螺纹塞规校准方法
螺纹塞规检测方法【干货技巧】
螺纹塞规的使用方法:普通螺纹是多参数要素,有两类检测方法:综合检验和单项检验。
综合检验就是用量规对影响螺纹互换性的几何参数偏差的综合结果进行检验。
其中包括:使用普通螺纹量规和止规分别对被测螺纹的作用中径(含底径)和单一中径进行检验;使用光滑极限量规对被测螺纹的实际顶径进行检验。
螺纹量规通规模拟被测螺纹的最大实体牙型,检验被测螺纹的作用中径是否超过其最大实体牙型的中径,并同时检验底径实际尺寸是否超过其最大实体尺寸。
螺纹塞规的检验方法:如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超过两个螺距),就表明被测螺纹的作用中径没有超过其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格。
否则不合格。
螺纹中径说白了,就是螺纹的公称直径,即一般所说的螺纹“M**”里的*代表的数值,它是一个介于大径(外螺纹为牙顶的直径,内螺纹为牙底直径)和小径(同大径含义相反)之间的一个直径。
最大实体牙型,顾名思义,就是螺纹的牙型(别告诉我你连“牙型”是什么都不知道哦~)制造出来能达到的最大实体,即实际加工制造出来的比理论设计时,在误差范围能且在体积上能达到的最大值的状态。
轴类零件(外螺纹)的最大实体尺寸体现在直径上,就是轴直径大于设计尺寸;孔累零件(内螺纹)的最大实体尺寸体现在直径上,就是孔的直径小于设计尺寸。
螺纹塞规只控制螺纹中径和大径的极限尺寸。
螺纹环规只控制螺纹内螺纹的中径和小径的极限尺寸。
工作螺纹量规中,通规是检验产品的作用中径的,止规是用来检验产品的单一中径的!螺纹(塞规、环规)通端检验的是螺纹的大径、中径、小径的,要求旋合且完全通过,螺纹(塞规、环规)止端检验的是螺纹的唯一中径。
螺纹的测量方法可以分为单项测量和综合测量。
单项测量常见的是测量中径、螺距和牙型半角;综合测量常见的是用螺纹量规测量,其中止端测量螺纹的单一中径,而通端测量螺纹的作用中径和小径。
螺纹通止规校对方法

首先校对塞规建立被校对环规的尺寸。
校对塞规也被叫做检验规。
检验“check”字样会打在柄部和头部。
他们应是修正型(truncated type),既有全形齿,又有修正齿部分。
他们的三元素(中径,半角,全角)均需按W级精度制造。
W级允许校对环规更接近产品极限的最大值和最小值,使得零件有最大合格比。
校对塞规在使用前必须检查是否公差正确,表面无划痕,堵塞,或其他缺陷。
如在校对规或环规表面发现有损伤,则应弃用,因为在可能的紧密啮合中,其中一只上的划痕可能刮伤或损坏另一只的表面校对规在有效中径部分必需保持合适的直线度。
他们在实际使用中,前端可能磨损较快。
无论如何请使用以下推荐程序以帮助延长校对塞规的直线度寿命1. Thoroughly clean both the ring and the setting plug in a good cleaning solution and jet blow dry ( or clean ultrasonically). Then visually inspect to make sure all foreign material in the thread has been removed and no nicks or burrs are present.彻底清洗环规与校对塞规,并吹干或超声波清洗。
