立式车床的数控化改造
x502型立式铣床数控化改造

x502型立式铣床数控化改造1. 引言立式铣床是一种常见的铣床类型,它具有结构简单、工作台固定、适合加工小型零件等特点。
然而,在传统的立式铣床中,操作人员需要手动操作工作台和刀具的位置,效率低下,且精度受到操作人员经验和技能的限制。
为了提高生产效率和加工精度,可以对x502型立式铣床进行数控化改造。
2. 数控化改造的步骤数控化改造是将传统的机械设备转变为数控设备的过程,它可以通过自动化控制和程序控制来提高加工的精度和效率。
2.1 分析需求在对x502型立式铣床进行数控化改造之前,首先需要分析和确定改造的具体需求。
根据实际生产需求,可以确定改造后的数控立式铣床需要具备的功能和性能。
2.2 设计数控系统在确定数控化改造的需求之后,需要设计数控系统。
数控系统包括硬件和软件两个局部。
硬件方面,需要选择适宜的数控装置和驱动器,并根据机械结构进行适配。
软件方面,需要编写数控程序,并将其与数控装置相连接。
2.3 安装数控设备在设计数控系统之后,需要进行数控设备的安装。
安装数控装置和驱动器,连接机械结构,并进行相关的软硬件调试。
2.4 进行调试和测试安装数控设备之后,需要对其进行调试和测试。
通过测试可以验证数控设备的性能和功能是否到达要求,并进行相应的调整和改良。
2.5 进行培训和使用在数控化改造完成之后,需要对操作人员进行相关的培训,确保他们能够熟练地操作数控立式铣床,并正确使用数控系统进行生产。
3. 数控化改造的优势数控化改造可以带来许多优势,包括但不限于以下几点:•提高加工效率:数控铣床具有自动化控制和程序控制的特点,可以大大提高加工的效率和生产能力。
•提高加工精度:传统的手动操作容易受到操作人员经验和技能的限制,而数控铣床能够精确地执行程序控制,使加工精度大大提高。
•减少人力本钱:数控铣床可以减少人力投入,降低人力本钱,提高生产效率。
•提高工作环境:数控铣床具有低噪音、低振动等优点,改善了工作环境。
4. 结论x502型立式铣床数控化改造可以提高加工效率和加工精度,降低人力本钱并改善工作环境。
X525立式铣床的数控改造-数控装置设计说明书
——数控装置设计
机械设计制造及其自动化07级本科班赵庆念
指导老师:李小平副教授
1 绪论
数控机床是装备了数控系统的机床,既包括NC机床,也包括CNC机床。数字控制机床(Numerical Controlled Machine Tool),简称NC机床。数控系统是一种控制系统,它能控制机床的运动和加工过程。计算机数控机床(Computer-ized Numerical Controlled Machine Tool),简称CNC机床,是利用具有专门存储程序输入到数控装置,再由数控装置控制主运动的变数、起停、进给运动的方向、速度和位移大小,以及诸如刀具的选择、交换、工件夹紧、松开和冷却的起、停等动作,使刀具与工件及其他辅助装置严格按数控程序的要求进行。其对零件的加工相比普通机床有着很多的优点:
垂向(Z轴)350mm
T型槽
槽宽×槽数×槽间距:16mm×3mm×80mm
主轴转速范围:30~1500mm/min
升降台机动升降速度8~394mm/min
主电机功率:7.5 kw
最大工件质量:250 kg
定位精度:
重复定位精度:0.01mm
加工精度
平面度:0.02
平行度:100:0.02
垂直度:100:0.02
数控化改造的优缺主要有:
(1)减少投资额、交货期短
同购置新机床相比,一般可以节省60%~80%的费用,改造费用低。特别大型、特殊机床尤其明显。一般大型机床改造,只花新机床购置费用的1/3,交货期短。但有些特殊情况,如高速主轴、托盘自动交换装置的制作与安装过于费工、费钱,往往改造成本提高2~3倍,与购置新机床相比,只能节省投资50%左右。
3主轴交流伺服电机设计;
立式车床数控改造电气控制部分安装与调试
立式车床数控改造电气控制部分安装与调试1. 引言立式车床数控改造是一项重要的工程,其中电气控制部分的安装与调试是关键步骤之一。
本文旨在介绍立式车床数控改造电气控制部分的安装与调试过程,并提供相应的操作指南。
2. 安装步骤2.1 准备工作在开始安装之前,需准备以下材料和工具: - 数控控制面板 - 电气控制部件(例如:电气箱、电源等) - 电气连接线 - 扳手、螺丝刀等基本工具 - 电源插座和配电线路2.2 安装电气控制部件2.2.1 电气箱安装1.将车床电源关闭并拔掉电源插头。
2.找到合适的位置安装电气箱,并使用螺丝固定。
3.将电气箱与车床进行电气连接,确保连接牢固可靠。
4.连接电气箱与数控控制面板。
2.2.2 数控控制面板安装1.将数控控制面板固定在车床上,确保安装牢固。
2.连接数控控制面板与电气箱,并用螺丝固定连接。
2.3 连接电气线路1.检查车床的电源插座是否符合电气控制部件的要求,如果不符合,需要进行相应的改造。
2.使用电气连接线将电气控制部件与电源插座进行连接,确保连接牢固、绝缘良好。
3. 调试步骤3.1 软件设置1.打开数控控制面板的电源,并确保数控控制面板上的指示灯亮起。
2.根据数控控制面板的使用手册,进行软件设置,例如选择工作模式、设定加工参数等。
3.2 电气参数调试1.将车床电源接通,并确保车床处于待机状态。
2.使用数控控制面板,逐步进行电气参数调试,例如电机速度、电流等。
3.检查各个电气设备的工作状态是否正常,例如电机是否旋转、传感器是否正常。
3.3 运动调试1.将加工物件放置在车床上,并进行夹紧。
2.根据数控控制面板的指示,使用数控程序进行车床的运动调试,例如进行自动加工、手动操作等。
3.检查车床的运动是否准确、平稳。
4. 安装与调试注意事项1.在进行安装和调试时,务必参考车床和数控控制面板的使用说明书,并按照要求进行操作。
2.在安装和调试过程中,严禁触摸裸露的电线和接触高电压设备,以确保人身安全。
关于立式车床数控化再改造技术可行性探讨
关于立式车床数控化再改造技术可行性探讨摘要:为了提高曲面类零件的加工条件,进一步对立式车床的功能实施数控化的改造与完善。
并且根据此次完善,进行可行性分析。
得出的实验目标证明了通过数控化的再改造。
立式车床对于机床加工范围的扩大,有一定的成果,并且能够提高生产效率与加工精度,可用于实际生产。
关键词:立式车床,数控化,再改造技术一、立式车床的现状分析立式车床,是一种制造设备,生产于20世纪80年代。
这种制造设备不仅能够推动企业经济效益,还会对社会经济进行一系列的发展。
通过美国日本等国家的对比,我国数控机床的发展,起步较晚。
而且在国外来说这是一个近期才发展起来的产业,但是在先进国家,已经有了初具规模的研究与进展。
这一新型行业的形成,使得发达国家在企业的应用中有了一定的市场。
我国认识到这是推动经济发展的一大产业之后,大力扶持这一产业发展。
尽管这一产业刚刚兴起,但是我国在不断对这方面进行一系列的改造与优化,相信在未来短短的几年时间也会发展成一个龙头行业。
我国的现有立式车床可以对金属以及一些圆柱体工件进行加工与进一步的处理。
针对立式车床的现状可以从自动化程度与生产效率,以及加工精度这三方面进行优化。
改造后的立式车床,要能够有良好的性能,以及资金上成的生产成本的节约,这样才能适应时代的发展。
伴随着科技的发展,产品也不断在更新换代。
立式车床的基本功能已经无法满足市场的需求。
原始的立式车床已经无法对复杂的曲面零件进行进一步的加工处理。
在实际的操作中,也无法满足现在产品的需求。
对于原本的立式车床在生产中效率大幅下降,加工成本不断增加,对于市场的发展,略为滞后。
针对于这一点,我们必须对立式车床进行数控化的再次改造,从而提高其生产效率,增加产品适应性,提高使用效率,更好的应用于新产品的市场应用中去。
二、探讨立式车床的在改造技术的可行性立式车床是以一种手工片导和电机交流的形式进行工作的,这种形式对于加工精度来说会有一定的影响,而且比较浪费时间。
XK立式铣床的数控化改造
摘要我国目前的机床总量约为380万台,而且其中数控机床总数约为11万台,数控化率不到3%,与国际上数控化率50%相差甚远。
