螺纹塞规使用
螺纹塞规螺纹塞规安全操作及保养规程
螺纹塞规螺纹塞规安全操作及保养规程1. 前言螺纹塞规和螺纹塞规是制造过程中经常使用的工具。
使用这些工具可以有效地检查螺纹的质量和尺寸精度,从而保证制造的产品质量。
但是,如果在使用这些工具时不注意技术细节和操作安全,将会给人员和设备带来危险。
因此,在操作这些工具之前,必须了解安全操作规程和保养规程。
2. 安全操作规程2.1 确保安装正确和牢固使用螺纹塞规和螺纹塞规之前,必须确保安装正确和牢固。
检查规校和工具头之间的各部位的配合是否良好,紧固螺丝是否牢固,以及工作台是否稳定。
2.2 使用正确的力量在使用螺纹塞规和螺纹塞规时,必须使用正确的力量。
如果使用力过大,会导致规校和工具头受到损坏,影响测量精度。
如果力量不足,则会导致无法测量规定的参数。
因此,在使用这些工具时必须掌握适当的力量和使用方法。
2.3 遵守操作规程在使用螺纹塞规和螺纹塞规时,必须遵守操作规程。
首先,必须确保操作人员经过培训,并且熟悉工具的使用方法。
其次,在使用工具时,必须按照规程逐步进行,避免擅自操作。
最后,在操作之前,必须对工具进行检查和校对,以确保准确测量。
2.4 防止损坏在使用螺纹塞规和螺纹塞规时,必须防止损坏工具。
避免在石板或硬地面上滚动或撞击测量工具,避免将测量工具或配件物品倒置或敲打测量工具,避免在使用工具前未清洁或处理工具表面等。
2.5 保持工具的清洁和干燥在使用螺纹塞规和螺纹塞规时,必须保持工具的清洁和干燥。
在存放螺纹塞规和螺纹塞规之前,必须先将其清洁干燥,并放置在干燥的地方。
在使用工具时,必须避免工具被污染。
3. 保养规程3.1 清洗和保养工具在使用螺纹塞规和螺纹塞规时,必须定期清洗和保养工具。
首先,使用干净的布将测量工具表面和规校擦拭干净。
其次,使用透明度大于90的无色透明防霉液(轻质的机油不在适用范围内)涂抹在螺纹塞规和螺纹塞规的表面,并均匀涂抹。
最后,将测量工具存放在干燥的密闭环境中,以防灰尘,潮气和腐蚀。
3.2 及时更换配件在使用螺纹塞规和螺纹塞规时,必须及时更换配件。
螺纹塞规怎么使用
首先确实要先看看通止端是否真的用反了。
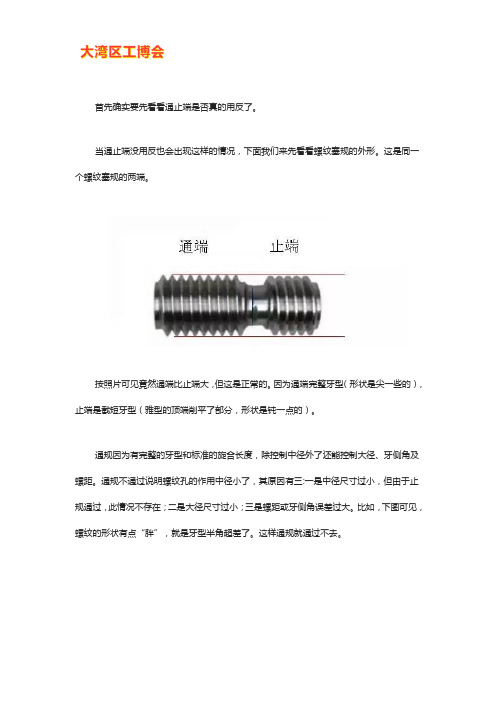
当通止端没用反也会出现这样的情况,下面我们来先看看螺纹塞规的外形。
这是同一个螺纹塞规的两端。
按照片可见竟然通端比止端大,但这是正常的。
因为通端完整牙型(形状是尖一些的),止端是截短牙型(雅型的顶端削平了部分,形状是钝一点的)。
通规因为有完整的牙型和标准的旋合长度,除控制中径外了还能控制大径、牙侧角及螺距。
通规不通过说明螺纹孔的作用中径小了,其原因有三:一是中径尺寸过小,但由于止规通过,此情况不存在;二是大径尺寸过小;三是螺距或牙侧角误差过大。
比如,下图可见,螺纹的形状有点“胖”,就是牙型半角超差了。
这样通规就通过不去。
止规是用来检验螺纹孔的单一中径,止规通过,说明螺纹孔实际中径过大,不足以阻挡止规。
止规通过的原因有两种情况:第一,螺纹孔的单一中径过大,由于止规是截短牙型(即牙型高度很小),所以当单一中径过大止规就会通过。
第二,中径符合要求但半角误差及螺距累积误差较大时,由于止规的扣数少,在止规二个螺距的范围内半角误差及螺距累积误差不足以阻挡止规通过,但在通规的扣数范围内所构成的累积误差却足以妨碍通规通过。
