压力容器验收记录
压力容器验收记录
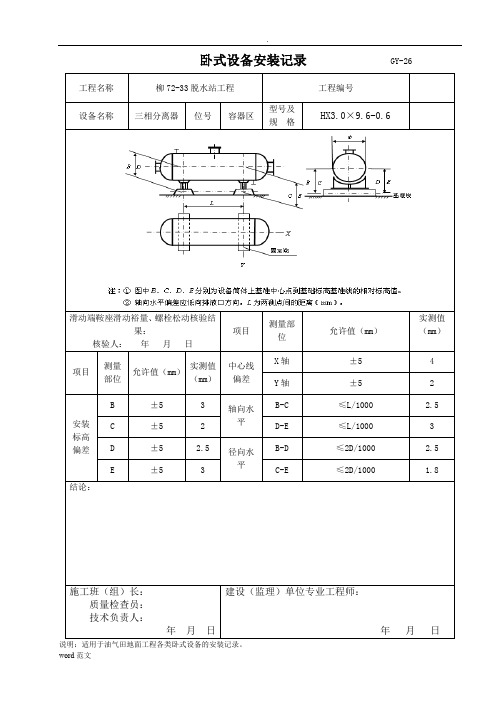
卧式设备安装记录GY-26
说明:适用于油气田地面工程各类卧式设备的安装记录。
设备安装垫铁隐蔽工程记录T Y-26
说明:指机器、设备垫铁安装找正完毕,经建设、监理等单位共同检查确认后,由施工单位填写,各参加单位签字认可
设备安装精平记录G Y-22
说明:适用于各种设备安装找平。
设备开箱检查记录T Y-22
说明:设备材料到工地后,由建设单位组织监理、施工等单位等进行检查、清点并填写记录。
设备清理检查封闭记录TY-19
说明:适用于设备安装后进行设备清理、检查、封闭。
SY4201.3-2007石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录表B.1 整装容器安装检验批质量验收记录
SY4201.3-2007石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录表B.2 附件安装检验批质量验收记录。
压力容器进场验收记录表
压力容器进场验收记录表验收人员
- 验收人员姓名:____________________
- 验收日期:________________________
压力信息
- 压力编号:____________________
- 压力类型:____________________
- 最大工作压力:____________________
- 壁厚:________________________
- 材质:________________________
验收项目
1. 外观检查
- 表面有无明显凹陷、腐蚀、损伤等情况:□ 是□ 否
- 涂层完好:□ 是□ 否
- 标识清晰可辨:□ 是□ 否
2. 尺寸和封装检查
- 尺寸是否符合设计要求:□ 是□ 否
- 封装是否完整:□ 是□ 否
3. 安全附件检查
- 安全阀是否安装并可正常使用:□ 是□ 否- 压力表是否安装并可正常使用:□ 是□ 否- 温度计是否安装并可正常使用:□ 是□ 否
4. 材料证明书和检测报告
- 材料证明书是否齐全:□ 是□ 否
- 材料检测报告是否齐全:□ 是□ 否
验收结论
- 验收结论:_______________________
- 不合格项及处理意见:_______________
备注
-
__________________________________________________________ _____________
验收人员签字
- 验收人员签字: _______________________
审批
- 审批人员签字: _______________________。
压力管道、容器告知、验收手续办理流程
特种设备安装手续办理流程一、特种设备安装前应由安装单位持相关资料(附件一)到设备所在地县级质量技术监督局(现在有的和市场监督管理局合并了,具体那个部门需要咨询使用单位)办理《特种设备安装改造维修告知书》,告知书办理完成后,分以下两种情况进行处理:情况一:涉及不到压力管道:1、如果没有涉及压力管道,可以对压力容器设备进行安装施工。
2、安装完成后,由安装单位出具《压力容器安装质量证明书》1份,安装单位盖章、签字;《压力容器安装竣工验收表》1份,安装单位和使用单位分别盖章、签字。
3、使用单位持相关资料(附件二)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
4、手续办理完成。
情况二:涉及到压力管道:1、如果涉及到压力管道,需要持相关资料(附件三)到设备所在地市级特种设备监督检验所办理压力管道的安装约检,受理后方可允许对压力容器、压力管道进行安装施工。
2、办理约检的时候需要从特种设备监督检验所了解到:监检人员是否需要到场进行监督检验;检验的时间节点是在什么位置,需要提前几天通知到场(一般压力实验是需要监检到场监督的);无损检测的单位使用哪里的?可以由特检所人员给予推荐;了解竣工资料所需要的项目及数量整理要求。
3、施工过程中对于特检所人员需要到场查看的项目,应提前2-3天通知特检所人员,安装单位提前做好试验并自检合格,确保监检项目一次通过。
施工顺序:备料—焊接—无损检测—压力试验—油漆。
4、压力管道安装监检完成后,整理管道安装的竣工资料(附件四),到设备所在地市特种设备监督检验所办理压力管道安装监督,取得压力管道安装监督检验报告和压力管道安装监督检验证书。
5、使用单位持相关资料(五)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
二、特种设备安装告知和压力管道的约检一定是安装前办理的,特种设备使用证办理时间我记得好像是使用后3个月内办理即可,需要再查看资料和规定。
附件一:办理压力容器和压力管道安装告知应提供的资料(通用)1、特种设备安装改造维修告知书(4份、盖安装单位公章)2、使用单位营业执照复印件(3份、盖安装单位公章)3、安装单位营业执照复印件(3份、盖安装单位公章)4、安装单位安装资质复印件(3份、盖安装单位公章)5、安装单位特种作业人员证书(焊工2-4人)复印件(3份、盖安装单位公章)6、产品质量证明书里面特种设备制造证、合格证、数据表、监检证复印件(3份、查看原件)7、DN50以上管子、管件(法兰、三通、弯头、异径接头)的材质单复印件。
