推荐-tsps025醋三棱生产工艺规程 精品
醋的制作方法

求教醋的生产工艺流程镇江香醋创于1840年,是江苏著名的特产,弛名中外,1909年开始少量出口。
镇江香醋在国内曾5次分别获得金牌奖、优等奖、一等奖等,1980年获国家银质奖。
镇江恒顺酱厂的香醋主要原料选用优质糯米和黄酒糟等,故有“米醋”、“糟醋”之称。
它采用独特的传统工艺,工序复杂,操作细致,要求严格。
其品质优良,久享盛誉。
制作方法香醋生产工艺,一直采用100多年来的传统工艺,即在大缸内采用“固体分层发酵”。
70年代用水泥池代替大缸发酵,通过3年的试验获得成功,并总结出一套新工艺,既保持了传统工艺、保持了风味特色,又提高了产量30%,并能实行机械化操作,减轻了劳动强度。
香醋生产工艺,可分三大工序:1.酒精发酵:糯米→浸渍→蒸煮→淋饭→拌曲→糖化→酒化→成品(酒醅)(1)糯米:选用优质糯米,淀粉含量在72%左右,无霉变。
(2)浸渍:使淀粉组织吸水膨胀,体积约增加40%,便于充分糊化。
米与浸渍水的比例为1∶2。
(3)蒸煮:使淀粉糊化,便于微生物利用。
(4)淋饭:通过加热,淀粉发生膨胀粘度增大。
迅速用凉水冲淋,其目的是降温,其次使饭粒遇冷收缩,降低粘度,以利于通气,适合于微生物繁殖。
(5)拌曲:利用酒药中所含的根霉菌和酵母菌的作用,将淀粉糖化,再发酵成为酒精。
一般的用量为原料的0.2%~0.3%。
实例每100公斤糯米加200公斤清水浸泡,24小时后,用竹罗捞起,沥尽余水。
蒸熟后用凉水冲淋到28℃,倒入缸中并加酒药300克,拌匀,在26℃下糖化72小时,再加水150公斤,28℃下保温7天,即得成熟酒醅。
其出品率是,每100公斤糯米可产酒醅300公斤左右,酒醅酒度13度、酸度0.8左右。
2.醋酸发酵:醋酸发酵是决定香醋产量、质量的关键工序。
把传统的“固体分层发酵”工艺应用在水泥池发酵工艺中,整个醋酸发酵的时间为20天。
整个醋酸发酵分三个阶段进行。
第一,“接种培菌”阶段(前期发酵):本阶段将醋酸菌接入混合料中,逐步培养、扩大,经过1天时间,使所有原料中都含有大量的醋酸菌。
三棱饮片内控质量标准
****中药饮片有限公司文件标准依据:《中华人民共和国药典》(2010年版)及《江苏省中药饮片炮制规范》(2002年版)。
内容:1产品名称及产品代码产品名称:醋三棱产品代码:2产品规格和包装形式产品规格:薄片包装形式:用本公司印制的20号聚丙烯复合低密度聚乙烯薄膜包装成1kg/袋,用16号聚丙烯复合低密度聚乙烯薄膜包装成0.5kg/袋。
3取样、检验方法或相关操作规程编号取样方法参见****号文件;检验方法参见***号文件4 定性和定量的限度要求4.1 来源本品为黑三棱科植物黑三棱Sparganium stoloniferum stoloniferum Buch. -Ham.的干燥块茎。
4.2 性状醋三棱本品形如三棱片。
呈类圆形薄片。
外表皮灰棕色,切面黄色至黄棕色,偶见焦黄斑,微有醋气。
4.3 鉴别取本品粉末2g,加乙醇30m1,加热回流1小时,滤过,滤液蒸干,残渣加乙醇2 ml使溶解,作为供试品溶液。
另取三棱对照药材2g,同法制成对照药材溶液。
照薄层色谱法(附录Ⅵ B)试验,吸取上述两种溶液各l0µ1,分别点于同一硅胶G2- 1错误!未指定书签。
薄层板上,以石油醚(60~90℃)-乙酸乙酯(4: 1)为展开剂,展开,取出,晾干,置紫外光灯(365nm)下检视。
供试品色谱中,在与对照药材色谱相应的位置上,显相同颜色的荧光斑点。
4.4 检查4.4.1 杂质不得过2.0%。
4.4.2 水分不得过15.0%醋三棱不得过13.0%4.4.3 总灰分醋三棱不得过5.0 %(附录Ⅸ K)。
5 浸出物照醇溶性浸出物测定法(附录Ⅹ A)项下的热浸法测定,用稀乙醇作溶剂,不得少于7.5%。
6 贮存条件和注意事项置通风干燥处,防蛀。