于是就出现了通规不通过、止规通过的现象。
值得特别注意的是使用螺纹塞规检测螺纹孔之前,必须确认螺纹塞规是否合格。
建议塞规投入使用前,送有资质及权威的计量机构进行计量检测,而且要求使用SJ5200系列螺纹综合测量机进行全参数计量,包括塞规大径、中径、牙侧角及螺距。
即按《JJF 1345-20 12 圆柱螺纹量规校准规范》中校准组合4进行校准。
SJ5200螺纹综合测量机在实际检测时,在螺纹塞规保证合格及没有错误使用的情况下,无论通规不通或止规通过,螺纹孔就是不合格的。
希望以上内容可以帮助到你们哦。
塞规的使用
塞规是一种量具,常用的有圆孔塞规和螺纹塞规。
圆孔塞规做成圆柱形状,两端分别为通端和止端,,用来检查孔的直径。
螺纹塞规是测量内螺纹尺寸的正确性的工具。
塞规的使用办法:1.针规的使用,即左手拿被测零件,右手拿针规,对准零件圆孔位垂直轻轻扦入,另外,使用时切忌用力过猛扦,防止损坏针规及测量数据不准确.2.针规的选择,即根据图纸上被测零件圆孔直径的大小,在直径范围内,首先选择规格最小的针规,如:一圆孔直为3.00+0.005mm,应该先用2.950的针规试2.950的针规可入则依次选择较大的针规测试,如2.950的针规不可入则集资选择较小的针规测试.3.针规的读数,既按照针规表面标有的数值读出即可,用针规测量的数应该是一个范围什,即可入的做到值和不可入的最小值.如:一圆孔直径为:?3.00±0.05mm.,用2.950的针规测试可入,而用2.975的针规不可入,那么此圆孔的直径为2.950-2.975mm,作业记录为2.950(可入)-2.975(不可入),另外,此圆孔如用比3.050大的针规可入或比2.950小的不可入,则此孔为不合格.4.针规用完后应将其放回原处,妥善保管.扩展资料:塞规又称针规;针规是由白钢、工具钢、陶瓷、钨钢轴承钢等或其他材料制成的硬度较高的具有特定尺寸的圆棒。
针规适用于机械电子加工中孔径、孔距、内螺纹小径的测量,特别适于弯曲槽宽及模具尺寸的测量。
用于检查位置,测量孔的尺寸,检查两孔距,也可作通止规及测量孔的深度用,是孔的标准化检测的必备检具,用国际先进的激光检测仪检测工件。
并广泛用于电子板、线路板、模具、精密机械制造等各种高精尖技术的领域。
外观形式有光滑针规、带柄针规、镀钛针规、陶瓷针规等。
运用电子塞规常见问题:1、取放电子塞规时,必须用手指套,不可以直接用手掌取放,避免锈蚀。
2、必须放入原点,不可以错乱。
3、对规格小于1mm的塞规要别当心运用,防止支承太大了形变或断。
螺纹环规厂螺纹塞规安全操作及保养规程
螺纹环规厂螺纹塞规安全操作及保养规程前言螺纹环规厂在生产过程中使用螺纹塞规进行质量检测和尺寸测量,为了确保操作人员的安全以及保证螺纹塞规的使用寿命和准确性,制定了螺纹塞规的安全操作和保养规程。
本文将详细介绍螺纹塞规的安全操作步骤和保养要点。
1. 安全操作规程1.1 穿戴防护设备在进行螺纹塞规的操作前,操作人员必须穿戴以下防护设备:•护目镜:防止金属屑或其它杂质进入眼睛,保护视力。
•防护手套:防止手部受伤,同时能够增加握持力。
•耳塞:在噪音较大的环境中使用,保护听力。
