基于S7—200的电动螺旋压力机控制系统分析
基于S7-200伺服电机控制系统设计

西安邮电大学毕业设计(论文)题目:基于S7-200伺服电机控制系统设计系别:自动化学院专业:自动化学院班级:自动0805学生姓名:导师姓名:职称:讲师起止时间:2012年3月8日至2012年06月17日毕业设计(论文)诚信声明书本人声明:本人所提交的毕业论文《基于S7-200伺服电机控制系统设计》是本人在指导教师指导下独立研究、写作的成果,论文中所引用他人的文献、数据、图件、资料均已明确标注;对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式注明并表示感谢。
本人完全清楚本声明的法律后果,申请学位论文和资料若有不实之处,本人愿承担相应的法律责任。
论文作者签名:时间:年月日指导教师签名:时间:年月日毕业设计(论文)任务书学生姓名指导教师职称讲师系别自动化学院专业自动化学院题目基于S7-200伺服电机控制系统设计任务与要求要学习基本电气控制的设计方法,学习step7和组态软件的使用。
熟练掌握组态王的使用,完成本课题要认真复习电机控制的基本知识,设计电动机总线型调速控制系统,主要根据电机的调速原理结合总线功能进行设计,要求提交:1.了解电动机总线型调速控制系统设计的基本原理。
2.熟练掌WINCC6.0软件。
3.会使用WINCC6.0软件画组态界面。
4.绘制电气原理图、装配图、接线图。
5.熟练掌握S7-200软件,具有一定的编程能力。
开始日期2012年1月7日完成日期2012年06月20日系主任(签字) 2012 年 1 月8 日毕业设计 (论文) 工作计划学生姓名__ _指导教师_________职称____讲师____系别______自动化学院__________专业________自动化________ 题目基于S7-200伺服电机控制系统设计_______________________________________________________工作进程主要参考书目(资料)主要参考书目(资料) [1] 贾贵玺,张臣刚等.高压变频调速技术的研究及其应用.天津:电气传动,No.4,1999,14~17 [2] 吴洪洋,何湘宁.高功率多电平变换器的研究和应用.天津:电气传动,No.2,2000,7~12 [3] 陈伯时,谢鸿鸣.交流传动系统的控制策略.CAVD ’99, 1~7[4] 苏彦民,李宏.交流调速系统的控制策略.北京:机械工业出版社,1998主要仪器设备及材料 伺服电机及S7-200软件、WINCC论文(设计)过程中教师的指导安排每周三下午、周五下午 对计划的说明西安邮电大学毕业设计(论文)开题报告自动化学院系自动化专业08级05班课题名称:基于S7-200伺服电机控制系统设计学生姓名:学号:指导教师:报告日期:2012年3月28日2.本课题需要重点研究的关键问题、解决的思路及实现预期目标的可行性分析重点研究的关键问题:PLC输出的模拟量实现对伺服电机的速度较为精准的控制解决思路:见原理图说明:本报告必须由承担毕业论文(设计)课题任务的学生在毕业论文(设计) 正式开始的第1周周五之前独立撰写完成,并交指导教师审阅。
毕业设计(论文)--基于s7--200plc的电梯控制系统设计

基于S7-200 PLC的电梯控制系统设计(陕理工机械工程学院,测控技术与仪器专业,071班,陕西汉中 723003)指导教师:[摘要]电梯作为现代高层建筑的垂直交通工具,与人们的生活紧密联系,随着人们对电梯运行的安全性、高效性、舒适性、方便性等要求的不断提高,让电梯得到快速发展。
本文介绍了一种基于力控组态软件和西门子可编程控制器的电梯控制系统。
该控制系统使用西门子S7-200系列的可编程控制器CPU226作为控制器,实现对电梯的精确控制;并利用装有力控组态软件的工控机作为上位机,来对电梯控制系统进行监控和数据采集。
CPU226和上位机采用PPI接口来进行数据通讯和交换。
分析了电梯的控制原理,对控制系统的硬件结构、软件设计和力控组态画面进行了较详细的说明。
该电梯控制系统具有层楼信号的产生与消除、停层信号的登记与消除、电梯的定向、停车信号、开关门环节及报警等功能。
[关键词]电梯;可编程控制器;控制;组态软件Design of elevator control system based on S7-200 PLCZhang Jing(Grade07,Class1,Major Observation and control technology and instrument, School of Mechanical engineering, Shaanxi University of Technology, Han zhong 723003 Shanxi )tutor: Wang MingwuAbstract: As elevator is the vertical traffic tools of a modern high-rise buildings, it closely contact with people's life .as people’s requirements for safe running ,high efficiency, comfort and convenience the unceasing enhancement of the elevator , the elevator has fast developed. This paper describes the elevator control system configuration software based on configuration software and Siemens PLC. The control system uses the Siemens S7-200 series PLC CPU226 as the controller to achieve precise control of the elevator; and the use of configuration software installed industrial computer as the host computer, achieve the elevator control system to monitor and data collection. CPU226 and PC interface with PPI data communication and exchange. Analysis of the elevator control theory, the control system hardware architecture, software design and power control configuration screen for a more detailed explanation. The elevator control system has the floor and the elimination of signal generation, stop the registration and the elimination of the signal level, elevator directional, stop signal, switching the door sessions, alarm functions and so on.Keywords: Elevator; Programmable