孕妇禁用;不宜与芒硝、玄明粉同用。
7 复验期三年.2- 2。
三棱饮片 炮制工艺 及质量标准研究

以挥发油、水浸出物和总黄酮含量作为指标对三棱片炮制工艺进
行研究,结合大生产实际,制定出最佳工艺为;将净三棱大小分档,
以减压冷浸法浸泡,每天换水1次,透心后切成不规则薄片,以50℃
干燥3~4小时;同时亦对醋三棱炮制工艺进行研究,从醋炙法、醋煮
法、醋蒸法及醋烤法等方法中筛选出最佳方法为醋炙法,再采用正交
试验方法,以用醋量、闷润时间、炒制温度及炒制时间作为考察因素,
结合大生产实际,制定出最佳醋炙工艺为:三棱片中加入用水稀释后
的醋液,拌匀,闷润30min,倒入已预热的炒药锅内,以快速(开风
机)炒制14mln,出锅。
通过对三梭片和醋三棱的质量标准的研究,分别确定了其净度、
水分、总灰分、酸不溶灰分、重金属、砷盐、漫出物等含量限度。并
st咖lge¨h帅nlat of Rhiz伽啦Sparg柚ic nake,which is iII accord with
s啪e tfadidOnal pro∞ssing theory;at me
time,me e盘bct of promoting
b100d ciroIllation to stop paill of the pmducts of啪w pro∞ssing
Rhizom SpaIganic nakc锄d Rhizoma SpargaIlic wi恤Vinegar·
’Ihe content of、blame on,tota重navonoidS and water.solulIIe
lixivium、ver{e销the markers to analyze the prooessing pro∞dur∞of
of s锄ple
wh阻total naV伽成ds w鹋m∞sllraled by UV:越凼叫gh the。0n缸∞t and
食醋生产工艺 ppt课件

ppt课件
21
第二节 糖化发酵剂
一、糖化剂与糖化工艺 酿制食醋的第一个工艺过程是淀粉糖化,即将淀粉 转变成可发酵性糖。糖化所用的催化剂称为糖化剂。 食醋生产采用的糖化剂有两大类型:一类是采用固 态方法培养的固体糖化曲,有大曲、小曲、麸曲、 红曲、麦曲等;另一类是采用液体方法培养的液体 曲。
ppt课件
ppt课件
9
二、食醋生产的工艺原理 食醋酿造需要经过糖化、酒精发酵、醋酸发酵以及 后熟与陈酿等过程。在每个过程中都是由各类微生 物所产生的酶引起一系列生物化学作用,如下式所 示:
曲霉菌
酵母菌
醋酸菌
淀粉 淀粉酶 葡萄糖 酒化酶 乙醇 脱氢酶 乙酸
ppt课件
10
(一)淀粉糖化 用淀粉质原料酿造食醋,首先要将淀粉水解为糖, 水解过程分两步进行。第一步是原料经蒸煮变成淀 粉糊后,在液化型淀粉酶的作用下,迅速降解成相 对分子质量较小的能溶于水的糊精,粘度急速降低, 流动性增大,这一过程称为液化。第二步是糊精在 糖化型淀粉酶作用下水解为可发酵性糖类,这一过 程称为糖化。
1
我国生产的食醋风味独特,在世界上独树一帜,有 些产品行销国内外市场,颇受欢迎,如山西老陈醋、 镇江香醋、四川保宁麦醋、福建永春红曲醋、北京 熏醋、浙江玫瑰醋、上海米醋等,都是享有盛名的 佳品。
近年来,我国的食醋生产在工艺设备方面都有许多 改进,在提高原料利用率、节约粮食、减轻劳动强 度、提高生产效率和改善产品卫生方面都取得了一 定的成绩。
ppt课件
5
(2)老法曲醋:
老法曲是以大麦、小麦、豌豆为原料,以野生菌自 然培养获取菌种而制成的糖化曲。由于曲子的酶系 统较复杂,所以老法曲配制的食醋风味优良,曲子 也便于长期贮存。但老法曲耗用粮食多,生产周期 长,出醋率低,生产成本高,故除了传统风味的名 牌醋使用外,多不使用。
三棱和醋三棱工艺