1.2 检验螺纹塞规在使用螺纹塞规之前,需要对其进行检验以确保其准确性和完好性。
具体步骤如下:1.检查螺纹塞规表面是否有损坏或变形,严重变形的螺纹塞规应立即报废。
2.使用一个已知尺寸的校准块检测螺纹塞规的测量准确性。
3.检查螺纹塞规的刻度是否清晰可读,如果刻度模糊或褪色,应更换螺纹塞规。
1.3 正确使用螺纹塞规在使用螺纹塞规时,应注意以下事项:1.选择合适的螺纹塞规,确保其尺寸与待测螺纹相匹配。
2.轻轻插入螺纹塞规,避免过度用力或损坏螺纹。
3.注意螺纹塞规的进入方向,以确保正确测量。
4.测量完毕后,缓慢移除螺纹塞规,避免突然脱出造成伤害。
5.在使用过程中,不要将手指放置在螺纹塞规的测量部分,以免造成伤害。
1.4 安全存放螺纹塞规螺纹塞规在使用完毕后,应进行安全存放,以防止损坏和丢失。
以下是安全存放要点:1.清洁螺纹塞规表面,去除油污和杂质。
2.将螺纹塞规放置在干燥、清洁的地方。
3.使用防尘罩或密封袋包装螺纹塞规,以防止灰尘和潮气进入。
4.不要将螺纹塞规堆叠或与其它金属物品接触,以免刮伤或损坏表面。
2. 保养规程2.1 定期清洁螺纹塞规保持螺纹塞规的清洁可以延长其使用寿命并提高测量准确性。
以下是螺纹塞规的清洁方法:1.使用干净、柔软的布或纸巾擦拭螺纹塞规表面,去除油污和杂质。
2.避免使用化学溶剂或腐蚀性清洁剂,以免损坏螺纹塞规。
2.2 定期校准螺纹塞规为确保螺纹塞规的准确性,应定期进行校准。
螺纹塞规的使用方法和注意事项
螺纹塞规的使用方法和注意事项
螺纹塞规,即测量螺纹孔内径的工具,常用于螺纹孔的检测。
以下是螺纹塞规的使用方法和注意事项:
使用方法:
1. 将螺纹塞规插入待测螺纹孔中,确保螺纹塞规与螺纹孔相切,并且顶端正对螺纹孔。
2. 轻轻旋转螺纹塞规,使其完全插入螺纹孔。
3. 确保螺纹塞规的顶端与螺纹孔的底部接触。
注意事项:
1. 使用前,应先清洁螺纹孔和螺纹塞规,以确保测量的精确性。
2. 在插入螺纹塞规时要小心,避免损坏螺纹表面,以免影响测量结果。
3. 在使用过程中,要避免螺纹塞规与其他硬物碰撞,以防塞规的损坏。
4. 使用时要注意力度,避免过度旋转或使用过大的力量。
5. 要选择正确的螺纹塞规尺寸进行测量,以确保准确性。
6. 使用后要注意清洁螺纹孔和螺纹塞规,以免腐蚀或损坏。
7. 定期校准螺纹塞规,确保其准确性。
总之,正确的使用螺纹塞规并遵守注意事项,可以保证测量的准确性和工具的寿命。
螺纹规使用方法

螺纹规使用方法一、目的规范塞规、环规使用的操作方法,保证测量结果的准确性。
螺纹塞规使用者应根据操作规范要求,确保操作过程正确,并负责仪器的维护和保养。
二、说明螺纹规又称螺纹通止规、螺纹量规,通常用来检验判定螺纹的尺寸是否合格。
螺纹规根据所检验内外螺纹分为螺纹塞规和螺纹环规,目前我们所使用的只有螺纹塞规。
图1三、使用方法1、选择螺纹规时,应选择与被测螺纹相匹配的规格。
2、使用前,先清理干净螺纹规和被测螺纹表面的油污、杂质等。
3、使用时,使螺纹规的通端(止端)与被测螺纹对正后,用大拇指与食指转动螺纹规或被测零件,使其在自由状态下旋转。
通常情况下(无被测零件的螺纹的图示说明时),螺纹规(通端)的通规可以在被测螺纹的任意位置转动,通过全部螺纹长度则判定为合格,否则为不合格品;在螺纹规(止端)的止规与被测螺纹对正后,旋入螺纹长度在2个螺距之内止住为合格,不可强行用力通过,否则判为不合格品。