因此,机床数控化改造对于我国制造业信息化是很有必要性的。
针对某厂X5040型普通铣床数控化改造项目,提出了该机床数控化改造的方案并实施了改造。
完成的主要工作如下:1、机械部分改造。
通过对机床各部分结构、运动及参数的分析,确定了机械部分改造方案。
保留原机床主轴箱,取消进给箱的传动装置,改为用交流伺服电机代替;导轨进行打磨、刮研;丝杠改为滚珠丝杠。
2、数控系统选择。
通过对国内外数控系统的比较,遵从性价比高、综合成本低的原则,最后确定采用国产DTM.5T数控系统。
3、电气部分改造。
电气部分分别对强电和弱电进行了改造,将主轴电机更换为交流伺服电机,实现宽的调速范围;进给部分增加交流伺服电机,实现数控化控制。
通过各项参数的设定和PLC程序,实现机床电气控制。
4、精度测试和标准样件试加工。
机床改造后,对机床静态的几何精度进行检测;通过标准样件的试加工,利用三坐标仪对其进行检测,从而来检查机床的工作精度。
检测的结果各项精度达到指标,因此机床改造满足客户的要求。
关键词:数控机床;数控化改造;数控系统AbstraotThe number of machine tools is thirty eight thousands in China now days,among which,eleven thousands are the numerical control ones.The rate ofnumerical control is not up to 3%.far less than 50%in the developed countries.The modification of non—numerical machine tools is of great importance in thedevelopment of MSEs in manufacturing sector.This project was focused on the modification of milling machine typedX5040.The process Was as follow:1.Modification of mechanical partsAfter the analysis of structure,motion and parameters of the machine inquestion,the headstock was remained,the transmission elements of feed box wascancelled and replaced with AC servo motor.The ways were grinding andscraping.and the lead screw was replaced、th ball screw.2.Selection of numerical control systemCompared with ratio of performance and cost in this country and abroad,thenumerical control system was selected called DTM-5T.3.Modification of electrical appliancesThe spindle motor Was replaced with AC servo motor dynamo for widervelocity modulation.With step motor and selected PLC program,the electricalcontrol Was carried out.4.Measurements and specimen—machiningThe static and geometrical precisions were tested with this milling tool,andthe standard specimen Was machined.With the measurements of specimen bymeans ofthree.dimensional coordinates test machine,the test results shown thatthe requirements of modification were reached.Key words:NC machine tool;modification of machine tool;NC system第1章绪论1.1机床数控技术概述机床数控技术是20世纪70年代发展起来的一种机床自动控制技术。
X5032立式铣床的数控化改造论文
X5032立式铣床的数控化改造摘要数控铣床是当今制造业中实现机电一体化的代表性先进设备。
本文在叙述了数控技术的历史、现状和发展的基础上,通过对国内外数控系统的比较,遵从性价比高、综合成本低的原则,最后确定采用SIEMENS 802S数控系统。
针对SIEMENS 802S系统的特点和旧机床的要求,进行了电气系统的数控化改造设计、数控系统、电气伺服驱动系统的设计。
电气部分分别对强电和弱电进行了改造,应用变频器对主轴电机进行控制,实现宽的调速范围,进给部分增加步进驱动器及步进驱动电机,实现数控化控制。
通过对机床数控伺服驱动系统的接口匹配与连接,各项参数的设定和PLC程序编写,实现机床电气控制。
并且,对所编写的PLC程序进行了仿真。
最后阐述了改造后机床的精度和性能以及今后尚需完善之处。
机床改造后,显示了机床强大的工作能力和高度的可靠性,加工精度和生产率有较大提高,是提高企业数控化率的一条切实可行的途径。
关键词:数控机床,步进电机,电气系统,数控系统CNC VERTICAL MILLING MACHINE X5032TRANSFORMATIONABSTRACTCNC milling machine is currently manufacturing the representation of mechanical and electrical integration of advanced equipment. This paper describes the numerical control technology, history, current situation and development, based on the numerical control system through the comparison of domestic and foreign, to comply with cost-effective, integrated the principles of low cost, and finally determined by SIEMENS 802S CNC system. SIEMENS 802S system for the characteristics and requirements of the old machine to carry out the transformation of the NC electrical system design, numerical control systems, electrical servo drive system. Electrical part of the strong and weak electricity respectively were made, the drive for the spindle motor control applications, to achieve wide speed range, the feed part of the increase stepper driver and stepper drive motor, the NC