三棱成品工艺规程1 产品概述1.1 正名:三棱2 生产依据:《中华人民共和国药典》(2010年一部)、《中药炮制学辞典》、《中药鉴别炮制应用手册》、《中药大辞典》.3 规格:厚片4 工艺流程:三棱工艺流程图及主要控制点5 操作过程及工艺条件5.1 炮制5.1.1 拣选:按车间领料单从库房领出三棱药材,在外包间脱去外包装后进入拣选工作间,拣去石头等杂质及非药用部位,转入下道工序。
本工序收率应控制在95-100%。
5.1.2 润药:将拣净的三棱药材,置润药池内浸润2-4h,蒸润30min,蒸汽压力0.02MPa,润至药材无干心后转入下道工序。
5.1.3 切制:将润好的药材切为厚片2-4mm,断面整齐。
5.1.4 干燥:将切制好的三棱片均匀的放进烘干机内,设定温度为60℃,时间2-3h,烘干放凉后(自然晾晒干燥,勤翻动)转入下道工序。
5.1.5 过筛:将干燥的三棱片过0.6cm筛,筛上为一等,筛下取出药屑,后转入下道工序。
本工序收率应控制在95-100%。
5.2 包装5.2.1 包装材料必须专人领取,合格证、标签必须计数发放。
5.2.2 称量:按批包装指令要求称取饮片装入袋中,控制装量差异。
每袋重量应在标示量1.002kg±2g.范围内。
5.2.3 封口:将分装好的饮片用封口机缝好,封口处严密、均匀,无皱缩。
5.2.4 成品按批次分别码放在饮片成品库,待质量检验合格后,才可办理入库手续,并经质量部审核合格后方可发放出库。
5.3 贮藏条件及注意事项5.3.1 原料药贮藏条件:置通风干燥处,防潮,防蛀。
5.3.2 成品饮片贮藏条件:置通风干燥处,防潮,防蛀。
6三棱生产工艺质量控制点7、三棱原料质量标准参考《三棱原料质量标准》8、三棱成品质量标准参考《三棱成品质量标准》9、成品贮藏及注意事项置干燥处,防霉,防蛀。
10、设备一览表11技术经济指标11.1计算方法11.1.1收率=合格品重量(kg)/理论投料重量(kg)×100%11.1.2成品收率=成品重量(kg)/理论投料量(kg)×100%11.1.3物料平衡=(合格品重量+废品量+抽检量)/接收物料重量×100% 11.2经济指标11.2.1收率范围:≥85%11.2.2物料平衡范围:85-100%12包装规格:1千克/袋13技术安全、工业卫生、劳动保护13.1技术安全13.1.1车间通道、走廊、操作面、进出门口及消防器材放置处严禁堆放物品。
三棱炮制生产工艺规程

1、目的、范围及责任1.1、目的:建立三棱饮片生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
1.2、适用范围:本工艺规程适用于三棱炮制的全过程,是各部门共同遵循的技术准则。
1.3、责任:生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产部、质量管理部负责监督该规程的实施。
2、产品概述2.1药品名称品名:三棱汉语拼音:Sanleng2.2药材来源本品为黑三棱科植物黑三棱Sparganiuum stoloniferum Buch.-Ham.的干燥块茎。
冬季至次年春采挖,洗净,削去外皮,晒干。
2.3功能主治:破血行气,消积止痛。
用于癥瘕痞块,痛经,瘀血经闭,胸痹心痛,食积胀痛。
2.4性味与归经:辛、苦,平。
归肝、脾经2.5性状:本品呈类圆形的薄片。
外表皮灰棕色。
切面灰白色或黄白色,粗糙,有多数明显的细筋脉点。
气微,味淡,嚼之微有麻辣感2.6商品名:三棱2.7 等级/规格:统2.8 包装规格:聚乙烯袋装,250g/500g/袋。
2.9 复验期:暂定12个月。
2.10贮藏:置通风干燥处。
3、法定制法和依据3.1法定制法:除去杂质,洗净,润透,切制,干燥。
3.2依据:《中国药典》2015年版。