(有被测零件的图示说明时,应按照图示说明做判定。
)图2 图3图中英文字母“GO”或“T”:表示螺纹塞规的通端。
图中“G 3/8-19”或“M3 6H”表示该螺纹规规格.图中英文字母“NO GO”或“Z”:表示螺纹塞规的止端。
螺纹塞规4、检验工件时旋转螺纹规不能用力拧,用三只手指自然顺畅地旋转,止住即可,螺纹规退出工件最后一圈时也要自然退出,不能用力拔出螺纹规,否则会影响产品检验结果的误差,螺纹规的损坏。
图4 图5如上图4操作方法是正确的,图5是错误的,无需手握。
5、使用完毕后,及时清理干净螺纹规的通端(止端)的表面附着物,并存放在工具柜的量具盒内。
四、注意事项1、被测件螺纹公差等级及偏差代号必须与塞规标识公差等级、偏差代号相同,才可使用。
2、只有当通规和止规联合使用,并分别检验合格,才表示被测螺纹合格。
3、应避免与坚硬物品相互碰撞,轻拿轻放,以防止磕碰而损坏测量表面。
4、严禁将螺纹规作为切削工具强制旋入螺纹,避免造成早期磨损。
螺纹塞规的使用方法
《螺纹塞规的使用方法》
嘿,朋友们!今天咱来聊聊螺纹塞规这玩意儿。
螺纹塞规,那可是在机械领域里相当重要的小工具。
先说说这螺纹塞规是啥吧。
简单来说,它就像是个“螺纹小法官”,专门用来判断螺纹尺寸是否合格。
使用螺纹塞规的时候,第一步,你得把它拿在手里,感觉一下它的质感。
嘿,这小玩意儿拿在手里还挺有分量的呢!就像拿着一把小宝剑,准备去挑战那些不听话的螺纹。
接着,把螺纹塞规轻轻地插入要检测的螺纹孔里。
这时候可得小心点,别像个毛手毛脚的大老粗,不然很容易把螺纹给弄坏了。
要像个温柔的小护士,轻轻地把它送进去。
如果能很顺畅地插进去,那就说明这个螺纹尺寸基本合格。
要是插不进去或者插得很费劲,那可就有问题了。
在插的过程中,你还可以左右稍微转动一下螺纹塞规,感受一下它和螺纹之间的配合。
要是感觉松松垮垮的,那也不行,说明尺寸偏大了。
要是转都转不动,那肯定是尺寸小了。
我自己在使用螺纹塞规的时候,就感觉像是在玩一个小游戏。
每次成功地检测出一个合格的螺纹,就有一种小小的成就感。
要是发现不合格的,就赶紧想办法调整,就像在解决一个小难题。
总之,使用螺纹塞规要细心、耐心,可不能马虎。
把这个小工具用好,就能让我们的机械产品更加完美。
就像一个优秀的工匠,用好自己的工具,才能打造出精美的作品。
好了,今天关于螺纹塞规的使用方法就说到这里。
希望大家都能成为螺纹检测的小能手,让我们的机械世界更加美好!。
普通螺纹塞规安全操作及保养规程
普通螺纹塞规安全操作及保养规程1. 普通螺纹塞规的基本结构普通螺纹塞规是用于测量内螺纹孔的工具,结构如下:•缆线弹性体•缆线张紧及释放按钮•碟形活塞•塞规螺纹•指针•规盒2. 普通螺纹塞规操作前的准备在使用普通螺纹塞规之前应注意以下几点:•清洁:清洁无尘的地方进行操作,以保证测量精度。
•校准:首先使用十分精准的标准湿度计进行校准,保证螺纹规的精度。
•放松:使用前应先放松塞规螺纹及碟形活塞,以便于操作。
3. 普通螺纹塞规的使用方法操作普通螺纹塞规应注意以下要点:3.1 确定测量坐标首先应根据所测螺距的要求,通过铁尺等辅助工具,确定测量坐标。