压力容器制造材料验收与复检

压力容器制造材料验收与复检发布时间:2021-08-30T09:00:38.886Z 来源:《中国建设信息化》2021年10期作者:张晓晨[导读] 在制造业中原材料的选用对成品有至关重要的影响,张晓晨中国石油天然气第一建设有限公司 471023引言:在制造业中原材料的选用对成品有至关重要的影响,尤其在设计承压产品时会按照相关承压标准设计规定原材料的性质。
所以原材料的验收和复验这二个步骤在压力容器制造中起到重要角色,本文就介绍一下上面二个步骤的重点事项。
一、原材料的进厂验收压力容器制造所需原材料主要为板材、管材、焊材、锻件、棒材和其他成品外购件。
因其原材料种类相对固定所以应制定验收控制程序,防止在验收时产生漏检、漏项等问题。
入场材料应均有特种设备制造许可证。
若有特殊境外材料验收时需要按照境外现行验收标准进行验收。
1)常规承压金属材料进厂验收原材料进厂时材料检验员应按图样要求、采购技术文件、材料标准等审核材料质量证明书,质证书内容应齐全、完整. 对材料牌号、规格、数量、供货状态、检验项目及数据、执行标准等进行核查,并由材料质控责任人给出材料检验编号。
原材料还需检查:外观质量。
材料表面没有裂纹、气泡、结疤、折叠和夹杂等缺陷。
材料的规格、几何尺寸。
凡需复验的原材料,应按项目要求进行复验。
2)焊材的验收压力容器产品受压元件之间的焊接接头质量对压力容器的安全性来讲是相对薄弱的环节。
尽管影响焊接接头质量的因素较为复杂,但为了保证其质量首要因素是确保焊接材料合格,施工中不错用、混用焊接材料。
a)用于制造压力容器受压元件的焊接材料,应保证焊缝金属的力学性能高于或等于母材规定的限值。
b)焊接材料进厂后,采购人员会同材料质控责任人对焊材质证书的项目、数据是否符合相关标准、订货技术协议、技术条件及特殊要求进行审查。
检验合格后,材料质控责任人给出焊材检验编号。
3)外购件、外协件的进厂验收对压力容器受压元件用的其它金属材料均按原材料的验收原则进行验收,但对压力容器用安全附件(安全阀、爆破片装置、紧急切断阀、压力表、液面计、测温仪表等)及其他辅助件(标准件、垫片等)还应按技术条件及相应标准的要求进行验收。
GB150.4压力容器-制造、检验和验收

GB150.4 《压力容器-制造、检验和验收》
主要修订依据: 4.1、 TSG R0004-2009《固定式压力容器安
全技术监察规程》
4.2、 GB 150-1998《钢制压力容器》
4.3、 HG 3129-1998《整体多层夹紧式高压 容器》 4.4、 钢带错绕压力容器相关资料
GB150.4 《压力容器-制造、检验和验收》
本标准条文
1 范围 1.1 本部分规定了GB 150适用范围内的钢制压力容器的 制造、检验与验收要求;其他材料制压力容器的制造、检 验与验收要求按相关标准。 1.2 本部分适用的压力容器结构形式为单层焊接压力容 器、锻焊压力容器和套合容器)。
●1、增加了对容器元件、焊材的要求; ●增加材 ●2、增加了容器制造过程中风险预防 料复验的 规定。 与控制的规定; ★3、增加了对新技术、新工艺和新方 法的使用规定; ★4、增加了容器制造过程中设计修改、 材料代用的规定; ★5、增加信息化管理规定; ▲6、将容器焊接接头分类的规定至 GB150.1,并增加E类接头; ▲7、删去了对质保体系,人员资格的 要求。
GB150.4 《压力容器-制造、检验和验收》
(3) 解决行业关注的突出问题的需要 如给予失效模式的制造、检验,成型受压 元件的性能恢复,无损检测的时间与方法等……
(4) 技术发展的需要
GB 150-1998《钢制压力容器》实施以来, 我国压力容器材料、设计、制造。检验水平大幅 度提高。 ——新材料开发:增加新材料制造、检验、与验 收要求。 ——材料新能提升:减少材料的复验。
GB150.4 《压力容器-制造、检验和验收》
——“基于风险(失效模式)的压力容器设计、制造与检 验”技术的应用:制造过程中的失效预防与控制。 ——封头成形技术提升:限制褶皱,采用全尺寸样板检 查形状。 ——焊接技术与装备提高:提高焊接工艺评定要求,减 少产品焊接试件数量。 ——检验技术开发:壳体直线度检查、TOFD检测技术、 气液组合压力试验…… ——相关标准修订与进步:NB/T 47014《承压设备焊接 工艺评定》等
压力容器材料配件到货检查验收记录

注Remarks:
(1)炉批号标记应逐张、块、件、根(捆)检查核对;Check the furnace No. and batch No. one by one;
(2)表面质量按材料标准每批抽查5%,板材不少于1张,管材不少于2根(捆);零配件逐件检查。Check the materials of the percentage of 5% for proper surface quality and are not less than on for plates and 2 for pipes; check the fittings one by one.