Logic Controller; control ; Configuration software目录1 电梯的发展与分类................................................................................................................................... I I 1.1 概述 ....................................................................................................................................................... I I 1.1.1 电梯产品的录属关系和在人们物质生活中的作用......................................................................... I I 1.1.2 电梯产品发展简史............................................................................................................................. I I 1.1.3 电梯的运行工作情况......................................................................................................................... I I 1.2 电梯的分类 .. (III)1.3 电梯的主要参数及规格尺寸 (III)1.3.1 电梯的主要参数 (V)1.3.2 我国有关标准对电梯主要参数和规格尺寸的规定 (VI)1.4 电梯的组成部件 (VI)1.5 电梯工作原理 ...................................................................................................................................... V II2 方案论证 (VIII)2.1 电梯控制方式的论证 (VIII)2.2 可编程控制器用于控制电梯的特点 (IX)2.3 整体设计流程的确定 (X)3 硬件及软件的概述 (XI)3.1 PLC简介 (XI)3.1.1 PLC的基本结构 (XI)3.1.2 PLC的性能特点 ............................................................................................................................. X II 3.1.3 PLC的工作原理 (XIV)3.1.4 PLC控制系统设计思路 (XIV)3.2 编程软件简介及安装......................................................................................................................... X V 3.2.1 PLC的编程语言 ............................................................................................................................. X V 3.2.2 STEP 7概述 . (XVI)3.2.3 STEP 7 Micro WIN软件安装步骤 (XVI)3.3 力控组态软件简介及安装................................................................................................................. X X 3.3.1 力控组态软件概述.......................................................................................................................... X X3.3.2 力控组态软件安装要求及安装步骤 (XXI)4 硬件设计 (XXIX)4.1 控制要求分析 (XXIX)4.2 PLC选型 ......................................................................................................................................... X XX 4.2.1 PLC控制系统的I/O点数计算与分配....................................................................................... X XX 4.2.2 PLC的型号选择 .. (XXXII)4.3 电梯控制硬件连接 (XXXII)5 软件设计 ........................................................................................................................................ X XXIII 5.1 开关轿厢门程序.......................................................................................................................... X XXIII 5.2 轿厢内呼和楼层外呼指示程序................................................................................................... X XXV5.3 自动选向程序 (XXXVII)6 上位机组态及编程................................................................................................................................ XL 6.1 力控组态建立新工程的步骤............................................................................................................. XL 6.2 创建组态界面 ................................................................................................................................... X LI 致谢 ............................................................................................................................................................. LII 参考文献 .................................................................................................................................................... LIII 附录A:外文资料翻译附录B:程序清单附录C:硬件连接图附录D:上位机组态界面1 电梯的发展与分类1.1 概述1.1.1 电梯产品的录属关系和在人们物质生活中的作用随着人口的增加、科学技术日新月异地发展、人们物质生活水平的逐步提高,建筑业得以迅速发展,大批的高楼大厦拔地而起,十几层至几十层的宾馆、饭店、办公楼、住宅楼鳞次栉比。