然后观察所有螺纹内的外来物确认已被清除,并无划痕和毛刺。
2. Lubricate the setting plug with a thin film of light viscosity oil before inserting into the ring gage.用带清油的胶片润滑校对塞规3. Turn the locking screw counter-clockwise until it is loosened.反时针拧松锁紧螺钉4. Turn the adjusting screw clockwise, which opens the ring to a larger pitch diameter than the setting plug.顺时针调节螺钉,这使环规开口,并使中径比校对塞规的大。
螺纹塞规内部校准作业指导书[规范]
![螺纹塞规内部校准作业指导书[规范]](https://img.taocdn.com/s3/m/57c0c752c77da26925c5b0f0.png)
1. 目的规范螺纹塞规的内校作业,使校验工作有据可依,确保仪器正常运行及校验结果的准确性。
特制定本作业指导书。
2. 概述适用于使用中螺纹塞规的内校作业。
3. 术语4. 操作说明4.1使用标准件:三针、数显千分尺4.2校验环境:温度: 22±2℃;湿度:40%±20%RH;4.3校验周期:每半年1次4.4校验步骤:4.4.1校验前:4.4.1.1确认标准件外校日期是否在有效期范围内;4.4.1.2确认校验环境是否符合要求。
4.4.2外观检查:4.4.2.1螺纹塞规的测量面不应有锈迹、毛刺、黑斑、划伤等明显影响外观和使用质量的缺陷,其它表面不应有锈蚀和裂纹;4.4.2.2螺纹塞规的测头与手柄联结应牢固可靠,在使用过程中不应松动脱落。
螺纹塞规的非工作面上应有螺纹代号和中径公差带代号。
4.4.3 校准方法:4.4.3.1 螺纹塞规中径要求:量规名称 中 径 尺 寸偏差通端螺纹塞规PL Z EI D ++22PLT ±止端 螺纹塞规222PLD T T EI D +++ 2PLT ±4.4.3.2 螺纹塞规中径要求:用三针校准螺纹塞规中径:将三根直径相同的最佳三 针按图1所示放在螺纹牙槽中间,然后测 出M 值,通过换算求出中径2d 。
最佳三针直径的计算公式2cos2αP d =針式中:針d ―最佳三针直径,mm ; P ―公称螺距,mm ;2/α―公称牙型半角,(°)。
备注:螺距为0.25mm 的螺纹塞规选用 ∮0.142mm 的三针螺距为0.30-0.35mm 的螺纹塞规 选用∮0.185mm 的三针4.4.3.3 螺纹塞规中径2d 计算方式[]222sin112ααctg P d M d ++-=針式中:M ―仪器给出的测量值,mm ;針d ―三针直径,mm ;4.5 校验结果判定及记录4.5.1 校验员将校验情况及结果填写在《仪器量具内校报告》上,交工程师以上人员审核; 4.5.2 校验员在校准合格的螺纹塞规上贴合格证,标示塞规编号、校准日期、有效期及内校人员; 4.5.3 校验不合格的塞规由主管工程师根据使用情况评估是否停用或降级使用,校验员在塞规上贴停用证或准用证,并作醒目标识。