主要尺寸误差情况Dimension deviation
有否表面缺陷Surface defect or none
1
2
3
4
5
6
7
8
9
10
11
合计Total
验收意见Acceptance views:
检验责任人员Responsible personnel of inspection:
材料责任人员Responsible personnel of material:
压力容器材料配件到货检查验收记录Check and acceptance record for material and fitting delivery of pressure vessels
RQ1
材料名称Material name
材质规格Material and size
自编号No.
收料凭证号Acceptance voucher No.
原材质证号Materห้องสมุดไป่ตู้al certificate No.
检验批质量验收记录SHT3508-Y02填写示范

附检验批一览表
类别
检验项目
质量控制记录
序号
名称
执行标准
编号
总数
抽检数量
主
控
项
目
1
焊工资格
SH/T3542-2007 3.1.3
填写报验表编号
1
1
2
压力容器安装书面告知
SH/T3542-2007
3.1.6
填写告知书编号
1
1
3
压力容器监督检验申报
SH/T3542-2007
3.1.6
填写申报表编号
监理单位验收结论:
经核查,主控项目、一般项目均符合设计和规范规定,合格,同意进入下道工序。
建设单位意见:同意监理单位验收结论。(当建设单位确定参加此点验收时,填写)
建设单位
监理单位
总承包单位
施工单位
项目代表:
(当建设单位确定参加此点验收时,填写)
日期:年月日
监理工程师:
XXX
日期:2011年5月11日
专业工程师:
XXX
日期:2011年5月10日
质量检查员:
XX
日期:2011年5月10日
1
1
4
设备质量证明文件
SH/T3542-2007
3.2.3
填写质量证明文件报验表编号
1
1
5
塔压力试验、气密性试验
SH/T3542-2007
6.1.2、6.1.4
填写记录编号或表格号
1
1
6
二次灌浆前垫铁隐蔽
SH/T3542-2007
5.75.8.3、7.2
填写隐蔽记录编号或表格号
1
1锅炉压力容器制造单位监督检查记录表
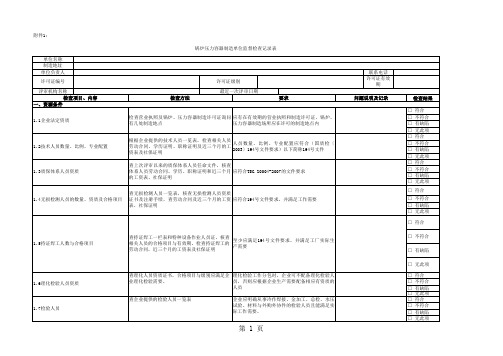
1.9锅炉、压力容器制造车间、厂房
查锅炉制造车间厂房面积和行车起吊高度。具备 应满足194号文件要求 适应压力容器制造需要的生产场地
1.10库房
实地检查各库房的面积及条件是否符合实际需要 应有满足要求的板材库、管材库、半成品库、焊 。 材一、二级库
□ □ □ □ □ □ □ □ □ □ □
符合 不符合 有缺陷 无此项 符合 不符合 有缺陷 无此项 符合 不符合 有缺陷
□ 符合 □ 不符合 □ 有缺陷 □ 无此项 □ 符合 □ 不符合
2.13检验控制
①有相应的检验人员②检查与产品相适应的检验 试验设备仪器及量具③与产品相适应的通用检验 规程及产品检验记录表④进货检验⑤工序检验⑥ 组装、总装检验⑦耐压试验:查一台设备的压力 试验记录表和压力试验报告⑧最终检验记录
①企业应有文件明确专、兼职检验员的分工②仪 器设备及量具应完好,且处于检定的有效期内③ 应有产品通用检验规程,具体产品应有工艺流转 卡、组装、总装工艺卡及零部件检验记录表④检 查一台产品的原材料入厂检验记录表,外购外协 件检验记录,程序应符合企业制度规定,结果应 符合标准规定⑤流转卡上的检验日期应符合工艺 流程顺序,检验结论应符合工艺文件或标准的规 定⑥按组装、总装工艺要求进行检测检验并能正 确填写检测数据和检验结论⑦按设计图样规定的 试验压力进行耐压试验。耐压试验应符合规程要 求,应有压力试验记录和压力试验报告,压力试 验责任人和监检人员应在场监督并在报告上签字 ⑧产品出厂前应对产品外观、法兰密封,包装、 随机附件和产品出厂资料进行检查并记录。
1.7检验人员
□ □ □ □ □ □ □ □
符合 不符合 有缺陷 无此项 符合 不符合 有缺陷 无此项
第 1 页
1.8其他特种设备作业人员的资质
压力容器月度检查记录
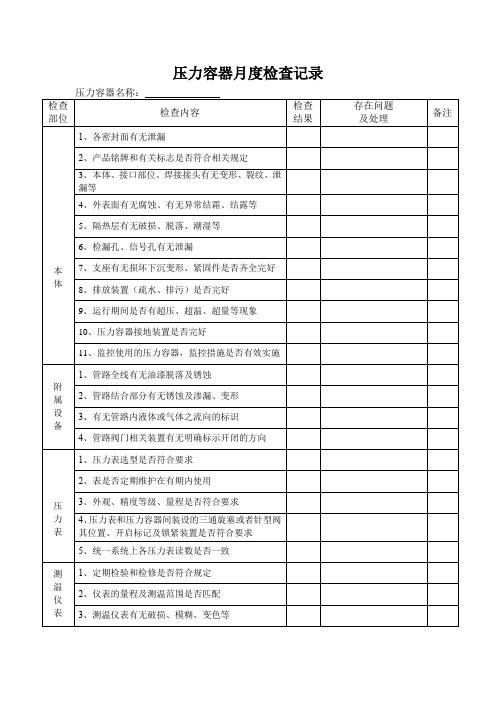
9、运行期间是否有超压、超温、超量等现象
10、压力容器接地装置是否完好
11、监控使用的压力容器,监控措施是否有效实施
附
属
设
备