西门子S7-200在控制系统中的应用

西门子S7-200在控制系统中的应用摘要:本文介绍S7-200在收卷机上的应用,S7-200作为西门子公司推出的一款控制器,特别是、稳定性、可靠性的性能在各行各业应用广泛。
关键词:S7-200 收卷机控制系统1.系统控制原理分切机原来的边料收卷装置采用与普通收卷相同的收卷电机进行边料收卷,由于收卷方式上的局限性,可收的边料最小宽度比较宽,对塑料薄膜造成很大浪费。
新的方案是在分切机边料位置安装一套独立的边料收卷装置,该系统以分切机薄膜线速度、边料收卷轴的周长值为参考值,同时控制边料薄膜张力,保证边料收卷和正常收卷过程严格同步。
边料收卷轴的周长通过安装在收卷轴上的编码器测量得到,首先确定收卷轴最大时为参考点,根据编码器值计算得到收卷轴周长。
边料张力通过安装在张力轴上的编码器得到,张力气缸提供的张力和边料的张力在平衡点附近波动,当平衡被破坏时,张力轴发生偏移,通过编码器可测到偏移量,然后通过调整边料电机的速度保证张力稳定在中心点。
2.系统硬件配置伺服控制器和伺服电机5.5kW、可编程控制器S7-200系列TD200显示操作界面、旋转编码器500脉冲变频器、接近开关3.系统控制功能(1)手动调整功能:手动进行各被控设备的启停和位置调整;(2)系统复位:当系统重新上电时,对编码器零点的校正。
(3)手自动切换:切换到自动时跟随主机工作。
(4)故障报警和恢复。
(5)自动过程同步控制:边料收卷电机严格与分切机薄膜速度同步,保证在任何情况下边料收卷线速度都和分切机薄膜速度以致。
4.系统特点:(1)采用西门子高动态响应伺服系统,动态响应速度高,滞后小,可实现速度严格同步,同步速度额定值3000rpm。
(2)采用了缠绕式边料收卷方式,最小边料宽度减少为原来的一半以上,大大节省了薄膜浪费。
(3)系统稳定可靠,边料收卷不影响正常的分切机工作。
(4)可适应厚度为3μ的产品。
5.计算方法分切机线速度和卷绕电机转速的关系为:通过上述公式,得到卷绕电机的参考转速,实际转速输出还要考虑张力变化带来的影响,实际转速输出6.参数设定(1)电机参数P071:供电电压,对于变频器=380,对于逆变器来说,=510。
基于S7-200的电梯控制系统的设计
本科毕业论文(设计、创作)题目:基于S7-200的电梯控制系统的设计学生姓名:学号:*********所在院系:专业:电气工程及其自动化入学时间:2010 年9 月导师姓名:职称/学位:副教授/硕士导师所在单位:完成时间:2014 年 5 月安徽三联学院教务处制基于S7-200的电梯控制系统的设计摘要:本文主要讲述的是S7-200可编程控制器对四层电梯的控制设计。
电梯是一种特殊的运输工具,主要安装于高楼大厦里面,其主要功能是实现对人或货物的上下运输,在人们的生活中起着很重要的作用。
由于人们经济水平不断的提升,电梯的进化也在不停地进行,人们对电梯的要求也在不断提高。
正是因为人们都在追求安全性高,可靠性高,PLC控制电梯的优点得到了广泛的应用,如效率高,操作简单,可靠性高。
本设计主要从控制系统的硬件和软件两个方面,采用西门子可编程控制器。
关键词:电梯;PLC控制;梯形图The design of the elevator control system based on S7-200Abstract :The main content of this dissertation is about design of four flights of stairs controlled by S7-200 PLC . Nowadays elevator is a special transport which normally installed in tall buildings. The basic function of is lying to benefit people and carry goods,so it is very important in human life. As we known the development of the elevator has a long history, so with the growth in the living standard,the requirement of it became more secret. Now people are seeking for more secure and reliable elevators which stimulate a wide application of PLC control elevator for its high efficiency and high reliability . The design is engaged in two side, hardware and software, and the control system is the siemens PLC.Keywords:Elevator;PLC control;Ladder Diagram目录第一章绪论 (1)1.1电梯的起源和发展 (1)1.2电梯的种类 (2)1.3电梯的主要参数和性能指标 (2)1.4 PLC的发展历程 (3)第二章电梯的结构和工作原理 (5)2.1 电梯的主要结构 (5)2.2 电梯的电气设备 (6)2.2.1 电梯电动机及拖动原理 (6)2.2.2 电气控制柜 (6)2.2.3外围控制设备 (7)2.3电梯的工作原理 (7)第三章电梯控制系统的硬件设计 (9)3.1 可编程控制器的工作原理 (9)3.2 四层电梯控制主回路原理图 (9)3.3可编程控制器的选择 (10)3.3.1电梯控制功能 (10)3.3.2 PLC控制系统的I/O点数的计算和分配 (11)3.3.3 PLC机型的选择 (12)3.3.4 PLC外部接线图 (12)第四章电梯控制系统的软件设计 (14)4.1程序流程图 (14)4.2外召唤信号登记及消除 (14)4.3内指令信号登记及消除 (15)4.4电梯的平层信号处理 (16)4.5电梯的选层定向 (17)4.6内指令外召唤信号的保持 (21)4.7各楼层停车信号 (23)4.8自动开关门 (24)总结 (27)致谢 (28)参考文献 (29)第一章绪论1.1 电梯的起源和发展伴随着经济的发展,电梯也在不断的创新与发展,同时给人们生活上带来很大的便捷。
基于s7-200PLC液压组合机床的控制设计

基于s7-200PLC液压组合机床的控制设计摘要本文基于S7-200 PLC液压组合机床的控制设计,分析了机床的工作原理,并对主要控制部件进行了详细的介绍。