Control. By the parameter setting and the PLC program, completed the CNC servo drive system interface matching and connection, the electrical control machine tool.Moreover, the PLC program for the preparation of a st modified machine described the accuracy and performance, and the future still need improvement.After the transformation machine, showing a strong ability to work the machine tool and high reliability, precision and productivity has improved greatly, is to improve the corporate rate of NC a practical way.KEY WORDS:CNC machine tools,motor,electrical system,CNC system目录前言 (1)第1章机床数控改造及数控系统分析选用 (4)1.1数控(CNC)系统的组成 (4)1.1.1微机 (4)1.1.2 I/O接口电路 (5)1.1.3机床I/O控制 (5)1.2 数控(CNC)系统的分析选用 (5)1.2.1数控系统选用方案确定 (5)1.2.2数控系统的品牌选用 (6)第2章电气控制系统的设计 (8)2.1 SINUMERIK 802S base 1ine数控系统特点 (8)2.2数控系统各部分的连接及接口设计 (9)2.2.1系统的接线 (9)2.2.2接口布置 (9)2.2.3 PLC输入输出接口定义 (9)2.2.4接口连接 (10)第3章可编程控制器(PLC) (17)3.1数控机床上的两类控制信息 (17)3.2SINUMERIK 802S base line数控系统的PLC控制技术 (17)3.2.1 CNC, PLC及MT之间的信息交换 (17)3.2.2 SINUMERIK 802S base line系统内装型PLC的特点 (18)3.2.3 PLC电气原理设计 (18)结论 (23)谢辞 (25)参考文献 (26)附录 (27)前言由于运用普通机床加工出来的产品大多存在着质量差、品种少、供货期长等原因,所以普通机床的数控化改造相当有意义。
C5225立式车床的数控化改造

C5225立式车床的数控化改造摘要C5225普通立式车床可以满足普通端面和外圆的切削,但不适应曲面类零件的加工。
加工曲面类零件需先根据零件的要求设计制造工装,然后利用工装进行加工,因而存在生产成本高,产品适应性差,加工周期长等缺点。
针对C5225立式车床的结构特点,经过技术上和经济上的可行性分析,本文提出了利用SIEMENSSINUMERIK 802D数控系统对机床进行数控化改造的方案,对机床主传动系统的全数字直流调速改造、左刀架进给系统的数控化改造以及数控电气控制系统的设计和调试三方面的内容进行了具体实现。
1、主传动系统的全数字直流调速改造采用英国欧陆590+全数字直流调速器,在保留原变速机构的基础上将机床原液压16级手工变速改造为液压4级无级调速。
改造内容包括调速方案和电机的选择、主传动传动路线的调整以及直流调速器控制电路、PLC控制程序的设计;2、左刀架进给系统的数控改造采用滚珠丝杠替换原滑动丝杠,半闭环控制。
改造内容包括伺服进给系统控制方式的选择、进给系统机械部分改造方案的确定;滚珠丝杠副及伺服电机的的参数计算和选择;3、SINUMERIK 802D数控系统有效实现了左刀架的x轴和z轴联动控制,数控电气控制系统的设计内容主要包括数控电气控制系统的组成及连接、数控系统中PLC程序的设计及调试、数控系统的调试及系统基本参数的设定。
机床改造后,除可以满足普通端面和外圆的切削外,还可以加工出普通立车无法加工的复杂曲面类零件,大大扩大了机床的加工范围,同时提高了生产效率和加工精度,并至少节省购买数控立车的大笔资金50万元,完全达到了改造的目的。
关键词:立式车床;数控改造;全数字直流调速;滚珠丝杠;数控系统Numerical Control Transformation of C5225Vertical LatheABSTRACTThe traverse plane and top circle call be cut by the C5225 vertical lathe.by which the spherical surface work piece Call not be machined.The technics fumishment ,should be designed according to the actual request before machining the spherical surface work piece,causing high production cost,bad product applicability and long production cycle.A new alteration method about machine tool,basing on SIEMENS SUNUMERRIK 802D numerical control system,has been brought out in this paper.Concretely ,the full —number DC timing alteration ofmaster drive system,the numerical control alteration ofleft tool carriage as well as the design and debug ofthe numerical control electric system ,has been achieved.The Eurptherm 590 full-number DC actiyator had been applied when alteriIlg the master drive system ,whose transmission has been kept down while hydraulic 16-classmanual speed control had been changed to 4-class stepless speed regulation.Theal teration plane comprised the choosing of timing plane and electromotor, the transmission route adjusting of the master drive ,the design of DC actiyator control circuit and PLC program. In the left tool carriage feed system,the sliding leadserew and the semi·closed loop control has been displaced by ball screw.The alteration comprised the choosing of control way to the scrvo feed system,the confirm of mechanism part alteration plane about the feed system.the parameter count and choosing of the ball screw pair as well as the servo motor.The