1、管路全线有无油漆脱落及锈蚀
2、管路结合部分有无锈蚀及渗漏、变形
3、有无管路内液体或气体之流向的标识
4、管路阀门相关装置有无明确标示开闭的方向
压力容器月度检查记录
压力容器名称:
检查
部位
检查内容
检查
结果
存在问题
及处理
备注
本
体
1、各密封面有无泄漏
2、产品铭牌和有关标志是否符合相关规定
3、本体、接口部位、焊接接头有无变形、裂纹、泄漏等
4、外表面有无腐蚀、有无异常结霜、结露等
5、隔热层有无破损、脱落、潮湿等
6、检漏孔、信号孔有无泄漏
7、支座有无损坏下沉变形、紧固件是否齐全完好
压
力
表
1、压力表选型是否符合要求
2、表是否定期维护在有期内使用
3、外观、精度等级、量程是否符合要求
4、压力表和压力容器间装设的三通旋塞或者针型阀其位置、开启标记及锁紧装置是否符合要求
5、统一系统上各压力表读数是否一致
测
温
仪
表
1、定期检验和检修是否符合规定
2、仪表的量程及测温范围是否匹配
3、测温仪表有无破损、模糊、变色等
2、安装方向是否符合要求,铭牌上爆破压力和温度是否符合运行要求
3、爆破装置有无渗漏
4、使用中有无未超压爆破或超压未爆破
5、与爆破片夹持器相连接放空管是否畅通,防雨帽、防雨片是否完好
6、爆破片和压力容器间装设的截止阀是否处于全开状态,铅封是否完好
GB5027-2010的分项检验记录

质量控制资料
□合格□不合格
施工单位质量检验员:
施工单位专业技术质量负责人:
年月日
建设(监理)单位验收结论:
专业技术负责人:
(监理工程师)
年月日
井用安装分项工程质量验收记录
工程名称
检验批数
施工单位
项目经理
项目技术负责人
分包单位
分包单位负责人
分包单位技术负责人
施工执行标准
《风机、压缩机、泵安装工程施工及验收规范》(GB50275-2010)
建设(监理)单位验收结论
序号
名称
执行标准
主控项目
1
风机开箱检查
第2.1.1条
□合格□不合格
2
风机的搬运与吊装
第2.1.2条
□合格□不合格
3
风机的清洗检查
第2.1.3条
□合格□不合格
4
风机轴系找正
第2.1.4条
/
□合格□不合格
5
管道安装
第2.1.5条
□合格□不合格
6
风机试运转前
第2.1.12及2.2.5条
类别
检验项目
施工单位检验结果
建设(监理)单位验收结论
序号
名称
执行标准
主控项目
1
泵的开箱检查
第4.1.1条
□合格□不合格
2
泵的清洗检查
第4.1.2及4.3.1条
□合格□不合格
3
井用潜水泵组装
第4.3.3条
□合格□不合格
4
长轴深井泵组装
第4.3.4条
/
□合格□不合格
5
长轴深井泵的试运转
第4.1.10及4.3.6条
特种设备检查记录

特种设备检查记录一、基础情况:我公司主要特种设备现有:三套装置共有90台压力容器、2台天车。
二、特种设备自查自检情况:经对全厂压力容器进行检查后发现二期天车自查出隐患一处,为天车吊钩向上运行控制不灵敏;处理措施:已更换新的接触器,天车可以正常运行。
三、其他特种附件和警示标志牌自查自检情况:1、警示标牌、全套制度、告知牌等,现已结合安全标准化要求统一制作完毕,悬挂到位。
2、连接法兰、阀门全面检查。
3、安全阀及爆破片全面检查。
四、特种作业人员上岗证件检查情况:全厂特种作业人员共24名,上岗证持有率100%,全部经过主管部门培训合格无证件过期情况。
五、管理责任情况:1、全员安全责任制今年全部签定完毕。
2、节假日期间安排相关人员进行值班,并及时上报节假日的生产运行情况给有关领导及部门。
六、培训教育情况:公司组织召开了全厂范围的特种设备安全培训教育学习会议,会议针对“特种设备安全法”“特种设备安全使用”、“特种作业人员持证上岗”及“冬季交通安全教育”等进行强化学习,并观测学习结果。
特种设备年度检查自评报告2根据集团公司安全[20xx]233号《关于开展特种设备安全监管情况检查的通知》文件的有关要求,油田公司为了进一步加强特种设备安全监管,确保特种设备安全平稳运行。
要求公司所属各单位按照总部的统一要求认真组织开展特种设备安全监管现状调查和自检自评工作。
我院积极响应迅速展开了针对特种设备及特种作业人员的全面自查自纠活动,重点落实特种设备事故隐患的排查整改工作,确保特种作业人员全部持证上岗。
通过本次自查自检活动,学院特种设备事故隐患排查工作基本到位,现将自查情况总结如下:一、基本情况学院主要特种设备:1.电动单梁(悬挂)起重机5吨、3吨、2吨各一台。
安装在教学实训基地使用。
2.电梯四部。
其中二部是客梯(桃李园酒店),另外二部是货梯,分别安装在两栋教学楼中使用。