在此基础上,设计了液压系统、电气系统和程序控制系统,实现了机床的自动化控制。
在机床稳定运行的同时,还能够适应不同工作条件和加工要求,提高了机床的加工精度和效率。
关键词:S7-200 PLC;液压组合机床;自动化控制AbstractBased on the control design of S7-200 PLC hydraulic combination machine tool, this paper analyzes the working principle of the machine tool, and introduces the maincontrol components in detail. On this basis, the hydraulic system, electrical system and program control system are designed to realize the automatic control of the machine tool. While the machine tool operates stably, it can also adapt to different working conditions and processing requirements, improving the machining accuracy and efficiency of themachine tool.Keywords: S7-200 PLC; Hydraulic combination machine tool; Automation control一、引言液压组合机床是一种常用的金属加工设备,具有结构简单、操作方便、加工效率高等优点。
基于S7-200PLC步进电机调速控制—步进驱动控制系统设计论文
摘要步进电动机具有快速起停、精确步进和定位等特点,所以常用作工业过程控制及仪器仪表,使用PLC可编程控制器实现步进电动机驱动,可使步进电动机的抗干扰能力强,可靠性高,同时,由于实现了模块化结构,是系统结构十分灵活,而且编程语言简短易学,便于掌握,可以进行在线修改,柔性好,体积小,维修方便。
本设计是利用PLC做进电动机的控制核心,用按钮开关的通断来实现对步进电机正,反转控制,而且正,反转切换无须经过停车步骤。
其次可以通过对按钮的控制来实现对高,低速度的控制。
充分发挥PLC的功能,最大限度地满足被控对象的控制要求,是设计PLC 控制系统的首要前提,这也是设计最重要的一条原则。
本设计更加便于实现对步进电机的制动化控制。
其主要内容如下:1了解PLC控制步进电机的工作原理2掌握PLC的硬件构成,完成硬件选型3设计PLC的控制系统4用STEP 7完成PLC的编程关键词:步进电机;PLC控制;电机正反转;高低速控制AbstractStepper motor has a quick starts and stops, precision stepping and positioning features, commonly used for industrial process control and instrumentation, PLC programmable controller stepper motor drive can stepper motor anti-interference ability, high reliability, at the same time, due to the modular structure, the system structure is very flexible, and programming languages brief to learn, easy to master, can be modified online, good flexibility, small size, easy maintenance.This design is the use of PLC built into the core of the motor control button to switch on and off to the stepper motor is the reverse control, and positive, reverse switch without having to go through the parking step. Followed by the button control to achieve the high and low speed control. Give full play to the functions of PLC as possible to meet the control requirements of the controlled object is the most important prerequisite for the design PLC control system, which is designed to the most important principle. This design is easier to achieve braking control of the stepper motor. Its main contents are as follows:An understanding of PLC control the working principle of the stepper motor2 grasp the PLC hardware structure, the completion hardware selection3 Design of PLC control system4 complete PLC programming with STEP 7Key words: Stepper motor; PLC control; motor reversing; high and low speed control目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 PLC步进驱动控制系统研究和意义 (1)1.2 国内外PLC的发展 (1)1.3 国内外步进电机的发展概况 (2)1.4 PLC步进驱动控制系统主要研究工作 (3)2 步进电机及PLC简介 (4)2.1 步进电机简介 (4)2.1.1步进电机的分类 (4)2.1.2步进电机的基本参数 (4)2.1.3步进电机的特点 (5)2.2 步进电机在工业中的应用 (5)2.3 PLC的特点 (6)2.4 PLC技术在步进电机控制中的应用 (6)3 PLC控制步进电机工作方式的选择 (8)3.1 常见的步进电机的工作方式 (8)3.2 步进电机控制原理 (8)3.2.1控制步进电机换向顺序 (8)3.2.2控制步进电机的转向 (8)3.2.3控制步进电机的速度 (8)3.3 PLC控制步进电机的方法 (9)3.4 PLC控制步进电机的设计思路 (10)4 S7-200PLC控制步进电机硬件设计 (12)4.1 S7-200PLC的介绍 (12)4.1.1硬件系统 (12)4.1.2软元件 (13)4.2 步进电机的选择 (14)4.3 步进电机驱动电路设计 (15)4.3.1驱动器的选择 (15)4.3.2步进电机驱动电路 (16)4.3.3驱动电路接口 (16)4.3.4电气原理图 (17)4.4 PLC驱动步进电机 (17)5 S7-200PLC控制步进电机软件设计 (19)5.1 STEP7-MICRO/WIN32概述 (19)5.1.1基本功能 (19)5.1.2运动控制 (19)5.1.3创建调制解调模块程序 (19)5.2 程序的编写 (21)5.3 梯形图程序设计 (22)5.3.1CPU的选择 (22)5.3.2输入输出编址 (22)5.3.3状态真值表 (22)5.4 梯形图程序 (23)6 总结 (30)6.1 全文总结 (30)6.2 不足之处及展望 (30)致谢 (31)参考文献 (32)1绪论1.1 PLC步进驱动控制系统研究和意义基于步进电动机良好的控制和准确定位特性,被广泛应用在精确定位方面,诸如数控机床、喷绘机、工业控制系统、自动控制计算装置、自动记录仪表等自动控制领域。
