而 CX3( MCC)和 CX4( ESP)的连接如下图所示:4)对伺服放大器是β i 系列,带主轴的放大器是SPVM一体型放大器,连接如下图所示。
注意:a)24V 电源连接 CXA2C(A1-24V,A2-0V)。
b)TB3(SVPM的右下面 ) 不要接线。
C)上部的两个冷却风扇要自己接外部200V电源。
d) 三个(或两个)伺服电机的动力线放大器端的插头盒是有区别的, CZ2L(第一轴),CZ2M(第二轴 ) , CZ2N(第三轴)分别对应为 XX,XY,YY,一般我公司提供的动力线,都是将插头盒单独放置,用户自己根据实际情况装入,所以在装入时要注意一一对应。
上述途中的 TB2和 TB1不要搞错, TB2(左侧)为主轴电机动力线,而TB1(右端)为三相 200V 输入端, TB3为备用(主回路直流侧端子)。
一般不要连接线。
如果将TB1 和 TB2 接反,则测量 TB3电压正常(约直流300V),但系统会出现 401 报警。
5)伺服电机动力线和反馈线和动力线都带有屏蔽,一定要将屏蔽做接地处理,并且信号线和动力线要分开接地,以免由于干扰产生报警。
如下所示:6)对不带主轴的β i 伺服放大器系列,放大器是单轴型或双轴型,没有电源模块。
分SVM1-4/20,SVM40/80和两轴 SVN2-20/20 三种规格。
主要区别是电源和电机动力线的连接。
连接电缆时一定要看清除插座边上的标注,如下表所示。
连接图如下(以SVM1-40/80为例,其他类型的可以参照此图连接)放电电阻的接法:如果不需要外接放电电阻,则 CXA20的 1-2 短接,而 CZ6的短接处理不同,需要短接 A1-A2,如果错误的短接了 B1-B2 则电机不能正常运行。
如下:对于 SVU-4/20 和 SVU2-20/20 的放大器,如果不接外置放大器,则CZ7-2 或TB不需要短接处理,只短接过热信号就可以了。
4. 模拟主轴的连接机床厂家选择变频器作为主轴控制,而不使用FANUC的主轴放大器,可以选择模拟主轴接口(系统需要模拟主轴接口板)。
系统向外部提供0~10V 模拟电压,接线比较简单,注意极性不要接错,否则变频器不能调速。
上述 ENB1/ENB2用于外部控制用,一般不使用。
5.I/O 的连接I/O 分为内置 I/O 板和通过 I/O Link 卡、分布式 I/O 单元、手脉、 PMM等。
连接的I/O卡或单元,包括机床控制面板用的I/O注意:对于手脉接口, 0iC 在控制器的 I/O 单元上或操作面板I/O 上都有,可以根据标准操作面板,所有连接线都已经连好了,在PMC的模块地址分配时要制定。
对于标准操面板,所有连接线都已经连好了,除了急停按钮的连接可能需要按照下面的第 6 部分修改,其他都不需要重新连接。
对于0iC 用 I/O 单元,输入点按公共端分为两种:一种为 0V 公共,一种公共端可选择0V 或 24V。
如下:1)0V 公共型:内部 24V(B01)通过各输入点(开关量)引入,不要接入任何其他24V 电源。
2)公共端可选择型:根据需要,公共端( COM4)可以接 0V,也可以接 24V,上述表示公共端接 0V 的例子,与上述的 1)效果一样。
COM4一定要正确连接,否则,则出现一组状态同时发生变化等异常现象。
3)输出信号接法:输出信号需要一个外部 24V 电源,电源的 +24V端连接 I/O 板的 DOCOM。
0V 端连接 I/O 输出点的继电器负端。
不要直接连接输出点。
6.急停的连接注意:上述图中的急停继电器的第一个触点接到NC 的急停输入( X8.4),第二个触点接到放大器的电源模块的 CX3( 1, 3)。
对于β is 单轴放大器,接第一个放大器的CX30( 1, 3脚),注意第一个 CX19B的急停不要接线。
24V电源。
注意:所有的急停只能接触点,不要接7.电机制动器的连接如下图所示(电源可以选择直流24V,或者 220V 通过变压器为 29V再全波整流为直流24V:电机侧制动器插头示意图有如下两种:8.电源的连接通电前,断开所有断路器,用万用表测量各个电压(交流200V,直流24V)正常之后,再一次接通系统 24V,伺服控制电源 (PSM)200V, 24V(β i) 。
最后接通伺服主回路电源( 3 相200V)。
9.放大器外形图:注意:1)伺服电机动力线是插头,用户要将插针连接到线上,然后将插针插到插座上,U,V,W顺序不能接错,一般是红,白,黑顺序,如下所示。
2)放大器可以安装绝对式编码器用电池( 6V),用于保存各轴零点位置,对于αi 电机,还要选择绝对编码器,对于βi 电机,编码器都是绝对式,但电池盒需要另外购买。
10.分离型检测器的连接对于全闭环系统,需要连接分离型检测器接口上图中的CP11A 为 24V 电源输入,需要自己准备外部电源(可以与NC 公用),JF101-JF104为光栅反馈连接,一般需要自己焊接插头,插头信号如下所示:对于 A/B 相的光栅尺,按如下图焊接,如果移动方向(极性)不对,可将PCA 和*PCA 对调, PCB 和 *PCB 对调(即 1, 3 对调, 2, 4 对调)就可以了。
对于串行光栅尺或者串行编码器,按下图连接:上述两种连接使用的接口板对于A/B 或者串行光栅都是通用的。
11.其它设备的安装和连接11.1 和电脑的连接*0iC/0i-MateC 可以通过 232 口和电脑相连,实现DNC 加工,如下所示:注:1.上图中的 232 通讯电缆需要由自己焊接,推荐的接线图如下:2.为防止电脑的串口漏电对 NC 的接口烧坏,要在接口上加光电隔离器,尽量不使用232 接口进行数据传输和 DNC 加工,而应该使用存储卡接口更方便,传输速度快,不需要另外的传输软件,且不会烧坏接口,存储卡按照如下方法正确连接:11.2 使用 M-CARD 备份参数 /加工程序等使用存储卡( PCMCIA CARD )可对参数、加工程序、梯形图、螺补、宏变量等数据进行方便的备份。