3.1吨燃气蒸汽锅炉二台,安装在总务处锅炉房,用于食堂、学生浴室、学生开水房及洗衣房供汽。
压力容器验收记录
压力容器验收记录一、验收背景为确保压力容器在使用过程中的安全性,本次进行压力容器的验收工作。
验收的目的是核查压力容器的设计、制造、安装等方面的性能和质量,确保其符合国家相关标准和规定。
二、验收内容1.压力容器的基本信息:包括容器编号、容器类型、容器材质、容器容量等信息。
2.压力容器的设计文件:包括设计图纸、设计规范、设计计算报告等文件。
3.压力容器的制造过程:包括制造工艺、材料质量检验报告、焊接工艺、无损检测等制造相关文件。
4.压力容器的安装情况:包括安装位置、安装方式、阀门连接、附件配置等相关信息。
5.相关证书和资料:包括合格证、报告、检验记录等。
三、验收流程2.验收前的准备:组织代表进行验收前的培训,确保每个代表熟悉验收标准和要求。
3.验收过程(1)预验收:对压力容器的外观、连接件、标志、防腐、涂装等进行检验,确保其符合国家相关标准和规范。
(2)技术验收:对压力容器的压力试验、安全附件、泄漏检测、阀门测试等进行检验。
(3)焊接质量验收:对压力容器的焊接接头进行检验,包括焊缝的质量、外观、尺寸、无损检测等。
(4)功能验收:对压力容器进行功能测试,包括泄漏试验、防爆性能测试等。
(5)文件验收:核查相关文件和证书的真实性、完整性、合法性。
4.验收结果:根据实际情况,结合检查结果,填写验收记录,并评定验收结果。
5.验收总结:对本次验收的过程进行总结,提出不足之处和改进意见。
四、验收结果及建议本次压力容器的验收结果如下:1.设计文件:设计文件齐全,符合国家相关标准和规范。
2.制造过程:制造过程符合相关标准和规范,各项制造工艺和材料质量达到要求。
3.安装情况:压力容器的安装位置、安装方式、阀门连接等均符合设计要求。
4.相关证书和资料:各项证书和资料齐全,真实有效。
根据以上验收结果,对压力容器的使用情况提出以下建议:1.在使用过程中,加强对压力容器的保养和维护,定期进行检查,及时发现和处理问题。
2.配备专业人员进行操作,定期进行技术培训,提高使用人员的安全意识和操作水平。
压力容器验收标准

压力容器验收标准(总17页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除新建装置压力容器设备验收标准设备到货及安装检验标准一、立式或卧式容器类设备的整体就位安装质量检验(一)设备到货的验收1、检查设备技术文件1. 1检查设备是否有竣工图、压力容器产品质量监督检验证书及产品质量证书。
1. 2产品质量证书应包括:产品合格证、容器特性、主要零部件材料的化学成份和力学性能、容器热处理状态与禁焊等特殊说明、无损探伤检查结果、焊接质量检查结果、压力试验与气密试验结果、与设计图样不符项目。
1. 3对照竣工图与产品质量证书,检查设备本体及主要零部件是否与设计一致。
1. 4检查各管口是否配齐配对法兰、螺栓、垫片。
1. 5检查设备本体上是否安装设备铭牌。
铭牌上应包括:制造单位名称和制造许可证号码、压力容器名称和产品编号、设计压力、温度及介质、最高工作压力和最大允许工作压力、压力容器类别和监检标记、压力容器净重和制造日期、试验压力。
1. 6检查是否有装箱清单,根据竣工图和装箱清单清点验收以下各项:清点箱数、箱号及检查包装情况;核对设备名称、型号及规格;检查接管的规格、方位及数量;核对设备备件、附件的规格尺寸、型号及数量。
注意:必须将所有技术文件收集、保管好,这是设备档案的一部分,压力容器取证也需要这些资料2、检查设备本体2. 1检查设备本体的表面质量:设备表面无明显损伤和凹凸不平,接管、法兰及其它焊接件无明显歪斜,法兰密封面无损伤,工夹具的焊疤应清除干净。
2. 2设备本体按规定进行刷漆防腐,质量合格。
2.3设备焊缝检查:无十字焊缝、拼接缝应按规定布置和错口,管口应避开焊缝。
焊缝表面不得咬边(深度≤,长度≤10%焊缝长度且≤100mm)、裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的夹渣等缺陷。
焊缝与母材应圆滑过渡;角焊缝或搭接焊缝焊角高度应等于较薄件厚度。
GB150-2011压力容器-制造、检验和验收

GB150.4 《压力容器-制造、检验和验收》
二、修订过程