coordinated movement about X and Z axis could be implemented by SINUERRIK 802D numerical system effectively.The design about numerical control electric system comprised the components of hardware,the connecting method,the design and debugging of the system PLC program,the debugging of numerical system and the set of system parameters.After the alteration,the complex spherical surface work piece,besides normal traverse plane and top circle,could be macllined.In this way ,the machining bound of the tool could be enlarged.the productivity as well as the precision could be improved highly and the cost of numerical control tool,500,000 yuan ,would be saved.This alteration was successful.KEY WORDS:vertical lathe;numerical controI transformation;full—number DC speed adjusting;ball screw:numerical control system目录中文摘要---------------------------------------------------------- I Abstract---------------------------------------------------------- II 第一章绪论 ------------------------------------------------------- 1.1 国内外数控化改造的现状 -------------------------------------- 1.2 项目的来源及研究意义 ----------------------------------------1.2.1 项目的来源 ----------------------------------------------1.2.2 C5225车床的概述 -----------------------------------------1.2.3 项目的研究意义 ------------------------------------------ 1.3 C5225立式车床数控改造的总体方案 ----------------------------- 1.3.1 国内立车数控改造的成功案例 ------------------------------ 1.3.2 数控系统及进给伺服驱动系统的选择 ------------------------ 1.3.3主轴改造方案的选择 -------------------------------------- 1.3.4 刀架改造方案的选择 -------------------------------------- 1.3.5 C5225立式车床数控改造的总体方案 ------------------------- 1.4 本文研究的主要内容 ------------------------------------------ 1.5 本章小结 ---------------------------------------------------- 第二章 C5225立式车床主传动变速系统的改造 -------------------------- 2.1 C5225立式车床主传动系统概述 --------------------------------- 2.2 主轴电动机的确定 -------------------------------------------- 2.2.1 调速方式的选择 ----------------------------------------- 2.2.2 直流电动机的选择 ---------------------------------------- 2.3 5225立式车床主传动系统传动路线的改造 ------------------------ 2.4 本章小结 ---------------------------------------------------- 第三章 C5225立式车床进给系统的改造 -------------------------------- 3.1 伺服进给系统概述 -------------------------------------------- 3.2 滚珠丝杠螺母副 ---------------------------------------------- 3.3 C5225立式车床进给系统的改造方案 ----------------------------- 3.4 伺服电机和滚珠丝杠副的参数计算与选用 ------------------------ 3.5 本章小结 ---------------------------------------------------- 第四章 C5225立式车床数控系统的选择 -------------------------------- 4.1 数控系统的工作原理和组成 ------------------------------------ 4.2 数控系统的选择 ---------------------------------------------- 4.3 SINUMERIK 802D数控系统简介 ---------------------------------- 4.4 本章小结 ---------------------------------------------------- 第五章结论 ------------------------------------------------------- 个人总结 ---------------------------------------------------------- 参考文献 ----------------------------------------------------------第一章绪论1.1 国内外数控改造的现状工业发达国家在70年代末、80年代初已开始大规模应用数控机床。
CQ5250立式车床的数控化改造

(hj n nvr o cnl y H nhu30 3, hn ) Z ei gU ie fT h o g, azo 10 2 C ia a s e o
Ab ta tGo d e o o c p r r n e a d a p ia o e ut a e a he e y n me c ltc - sr c : o c n mi ef ma c o n p l t n rs l C b c iv d b u r a e h ci s n i nq e c nrl rfr ain o o iu o to eo m t fc mmo e t a ah .I C n rae t e e tr r es p o u t i d o n v ri llte t a ice s nep i ' rd ci t a c n h s vy n
C 5 5 et a lh eppr Q 20vrc tei t a . il a nh e