3.3批量:30kg3.4所用的原辅料清单和处方量:5、生产操作过程5.1领料车间领料人根据生产指令开具领料单,经车间主任审批签字后,领料人凭领料单去仓库领料,领料时应同发料人一起复核所领物料的品名、批号、数量、质量,然后双方在领料单上签字。
外包装应无破损、受潮、水渍、霉变、鼠咬等现象,如不符合质量要求可拒绝领料,并向有关质量人员反映,待解决后领取。
5.2 净选5.2.1净选准备5.2.1.1仔细阅读批生产指令;5.2.1.2检查净选间清场状态标志;5.2.1.3检查设备状态标志;5.2.1.4检查生产用容器、用具清场状态标志;5.2.1.5领取净选三棱并核对品名、规格、数量等是否与生产指令一致;5.2.1.6以上各项检查合格后,将清洁状态标志清除,悬挂生产状态标志;开始净选操作。
制醋生产工艺操作规程
制醋生产工艺操作规程食醋的酿造过程以及风味的形成是由于各种微生物所产生的酶引起的一系列生物反应的结果.高桥陈醋主要采用的是传统的固态发酵工艺技术。
以本地区盛产的红高粱为主料,优质麦麸为辅料,精选优良菌种,经过淀粉糖化、酒精发酵和醋酸发酵三个主要过程酿造而成的色、香、味俱佳的酿造陈醋。
一、生产工艺流程:见固态发酵制醋工艺流程图。
二、生产操作:2.1 原料处理:原料处理是酿造食醋生产过程中的一个重要环节。
首先,需将原料粉碎,要求通过2.5mm筛孔,以达到增加淀粉颗粒吸水面积,迅速膨胀,便于达到蒸煮的目的。
原料粉碎越细,表面积越大,黑曲霉繁殖面积越大,在发酵过程中分解效果就越彻底,可提高原料的利用率。
粉碎的原料按30%—40%加水拌均,使原料水分达到45%左右,润料1-2小时。
原料蒸煮前,先将蒸锅底部铺垫一层高粱壳或其他填充料,再以“追汽压料”方式撒料装锅,至圆汽闷1小时。
原料蒸煮后出锅,用扬渣机晾于鼓风板上,温度降至25℃~30℃(冬季要高些),按主料55%加麸曲,7%大缸酵母液,拌均。
2.2 淀粉糖化及酒精发酵:发酵池按原料的320%放入底水(冬季最好提前放入预温),然后放入已冷却好的熟料,同时加入酒母和打碎的麸曲,充分翻拌均匀,制成有一定含水量的醅。
入池温度不低于20℃,以后三天内每天翻醅3—4次,以调节温度和水分,进行淀粉糖化和酒精发酵。
淀粉糖化的糖汁浓度决定成品醋的总酸浓度。
发酵期间控制池内温度在20℃左右。
发酵7—8天(冬季10—12天)后,酒醅中的酒精含量可达6.5%以上。
2.3 醋酸发酵(份醋):酒醅发酵成熟后,拌入麸皮,高粱壳等辅料,称为份醋。
份好的醅料水分含量一般在60%—62%,放于醋酸发酵池内,拌入醋酸菌种子,进行醋酸发酵。
在醋酸发酵期间,控制品温,当品温升至35℃以上开始翻醅,翻醅层要清,生熟醅层不要混乱,醅温最高可达到43℃,一般维持2—3天左右,品温下降,再将醋醅压实,发酵池口加盖封严放置,进行陈酿后熟。
三棱和醋三棱工艺
三棱成品工艺规程1 产品概述1.1 正名:三棱2 生产依据:《中华人民共和国药典》(2010年一部)、《中药炮制学辞典》、《中药鉴别炮制应用手册》、《中药大辞典》.3 规格:厚片4 工艺流程:三棱工艺流程图及主要控制点5 操作过程及工艺条件5.1 炮制5.1.1 拣选:按车间领料单从库房领出三棱药材,在外包间脱去外包装后进入拣选工作间,拣去石头等杂质及非药用部位,转入下道工序。
本工序收率应控制在95-100%。
5.1.2 润药:将拣净的三棱药材,置润药池内浸润2-4h,蒸润30min,蒸汽压力0.02MPa,润至药材无干心后转入下道工序。
5.1.3 切制:将润好的药材切为厚片2-4mm,断面整齐。
5.1.4 干燥:将切制好的三棱片均匀的放进烘干机内,设定温度为60℃,时间2-3h,烘干放凉后(自然晾晒干燥,勤翻动)转入下道工序。
5.1.5 过筛:将干燥的三棱片过0.6cm筛,筛上为一等,筛下取出药屑,后转入下道工序。
本工序收率应控制在95-100%。