3.2 夹持测量物将测量物调整至预定位置,并采用专用夹具将其固定。
3.3 测量内螺距轻轻将普通螺纹塞规旋入测量孔内,直到塞规表面与测量孔底部接触后,将其缓慢旋转并观察指针指向的数值,并根据数值计算出所测螺距。
4. 普通螺纹塞规的保养为了保证普通螺纹塞规的精度及使用寿命,应按以下要求进行保养:•手柄:经常性使用手柄擦拭,清除灰尘、污泥、油污及生锈。
•缆线:使用时注意保护缆线,避免过度拉伸,定期进行清洗及涂油保养。
•密封配合部件:注意保持密封部位的清洁和润滑,防止生锈及渗漏。
5. 安全操作提示操作普通螺纹塞规时,应注意以下安全操作规程:•严禁作坊、严禁超载:严禁在具有凹凸不平的地面上作业,并注意不要将过重的物品压在塞规上造成过度磨损。
•安全牢固:操作普通螺纹塞规时,要确保塞规的固定与夹紧,以免发生意外或塞规滑落。
•仅限确定范围内使用: 普通螺纹塞规的内径、长度等并非无限大或无限长,应在规定尺寸范围内使用。
6. 总结普通螺纹塞规是测量内螺纹孔的一种精密测量工具,其操作需要注意多个要点,以保证测量精度及使用寿命。
对于普通螺纹塞规的保养、使用及安全操作规程也应重视,以保证工作安全及工具的正常使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Rev.0 Sophia 07.04.04
:
1. Objective 目的
Provide detail information for every step about how to perform the test about the tapered male
thread.
Standardize the actions of the inspectors and clarify the determining way in different conditions of
the test.
就如何检验锥形内螺纹提供详细的各步骤说明. 规范检验人员动作及阐明各种情形
下的判断方法.
2. Scope 范围
It is applicable for all the female tapered threads such as NPT,BSPT etc.
适用于所有锥形内螺纹,比如NPT,BSPT等.
3. Definitions 定义
3.1 Thread螺纹
There are two main types of threads used presently around the world, one being a normal
straight thread and the other is tapered thread. Tapered threads are used when pressure tight
joint are made on the threads. Straight thread is only otherwise. Tapered thread is also known as
conical thread.The angle of the tapered thread is 1˚47’. NPT and BSPT are tapered threads
mostly used whin the faucet industry.