s7-200控制伺服电机总结
s7-200控制伺服电机总结S7-200PLC具有脉冲输出功能,在运动控制系统中,伺服电机和步进电机是很重要的精确定位装置,而控制伺服电机和步进电机需要使用脉冲输出。
S7-200系列PLC可以输出20--100KHz的脉冲。
使用PTO和PWM指令可以输出普通脉冲和脉宽调制输出。
通过smb66-75,smb166-175来控制Q0.0的输出,通过smb76-85,smb176-185来控制Q0.1的脉冲输出。
控制伺服电机伺服电机是运动控制中一个很重要的器件,通过它可以进行精确的位置控制。
它一般带有编码器,通过高速计数功能,中断功能和脉冲输出功能,构成一个闭环系统,来进行精确的位置控制。
PLC的脉冲输出由于PLC在进行高速输出时需要使用晶体管输出。
当将高速输出点作为普通输出而带电感性负载时,例如电磁阀,继电器线圈等,一定要注意,在负载端加保护,例如并联二极管等。
以保护输出点。
心得二:步进电机的控制方法我带队参加《2021年全国职业院校技能大赛自动线的安装与调试》项目,我院选手和其他院校的三位选手组成了天津代表队,我院选手所在队获得了《2021年全国职业院校技能大赛自动线的安装与调试》项目二等奖,为天津市代表队争得了荣誉,也为我院争得了荣誉。
以下是我这个作为教练参加大赛的心得二:步进电机的控制方法《2021年全国职业院校技能大赛自动线的安装与调试》项目的主要内容包括如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
但其中最为重要的就是PLC方面的知识,而PLC中最重要就是组网和步进电机的位置控制。
一、 S7-200 PLC 的脉冲输出功能 1、概述S7-200 有两个置PTO/PWM 发生器,用以建立高速脉冲串(PTO)或脉宽调节(PWM)信号波形。
当组态一个输出为PTO 操作时,生成一个50%占空比脉冲串用于步进电机或伺服电机的速度和位置的开环控制。
基于S7-200PLC步进电机控制系统本科生毕业设计

目录摘要 (I)ABSTRACT (II)第一章绪论 (1)1.1概述 (1)1.2国内、外S7-200PLC现状和发展趋势 (2)1.3论文的主要研究工作 (3)第二章步进电机 (4)2.1步进电机的特点 (4)2.2步进电机的工作原理及分类 (4)2.2.1 步进电机的工作原理 (5)2.2.2 步进电机的分类 (5)2.3步进电机在工业中的应用 (5)第三章西门子S7-200 PLC (6)3.1S7-200PLC (6)3.2.1 硬件系统 (6)3.2.2 软元件 (7)3.2PLC技术在步进电机控制中的应用 (8)第四章 S7-200 PLC控制步进电机设计 (9)4.1步进电机的选择 (9)4.2步进电机驱动电路设计 (10)4.2.1驱动器的选择 (10)4.2.2 步进电机驱动技术 (10)4.2.3驱动器参数设置 (12)4.3PLC控制步进电机 (12)4.3.1电机起动 (16)4.2.2 控制电机方向转动 (19)4.2.3 电机急停控制 (19)4.3.4 联锁 (20)4.4程序调试 (20)第五章全文总结 (24)参考文献 (25)致谢 (26)附录 (27)摘要小型PLC在编程,I/O扩展,通讯接口,开关量和模拟量的调节以及一些特殊功能模块如高速计数输入和脉冲输出的应用上已经基本满足用户的需求了。
但随着应用需求及关联产品技术性能的提升,PLC将继续得已完善和发展。
本文主要论述了步进电机的原理及驱动方法,并在S7-200 PLC的基础上,对步进电机进行控制。
本设计选用PLC控制两相混合式步进电机,在PLC编程的基础上用按钮开关控制步进电机的启动、加速、匀速、减速、反转及急停等基本功能。
关键词:S7-200PLC、两相混合式步进电机、PLC编程。
AbstractIn the field of programming, I/O expansion, Communication interface, adjustments of switches and simulation and some special function modules such as the application of high speed pulse input and output, the PLC has already met demands of users. But the PLC will continue to improve and develop, as the development of application requirements and related technical performance.This article chiefly discusses the principle and driven approach of the stepping motor, and how to control it based on the S7-200 PLC. The article is about how the PLC controlling the two-phase hybrid stepping motor. With the switch button, it can function as: start, accelerate, uniform, slowdown, reversal and stop based on the PLC programming.Key words: S7-200 PLC, two-phase hybrid stepping motor, PLC programming.第一章绪论1.1概述可编程控制器(简称PLC) 是一种数字运算操作的电子系统,是在20世纪60年代末面向工业环境由美国科学家首先研制成功的。
基于S7-200PLC的液压滑台式自动攻螺纹机系统改造设计

我 国传 统 的 自动 攻 螺 纹 机 系 统普 遍 采 用 传 统 的 继 电 器一 接
干扰能力, 平 均 无 故 障时 间达 到数 万小 时 以上 , 可 以 直接 用 于 有 强 烈干 扰 的工 业 生 产 现 场 , P L C 已被 广 大 用 户 公 认 为 最 可 靠 的
工业控 制设备之一 。 P L C的配线 比继 电器控制系统 的配线要少 得多 , 故可 以省下大量的配线和附件 , 减少大量 的安装接线工时 和费用。因此 , 本项 目应 用 P L C应用技术对液压滑 台式 自动攻
螺 纹机 系 统进 行 改造 设 计 。 为 了使 改 造 后 的液 压 滑 台 式 自动 攻 螺 纹机 系 统 仍 能够 保 持 原有功能, 此 次 改 造 的 一 个 重 要 原 则 就是 不 对 原 有 控 制 结 构 做
