CNC加工中心加工报表.
CNC-10月生产日报表10-17

8人。物料:1人。QC:2人,投影测量员:1人. 共25人。
4768 8 17 25
190.7
损失工时:
制 王倩妮
损失工时
待机
投影
5S
维修 待机
待料
5S
操机员
仇少蓬 梁祖飞 罗法广 彭珊志 梁祖德 赵亚雷 杨长江 杨秀彬
3.4
小 时
田远芳/谢安燕
刘细宏/廖柯臣/李坚/彭新梅/赵江彦/田力飞/曾志新 /李玲(组长)/张长伟/邓芳/梁瑞玲
2266
小计:8台
18794
5S
17.00 17.00
全检866//返修/抛光
107.00 107.00
合计
开机率:
全检 8 24%
稼动率:
11.00 11.00
223
220
98%
18794 总计划达成率:
合计
直接人数
间接人数
总人数
人均产值
注明 应有机台:33台,实开8台.待机:25台.(待维修:2台)
1
班次:白班
CNC领班: 孙海军
机台
规格名称
加工工序
加工时间 (秒)
标准产能 (PCS/H)
应开机时间 (小时)
实际开机时 间(小时)
计划数
A15
866
CNC1
16
225 11.00 10.50
2363
B8
866
CNC1
17
212 11.00 10.50
2224
B9
866
CNC1
15
240 11.00 10.50
64
24
0
88
16
1
CNC量产日报表
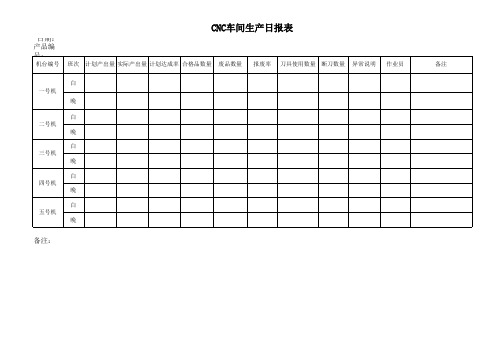
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
加工中心明细表

序列产品项目加工内容加工工时装夹工时总工时1SG300上卡 step2铣两平面,铣φ18孔2:200:202RP030-4小三叉 外型铣外型打孔16:302:003RP030-1 倒角平板铣外型铣槽倒角9:501:004RP020-2 镜架 step2铣外型铣槽打孔6:350:205RP030-4小三叉 铣槽铣槽3:400:206RP020-1 镜架 step1打孔0:300:207SG300上卡 step3铣圆弧 打孔3:400:208RP020-1 镜架 step2铣槽2:000:209RP020-1 镜架 step3铣外型 打孔6:170:2010SG300下卡 step1铣槽 打孔1:500:2011SG300下卡 step2铣圆弧 打孔2:200:2012SG300下卡 step3铣圆弧1:100:2013RP030-4大三叉 外型铣外型20:102:0014RP030-4大三叉 打孔打孔1:300:2015RP030-4.2中三叉 打孔打孔00:450:3016RP100-1 铣六内孔00:350:3017SG300下卡 step4打孔 圆台 倒角05:100:2018RP020-12-1 打孔打孔00:240:2019RP100-1 铣二内孔00:220:3020RP020-12-2 打孔 铣沉头打孔1:100:2021584402倒角09:000:3022RP030-3-1打孔1:000:2023SG300 底板底板1:200:2023SG300 刻字刻字 单面3:201:000.4 24RP030-4.2中三叉 铣外型铣外型32:002:0025RP030-4大三叉 铣槽铣槽6:200:3026RP030-3-1打孔 7孔2:150:2027EC305铣槽铣槽9:201:0028RP100-4step1铣槽 倒圆角 平面2:0029RP030-4大三叉 铣槽 返修铣槽 返修2:11/30RP100-4step2铣圆台0:4531RP030-4.2中三叉 