5.2 包装5.2.1 包装材料必须专人领取,合格证、标签必须计数发放。
5.2.2 称量:按批包装指令要求称取饮片装入袋中,控制装量差异。
每袋重量应在标示量1.002kg±2g.范围内。
5.2.3 封口:将分装好的饮片用封口机缝好,封口处严密、均匀,无皱缩。
5.2.4 成品按批次分别码放在饮片成品库,待质量检验合格后,才可办理入库手续,并经质量部审核合格后方可发放出库。
5.3 贮藏条件及注意事项5.3.1 原料药贮藏条件:置通风干燥处,防潮,防蛀。
5.3.2 成品饮片贮藏条件:置通风干燥处,防潮,防蛀。
6三棱生产工艺质量控制点7、三棱原料质量标准参考《三棱原料质量标准》8、三棱成品质量标准参考《三棱成品质量标准》9、成品贮藏及注意事项置干燥处,防霉,防蛀。
10、设备一览表11技术经济指标11.1计算方法11.1.1收率=合格品重量(kg)/理论投料重量(kg)×100%11.1.2成品收率=成品重量(kg)/理论投料量(kg)×100%11.1.3物料平衡=(合格品重量+废品量+抽检量)/接收物料重量×100% 11.2经济指标11.2.1收率范围:≥85%11.2.2物料平衡范围:85-100%12包装规格:1千克/袋13技术安全、工业卫生、劳动保护13.1技术安全13.1.1车间通道、走廊、操作面、进出门口及消防器材放置处严禁堆放物品。
五味子025

生产工艺规程泰兴市济仁中药饮片有限公司目录一、炮制规格和炮制依据二、炮制工艺流程三、质量标准(一)法定质量标准(二)企业质量标准(三)中间产品质量标准(四)包装材料质量标准四、生产工艺条件五、炮制操作和技术参数六、设备一览表及其生产能力七、技术安全操作要点及劳动保护八、质量监控要点九、包装规格及要求十、贮藏注意事项十一、劳动组织,岗位定员、工时及生产周期十二、技术经济指标及物料平衡一、炮制规格和炮制依据(一)、炮制规格【五味子】【醋五味子】(二)、炮制依据《江苏省中药饮片炮制规范》2002年版二、炮制工艺流程【五味子】【醋五味子】三、质量标准(一)法定质量标准1、药材:编制依据:《中国药典》2000年版一部P482、成品:编制依据:《江苏省中药饮片炮制规范》2002年版P312(二)企业质量标准1、药材:本品为木兰科植物五味子Schisandra chinensis(Turcz.)Baill.的干燥成熟果实。
【性状】本品呈不规则的球形或扁球形,直径5-8mm。
•表面红色、紫红色或暗红色,皱缩,显油润,有的表面呈黑红色或出现“白霜”。
果肉柔软,种子1-2,肾形,表面棕黄色,有光泽,种皮薄而脆。
果肉气微,味酸;种子破碎后,有香气,味辛、微苦。
••••【鉴别】取本品粉末1g,加氯仿20ml,加热回流30分钟,滤过,滤液蒸干,残渣加氯仿1 ml使溶解,作为供试品溶液。
另取五味子对照药材1g,同法制成对照药材溶液。
再取五味子甲素对照品,加氯仿制成每1ml含1mg的溶液,作为对照品溶液。
照薄层色谱法(附录Ⅵ取B)试验,吸取上述三种溶液各2μl,分别点于同一硅胶GF254薄层板上,以石油醚(30~60℃)-甲酸乙酯-甲酸(15:5:1)的上层溶液为展开剂,展开,取出,晾干,置紫外光灯(254nm)下检视。
供视品色谱中,在与对照药材和对照品色谱相应的位置上,显相同颜色的斑点。
【检查】杂质不得过1%(附录ⅨA)。
醋三棱工艺规程
目录2、生产工艺流程4、质量监控:见“SCGL506601 醋三棱生产关键工序质量监控要点”。
5、原辅料、半成品、成品质量标准5.1 三棱原料质量标准:见“ZLJS100101 原药材质量标准”。
5.2 醋三棱中间产品质量标准:见“ZLJS400101 饮片中间产品质量标准”。
5.3 醋三棱成品质量标准:见“ZLJS500101 饮片成品质量标准”。