螺纹塞规单一中径校准结果的CMC评定:外螺纹
螺纹塞规单一中径校准结果的CMC 评定:外螺纹1 概述1.1 测量依据:JJF1345-2012《圆柱螺纹量规校准规范》。
1.2 被测对象:圆柱螺纹塞规,M20×2.5-6H 通端。
1.3 测量方法及主要设备测量环境条件:温度为(20±2)℃,相对湿度≤60%。
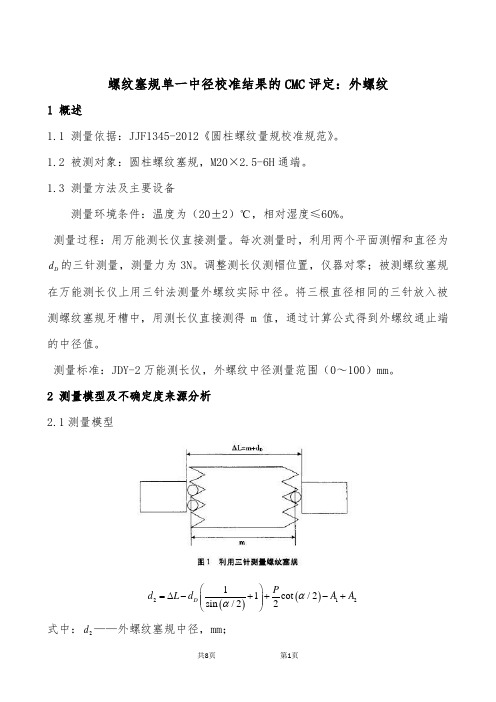
测量过程:用万能测长仪直接测量。
每次测量时,利用两个平面测帽和直径为D d 的三针测量,测量力为3N 。
调整测长仪测帽位置,仪器对零;被测螺纹塞规在万能测长仪上用三针法测量外螺纹实际中径。
将三根直径相同的三针放入被测螺纹塞规牙槽中,用测长仪直接测得m 值,通过计算公式得到外螺纹通止端的中径值。
测量标准:JDY-2万能测长仪,外螺纹中径测量范围(0~100)mm 。
2 测量模型及不确定度来源分析 2.1测量模型()()21211cot /2sin /22D P d L d A A αα⎛⎫=∆-++-+ ⎪ ⎪⎝⎭式中:2d ——外螺纹塞规中径,mm ;L ∆——被校螺纹塞规位移量,mm ;D d ——三针直径,mm ;/2α——牙型半角标称值,°;P ——螺距标称值,mm ;1A ——螺旋升角修正值,mm ; 2A ——测量力修正值,mm2.2 灵敏系数L ∆的灵敏系数:21==1d c L∂∂∆ D d 的灵敏系数:()22==-1/sin /21=3D d c d α∂+-⎡⎤⎣⎦∂ /2α的灵敏系数:()2302cos 2===8.31/sin 22D d c d d um rad ααα⎛⎫⎪∂⎝⎭--⎛⎫∂ ⎪⎝⎭P 的灵敏系数:24cot 2===0.8662d c P α⎛⎫ ⎪∂⎝⎭∂1A 的灵敏系数:251==-1d c A ∂∂ 2A 的灵敏系数:262==1d c A ∂∂ 2.3 方差()()()()()()()2222222222222212345162/2c D u d c u L c u d c u c u P c u A c u A α=∆+++++2.4标准不确定度来源分析(1)被校螺纹塞规位移量引入的标准不确定度()u L ∆的评定由以下6个分项构成: A . 被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆ B . 测长仪对零不准引入的标准不确定度()2u L ∆ C . 测长仪安装定位不准引入的标准不确定度()3u L ∆ D . 测长仪示值误差引入的标准不确定度()4u L ∆ E . 温差变化引入的标准不确定度()5u L ∆ F .线膨胀系数差异引入的标准不确定度()6u L ∆(2)三针示值误差引入的标准不确定度()D u d(3)牙型半角/2α标称值引入的标准不确定度2u α⎛⎫⎪⎝⎭(4)螺距P 标称值引入的标准不确定度()u P (5)螺旋升角修正值1A 引入的标准不确定度()1u A (6)测量力修正值2A 引入的标准不确定度()2u A 3 标准不确定度分量评定 (1)()u L ∆的评定 A .()1u L ∆的评定被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆采用A 类评定。