铣槽铣槽6:200:3032RP140-7-1铣平面铣平面0:150:2033RP140-7-1铣反平面铣反平面0:150:2034RP140-7-2铣平面铣平面0:220:2035RP140-7-2铣反平面铣反平面0:220:2036RP050-1 上卡铣反平面铣平面0:260:2037RP050-1 上卡铣反平面反平面0:260:2038RP050-1 下卡铣反平面铣平面0:260:2039RP050-1 下卡铣反平面反平面0:260:2040RP140-7-1打四孔 铣槽铣沉头 打孔1:500:2041RP030-2铣外型铣外型2:000:3042RP050-1 下卡打孔0:350:2043RP050-1 下卡打三孔1:120:2044RP101-3 铣圆弧 打孔铣圆弧 打孔1:0445RP140-7-2打两孔 铣圆台打两孔 铣圆台2:3546RP101-4 打孔打孔 0:1547RP140-7-1铣沉头孔铣沉头1:4648锁舌 铣圆弧铣圆弧0:2049RP100-2打孔 铣内孔1:3050RP100-2铣两头圆弧1:0051RP101-3 打孔打孔0:2052RP140-5 打孔打八孔1:300:202:00 53RP030-3-2 打孔铣沉头 打孔2:1054lc190铣槽铣槽2:1055AK061 铣边铣边,打中心孔1:4056RP105-3 铣沉头 打孔1:1257AI372铣两边9:0058RP105-4打5mm侧边孔0:3059GE060打8孔,铣槽5:1060仪表框第三步29:4361AI373铣六角10:0462EC306铣槽铣槽06:4763EC307铣槽铣槽06:4764GE12107:00651c190-009036506铣槽02:0066287508008铣槽,打孔7:1067SG300下卡 step2铣圆弧 打孔1:4068RP喇叭筒固定板打孔,铣内孔1:1069SG300下卡 step4打孔 圆台 倒角05:400.270RP140-7-1铣平面铣平面0:1371RP140-7-1打四孔 铣槽打四孔 铣槽1:5072RP140-7-1反面φ18mm孔0:1573287508008φ15mm孔7:1074RP140-7-2打四孔打四孔,铣槽1:400:2075RP140-7-2打两孔 铣圆台打两孔 铣圆台2:3576锁舌 铣圆弧铣圆弧0:1577RP101-1铣圆弧 打孔铣圆弧 打孔1:4478PY780 打孔第一道打孔04:1079PY780 打孔第二道打4个中心孔0:4080SG300刻字板铣面,倒角1:3081SG300底板刻字,单面3:4682刀架体铣槽5:0583GE122打孔,铣槽7:2184RP030-1钻孔2:0585SG300上卡 step1铣沉头孔1:200:2086SG300上卡 step2铣两平面,铣φ18孔2:080:2087SG300上卡 step3铣圆弧打孔1:050:2088RP140-5 打孔打八孔1:110:202:00 89P_G_WW 上卡 铣平面0:1590P_G_WW 下卡 铣平面0:2291P_G_WW 上卡 铣圆弧0:3792P_G_WW 上卡 铣平面 圆弧1:0393SG300下卡 step1铣槽 打孔1:290:2094P_G_WW 上卡 铣沉头,打孔1:0395P_G_WW 上卡 打孔,铣槽2:1096SG300下卡 step3铣圆弧0:270:2097GE061 铣槽,打孔6:000:2098P_G_WW 上卡 打φ6.2孔1:0099P_G_WW 下卡 打φ5.2孔,铣槽6:55100RP030-4.2中三叉铣外型32:00101CD086铣三个面0:46102P_G_WW 下卡 铣圆弧面,打孔4:11103RP030-2打七孔1:10104P_G_WW 下卡 铣圆弧面3:00P_G_WW 转动盘打孔 铣槽3:1132RP140-7-1铣四孔1:400:20 