6、包材质量标准和文字说明6.1 包材质量标准:见“ZLJS300101~ZLJS300601包装材料质量标准”6.2 包装说明文字:品名:醋三棱规格:产地:重量:产品批号:生产日期:贮藏:置通风干燥处,防蛀生产企业:7、生产区的工艺卫生要求7.1 生产区卫生要求:执行“CSGL001401一般生产区环境卫生管理规程”, 7.2 生产区清洁工作要求:执行“CSSOP000301一般生产区厂房清洁规程”,7.3 生产区人员卫生要求:执行“SCGL000101一般生产区个人卫生规程”, 7.4 生产区工作服管理要求:执行“SCGL005701一般生产区工作服管理规程”9、技术经济指标核算9.2包装材料物料平衡使用量+残损量+剩余量塑料袋物料平衡= ×100%(99.0-101.0%) 本批领用量使用数+残损数+剩余数标签物料平衡= ×100%(99.0-101.0%) 本批领用数10、技术安全及劳动保护10.1 员工转岗或新工上岗前均要进行安全操作培训,熟悉本岗位的操作要点、质控要点及注意事项。
10.2 严格按工艺规程和岗位标准操作程序操作,切忌擅改工艺和岗位操作方法,工作应严肃认真。
10.3 电机设备严禁用水直接冲洗,清洁时亦不可用湿布擦拭。
在确保一切准备工作就绪后方可开机,以防轧手等事故发生。
10.4 设备定期保养,严格按设备维护保养管理制度操作使用。
10.5 拣选、切药、干燥、筛分等产尘、产湿岗位应有除尘排湿装置。
11、劳动组织和岗位定员11.1 劳动组织11.1.1 由生产制造部下达生产指令,车间依此组织生产。
三棱、醋三棱生产工艺规程

XXXXXXXXX有限公司生产工艺规程1 目的:建立三棱、醋三棱生产工艺规程,用于指导现场生产。
2 范围:三棱、醋三棱生产过程。
3 职责:生产部、饮片车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5 产品概述:5.1 产品基本信息5.1.1产品名称:三棱、醋三棱5.1.2规格:薄片5.1.3性状:三棱:本品呈类圆形的薄片。
外表皮灰棕色。
切面灰白色或黄白色,粗糙,有多数明显的细筋脉点。
气微,味淡,嚼之微有麻辣感。
醋三棱:本品形如三棱片,切面黄色至黄棕色,偶见焦黄斑,微有醋香气。
5.1.4企业内部代码:5.1.5性味与归经:辛、苦,平。
归肝、脾经。
5.1.6功能与主治:破血行气,消积止痛。
用于癥瘕痞块,痛经,瘀血经闭,胸痹心痛,食积胀痛。
5.1.7用法与用量:5~10g。
5.1.8注意:孕妇禁用;不宜与芒硝、玄明粉同用。
5.1.9 贮藏:置通风干燥处,防蛀。
5.1.10包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.11贮存期限:36个月5.2 生产批量:5~10000kg。
5.3辅料:米醋。
每100kg三棱,用醋15kg。
5.4生产环境:一般生产区6 生产操作过程:6.1 三棱生产工艺流程图:6.2醋三棱生产工艺流程图:6.3生产操作过程与工艺条件:6.3.1领料6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取三棱原料。
6.3.1.2领料过程中必须核对原药材品名、编码、件数、数量、合格标志等内容。
6.3.2净制:6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质。
将净三棱置净料袋或周转箱。
104醋三棱生产工艺规程

编 码 SOP-TMS-104 版 次 01 起 草 部门审核 QA 审核 批 准 起草日期审核日期审核日期批准日期颁发部门 总经办颁发数量份生效日期分发单位质量部、生产供应部、生产车间目的:为醋三棱生产提供符合要求的生产工艺,规范醋三棱生产操作,严格工艺管理,特制订本规程。
范围:本规程适用于醋三棱的生产操作。