螺纹规检测方法及标准
螺纹规检测方法及标准螺纹规(ThreadGauge)是用来检测螺纹尺寸和形状的工具,它对于确保螺纹的质量和互换性至关重要。
螺纹规检测方法及标准通常包括以下几五个方面。
1.螺纹规的类型:通规(GoGauge):用来检测螺纹的最大实体尺寸,确保螺纹能够通过。
止规(NoGoGauge):用来检测螺纹的最小实体尺寸,确保螺纹不会过紧。
环规(RingGauge):用来检测螺纹的外径和内径。
塞规(PlugGauge):用来检测螺纹的内径。
2.检测方法:综合检验:使用通规和止规对螺纹的作用中径和单一中径进行检验,以及使用光滑极规对实际顶径进行检验。
单项检验:分别对螺纹的牙型、螺距、中径、顶径等参数进行单独检验。
3.检测标准:国际标准:如ISO、ASTM等标准,它们定义了螺纹的尺寸、形状和公差。
国家标准:不同国家可能有自己的螺纹标准,如中国的GB/T标准、美国的ANSI/ASME标准等。
4.检测步骤:校准:确保螺纹规已经校准,并且在使用前进行适当的维护。
准备:将螺纹规和被测样品放置在标准恒温实验室中,达到温度稳定。
测量:使用螺纹规对被测样品的螺纹进行测量,确保螺纹规与样品的接触良好。
记录:记录测量结果,并与标准进行比较。
判定:根据测量结果和标准,判断螺纹是否合格。
5.注意事项:环境控制:确保测量环境符合标准要求,如温度、湿度等。
操作规范:遵守正确的操作程序,以减少测量误差。
设备维护:定期对螺纹规进行校准和维护,以保证其精度和可靠性。
螺纹规检测是确保螺纹加工质量和互换性的重要环节,正确的检测方法和遵守相关标准对于提高产品质量和效率至关重要。
螺纹规的校检方法说明

6a)。当 A—A 虚线与被测螺纹牙形边对准时,如图 6b 所示,得该半角的数值为:
α (右)= 3600 − 33004′ = 29 056′ 2
同理,当 A—A 虚线与被测螺纹牙形另一边对准时,如图 6c 所示,则得另一半角的数值为:
实验八 螺纹测量
实验 8—1 影象法测量螺纹主要参数
一、实验目的
1. 了解工具显微镜的测量原理及结构特点。 2. 熟悉用大型(或小型)工具显微镜测量外螺纹主要参数的方法。
二、实验内容
用大型或小型工具显微镜测量螺纹塞规的中径、牙型半角和螺距。
三、 测量原理及计量器具说明
工具显微镜用于测量螺纹量规、螺纹刀具、齿轮滚刀以及样板等。它分为小型、大型、 万能和重型等四种形式。它们的测量精度和测量范围虽各不相同,但基本原理是相似的。下 面以大型工具显微镜为例,阐述用影象法测量中径、牙型半角和螺距。
图 3a为仪器的目镜外形图,它由玻璃分划板、中央目镜、角度读数目镜、反射镜和手 轮等组成。目镜的结构原理如图 3b所示,从中央目镜可观察到被测工件的轮廓影象和分划 板的米字刻线(图 3c),从角度读数目镜中,可以观察到分划板上 00—3600的度值刻线和固 定游标分划板上 0—60`的分值刻线(图 3d)。转动手轮,可使刻有米字刻线和度值刻线的分 划板转动,它转过的角度,可从角度读数目镜中读出。当该目镜中固定游标的零刻线与度值 刻线的零位对准时,则米字刻线中间虚线A—A正好垂直于仪器工作台的纵向移动方向。