张红霞 , 桂 伟
( 武汉商 学院 机 电工程 与汽车服务 学院, 湖北 武汉 4 3 0 0 5 6)
摘要 : 介 绍 了对 液 压 滑 台式 自动 攻螺 纹机 系统 进行 电气 控 制 系统 的 改 造 设 计 , 把P L C控 制 技 术 应 用 到 改 造 方 案 中 , 从 而 大 大提 高 自动 攻 螺 纹 机 的 工 作 性 能 。 关键词 : P L C; 攻螺纹机 中图分 类号 : T P 2 7 3
文献标识 码 : A
文章编号 : 1 6 7 3 — 1 1 3 1 ( 2 0 1 3 ) 0 8 — 0 0 6 5 - 0 2
机器的制造单元是零件 , 零件 通过一定形式相联接组成机 2 系统设 计
器。 而 零 件 之 间 的联 接 形 式之 一 为 螺 纹 联 接 , 因此 , 螺 纹 往 往 是 零件 上 最 常 见 结 构 之 一 。加 工 螺 纹 常 用 的 方 法 有 车 、攻 、 碾 压
基于S7—200PLC的伺服电机开环控制技术研究

0 引言
P L C( P r o g r a mma b l e L o g i c C o n t r o l l e r )是 目前
洗 内壁 的 水 桶 向 前运 动 , 当移 动 到 指 定 工 位 时 , 触 发信 号 ( 接近 开 关给 出)被 送入 P L C,P L C 得 到 信 号 后 给 出伺 服使 能 信 号 ( S E RVON) ,脉 冲 信 号 ( P LS )和 运 转 方 向信 号到 伺 服 驱动 器 , 伺 服 驱 动 器 驱 动 伺 服 电机 通 过 同步 带 带 动 电动 缸 向 上 拉 动 提 升 架大 约 1 5 0 mm的距 离 ,使 托架 上 安 装 的
1 系统 的总体 构成和运行过程
某饮品企业1 9 升 桶 装 水 灌 装 生 产 线 桶 内壁 清 洗 工位 的总体 构 成 如 图 1 所 示 。传 送 带 拖动 需 要清
图 1 清 洗 工 位 的 总 体 构 成
收稿日期:2 0 1 3 - 0 5 -1 2 基金项 目:吉林省科技厅科技发展计划项 目 ( 2 0 1 1 1 5 1 5 8 ) 作者简介:刘建河 ( 1 9 7 6一 ),男,河南叶县人 ,助理研究 员,博士研究生 ,主要从事 自动控制技术的理论研究和应用
输 出信 号数 量 和模 拟 量 输 入 输 出 的能 力 ,它 为 用
户程 序 提 供 了位 逻 辑 、 定时 器 、计 数 器 、 以及 通 讯 等大 量 指 令 。利 用 指 令 可 方 便 快 捷 地 生 成 各 种 控 制 程序 。MI NAS A 5 系列 交 流伺 服驱 动器 是 E t 本 松 下 电 器公 司 生产 的全 数 字 化 交 流 伺 服 装 置 ,具 有 响应 快 、精 度 高 、体 积 小 ,共 振 抑 制 、多 闭 环 控 制 功 能 和 控 制 方 式 多样 化 、保 护 措 施 齐 全 等 特 点 。 目前 已广 泛 应 用 于 数 控 机 床 、 机 器 人 、 轻 工 机 械 、纺 织 机 械 、医 疗 器 械 、 自动 化 生 产 线 等 各 种 有 精 确 调 速 、定 位 要 求 的 场 合 。本 文 给 出 了 以 P L C 和 伺服 驱动 相结 合 的控制 模 式 ,用伺 服 电机带 动 电动 缸 ,完 成 了某 饮 品企 业 1 9 升 桶 装水 灌 装 生
基于S7-200步进电机控制器
基于S7-200步进电机控制器摘要步进电动机是一种将电脉冲信号转换成相应线位移或角位移的电动机。
在工业自动化的今天,PLC技术已经充分应用到工业生产当中,大大提高生产效率。
PLC控制步进电机也已经在许多工业控制中应用广泛,本文介绍了PLC编程控制步进电动机来完成运行,主要通过PLC发送脉冲和方向信号给步进电机的驱动器,由驱动器来控制步进电机工作的原理。
利用S7-200额定电流可调的等角度恒力矩细分实现步进电机控制器,改善了步进电机在低速运行时的振动、噪声大,且输出转矩随着步进电机的转速升高而下降等缺点,显著地提高了步进电机的性能,使步进电机运动平稳,速度快,噪音低,控制精高。
本设计采用PLC和大功率晶体管实现步进电机的驱动和控制,结构简单,可靠性高,成本低,实用性强,具有较高的通用性和应用推广价值。
关键词:S7-200,步进电机,继电器,驱动器ABSTRACYStepper motor is a motor that converts electric pulse signal into corresponding linear and angular displacement. In the industrial automation today, PLCtechnology has been fully applied to industrial production, greatly improve the production efficiency. PLC stepper motor control has also been widely used in many industrial control, this paper introduces the PLC programming control of stepper motor to complete the operation, mainly through the PLC send a signal of pulse and direction to the stepper motor drive, principle by the driver to control the stepper motor work.The use of S7-200 rated current adjustable angle constant torque subdivision stepper motor controller, vibration, noise, improve the stepping motor at low speed and large output torque, shortcomings with the stepper motor speed decreases, and significantly improve the stepper motor performance, the stepper motor a smooth, fast speed, low noise, high control precision. Drive and control, this design uses the PLC and large power transistor implementation of stepping motor has the advantages of simple structure, high reliability, low cost, strong practicability, has high universality and application value.Keywords: S7-200, stepper motor drive, relay,目录基于S7-200步进电机控制器 (I)摘要 (I)ABSTRACY (I)前言 (1)第一章绪论 (2)1.1概述 (2)1.2国内、外S7-200 PLC发展和趋势 (4)1.3 论文的主要研究工作 (6)第二章步进电机 (7)2.1步进电机的特点 (7)2.2 步进电机的工作原理及分类 (8)2.2.1 步进电机的工作原理 (8)2.2.2 步进电机的分类 (9)2.3 步进电机在工业中的应用 (10)第三章西门子S7-200 PLC (10)3.1 S7-200 PLC (10)3.1.1 硬件系统 (11)3.1.2 软元件 (12)3.2 PLC的工作原理 (13)第四章S7-200 PLC控制步进电机的设计 (14)4.1步进电机的控制原理 (14)4.2控制器的总体设计 (15)4.2.1 控制电路 (16)4.2.2 驱动电路 (16)4.3 硬件选择 (17)4.3.1 驱动器选择 (17)4.3.2 PLC的选择 (18)4.3.3 步进电机的选择 (18)4.2 步进电机驱动电路设计 (19)4.2.2 步进电机驱动技术 (19)4.3 PLC控制步进电机 (21)总结 (25)参考文献 (25)致谢 (26)前言步进电机最早是在1920年代由英国人所开发。