32SO025铣四边0:550:20加工中心统计明细定额加工日期加工刀具0.253/25φ12双刃立铣刀1.703/24φ8双刃立铣刀 φ8钻头1.703/25φ10双刃立铣刀 φ6双刃立铣刀 φ25倒角刀0.753/25φ10双刃立铣刀 φ10.5钻头0.703/25φ25 厚6.7 T型铣刀0.153/26φ6.5钻头0.353/25-3-27φ6.4钻头 φ12铣刀0.513/26-3/27φ10双刃立铣刀0.803/26-φ10双刃立铣刀 φ8.5钻头 φ6.5钻头0.203/27-3/28φ5.2钻头 φ12铣刀0.353/27-φ6钻头 φ12铣刀0.203/27-φ12铣刀2.13/29φ8双刃立铣刀 φ7钻头0.283/29φ7钻头0.23/30φ7钻头0.253/30φ10铣刀0.63/27-φ12铣刀0.123/30φ5.1钻头0.153/30φ10铣刀0.23/30φ6.5钻头 φ10铣刀1.03月31日φ20倒角0.24月2日φ5.1钻头0.24月2日R1.5球刀0.45,两面1.04月2日R1.5球刀3.44月2日φ6钻头 φ10铣刀 φ7钻头0.74月2日φ25 厚6.7 T型铣刀0.24月2日φ5.1钻头1.454月4日φ12钨钢铣刀0.44月4日φ20铣刀 R5圆角刀 自制铣槽刀0.24月4日φ25 厚6.7 T型铣刀0.24月6日φ10双刃铣刀0.74月6日φ25 厚6.7 T型铣刀0.124月6日φ18三刃铣刀0.124月7日φ18三刃铣刀0.124月7日φ18三刃铣刀0.124月7日φ18三刃铣刀0.124月7日φ18三刃铣刀0.124月7日φ18三刃铣刀0.124月8日φ18三刃铣刀0.124月8日φ18三刃铣刀0.354月8日φ5.1钻头,φ8.2钻头φ10双刃铣刀0.324月8日φ10双刃铣刀0.154月9日φ5.1钻头0.24月10日φ5.1钻头0.254月10日φ6.5钻头,φ10双刃铣刀0.354月10日φ4.8钻头,φ10双刃铣刀0.154月10日φ5.1钻头0.24月10日φ10双刃铣刀0.174月11日φ10双刃铣刀0.254月11日φ10双刃铣刀 ,φ6.8钻头0.154月11日φ10双刃铣刀 ,φ6.8钻头0.124月11日φ6.5钻头0.254月12日φ5.3钻头0.354月12日φ6.5钻头,φ10双刃铣刀0.274月13日φ6.0铣刀0.284月13日φ6.0铣刀0.224月13日φ6.5钻头,φ10双刃铣刀1.14月20日φ12四刃钨钢铣刀,φ12R1四刃钨钢铣刀5月6日中心钻,φ5钻头5月6日φ12四刃钨钢铣刀,中心钻,φ5.7钻头,φ4.2钻头5月6日1.25月6日φ12四刃钨钢铣刀5月14日5月14日5月14日5月14日5月16日5月16日φ6钻头 φ12铣刀5月16日5月16日5月19日φ20三刃铣刀5月19日φ5.1钻头,φ8.2钻头φ10双刃铣刀5月20日φ10双刃铣刀5月20日5月22日φ5.1钻头,φ10双刃铣刀5月23日φ4.8钻头,φ10双刃铣刀5月23日φ10双刃铣刀5月23日φ4.8钻头,φ10双刃铣刀5月23日φ12四刃钨钢铣刀,中心钻,φ13钻头5月27日中心钻5月28日φ10双刃铣刀,R5圆角刀5月28日刻字刀5月31日φ11双刃铣刀5月31日φ9.1钻头,φ15双刃铣刀5月31日φ10双刃立铣刀 φ6双刃立铣刀 φ25倒角刀0.206月5日φ12双刃立铣刀,φ6.8钻头0.256月5日φ12双刃立铣刀0.256月5日φ12双刃立铣刀,φ6.3钻头0.256月6日φ5.3钻头0.126月6日0.136月8日0.156月8日0.26月8日0.26月9日φ12双刃立铣刀,φ9.1钻头0.26月10日0.26月11日0.26月11日0.26月11日0.26月12日0.26月13日2:006月15日0.26月15日0.26月15日6月17日6月17日0.426月17日6月28日φ10双刃铣刀6月28日φ10双刃铣刀刀具磨损情况进给量加工程序加工夹具备注每两班更换一次铣刀每两班更换一次铣刀每两班更换一次铣刀倒角刀对刀向上4.5mm 