责任:生产车间、生产部、质量部 内容: 1、产品概述1.1产品名称:药材通用名:三棱 代码:CP1041.2来源:本品为黑三棱科植物黑三棱Sparganiuum stoloniferum Buch.-Ham.的干燥块茎。
冬季至次年春采挖,洗净,削去外皮,晒干。
1.3产地:主产于山西,河南,陕西等地。
1.4性状:本品形如三棱片,切面黄色至黄棕色,偶见焦黄斑,微有醋香气。
1.5 性味与归经:辛、苦,平。
归肝、脾经。
1.6功能与主治:破血行气,消积止痛。
用于癥瘕痞块,痛经,瘀血经闭,胸痹心痛,食积胀痛。
1.7用法用量:5~10g 。
1.8成品贮藏及注意事项: 置通风干燥处,防蛀;孕妇禁用;不宜与芒硝、玄明粉同用。
2、生产依据:《中国药典》2010年版一部。
3、生产工艺流程监控 监控 监控监控 监控 监控原药材净制 内包装 请验 入库 请验 外包装 醋制 洗润 干燥编码SOP-TMS-104 版次014、操作过程及工艺条件4.1药材(三棱)称量和预处理:从合法定点供货单位购进,药材须检验合格由质量部门签字盖章后,方可入原料库。
4.2生产前准备4.2.1准备与检查4.2.1.1工人按进出一般生产区更衣规程进行更衣。
4.2.1.2检查操作间内是否有前批“清场合格证”并将其附于本批生产记录内。
4.2.1.3检查所用设备清洁情况。
4.2.1.4.检查所用容器、器具的清洁情况,无上次产品的残留物。
4.2.1.5检查所有天平、台秤的灵敏度、准确度。
4.2.1.6根据生产计划投料量及工艺参数签发生产指令,计算物料数量。
食醋生产工艺流程图及工艺说明
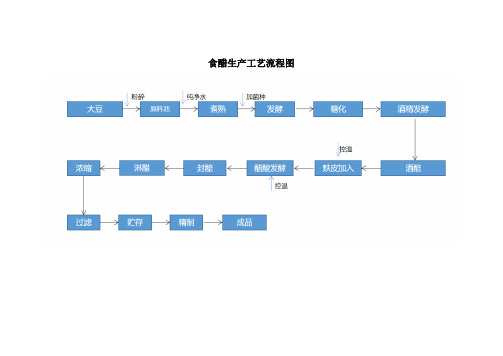
食醋生产工艺流程图
食醋生产工艺说明
1、食醋生产的原料,食醋生产的原料可以是大豆,也可以是大米,工艺流程差不多。
2、在食醋生产的中期加入一定的麸皮有利于疏松发酵体的结构,便于充分发酵,同时麸皮中的纤维素和蛋白质对改善试错的风味有重要的价值。
3、在食醋的发酵前期是一个酒精发酵的过程,由于酒精是乙醇,而醋酸是乙酸,二者有一定的同源属性。
4、发酵过程物质的变化是淀粉-葡萄糖-酒精-乙醛-乙酸,中间夹杂多重芳香成分,构成食醋的风味。
5、过滤过程使用200目的过筛筛选成分,目的是筛除食醋里面的杂质。
6、如果制作白醋的话,还需要用脱色剂来除色,目前常用的脱色剂是硅藻土。
食醋的生产方法

醋酸发酵是继酒精发酵之后,酒精在醋酸菌氧化酶的作用下生成醋酸的过程。 氧化酶系 CH3CH2OH+O2 CH3COOH+H2O 根据上述反应式可知:醋酸与乙醇的质量比为1.304∶1。但由于发酵过程中醋酸的挥发、再氧化以及形成酯等原因,实际得到的醋酸与酒精的质量比仅为1∶1。
一、曲霉菌
黄曲霉菌分生孢子 黄曲霉 黄曲霉菌菌落
黑曲霉 黑曲霉菌落 黑曲霉菌分生孢子头
酿酒酵母:在酵母菌的酒精发酵中,除生成酒精外还有少量有机酸、杂醇油、酯类等物质生成,这些物质对形成醋的风味有一定作用。AS 2.109、AS 2.399;
产酯酵母: AS 2.300、AS 2.338、中国食品发酵科研所的1295和1312等产酯酵母。
STEP3
STEP2
STEP1
食盐:醋醅发酵成熟后,需及时加入食盐以抑制醋酸菌,防止醋酸菌将醋酸分解,同时,食盐还起到调和食醋风味的作用;
砂糖、香辛料:能增加成醋的甜味,并赋予特殊的风味。
炒米色:炒米色能增加成醋色泽及香气。
添加剂:改进色泽、风味和体态
高粱:
1
淀粉、维生素含量高,但单宁含量高。
2
食醋是一种酸性调味品,其主体酸味是醋酸。醋酸是挥发性酸,酸味强,尖酸突出,有刺激气味。
食醋还含有一定量的不挥发性有机酸,如琥珀酸、苹果酸、柠檬酸、葡萄糖酸、乳酸等,它们的存在可使食醋的酸味变得柔和食醋的甜味。
酸味:
3 食醋的味