— — — — — 2010年1月6日海口会议 增列钢带错绕容器 2010年3月合肥会议 并入低温容器 2010年6月北京会议 处理网评意见211条,初步形成送审稿 2010年11月 处理送审意见78条,形成报批稿草稿 2011年7月征求WTO成员国意见并修改定稿
GB150.4 《压力容器-制造、检验和验收》
三、修订背景 适应GB 150-1998颁布13年来中国发生的技术和管理变化 颁布13 (1)适应GB 150-1998颁布13年来中国发生的技术和管理变化 ——压力容器的大型化 高参数、长周期趋势( 压力容器的大型化、 ——压力容器的大型化、高参数、长周期趋势(失效模式发 生变化) 生变化) 千吨级的加氢反应器,二千吨级的煤液化反应器, 千吨级的加氢反应器,二千吨级的煤液化反应器,一 万立方米的球罐,高温、高压强腐蚀、深冷等极端工况容器。 万立方米的球罐,高温、高压强腐蚀、深冷等极端工况容器。 随着国内企业高含硫原油的加工,介质腐蚀性愈加严重。 ①随着国内企业高含硫原油的加工,介质腐蚀性愈加严重。压 力容器面临着防止应力腐蚀、腐蚀疲劳、 力容器面临着防止应力腐蚀、腐蚀疲劳、氢损伤等多种失效模 式的亲课题; 式的亲课题; 装置与单位设备的大型化导致低合金高强钢的广泛应用, ②装置与单位设备的大型化导致低合金高强钢的广泛应用,同 时引起裂纹敏感性增强。 时引起裂纹敏感性增强。目前高强钢承压设备占国内承压设备 2%左右 其中10%发现有各种原因造成的裂纹。 左右, 10%发现有各种原因造成的裂纹 的2%左右,其中10%发现有各种原因造成的裂纹。 大型石化装置运行周期大幅度提高,对选材、设计、 ③大型石化装置运行周期大幅度提高,对选材、设计、制造提 出新要求。 出新要求。
压力管道、容器告知、验收手续办理流程
特种设备安装手续办理流程一、特种设备安装前应由安装单位持相关资料(附件一)到设备所在地县级质量技术监督局(现在有的和市场监督管理局合并了,具体那个部门需要咨询使用单位)办理《特种设备安装改造维修告知书》,告知书办理完成后,分以下两种情况进行处理:情况一:涉及不到压力管道:1、如果没有涉及压力管道,可以对压力容器设备进行安装施工。
2、安装完成后,由安装单位出具《压力容器安装质量证明书》1份,安装单位盖章、签字;《压力容器安装竣工验收表》1份,安装单位和使用单位分别盖章、签字。
3、使用单位持相关资料(附件二)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
4、手续办理完成。
情况二:涉及到压力管道:1、如果涉及到压力管道,需要持相关资料(附件三)到设备所在地市级特种设备监督检验所办理压力管道的安装约检,受理后方可允许对压力容器、压力管道进行安装施工。
2、办理约检的时候需要从特种设备监督检验所了解到:监检人员是否需要到场进行监督检验;检验的时间节点是在什么位置,需要提前几天通知到场(一般压力实验是需要监检到场监督的);无损检测的单位使用哪里的?可以由特检所人员给予推荐;了解竣工资料所需要的项目及数量整理要求。
3、施工过程中对于特检所人员需要到场查看的项目,应提前2-3天通知特检所人员,安装单位提前做好试验并自检合格,确保监检项目一次通过。
施工顺序:备料—焊接—无损检测—压力试验—油漆。
4、压力管道安装监检完成后,整理管道安装的竣工资料(附件四),到设备所在地市特种设备监督检验所办理压力管道安装监督,取得压力管道安装监督检验报告和压力管道安装监督检验证书。
5、使用单位持相关资料(五)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
二、特种设备安装告知和压力管道的约检一定是安装前办理的,特种设备使用证办理时间我记得好像是使用后3个月内办理即可,需要再查看资料和规定。
附件一:办理压力容器和压力管道安装告知应提供的资料(通用)1、特种设备安装改造维修告知书(4份、盖安装单位公章)2、使用单位营业执照复印件(3份、盖安装单位公章)3、安装单位营业执照复印件(3份、盖安装单位公章)4、安装单位安装资质复印件(3份、盖安装单位公章)5、安装单位特种作业人员证书(焊工2-4人)复印件(3份、盖安装单位公章)6、产品质量证明书里面特种设备制造证、合格证、数据表、监检证复印件(3份、查看原件)7、DN50以上管子、管件(法兰、三通、弯头、异径接头)的材质单复印件。
GB50275-2010的分项检验记录

潜水泵试运转前检查
第4.3.7条
□合格□不合格
7
□合格□不合格
8
□合格□不合格
9
□合格□不合格
□合格□不合格
一般项目
1
整体安装的泵水平
第4.1.3条
□合格□不合格