s7-200控制伺服电机总结

位装置,而控制伺服电机和步进电机需要使用脉冲输出。
S7-200系列PLC可以输出20--100KHz的脉冲。
使用PTO和PWM指令可以输出普通脉冲和脉宽调制输出。
通过smb66-75,smb166-175来控制Q0.0的输出,通过smb76-85,smb176-185来控制Q0.1的脉冲输出。
控制伺服电机伺服电机是运动控制中一个很重要的器件,通过它可以进行精确的位置控制。
它一般带有编码器,通过高速计数功能,中断功能和脉冲输出功能,构成一个闭环系统,来进行精确的位置控制。
PLC的脉冲输出由于PLC在进行高速输出时需要使用晶体管输出。
当将高速输出点作为普通输出而带电感性负载时,例如电磁阀,继电器线圈等,一定要注意,在负载端加保护,例如并联二极管等。
以保护输出点。
心得二:步进电机的控制方法我带队参加《2008年全国职业院校技能大赛自动线的安装与调试》项目,我院选手和其他院校的三位选手组成了天津代表队,我院选手所在队获得了《2008年全国职业院校技能大赛自动线的安装与调试》项目二等奖,为天津市代表队争得了荣誉,也为我院争得了荣誉。
以下是我这个作为教练参加大赛的心得二:步进电机的控制方法《2008年全国职业院校技能大赛自动线的安装与调试》项目的主要内容包括如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
但其中最为重要的就是PLC方面的知识,而PLC中最重要就是组网和步进电机的位置控制。
一、 S7-200 PLC 的脉冲输出功能1、概述S7-200 有两个置PTO/PWM 发生器,用以建立高速脉冲串(PTO)或脉宽调节(PWM)信号波形。
当组态一个输出为PTO 操作时,生成一个50%占空比脉冲串用于步进电机或伺服电机的速度和位置的开环控制。
置PTO 功能提供了脉冲串输出,脉冲周期和数量可由用户控制。
但应用程序必须通过PLC内置I/O 提供方向和限位控制。
电动螺旋压力机的特点与优势分析

电动螺旋压力机的特点与优势分析随着科技的不断进步和制造业的发展,电动螺旋压力机作为一种高效、精确且可靠的压力机设备,正得到越来越多企业的青睐。
本文将对电动螺旋压力机的特点与优势进行详细分析,以帮助读者更好地了解这一先进的技术与设备。
1. 特点:1.1 高精度压力控制:电动螺旋压力机采用先进的传感技术和控制系统,能够实现高精度的压力控制。
通过精密的电子控制系统,用户可以准确地设置和调整压力参数,以满足不同压力需求。
相较于传统的液压压力机,电动螺旋压力机在精度方面具有明显优势,适用于对压力要求较高的工艺。
1.2 自动化程度高:电动螺旋压力机能够实现自动运行,节省了人工操作的时间和成本。
通过预设好的参数,电动螺旋压力机可以自动完成压力施加、保压、释放等工作,提高了工作效率和生产效益。
此外,电动螺旋压力机还可以与其他自动化设备进行联动,实现整个生产线的智能化控制。
1.3 节能环保:与液压压力机相比,电动螺旋压力机不需要使用液压油,减少了对环境的污染。
同时,电动螺旋压力机的能耗比传统液压压力机更低,节约了能源,并且降低了使用成本。
1.4 操作简便、安全可靠:电动螺旋压力机的操作界面简单直观,只需少量的培训即可熟练操作。
与液压系统对比,电动螺旋压力机不需要液压油的维护和更换,降低了故障概率和维修成本。
此外,电动螺旋压力机还具有过载保护功能,能够自动停机以保护设备和产品的安全。
2. 优势:2.1 精度高、重复性好:电动螺旋压力机通过电子控制系统的精确调节,能够实现高精度的压力施加和控制,从而保证产品的质量稳定性。
同时,由于电动螺旋压力机采用电机驱动,其运行稳定性高,重复性好,可以在保持一致的压力下连续工作,提高生产效率。
2.2 适应性强、可调节性好:电动螺旋压力机具有较大的适应性,可以适用于不同材料、形状、尺寸的产品加工。
通过调整电动螺旋压力机的参数,包括压力、速度、保压时间等,可以实现对产品的灵活加工和调节。
基于S7-200的直流电动机双闭环调速系统设计
基于S7-200的直流电动机双闭环调速系统设计摘要:本文基于S7-200 PLC控制器,设计了一个直流电动机双闭环调速系统。
该系统分为速度控制回路和电流控制回路两个部分。
在速度控制回路中,本文采用基于PID算法的控制方法,通过测量电动机的速度并与设定值进行比较,控制电动机的输出轴转速,达到调节电动机转速的目的。
在电流控制回路中,使用同样的PID算法控制电机的电流输出,并对电机进行保护措施,以避免过载。
实验结果表明,该系统能够可靠地完成电机的双闭环调速控制,使电机运行平稳、可靠。
关键词:S7-200 PLC;直流电动机;双闭环调速系统;PID算法前言直流电动机是工业中常见的驱动装置之一。
在实际应用中,需要对电动机转速进行调节以满足不同的控制需求。
其中,传统的开环调速容易受到负载变化和环境变化的影响,导致控制精度差。
因此,双闭环调速控制系统逐渐得到广泛应用。
本文基于S7-200 PLC控制器,设计了一个直流电动机双闭环调速系统,并对其进行了实验验证。
系统设计系统组成该电动机双闭环调速系统主要由S7-200 PLC控制器、PID控制器、DAC转换器、电源变量电流源和直流电动机等组成。
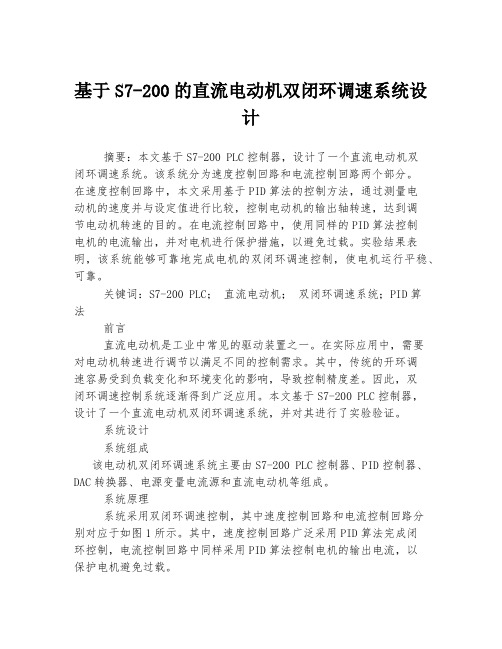
系统原理系统采用双闭环调速控制,其中速度控制回路和电流控制回路分别对应于如图1所示。
其中,速度控制回路广泛采用PID算法完成闭环控制,电流控制回路中同样采用PID算法控制电机的输出电流,以保护电机避免过载。
速度控制回路速度控制回路主要完成电机的转速调节。
系统首先读取电机的转速信号,然后根据设定值和实际转速的偏差计算出PID控制器的控制量,对输出信号进行控制,从而调节电机的输出轴转速。
图2 速度控制回路实现图电流控制回路电流控制回路主要是对电机输出电流进行控制并对电机进行保护,避免过载。
系统通过测量电动机输出电流,计算电机输出电流与设定值的偏差,然后根据PID算法计算出调节量,并将控制量和偏差信号进行控制,以达到调节电机电流输出的目的。
S7-200plc原理及应用

S7-200plc原理及应用
S7-200 PLC是西门子公司研发的一种基于微型控制器的集成控制系统。
其原理是通过将各种输入信号进行逻辑运算,再通过输出信号控制各种执行器,从而实现对设备和工艺过程的控制和监测。
S7-200 PLC具有模块化结构,通常由主控模块、输入模块、输出模块和特殊功能模块等组成。
主控模块负责执行用户编写的程序,输入模块用于接收外部的输入信号,输出模块用于控制各种执行器,特殊功能模块则可以扩展系统的功能。