每班更换一次铣刀不需要更换刀具槽需要与橡胶条配合不需要更换刀具不需要更换刀具每班更换一次铣刀不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具每两班更换一次铣刀不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具每班更换一次铣刀不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具每班更换一次铣刀不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具每班更换一次铣刀不需要更换刀具不需要更换刀具YBP-3不需要更换刀具每班更换一次铣刀不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具不需要更换刀具φ18孔应该偏大不需要更换刀具不需要更换刀具不需要更换刀具每两班更换一次铣刀每两班更换一次铣刀每两班更换一次铣刀不需要更换刀具不需要更换刀具不需要更换刀具。
CNC加工中心生产报表
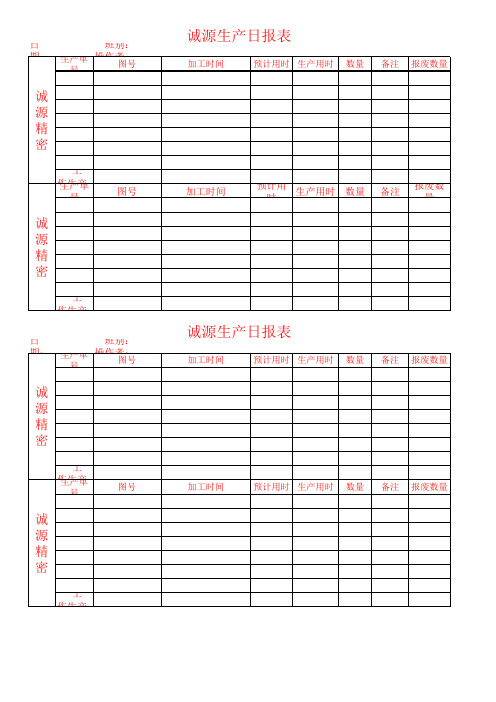
日期: 班别: 班别:图号 Nhomakorabea操作者:
加工时间 预计用时 生产用时 数量 备注 报废数量
生产单号
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园 生产单号 图号 加工时间 预计用时 生产用时 数量 备注 报废数量
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园
诚源生产日报表
日期: 班别: 班别:
图号
操作者:
加工时间 预计用时 生产用时 数量 备注 报废数量
生产单号
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时!
生产单号 图号 加工时间
制表:王红园
数量 备注 报废数量
预计用时 生产用时
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园
CNC机台生产日报表
记录:
审核:
日CNC生产日报表
(应到 人,实到 人 人休息)
00
0
0
0
生产数 成品数 半成品数
不良 数
不良原 因
报废 品
报废原因
6夹具修整、A7程序修改、A8设备故障、A9机床维修、A10无计划、A11机床保养、A12待客户确认、A13待程序、A1 确认
不良、B6 原材料不良、B7 砂孔、B8 变形、B9 毛坯缺料、B10 其它、B11 程序废、B12 发霉、B13工程改工艺、 偏、B16 烂牙、B17 穿孔
息)
备注
A2 690分钟 A2 690分钟 A2 690分钟 A2 690分钟 A2 690分钟 A10 690分钟 A10 690分钟 A2 690分钟 A10 690分钟 A1 180分钟,A5 30分钟 样品调试,A1 360分钟,A5 40分钟 A10 690分钟
样品调试 A2 690分钟 A8 690分钟 A10 690分钟 A2 690分钟 待下道工序调试 A2 690分钟 A3 120分钟 A2 690分钟 A2 690分钟 样品调试,A1 300分钟,A5 30分钟,A6 40分钟 样品调试,A1 300分钟 待上道工序调试