Ke r sv r c a e n me c o to a so ain s h me y wo d :et a lt ; u r a c nrlt il h il r fr t ; c e n m o
引 言
随 着数 控 技术 在生 产 中的应 用越 来越 广 泛 , 数 控 立式 车 床 的生 产优 势也 越 来越 明显 , 大 机加 工 广 用户 开始 考虑 对 原有 普通 立 式 车床 进行更 新 换代 。 但 是 。 目前购 置 一 台大 型数 控立 车 价格 非常 昂 贵 , 如 : 买一 台 5 数 控立 车需 5 0 6 0万元 , 在原 购 m 0 ~0 而 有普 通 立式 车 床 的基础 上 进 行数 控 改造 , 费用 低 又 能保 证加 工质 量 。因此 利用原 有普通 立式 车床 进行
立式车床的数控化改造设计

调速 的功 率扭矩 特性优 化设 计处 理 ,各部位 精涮 ;加 装
位 置编码 器 ,调 速 系统更新 升 级为先 进 的交 流 变频调 速
系统。
废除 原机床 的一 套 刀架 ,采 用重 新设计 制作 的数 控 立 式 车床作 为 基 础设 备 而 大量 装 备 于加 工制 造 业 ,
维普资讯
★ 产 品与技 术
Po u l rd es& T c n lg ★ eh ooy
立式车床的数控化改造设计
De i n f r r t o t o e tc l l t e wi sg o e r f f v r i a a h t CNC i h
统 一控制 。该 按钮 站将 全部 的进给 运动 和 丰传 动 的控制 功 能都 集 中在 一 起 操 作 。按 钮 站 卜 有 完 整 的C C 设 N 键 盘 ,操 作面 板为 中文 界面 ,显示 屏 为半面 液 晶显 示器 。
ll 0
应用 非 常广泛 。近 年来 ,随 着装 备制造 技术 水平 的 大 I
刀架 代 替 。 由刀 架 滑 板 、立 滑 枕 和纵 向进 给 传 动链 组
成 ,滑板 在 横梁 的横 向导 轨_ 移 动 ,采用 贴塑 导轨 副 、 卜
幅度 提 高 ,T件 的加 工 日趋 复杂 ,加T 的 曲线轮廓 精度
动 元件 ,横梁各 导 轨面重 新磨 削加工 。另 一侧 加工 光栅
尺 和 滚 珠 线杠 ( 螺母 ) 支架 安 装 面 ;安装 数控 刀 架 滑 板 、滚珠 丝杠 副 、光栅尺 。 上作 台及 主变速 箱部分 的主轴和 齿轮 系统根 据尤 级
的数控 型 立式车床 进行 了阐述 。
关键 词 :立 式车床 ;数控 化 ,设 计 ;改造 I 1 .引言
160KZ 15000/8000立式车床数控改造
平 L — - _ 广
==I丁 I l I l I 一 。
2 0 0 O f / a r i n 带 制 动 器
平键 1 6 0 K Z — S K - 0 9 、 挡圈 1 6 0 K Z — S K 一 1 1
、
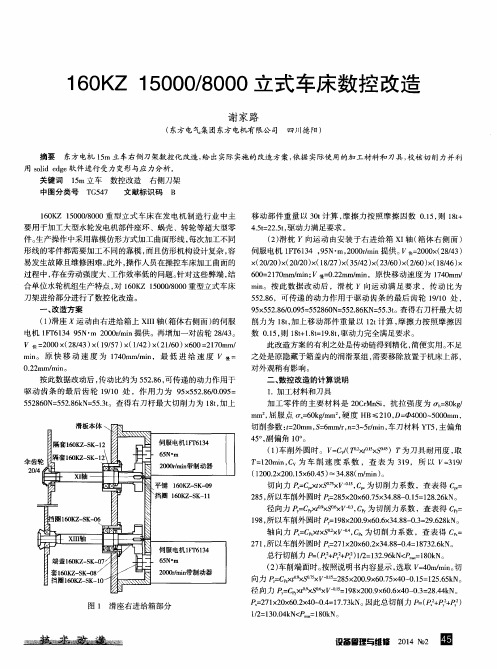
改 造 方 案
( 1 ) 滑座 运动 由右进给箱上 X I I I 轴( 箱体右侧面 ) 的伺服
电机 l F T 6 1 3 4 9 5 N・ I n 2 0 0 0 r / m i n提供 。再增加一对齿轮 2 8 / 4 3 。
V 快= 2 0 0 0X ( 2 8 / 4 3 ) X ( 1 9 / 5 7 ) × ( 1 / 4 2 ) X ( 2 1 / 6 0 ) x 6 0 0 = 2 1 7 0 a r m/
1 6 0 K Z 1 5 0 0 0 / 8 0 0 0重型立 式车床 在发 电机制造 行业 中主
要用 于加 工大型水 轮发 电机部件座环 、蜗壳 、转轮等超大型零 件。 生产操作 中采用靠模仿形方式加工曲面形 线 , 每次加工不同 形线 的零件都需要加工不 同的靠模 , 而且仿形机构设计复杂 , 容
易发生故 障且维修 困难 。 此外 , 操作人员在操控车床加工曲面的 过程 中 , 存在劳动强度大 、 工作效率低 的问题。 针对这些弊端 , 结
合单位水轮机组生产特点 , 对 1 6 0 K Z 1 5 0 0 0 / 8 0 0 0重型立式 车床 刀架进 给部分进行 了数控化改造 。
切 向 力 = X t x S  ̄ . 7 5 x V , G- 为 切 削 力 系 数 ,查 表 得 =
立式车床数控改造电气控制部分安装与调试
立式车床数控改造电气控制部分安装与调试摘要:提高机床的数控化率主要有两种方式:一是购置新的数控机床,二是对旧有机床进行数控化改造。
对这些机床进行数控化改造和更新,可形成上千亿的更新市场需求,对保持经济增长可发挥一定的作用。
本文对普通立车进行数控化改造,解决了企业先进设备缺乏的难题。
关键词:立式车床;数控改造;电气控制1.C5126数控改造的总体方案C5126立式车床数控化改造主要包括三个方面:机械传动结构的改造,电气驱动系统的改造,数控系统的改造。
机械结构的改造主要包括主轴传动系统的改造、进给系统的改造以及横梁机械结构的改造。
主轴传动系统的改造目标是实现无级调速;进给系统的改造主要是通过对立刀架水平和垂直丝杠的驱动系统改造,实现数控车床所必须的X、Z 轴的改造。
将原车床立刀架的垂直丝杠改造并定义为数控车床的Z轴,立刀架的水平丝杠改造并定义为数控车床的X轴。
改造目标要实现与驱动电机的配合,同时考虑机械结构的安装情况,合理利用空间;横梁机械结构的改造目标是简化夹紧机构,方便实现上升下降的控制。
电气系统的改造需要拆除旧机床的电气控制元件,因为改造后的设备为数控设备,许多电气控制元件已经无法完成数控系统的控制功能,为了实现对改造后机床的控制必须全部换掉。
改造后通过变频器实现主轴的无级调速控制,并选择与安装编码器等电气元件,通过合理选择驱动电机与驱动器控制进给轴的运动。
数控装置发出信号分别控制主轴、X轴、Z轴、横梁等部件,主轴、X轴与Z轴的位置控制为半闭环控制,通过指令控制,输出进给信号与方向信号到驱动器,驱动电动机运行,并将检测到的位置信号反馈到驱动器,由自身内部的位置比较模块完成反馈位置与要求位置比较后,并修正下一周期的旋转,不需CNC装置的位置控制模块进行反馈比较、速度修正。
2.电气控制部分分析和改造2.1主轴电气控制方案选择主轴通常有交流与直流两种调速方式。
直流调速一般采用直流主轴电动机配合全数字直流调速装置实现,这种设计体积小,结构紧凑,调速控制力度较好,且调速性能稳定,但是成本较高。
C5112A立式车床改造
I \
图
1
、、T’ 『 ,—
/N
中心与旋转 工作 台的中心一致 , 则加工出来 的工件 中 否
心孔就偏离了工件 ,省去 了人 工找正的烦琐 ,节省 了装
◇ ◇
图 2
夹 的时 间。具体结构如图 2 所示 。
()设 计 制 造车 削 刀杆 ,粗车 、精 车 采 用 一根 刀 2 杆 、不 同刀 片,如图 1 所示。
作为矢 量 : =y 一口= l 2
一
口
ห้องสมุดไป่ตู้
按照三角函数计算公式 :
完全 可以达 到使用 要求 。另外 以上 两种测 量方 法简便 、
y = 一 acs(8。 0 =a + a cs { a + 2po 10一 ) + 2 fo0 l
() 1
费用低廉 、 效能可靠,比较适合没有精密测量动平衡设 备的厂家使用,同时对于有转子转动的设备 ,均可按照
( )二次复查 。 8
形 , 中 O =口 A 其 A , B=y/ ,O l 2 B=y/ ,延 长 A 22 B 至 c使 B C=A 连接 O ,以 0为 圆心 ,O B; C C为半 径 画圆 , 长 A 延 O与 圆交 点 D从 图中关 系可 以得 到 ,A C =y 加试 重后测 量 的较大 l( 振 幅 ) O 是 机 床 原 始 振 , A
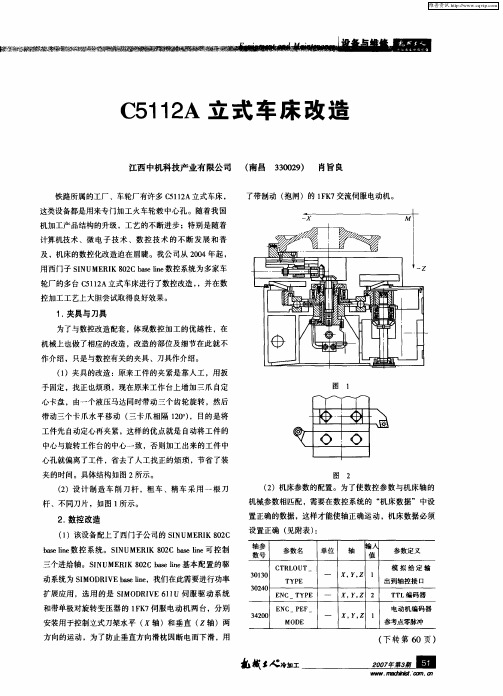
( )机床参数的配置 。为了使数控 参数与机 床轴 的 2 机械参数相匹配 ,需要在数控系统 的 “ 机床 数据” 中设
2 数控改造 .