S7-200 PLC广泛应用于各种工业自动化控制领域。
例如,它可以用于自动化生产线上的工艺控制和监测,通过接收传感器信号并控制执行器,实现对生产过程的自动化控制。
它还可以用于建筑物的智能控制系统,如楼宇自动化系统,通过控制照明、空调、安防等设备,提高建筑物的能效和安全性。
S7-200 PLC还可以用于机械设备的控制,如机床控制系统。
通过编写控制程序,可以实现对机床的自动化控制,提高加工精度和生产效率。
同时,它还可以用于电力系统的实时监测和控制,如电力配电系统和电网控制系统,确保电力系统的稳定运行。
综上所述,S7-200 PLC是一种功能强大、可靠性高的控制系统,广泛应用于多个工业领域。
它通过对输入信号进行逻辑运算,再通过输出信号控制执行器,实现对设备和工艺过程的控制和监测,提高自动化水平和生产效率。
基于S7-200SMART力标准机控制系统设计

基于 S7-200SMART力标准机控制系统设计摘要:力标准机作为比较稳定的计量设备,拥有使用寿命长的特点,所以现有的大多数力标准机产于上世纪60年代~80年代。
其控制系统老旧,可靠性不高。
针对这一国内普遍存在的问题,本文提供了一种基于西门子PLC的控制系统设计方案,通过对力标准机结构的分析,针对其运行特点,选用适当的人机交换硬件,建立以太网或RS485通讯,从而建立一条从人机界面——PLC——电机的控制链,实现对力标准机的手动和自动控制。
关键词:力标准机 PLC 工业控制系统1引言工业控制系统在20世纪有了长足的发展,基于PLC的控制作为其重要的分支,技术也变得相对成熟。
但是受限于电子信息科技的不成熟,上世纪的工控系统的人机交换硬件主要是以机械式按键为主,这种硬件控制的缺点是随着使用时间的延长,机械按键的可靠性越来越低。
而力标准机作为力学计量的最常用标准器,其特点之一就是稳定。
因为固定安装在专门的实验室,运行过程中对砝码的磨损微乎其微,所以力标准机使用寿命可长达半个多世纪,维护好的有可能超过一个世纪。
现在较多计量机构的力标准机是上世纪采购安装的,所以其控制系统还是机械式操控界面,长时间的使用使其可靠性会有所降低。
得益触摸屏技术的发展,现在的工业控制系统人机交换界面多采用可编程触摸屏,它不仅可靠性比以前的机械式按钮高,更重要的是其可编程技术,相对于一个屏幕可以实现多种控制方式,这是传统机械式人机交换界面所不可比拟的。
2控制系统的总体设计2.1力标准机运行特点分析力标准机的作用是将力值参数传递到标准测力仪或测力环等力值类传感器上,一般分为净重式和杠杆式两种。
运行方式是通过人机交换界面控制PLC,PLC控制电机的启动、停止、正转、反转,而电机的转动控制着丝杠的转动。
放在托盘上的砝码其中间为空心的,被一根挂杆所穿过,丝杆连着托盘底部。
当丝杆下转时,砝码就挂在挂杆上,实现力加载;当处在加载状态,丝杠上转时,托盘上升,砝码与挂杆分离,实现力卸载。
电动螺旋压力机的结构与工作原理介绍

电动螺旋压力机的结构与工作原理介绍电动螺旋压力机是一种常见的机械设备,主要用于压缩和成型物体。
它具有高效、稳定和精密的特点,被广泛应用于制造业,特别是在金属加工和塑料成型等领域。
本文将介绍电动螺旋压力机的结构和工作原理。
一、结构电动螺旋压力机主要包括主机机架、液压系统、电气系统和操纵系统等几个部分。
主机机架是电动螺旋压力机的基本支撑结构,它通常采用高强度的钢材制成,以确保机器的稳定性和强度。
机架上设有工作台面,并设置有升降装置,使工作台面能够根据需要上下移动。
液压系统是电动螺旋压力机的动力来源,它主要由液压泵、高压油管、液压缸和油箱等组成。
液压系统的作用是通过液压泵将液压油泵入高压油管,再通过油管输送到液压缸中,产生足够的压力来驱动压力机进行工作。
电气系统主要由电机、电控柜和控制按钮等组成。
电机是电动螺旋压力机的驱动装置,它提供动力给液压泵,使其能正常工作。
电控柜用于控制电机的启停和电压调节等功能,控制按钮用于控制机器的运行和急停等操作。
操纵系统包括手动操纵和自动操纵两种方式。
手动操纵通过操纵杆和按钮来实现机器的运行和停止,操作简单便捷;自动操纵通过预设的程序进行操作,可以实现自动化生产,提高生产效率。
二、工作原理电动螺旋压力机的工作原理基于液压传动和螺旋机构的作用。
当电动螺旋压力机开始工作时,操作人员将待压物体放置在工作台面上,然后根据需要调整工作台面的高度。
接下来,操作人员通过操纵系统启动电机,电机带动液压泵开始工作。
液压泵将液压油泵入高压油管中,再通过油管输送到液压缸中。
液压缸接收液压油的压力作用,并将压力传递给螺旋机构。
螺旋机构是电动螺旋压力机的关键部件,它由导杆、螺杆、螺母和滑块等组成。
当液压油的压力作用于螺杆上时,螺杆产生旋转运动,通过螺母的传动作用,使滑块下压,对待压物体施加压力。
螺旋机构的设计使得电动螺旋压力机能够产生较大的压力,并能根据需要进行调节。
同时,螺旋机构通过滑块的运动,可以实现对物体的成型或压缩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于S7—200的电动螺旋压力机控制系统分析
摘要电动螺旋压力机是否稳定主要要看它自身电机的温度和控制系统是否稳定,控制系统的稳定性能主要看要基于编程控制器,本文就以完善的S7-200可编程控制器对电动螺旋压力机控制系统的影响进行了相应探讨。
关键词 S7-200;电动螺旋压力机;硬件配置;控制系统
0引言
电动螺旋压力机在工作时反复的启动和停止以及操作方向的改变,会使电动螺旋压力机电机的温度升高。
所以要控制好电动螺旋压力机的电机温度以及电动螺旋压力机控制系统的快慢。
需要一种可编程控制器改善传统的动螺旋压力机的稳定性能,本文就基于S7-200可编程控制器的控制系统的稳定性进行探讨。
1电动螺旋压力机与S7-200可编程序控制器介绍
电动螺旋压力机主要是靠旋转带动内部滑块运动,使滑块在上下方向形成一个回程,电动螺旋压力机利用外螺旋与内螺旋在结构上传动产生向下的打压的力。
电动螺旋压力机可以主要分为两种方式,一种是利用飞轮在螺栓上不断地旋转能量一次行的用于成型方式,还有一种是通过向螺栓上施加一定的扭矩从而产生静压方式。
电机驱动螺旋压力机的工作时最为重要的部件有飞轮、螺杆、螺母、滑块、套轴等,当电机驱动螺旋压力机工作时飞轮、套轴与螺母一起频繁正反转运动,压力机螺母与压力机螺杆形成运动力,压力机螺母驱动压力机螺杆和压力机滑块上下运动,产生打击力。
电动螺旋压力机能精准的控制能量,在工作时行程次数高,对电机的要求和驱动系统的要求较高。
电动螺旋压力机调速系统的工作过程主要包括:测量电动机的的电流;采集电动螺旋压力机的滑块位移通过传感器反馈的信号,并将其模拟信号转换为PLC可处理的数字信号;PLC 根据输入信号,经过设置的调节控制算法下进行相关计算,产生输出控制信号,实现对驱动器的控制,使驱动器的精确的给与电动机作为该系统的执行电压,通过驱动器对电动机的启动停止进行控制。
可编程序控制器S7-200系列是一种小型的广泛试用在各个行业的可编程序控制器,适用于控制系统的自动化(如各种机床、电力设施、机械、环境保护设备、民用设施等)。
它的指令比其他系列产品更为丰富,它的可靠性较其他系列产品更为可靠,操作简单易懂方便掌握,具有强大的内置集成功能,具有更为强大的通信功能,它的功能无论是在单独运行还是和网络连接组成复杂的控制系统都是很强大的。
所以s7-200系列可编程序控制器的性能和费用与其他可编程序控制器相比是比较划算的。
为此,在今后的工作过程中,还应加强基于S7-200的电动螺旋压力机控制系统优化与完善,以为S7-200在电动螺旋压力机控制系统中的应用打下坚实的基础。