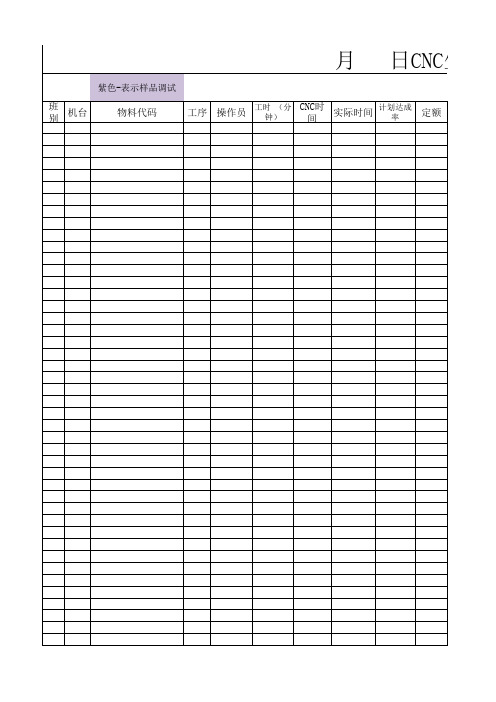
月 日CNC生产日
紫色-表示样品调试
班 别
机台
物料代码
工序
操作员
工时 (分 钟)
CNC时 间
实际时间
Байду номын сангаас
计划达成 率
定额
CNC车间代码:A1待检(品管确认)、A2待料、A3待刀、A4停电,停气、A5调试A6夹具修整、A7程序修
CNC车间报废代码:B1 调机废、B2 断刀、B3 尺寸不良、B4 装夹不良、B5 表面不良、B6 原材料不良 偏、B
数控车间加工记录表

月 月 月 月 月 月 月 月 月 月 月 月 月 月 月 月
日 日 日 日 日 日 日 日 日 日 日 日 日 日 日 日
此表格为员工绩效考评主要依据
,请认真如实记录。
车间主任签名:
日期操作人员产品图号产品名称机床运行起止时间完成率上午下午加班此表格为员工绩效考评主要依据请认真如实记录
生 产 记 录 表
机 床 编 号:
日期Leabharlann 记录人员:产品名称 单件加工 时间
程序 装夹 时间 时间
机床运行起止时间
上午 下午 加班
操作人员
产品图号
不良 理论完 实际完 完成 工作描述/不良品原 因/刀具、机床/量 品数 成数量 成数量 率 具故障纪录 量
加工报表

φ10(平)
Z=-21
200/172min
开粗。
3
P3.NC
平行铣削
φ8R4
Z=-21
150/515 min
精加工
4.
P4.NC
残料清角
φ5R2.5
Z=-21
800/490min
精加工
5
P5.NC
投影加工
φ2R1
Z=-22
150/7min
精加工
装夹示意图:
1.工件用虎钳装夹,摆放方向如左图;工件顶面高于钳口至少23MM.
PM
工件名称:PM1
编程人员:
陈银清
编程时间:2010.519
操作者:XXX
开始时间:2000.1.2
完工时间:1.3
检验:XXX
检验时间:XXX
文件档名:E:\CYQ\
P1
序号
程序名
加工方式
刀具
切削深度
理论加工进给/时间
备注
1.
P1.NC
钻孔
φ10钻头
Z=-19.5
100/1 min
2
P2.NC
曲面挖槽
cyqp1序号程序名加工方式刀具切削深理论加工进给时间备注p1nc钻孔z1951001minp2nc曲面挖槽浅平面加10平z21200172minp3nc平行铣削8r4z21150515min精加工5r25z21800490min精加工p5nc投影加工2r1z221507min精加工装夹示意图
数控加工程序单
2.X、Y分中,Z以工件顶面为
零点。
加工中心精度表
加工中心精度表(总1页) -CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
加工中心精度表
机台编号:
检验人员:
检验日期:
1,工作台平面度(九点):(误差≤0.016/300)
(整体误差≤0.03)
X轴向工作台平整度:(误差≤0.016/300)(整体误差≤0.03)Y轴向工作台平整度:(误差≤0.016/300)(整体误差≤0.03)2,XY垂直度: X轴记录数据:(误差≤0.016/300)
Y 轴记录数据:(误差≤0.016/300)
3,T型槽与X轴平行度:(误差≤0.015/300)
(整体误差≤0.04)
4,立柱倾斜量初测值:ZX(左右): ZY(前后):
调整值:ZX(左右):(误差≤0.016/300)
ZY(前后):(误差≤0.016/300)
5,主轴平行与XY平面扫圆(360°):(误差≤0.016/300)
X轴两侧差值:(误差≤0.016/300)
Y轴两侧差值:(误差≤0.016/300)
6,主轴锥口偏心率:(误差≤0.005)
棒根偏心率:(误差≤0.007)
棒底300处偏心率:(误差≤0.015)。