() 1 该设备 配上 了西 门子公司的 SN M RK82 I U E I C 0
bs n 数控 系统。SNUME I 0 C bs n aele i I R K 82 ael e可控 制 i 三个进给轴 。SNuME I o Cbs n 基 本配置 的驱 I R K 8 2 aele i
普通立式车床的数控化改造方案及其优劣
普通立式车床的数控化改造方案及其优劣第2期李吉吉等:牛奶掺假检验试纸的研制41L I Zhe1,WAN G Shi-zhe2,WU Y e-ping1(1.Chemical Engineering College of Qiqihar University,Qiqihar161006,China;2.Heilongjiang Environtal Monitoring Center,Harbin150001,China)Abstract:At present,the appearance milk adulteration is very serious.The normol reagent examination oper2 ates troublely;The instyument examination costs much,it is not fit for the middle and small milk stop.There2 fore,this paper presents chemical test methods of most commonly seen mixed substances(basicite material, table salt),and develop a test paper to examine the five substances above mixed together in the milk.The rezults of experiment show that the test paper has the features of sensitive response,quick examine,convinence to take with and use and so on.K ey w ords:milk;mix;examine;test paper普通立式车床的数控化改造方案及其优劣沈立新,王延昭近年来,将普通立式车床进行数控化改造,使之具备数控功能或更进一步具有数控机床精度,将比购买新的数控立式车床节省资金,因此成为许多企业技术改造的最佳方案.这里仅对普通立式车床的数控化改造的几种方案进行对比分析.1 主传动的数控化改造主传动即立式车床的主轴,带动工作台和工件旋转的主运动,其传动为有级16级传动,即由一个普通型Y系列交流主电动机和一个可手动16级变档的减速箱相配合,产生主轴运动.在改造成数控立式车床时可有2种方案.A方案是改为16级自动变档主传动,即主传动变档可由数控系统编程实现,由电磁阀控制油缸动作,推动变速箱换档.这种方案既实现了自动变档,又不做大的改动,相对而言比较经济;但是缺点是主轴箱还是16级箱,是有级变速,因而无法实现数控立式车床的恒线速度车削功作.B方案是改16级变速箱为2级变速箱,同时原普通Y系列交流主电机改为Z4直流主电机或YVP系列交流变频主电动机,增加一个西门子6RA70型直流调速系统或矢量型(如:6SE70型或A TV58型)交流变频器.Z4型直流电动机或YVP型交流变频主电动机可实现1?100的调速范围,从而实现主传动的无级变速.有了主传动的无级变速,再在与工作台同步的地方装一个1024线的主轴位置编码器,就可以与数控系统通讯,使数控自动控制主轴的转速随工件的直径变化而自动变速,从而实现恒线速度车削功能.这种方案可以实现一个标准数控立式车床的功能;但是需要换变速箱和主电动机并增加主电动机驱动器和主轴位置编码器,因此资金投入增多.2 立刀架的数控化改造普通立式车床的刀架进给为有级,即为一个普通Y系列双速交流电机和一个可6级变速的减速箱相配合产生刀架有级-12级进给运动.对其数控恨架的改造有2种方案.A方案:1)普通立式刀架保留,把原减速箱取消,改为一对减速轮;2)把原来的T型丝杠改为P5级滚珠丝杠;3)把原来的Y系列普通交流电机取消,改为丁西门子交流伺服电机(可适当选用IF15,IF16或IF K7系列交流伺服电机,该电机可由西门子SIMODRIV E611型驱动器驱动,实现2000r/min转范围内的任意转速,从而使刀架实现0.001~2000mm的进给量范围);4)取消原机械手轮,根据需要可安装电子手轮(对于0.001 mm,0.01mm,0.1mm等微量进给,可通过数控系统的6FC9型电子手轮实现;立刀架的水平方向和垂直方向运动均可由西门子交流伺服电机控制,当需要水平和垂直两轴联动来车削锥度或车削圆弧时,可由数控系统编程,同时对驱动器及交流伺服电机发出指令并计算由伺服电机内装的编码器反馈回的脉冲实现两轴的插补运动).这种方案保留了原有普通立式车床的立刀架,较为经济.B方案:取消原普通立式车床的立刀架,重新配做一个滑座和一个数控立式车床的立刀架(这种立刀架可以配自动转位刀台,如果配液压控制的转位刀台则需要再配一套液压系统,由数控系统控制电磁阀实现转位刀台1 -4工位自动转位;如果采用电动式转位刀台,则由数控系统控制刀台内自带的电动机,实现刀台的放松、转位及卡紧控制,从而实现1-6工位自动转位).这种方案成本较高;但是可实现自动转位换刀,因而加工效率可以显著提高.讨论:以上几种普通立式车床的数控化改造方案各有优势,我们可以根据自己要实现的功能、要达到的精度、要实现的效率和能够接受的资金资入作出选择,对设备进行改造.(作者单位:齐重数控装备股份有限公司)。
立式车床数控化改造整体方案的设计
立式车床数控化改造整体方案的设计立式车床是机电设备的一种,它的自动化程度要求很高。
通常用于冶金工业,或者车制大型工件。
因为接触控制点多,电子控制系统出现故障率很高,检修时检修周期长。
长时间的使用立式机,导致电气控制系统线路老化,频繁的发生继电器故障,检修时维修十分困难。
随着PLC技术的出现,对传统车床的数控改造成为很多企业和研究院所研究的课题,PLC克服了在复杂的机械接触多及传统的控制系统接线中,继电器触点可靠性低、能耗高、灵活性差等缺点。
本文将完成C5116A立式车床的数控化改造整体方案的设计,设计方案包括对数控系统的选择、伺候驱动系统改造和外围电路方案。
一、车床机械系统改造方案C5116A立式车床属于中小型不锈钢类轴类、盘类的加工,主要需要完成的功能有主轴变速、主轴制动、主轴点动控制、刀架选择、刀速调整、进刀方向调整、横梁运动、横梁放松、横梁加紧控制,从上诉功能能分析,需要对车床的机械系统进行一些改造,机械系统改造方案如下:1.主轴调速方式改造主轴调速有两种方式,一种是选择采用交流主轴电机控制,采用交流控制方式具有精度高、速度快、可控性好的特点,但是交流主轴在转速较低的时候具有不稳定的缺点。
另一种方式是直流主轴电机,目前这种电机产品均是一些全数控化的产品具有很好的稳定性和可控性,但是精度没有交流控制方式的好,直流伺候电机具有机械线性控制性能较好,可调整的反问大的特点,因此在本次车床改造中根据C5116A的实际情况选用了直流主轴电机进行调速。
直流主轴电机选型如下:2.主轴编码器安装为了是先对螺纹的加工,因此在本次改造中引入了主轴编码器,实现了对主轴转速的调整和监控。
同时增加了同步齿型连接皮带,实现对数控系统的反馈控制,这样就形成了控制的半闭合环。
3.刀架改造为了实现自动换刀的要求,设计将原有的手动刀架换成数控自动刀位,拆除侧面手控换刀架。
4.传动丝杠改造目前使用的是普通的传动丝杠,这种丝杠不适用于机床数控化的需要,需要将普通传送丝杠改造成滚珠丝杠,滚珠丝杠具有可靠性高、机械磨损小、使用寿命长等特点。
大型立式车床数控改造
华中数控应用专栏:以华中理工大学为技术依托的中外合资武汉华中数控系统有限公司研制、开发和 型系列数控系统,近几年来成功地对我国许多大型企业进行改造,解决了企业关键设备的更新换代,取得明显的经济效益。
用数控技术对设备进行技术改造是振兴我国制造业的重要措施。
为推广数控技术应用,振兴我国民族数控产业,本刊从现在起,开辟华中数控应用篇专栏,介绍其应用实例,供有关企业借鉴。
大型立式车床数控改造华中数控系统有限公司 熊清平 吴 彤 徐建春东方电机股份有限公司 陈文平 陈文湘 摘要 介绍华中 型数控系统的特点及软硬件结构,及该系统用于大型立式车床的数控改造。
关键词 华中 型数控系统 大型立车 伺服系统 数控改造Abstract T h is paper illu strates hard 2w are and softw are structu re of H ZCN CCN C system ,by w h ich N C’stechn ical innova 2ti on of huge lathe has been i m p lem en ted and con sequen tly the p erfo r m ance of huge lathe is i m p roved .Key words H ZCN C CN C systemH uge lathe Servo driver N C’s techn ical in 2novati on 收稿日期:1998-02-21目前,对于大型回转零件的加工,极少数企业拥有大型的数控立车,因为购置一台大型数控立车价格非常昂贵,大多数企业一般都采用普通大型立车,手工操作进行加工,对于普通的端面和外径切削,可以满足加工要求,而对一些异型面的加工,如锥面,圆弧面,只能通过靠模来进行切削,一是操作加工强度大,时间长,二是精度无法得到保证。
四川东方电机股份有限公司是生产水轮发电机的大型企业,拥有较多的普通大型加工设备,为了提高产品质量和加工效率,于1995年起,该厂与武汉华中数控系统有限公司密切合作,采用华中 型数控系统对该厂的 215m , 314m , 510m , 613m 等大型立车进行数控改造。
XA5132普通立式铣床的数控化改造
3.1.2 CNC 装置的硬件结构 .........................................28 3.1.3 CNC 装置的软件结构 ........................................31
3.2 数控改造铣床的数控系统设计 ...................................34
第三章
普通铣床的电气改造部分 ......................... 22
3.1 计算机数控装置 ............................................... 22 3.1.1 CNC 系统的组成 ............................................ 22
2.4 数控化改造铣床的进给传动系统 .................................12 2.4.1 数控铣床对进给传动系统的基本要求 ........................... 13 2.4.2 数控改造铣床进给系统的型式及介绍 ........................... 13 2.4.3 数控改造铣床进给传动系统的计算设计 ......................... 13
结
论 .............................................. 43
致 谢 ................................................ 445 参 考 文 献 ....................................... 446
毕业设计(论文)任务书
专业 机械设计制造及其自动化 班级 机械 0?? 姓名 题目 专题 ???? 下发日期 20??-?-??