2
2
2
△ α(右)= α(右)− α
2
2
2
、 α (Ⅲ) 、 2
Δ α(左)+ Δ α(右)
螺纹塞规校验作业指导书
纹基本尺寸及表1.8-2;《公差配合与技术测量国家标准汇编》P479表4、P487普通螺纹偏
差表。
7、结论:
7.1 对于6.1.1~6.1.4任一项不合格,则该螺纹塞规不合格。
8、校验记录与标识
填写校验仪器检定报告与检定履历表及计量仪器台帐, 制作合格、限用或停用标识卡。限用
时需指明范围与功能,并依检定结果贴附相应标识。
TD2:工件内螺纹的中径公差 ZPL:由通端螺纹塞规中径公差带的中心线到工件内螺纹中径下偏差之间的距离
6.1.6在6.1.5中的计算方法及偏差及应用的符号, 可通过查书《GB中国国家标准分类汇编》P564
页,普通螺纹量规P565表2、P568表3、P573表9;《机械加工工艺手册》P212页, 2普通螺
a'/2为牙形半角读数值; a/2为牙形半角标称值; 6.1.5通止规、外径、中径、小径计算方法:
作业指导书
编号:NO.025
标
自制螺纹塞规校验指导书
题
编号 QAWI15 版本
B
页次
2/2 生效日期
拟制
审核
批准
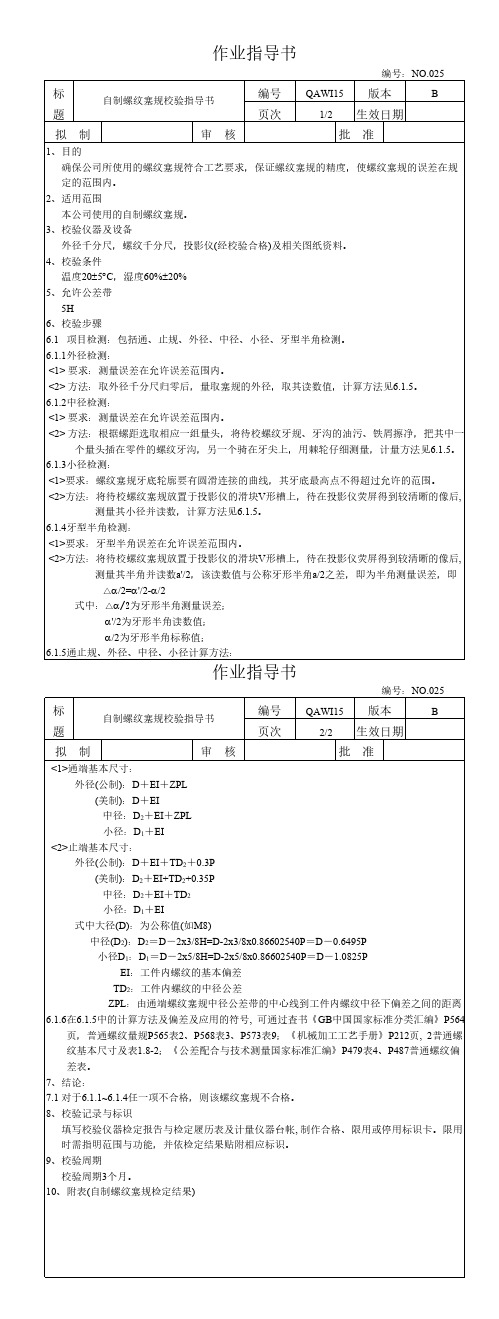
<1>通端基本尺寸:
外径(公制):D+EI+ZPL
(美制):D+EI
中径:D2+EI+ZPL 小径:D1+EI <2>止端基本尺寸:
测量其小径并读数,计算方法见6.1.5。 6.1.4牙型半角检测:
<1>要求:牙型半角误差在允许误差范围内。
<2>方法:将待校螺纹塞规放置于投影仪的滑块V形槽上,待在投影仪荧屏得到较清晰的像后,
测量其半角并读数a'/2,该读数值与公称牙形半角a/2之差,即为半角测量误差,即
△a/2=a'/2-a/2 式中:△a/2为牙形半角测量误差;
螺纹塞规的使用方法【技巧篇】
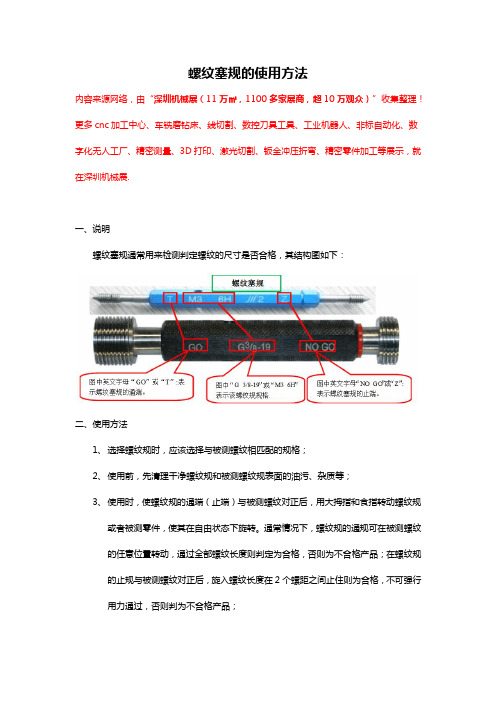
螺纹塞规的使用方法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一、说明螺纹塞规通常用来检测判定螺纹的尺寸是否合格,其结构图如下:二、使用方法1、选择螺纹规时,应该选择与被测螺纹相匹配的规格;2、使用前,先清理干净螺纹规和被测螺纹规表面的油污、杂质等;3、使用时,使螺纹规的通端(止端)与被测螺纹对正后,用大拇指和食指转动螺纹规或者被测零件,使其在自由状态下旋转。
通常情况下,螺纹规的通规可在被测螺纹的任意位置转动,通过全部螺纹长度则判定为合格,否则为不合格产品;在螺纹规的止规与被测螺纹对正后,旋入螺纹长度在2个螺距之间止住则为合格,不可强行用力通过,否则判为不合格产品;4、检测工件时旋转螺纹规不能用力拧,用三只手指自然顺畅地旋转,直到止住即可,螺纹规退出工件最后一圈时也不能用力拔出,否则会影响产品检验结果的误差;5、使用完毕后,及时清理干净螺纹规的通端(止端)的表面附着物,并存放在工具柜的量具盒内。