2
解体安装泵水平
第4.1.3条
□合格□不合格
3
大中型泵找正找平
第4.1.4条
□合格□不合格
质量控制资料
□合格□不合格
施工单位质量检验员:
第2.4.1条
□合格□不合格
2
□合格□不合格
3
□合格□不合格
质量控制资料
□合格□不合格
施工单位质量检验员:
施工单位专业技术质量负责人:
年月日
建设(监理)单位验收结论:
专业技术负责人:
(监理工程师)
年月日
罗茨鼓风机安装分项工程质量验收记录
工程名称
检验批数
施工单位
项目经理
项目技术负责人
分包单位
分包单位负责人
□合格□不合格
施工单位质量检验员:
施工单位专业技术质量负责人:
年月日
建设(监理)单位验收结论:
专业技术负责人:
(监理工程师)
年月日
压力容器设备安装分项工程质量验收记录
工程名称
检验批数
施工单位
项目经理
项目技术负责人
分包单位
分包单位负责人
分包单位技术负责人
施工执行标准
《风机、压缩机、泵安装工程施工及验收规范》(GB50275-2010)
离心泵安装分项工程质量验收记录
工程名称
检验批数
施工单位
压力容器验收标准

新建装置压力容器设备验收标准设备到货及安装检验标准一、立式或卧式容器类设备的整体就位安装质量检验〔一〕设备到货的验收1、检查设备技术文件1. 1检查设备是否有竣工图、压力容器产品质量监视检验证书及产品质量证书。
1. 2产品质量证书应包括:产品合格证、容器特性、主要零部件材料的化学成份和力学性能、容器热处理状态与禁焊等特殊说明、无损探伤检查结果、焊接质量检查结果、压力试验与气密试验结果、与设计图样不符工程。
1. 3对照竣工图与产品质量证书,检查设备本体及主要零部件是否与设计一致。
1. 4检查各管口是否配齐配对法兰、螺栓、垫片。
1. 5检查设备本体上是否安装设备铭牌。
铭牌上应包括:制造单位名称和制造许可证、压力容器名称和产品编号、设计压力、温度及介质、最高工作压力和最大允许工作压力、压力容器类别和监检标记、压力容器净重和制造日期、试验压力。
1. 6检查是否有装箱清单,根据竣工图和装箱清单清点验收以下各项:清点箱数、箱号及检查包装情况;核对设备名称、型号及规格;检查接收的规格、方位及数量;核对设备备件、的规格尺寸、型号及数量。
注意:必须将所有技术文件收集、保管好,这是设备档案的一局部,压力容器取证也需要这些资料2、检查设备本体2. 1检查设备本体的外表质量:设备外表无明显损伤和凹凸不平,接收、法兰及其它焊接件无明显歪斜,法兰密封面无损伤,工夹具的焊疤应去除干净。
2. 2设备本体按规定进展刷漆防腐,质量合格。
2.3设备焊缝检查:无十字焊缝、拼接缝应按规定布置和错口,管口应避开焊缝。
焊缝外表不得咬边〔深度≤0.5mm,长度≤10%焊缝长度且≤100mm〕、裂纹、未焊透、未熔合、外表气孔、弧坑、未填满和肉眼可见的夹渣等缺陷。
焊缝与母材应圆滑过渡;角焊缝或搭接焊缝焊角高度应等于较薄件厚度。
焊缝余高<4mm。
2.4设备本体平直,无弯曲、扭曲。
2.5设备开盖检查:构件齐全如:进料分配管、出口防涡旋器、破沫网安装符合要求;焊缝错边量<3mm;构件支承圈水平度:直径小于等于φ1600≤3mm,直径小于等于φ3200≤4mm;构件安装水平度:直径小于等于φ1600≤3mm,直径小于等于φ3200≤5mm;不锈钢构件外表进展酸洗钝化;器无杂物,各开口通畅。
压力容器进场安全验收记录

压力容器进场安全验收记录
背景
为确保工业设备操作的安全性和可靠性,对压力在进场前进行安全验收是必要的。
本文档记录了对压力的进场安全验收的相关内容。
验收信息
- 压力信息:名称、型号、容量等
- 厂家信息:生产厂家名称、地址、联系方式等
- 进场日期:YYYY年MM月DD日
- 进场方式:运输、搬运等
验收内容
1. 相关证书和文件的查验
- 产品合格证书是否齐全,并与压力相符
- 安全阀证书是否有效,与压力匹配
- 压力制造许可证是否有效
- 其他相关文件的查验,如使用说明书、维护手册等2. 外观检查
- 压力外表是否有损坏、腐蚀、变形等
- 管路连接件是否松动、破损等
- 泄漏检查,包括压力本身以及相关管路
3. 压力相关设备和附件的配套性检查
- 压力表、温度表等设备是否与压力匹配
- 附件安装是否规范,如安全阀、排污阀等
- 自动控制和保护装置的检查
4. 进场安装检查
- 压力的基础和支承的检查
- 安装是否符合相关安全规范和要求
- 接地和接地装置的合规性检查
5. 压力的试压
- 根据相关标准和工艺要求进行试压
- 试压过程中是否出现泄漏、漏气等异常情况