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录第一章绪论 (2)1.1课题研究背景 (2)第二章机床数控系统 (4)2.1改造方案 (4)2.2相关技术 (4)2.2.1变频技术 (4)2.2.2伺服控制 (6)2.3 PLC技术 (7)2.3.1基础知识 (7)2.3.2发展趋势 (8)2.4小结 (8)第三章 PLC编程技术 (9)3.1概述 (9)3.1.1语言特点 (9)3.1.2编程语言的形式 (10)3.2程序设计 (11)3.2.1程序结构 (11)3.2.2变量表 (22)3.3小结 (22)第四章PLC接口与通信技术 (23)4.1自由口模式下PLC与计算机的通信 (23)4.1.1通信协议 (23)4.1.2通信技术 (25)4.2 PLC与控制系统通信 (33)4.3 PLC与人机界面HMI (34)4.4小结 (35)第五章总结 (36)论文总结 (36)致谢 (37)参考文献 (38)第一章绪论1.1课题研究背景由于机床一般都具有较长的使用时间,在上个世纪70、80年代制造的普通机床都采用的是接触器-继电器控制,到目前有很大一部分还在使用,该系统具有体积大、功耗大、控制速度慢、改变控制程序困难,由于是由触点控制,在控制复杂时可靠性降低。
在如今的加工环境中已经越来越不适应精确,高效率的要求。
可编程序控制器(PLC)是根据顺序逻辑控制的需要而发展起来的,是专门为工业环境应用而设计的数字运算操作的电子装置。
PLC是一种用于自动化控制的专用计算机,实质上属于计算机控制方式,PLC控制一般具有可靠性高、易操作、维修、编程简单、灵活性强等特点。
机床采用了PLC控制,用软件实现对机床运行的自动控制,可靠性大大提高。
控制系统结构简单,外部线路简化。
另外可方便地增加或改变控制功能。
也可进行故障自动检测与报警显示,提高运行安全性,并便于检修。
鉴于其种种优点,目前,普通机床的继电器控制方式已逐渐被PLC控制代替。
同时,由于电机交流变频调速技术的发展,机床的调速方式已由原来的齿轮箱固定档位调速改为直接由伺服电机拖动的无级调速。
它具有体积小,调速范围广。
如果要把那些老式机床废弃,重新购买新的数控机床,不仅花费巨大,而且原有的老式机床也将浪费。
在美国、日本和德国等发达国家,它们的机床改造作为新的经济增长行业,生意盎然,正处在黄金时代。
由于机床以及技术的不断进步,机床改造是个"永恒"的课题。
所以,对这些机床进行数控化改造,就有了很大的市场,且具有投资少,交货快,可充分利用现有条件和采用最新技术的特点。
同购置新机床相比,一般可以节省60%~80%的费用,改造费用低。
特别是大型、特殊机床尤其明显。
一般大型机床改造,只花新机床购置费用的1/3,交货期短。
但有些特殊情况,如高速主轴、托盘自动交换装置的制作与安装过于费工、费钱,往往改造成本提高2~3倍,与购置新机床相比,只能节省投资50%左右。
可以充分利用现有地基,不必像购入新设备时那样需重新构筑地基。
可根据技术革新的发展速度,及时地提高生产设备的自动化水平和效率,提高设备质量和档次,将旧机床改成当今水平的机床。
宏观上看,工业发达国家的军、民机械工业,在70年代末、80年代初已开始大规模应用数控机床。
最终使得他们的产品在国际军品和民品的市场上竞争力大为增强。
而我们在信息技术改造传统产业方面比发达国家约落后20年。
如我国机床拥有量中,数控机床的比重(数控化率)到1995年只有1.9%,而日本在1994年已达20.8%,因此每年都有大量机电产品进口。
这也就从宏观上说明了机床数控化改造的必要性。
目前,在我国随着企业加速进行现代化技术改造,PLC及其应用技术越来越多的应用到企业的设备改造和技术更新之中。
近几年在大型机床的电气化改造中PLC技术的应用得到了长足发展,有许多成功范例。
第二章机床数控系统我国20年以前生产的机床电气控制普遍采用交流接触器和继电器进行控制,经过长期使用,电器元件老化,触点烧损,造成设备故障频发。
在维护中由于线路接点多,元件更新,许多故障不能及时处理,给企业生产带来诸多不便。
随着电子和信息技术的发展,PLC技术也获得了长足进步。
许多企业为了提高机床效率与精度开始对老式机床进行技术改造,运用PLC、变频控制、人机交互、网络控制等技术提高机床的可靠性和精度,提高设备现代化技术水平,以适应市场经济带来的挑战。
2.1改造方案C5235双柱立式车床是武汉重型机床厂70年代生产的大型车床,采用接触器和继电器回路进行控制,主要加工大型碎矿、选矿备件。
近几年,由于线路老化、接点烧损,电气故障频繁发生,控制回路多,故障难以及时排查,加之电子元件改型,往往牵一发而动全身,给维护工作带来极大困难。
经有关技术人员讨论决定对电气线路进行数控化改造,采用PLC摸块作核心控制,用变频器驱动主电机带动工作盘,左右立柱电机更换步进电机,传动丝杠改用滚珠丝杠,用触摸屏代替控制柜,实现实时显示与控制。
改造后走刀量实现了精确控制与显示,加工锥体不再板立柱,安装专用挂轮系统,而只需输入指令,并且通过专用软件可与生产管理系统相连接,在后续开发通过编程还可实现加工球面、抛物面和复杂曲面加工,软件升级与开发都可通过编程实现。
提高了加工效率和精度,实现自动化,为以后信息控制系统奠定了基础。