三、注意事项1、被测件螺纹公差登记及偏差代号必须与塞规标识公差等级、偏差代号想同,才能使用;2、只有当通规和止规联合使用,并分别检验合格,才表示被测螺纹合格;3、应当避免与坚硬物品相互碰撞,轻拿轻放,以免磕碰而损坏测量表面;4、螺纹规使用完毕后,应及时清理干净测量部位附着物,存放在规定量具盒内。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹塞规校准方法、检测方法
2011-4-2 16:44|发布者: 小编H|查看: 1884|评论: 0|来自: 仪器信息网
摘要: 可采用三针法进行检测,具体方法也就是根据螺纹量规的P(螺距)、螺纹角(牙型角α)来确定量佳针径,其
计算公式是:do= P/=0.57735P(α=60°时)=0.5637P(α=55°时)
1.螺纹中径的检测:
可采用三针法进行检测,具体方法也就是根据螺纹量规的P(螺距)、螺纹角(牙型角α)来确定量佳针径,其计算公式是:
do= P/[2COS(α/2)]=0.57735P(α=60°时)=0.5637P(α=55°时);
利用相应之量具仪器,如测长机、光学计、外径千分尺等(视螺纹的精密要求而定),同三针一同组合起来对螺纹的中径进行测量,其计算简化公式为:
螺纹角(牙型角α)为60°的:
d2=M-3d0+0.866P=M-A,其中A=3do-0.866P;
螺纹角(牙型角α)为55°的:
d2=M-3.1657d0+0.9605P = M-A,其中A=3.1657d0-0.9605P。
在上式中M表示经量具/仪器及三针组合后测出的数值结果。
2.螺纹半角(α/2)的检测:
可将螺纹量具置于万能/大型工具显微镜之两顶尖间,以影象法或干涉法(推荐用干涉法)进行测量。
3.螺距的测量:
同2步,将螺纹量具置于万能/大型工具显微镜的两顶尖之间来进行测量。
4.螺纹大径的测量可通过测长机、光学计、外径千分尺、杠杆外径千分尺等仪器、量具来进行测量。
5.螺纹小径的测量可以以万能或大型工具显微镜来进行测量。
螺纹环规的检定、校准:
1.螺纹环规的检定校准方法有两种,一种主要是以测长仪、测长机及其配件(如内测钩、测球、校对环等)来进行测量,其测量过程较、计算复杂,效率低,对操作人员的要求也很高等。
为提高螺纹环规的检定、校准效率以及降低其检定、校准的复杂性,故计量检定部门(如省市、国防计量等)往往以螺纹校对塞规对工作用螺纹环规进行检定、校准,大家都知道外螺纹的检测比内螺纹的检测要简单得多,这也是采用校对螺纹塞规的主要原因。
螺纹校对塞规一般由4个为一组,用于校对工作螺纹环规通规的(代号“T”或
“GO”IP“等)螺纹塞规为”校通通(“JTT”,国标代号,以下同)和“校通止”(“JTZ”),其合格的条件是以“校通通”顺利全部旋入到被检螺纹环规、以“校通止”(“JTZ”)不能旋入或旋入不超过1.5圈为被检螺纹环规通规的合格;以“校止通”(JZT)能顺利全部旋入到被检螺纹环规止规(“Z”或“NO GO”、“WP”等),以“校止止”(JZZ)不能旋入或旋入不超过1.5圈为螺纹环规止规合格。
另外,在校对塞规中,还有“校通损(JTS)、”校止损(JZS)的量规,其应用较以上少得多。