- 试压结果是否符合要求
验收结论
根据以上验收内容和相关标准,经过认真检查和试验,判定该压力进场安全验收结果为:[验收合格/验收不合格]。
- 验收人员:姓名、职务、签名
- 验收日期:YYYY年MM月DD日
以上内容为压力容器进场安全验收记录,供参考使用。
压力管道、容器告知、验收手续办理流程

特种设备安装手续办理流程一、特种设备安装前应由安装单位持相关资料(附件一)到设备所在地县级质量技术监督局(现在有的和市场监督管理局合并了,具体那个部门需要咨询使用单位)办理《特种设备安装改造维修告知书》,告知书办理完成后,分以下两种情况进行处理:情况一:涉及不到压力管道:1、如果没有涉及压力管道,可以对压力容器设备进行安装施工。
2、安装完成后,由安装单位出具《压力容器安装质量证明书》1份,安装单位盖章、签字;《压力容器安装竣工验收表》1份,安装单位和使用单位分别盖章、签字。
3、使用单位持相关资料(附件二)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
4、手续办理完成。
情况二:涉及到压力管道:1、如果涉及到压力管道,需要持相关资料(附件三)到设备所在地市级特种设备监督检验所办理压力管道的安装约检,受理后方可允许对压力容器、压力管道进行安装施工。
2、办理约检的时候需要从特种设备监督检验所了解到:监检人员是否需要到场进行监督检验;检验的时间节点是在什么位置,需要提前几天通知到场(一般压力实验是需要监检到场监督的);无损检测的单位使用哪里的?可以由特检所人员给予推荐;了解竣工资料所需要的项目及数量整理要求。
3、施工过程中对于特检所人员需要到场查看的项目,应提前2-3天通知特检所人员,安装单位提前做好试验并自检合格,确保监检项目一次通过。
施工顺序:备料—焊接—无损检测—压力试验—油漆。
4、压力管道安装监检完成后,整理管道安装的竣工资料(附件四),到设备所在地市特种设备监督检验所办理压力管道安装监督,取得压力管道安装监督检验报告和压力管道安装监督检验证书。
5、使用单位持相关资料(五)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
二、特种设备安装告知和压力管道的约检一定是安装前办理的,特种设备使用证办理时间我记得好像是使用后3个月内办理即可,需要再查看资料和规定。
附件一:办理压力容器和压力管道安装告知应提供的资料(通用)1、特种设备安装改造维修告知书(4份、盖安装单位公章)2、使用单位营业执照复印件(3份、盖安装单位公章)3、安装单位营业执照复印件(3份、盖安装单位公章)4、安装单位安装资质复印件(3份、盖安装单位公章)5、安装单位特种作业人员证书(焊工2-4人)复印件(3份、盖安装单位公章)6、产品质量证明书里面特种设备制造证、合格证、数据表、监检证复印件(3份、查看原件)7、DN50以上管子、管件(法兰、三通、弯头、异径接头)的材质单复印件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卧式设备安装记录GY-26工程名称柳72-33脱水站工程工程编号
设备名称三相分离器位号容器区
型号及
规格
×
滑动端鞍座滑动裕量、螺栓松动核验结
果:
核验人:年月日项目
测量部
位
允许值(mm)
实测值
(mm)
项目
测量
部位允许值(mm)
实测值
(mm)
中心线
偏差
X轴±54
Y轴±52
安装标高偏差B±53轴向水
平
B-C≤L/1000
C±52D-E≤L/10003 D±5径向水
平
B-D≤2D/1000
E±53C-E≤2D/1000
结论:
说明:适用于油气田地面工程各类卧式设备的安装记录。
设备基础检查验收记录
G Y-20
说明:指机器、设备垫铁安装找正完毕,经建设、监理等单位共同检查确认后,由施工单位填写,各参加单位签字认可
设备安装精平记录G Y-22
说明:适用于各种设备安装找平。
设备开箱检查记录T Y-22
说明:设备材料到工地后,由建设单位组织监理、施工等单位等进行检查、清点并填写记录。
设备清理检查封闭记录TY-19
说明:适用于设备安装后进行设备清理、检查、封闭。
石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录表整装容器安装检验批质量验收记录
石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录表附件安装检验批质量验收记录。