目前世界上主要有两种螺纹.一种是平形螺纹,另一种是锥形螺纹.锥形螺纹主
要用于压力密封连接上.而平形螺纹则用于其它方面.锥形螺纹锥度为
1˚47’.NPT和BSPT是两种主要用于水龙头行业的锥形螺纹
NPT: National Pipe Tapered;The angle of thread is 60˚.美标管锥螺纹,牙形角60˚.
BSPT: British Standard Pipe Tapered;The angle of thread is 55˚.英标管锥螺纹,牙形角
55˚.
3.2 Plug Gauge 塞规
Thread plug gauge is the tool for an all-around checking about the female threads which with the
male threads.
螺纹塞规是一个对内螺纹进行全面综合检查的一个工具.
Rev.0 Sophia 07.04.04
:
3.3 Accuracy class 精度等级
There are 3 accuracy classes for American Standard thread in inch unit. The class 2 is the most
wildly used one. The class 3 is only for exact industry. The class 1 is for the loose match, while
there is only one accuracy class for R in DIN.
对于美标的英制螺纹有三个精度等级.等级2应用的最广泛,等级3则一般用于
精工,等级1则适用于非常松的允差配合.而DIN标准的R螺纹则只有一个精
度等级.
3.4 Standard 标准
The DIN R thread gauges are designed for Parallel / Tapered Match System. So must be careful
to choose the right gauge marked with DIN. The manufacturer and the clients should use the
gauge following the same standard.
对于DIN标准的R螺纹量规是为柱/锥配合体系设计的,选择量具时请注意量
具上应有DIN标记.生产商和客户应当使用同一标准下的量规.
:
Rev.0
Sophia
07.04.04
4 Tools 工具
4.1 Plug Gauge 塞规
First choose the correct matched plug gauge according to the thread standard and specification of the product. Because different standards specify thread per inch, angle of thread, roots, crests, truncations and many others differently.
首先根据产品螺纹的种类及规格选择匹配的塞规.因为不同种类螺纹的牙数,牙形角,齿顶,齿跟等都不相同.
The plug gauge for tapered thread has three surfaces.The number 1 surface is the low limit and the number 3 surface is the up limit. The number 2 surface is the base level.
检验锥形螺纹的塞规有三个面.1号面是下限,3号面是上限.而2号面是基面.
Accuracy class: 2B (NPT) 精度等级: 2B (NPT)
Standard:
ISO7-2:2000/Nch1594-1-1979/DIN(BSPT); ANSI(NPT) 标准:ISO7-2:2000/Nch1594-1-1979/ DIN (BSPT);ANSI(NPT)
Symbol of BSPT: R BSPT 代号: R
Symbol of NPT: NPT / Z NPT 代号: NPT / Z
4.2 Calliper 卡尺
The specification of the calliper should cover the range of the thread length.
卡尺的量程应足够可测量螺纹长度
2 1
3
:
Rev.0 Sophia 07.04.04
5 Instructions步骤
Step 1 : Turn lightly the plug gauge into the product completely. No extrusion.No distortion. 步骤1:轻轻将塞规旋入产品内.不可挤压,不允许有变形.
Determine判断: You can't turn more even by small force (No distortion) .This status means the fitting threads already at the end position.
当你用很小的力(没有产生变形)不能继续旋进螺纹时则螺纹已经旋到底了
Step 2: Check the relative position of the thread of product to the surface of the gauge.
步骤2:检查产品螺纹与塞规各面的相对位置.
3
Rev.0 Sophia 07.04.04
:
OK
3# can be accepted too, but can’t be accepted if the same level to 1# surface.
产品螺纹的位置必须在环规的1号面和3号面之间.可以和3号面相平但不可与
1号面相平
Step步骤 3 : Check the useful length"L" of the thread by calliper.
用卡尺测量螺纹的有效长度.
Specification R3/8 R1/2 R3/4 R1 R1 1/4 R1 1/2 R2
L Min 7 9.1 10.2 11.6 13.4 13.4 16.9 Determine判断:The useful length of the thread should meet the requirements of the table
attached.
螺纹的有效长度需符合上表的要求.。