2.2相关技术2.2.1变频技术变频器主要由整流(交流变直流)、滤波、再次整流(直流变交流)、制动单元、驱动单元、检测单元微处理单元等组成。
通过改变电流频率来改变电机速度,但如果仅改变频率而不改变电压,频率降低时会使电机出于过电压(过励磁),导致电机可能被烧坏。
因此变频器在改变频率的同时必须要同时改变电压。
电机在工频电源供电时起动和加速冲击很大,而当使用变频器供电时,这些冲击就要弱一些。
工频直接起动会产生一个大的起动电流。
而当使用变频器时,变频器的输出电压和频率是逐渐加到电机上的,所以电机起动电流和冲击要小些。
变频技术是应交流电机无级调速的需要而诞生的。
电器器件的更新促进了电力电子变换技术的不断发展。
20世纪70年代开始,脉宽调制变压变频((PWM-VVVF )调速研究引起了人们的高度重视。
20世纪80年代,作为变频技术核心的PWM模式优化问题吸引着人们的浓厚兴趣,并得出诸多优化模式,其中以鞍形波PWM模式效果最佳。
20世纪80年代后半期开始,美、日、德、英等发达国家的VVVF变频器己投入市场并获得了广泛应用。
在推出PWM磁通矢量控制的变频器数年后,1998年末又出现采用DTC 控制技术的变频器。
ABB公司的ACS600系列是第一代采用DTC技术的变频器,它能够用开环方式对转速和转矩进行准确控制,而且动态和静态指标已优于PWM闭环控制指标。
变频器控制方式经历了以下五代:1, U/f--C的正弦脉宽调制(SPWM)控制方式2、电压空间矢量(( SVPWM)控制方式3、矢量控制(VC)方式4直接转矩控制(DTC)方式5,矩阵式交一交控制方式控制方式是决定变频器使用性能的关键所在。
目前市场上低压通用变频器品牌很多,包括欧、美、日及国产的共约50多种。
选用变频器时不要认为档次越高越好,而要按负载的特性,以满足使用要求为准,以便做到量才使用、经济实惠。
转矩控制型变频器的选型及相关问题基于调速方便、节能、运行可靠的优点,变频调速器已逐渐替代传统的变极调速、电磁调速和调压调速方式。
直接转矩控制以测量电机电流和直流电压作为自适应电机模型的输入。
该模型每隔25us产生一组精确的转矩和磁通实际值,转矩比较器和磁通比较器将转矩和磁通的实际值与转矩和磁通的给定值进行比较,以确定最佳开关位置。
由此可以看出它是通过对转矩和磁通的测量,即刻调整逆变电路的开关状态,进而调整电机的转矩和磁通,以达到精确控制的目的。
2.2.2伺服控制作为数控机床的重要功能部件,伺服系统的特性一直是影响系统加工性能的重要指标。
伺服系统是以机械运动的驱动设备,电动机为控制对象,以控制器为核心,以电力电子功率变换装置为执行机构,在自动控制理论的指导下组成的电气传动自动控制系统。
这类系统控制电动机的转矩、转速和转角,将电能转换为机械能,实现运动机械的运动要求。
具体在数控机床中,伺服系统接收数控系统发出的位移、速度指令,经变换、放调与整大后,由电动机和机械传动机构驱动机床坐标轴、主轴等,带动工作台及刀架,通过轴的联动使刀具相对工件产生各种复杂的机械运动,从而加工出用户所要求的复杂形状的工件。
伺服系统主要由三部分组成:控制器、功率驱动装置、反馈装置和电动机。
控制器按照数控系统的给定值和通过反馈装置检测的实际运行值的差,调节控制量:功率驱动装置作为系统的主回路,一方面按控制量的大小将电网中的电能作用到电动机之上,调节电动机转矩的大小,另一方面按电动机的要求把恒压恒频的电网供电转换为电动机所需的交流电或直流电;电动机则按供电大小拖动机械运转。
进给伺服以数控机床的各坐标为控制对象,产生机床的切削进给运动。
为此,要求进给伺服能快速调节坐标轴的运动速度,并能精确地进行位置控制。
具体要求其调速范围宽、位移精度高、稳定性好、动态响应快。
根据系统使用的电动机,进给伺服可细分为步进伺服、直流伺服、交流伺服和直线伺服。
主轴伺服提供加工各类工件所需的切削功率,因此,只需完成主轴调速及正反转功能。
但当要求机床有螺纹加工、准停和恒线速加工等功能时,对主轴也提出了相应的位置控制要求,因此,要求其输出功率大,具有恒转矩段及恒功率段,有准停控制,主轴与进给联动。
与进给伺服一样,主轴伺服经历了从普通三相异步电动机传动到直流主轴传动。
随着微处理器技术和大功率晶体管技术的进展,现在又进入了交流主轴伺服系统的时代。
作为数控机床的重要功能部件,伺服系统的特性是影响系统加工性能的重要指标。
围绕伺服系统动态特性与静态特性的提高,近年来发展了多种伺服驱动技术。
可预见随着超高速切削、超精密加工、网络制造等先进制造技术的发展,具有网络接口的全数字伺服系统、直线电动机及高速电主轴等将成为数控机床行业的关注的热点,并成为伺服系统的发展方向。
2.3 PLC技术可编程控制器,英文称Programmable Logic Controller,简称PLC。
PLC是基于电子计算机,且适用于工业现场工作的电控制器。
它源于继电控制装置,但它不像继电装置那样,通过电路的物理过程实现控制,而主要靠运行存储于PLC内存中的程序,进行入出信息变换实现控制。
PLC基于电子计算机,但并不等同于普通计算机。
普遍计算机进行入出信息变换,多只考虑信息本身,信息的入出,只要人机界面好就可以了。
而PLC则还要考虑信息入出的可靠性、实时性,以及信息的使用等问题。
特别要考虑怎么适应于工业环境,如便于安装,抗干扰等问题。
输入输出信息变换、可靠物理实现,可以说是PLC实现控制的两个基本要点。