甜味:来自于残存在醋液中的由淀粉水解产生出的但未被微生物利用完的糖。发酵过程中形成的甘油、二酮等也有甜味。
01
02
01
3 常用的醋酸菌
AS1. 41醋酸菌
沪酿1.01醋酸菌
醋延胡索生产工艺规程概要

编号:醋延胡索生产工艺规程目录1、品名、代码、规格、批量2、原料、辅料及用量3、标准依据4、产品概述5、醋延胡索生产工艺流程图6、醋延胡索在生产与贮藏期间均应符合的规定7、生产操作过程及工艺条件8、物料平衡的计算方法及平衡限度9、质量标准及包材清单10、质量控制要点、项目、检查频次11、主要设备一览表及生产能力12、劳动组织、岗位定员、生产时间13、安全及劳动保护14、卫生15、综合利用与三废处理16、附页16.1标签样稿16.2修订历史一、目的:建立醋延胡索生产工艺规程,明确醋延胡索生产过程的要求和内容,规范醋延胡索生产和质量管理,保证延胡索产品的质量。
二、适用范围:醋延胡索生产的工艺过程。
三、责任人:公司生产和质量管理人员、车间管理人员。
四、正文:1、品名、代码、规格、批量1.1品名及代码:醋延胡索C023-31.2规格:选或厚片1.3批量: 20kg~1000kg2、原料、辅料及用量原料:延胡索代码:Y023 用量:依据生产批量辅料:醋代码:F001 用量:醋20kg/100kg延胡索3.标准依据:《中华人民共和国药典》2010年版一部。
4、产品概述4.1 来源:本品为罂粟科植物延胡索Corydalis yanhusuo W.T.Wang的干燥块茎。
夏初茎叶枯萎时采挖,除去须根,洗净,置沸水中煮至恰无白心时,取出,晒干。
4.2炮制:(醋煮法)取净延胡索,大小分档,加醋煮至醋吸尽时,取出,晾至六成干,切厚片,干燥。
4.3 性状:本品呈不规则的圆形厚片,表面和切面黄褐色,质较硬。
微具醋香气。
4.4 功能与主治:活血,行气,止痛。
用于胸胁、脘腹疼痛,胸痹心痛,经闭痛经,产后瘀阻,跌扑肿痛。
4.5 用法与用量:3~10g;研末吞服,一次1.5~3g。
4.6 贮藏:置干燥处,防蛀。
4.7 贮存期:暂定二年。
4.8 包装规格:1000g,500g。
5、醋延胡索生产工艺流程图15min 软化温度80℃厚片70℃-80℃干燥时间:4h左右。
醋生产工艺流程图

醋生产工艺流程图醋是一种古老的食品,它是通过发酵过程产生的。
醋的生产工艺流程图主要包括原料选择、发酵、沉淀、蓄醋和灌装等步骤。
首先,在醋的生产中需要选择优质的原料,一般来说,醋的原料主要是由粳米、高粱、小麦等经过糖化处理得到的原料。
此外,还可以根据不同需求添加适量的果汁或果酒等,以增加风味。
接下来是发酵的步骤,首先将原料清洗干净,并经过破碎处理。
然后将破碎的原料放入发酵器中,加入适量的水和适量的酵母发酵剂。
发酵过程需要控制好温度和湿度等条件,一般来说,最适合发酵的温度为25摄氏度左右,湿度为80%左右。
发酵时间一般为3-4周,期间需要定期搅拌,以促使发酵的进行。
发酵完成后,醋液中会产生许多杂质,因此,需要进行沉淀处理。
沉淀的方法有冻凝法和过滤法等。
冻凝法是将醋液放置在低温环境中,利用醋液中的凝固物冻结,在酒液中形成一层凝结物,然后将凝结物从酒液中分离出来。
过滤法则是通过滤纸等材料将醋液中的杂质过滤掉。
完成沉淀后,接下来是蓄醋的步骤。
蓄醋的主要目的是继续让醋发生醋酸发酵,使其酸度进一步增加。
蓄醋的方法有木桶蓄醋法和大缸蓄醋法等。
木桶蓄醋法是将沉淀后的醋液倒入木桶中,然后放置在适当的温度和湿度下,让醋液再次发酵,进一步提高醋的质量。
大缸蓄醋法则是将沉淀后的醋液倒入大缸中,并进行适当的密闭处理,以促使发酵的进行。
最后一步是灌装,即将蓄制好的醋液灌装到容器中,然后封装。
一般来说,醋的容器可以选择透明玻璃瓶或塑料瓶等材料,以便观察醋的颜色和浓度。
总之,醋的生产工艺流程图包括原料选择、发酵、沉淀、蓄醋和灌装等步骤。
通过严格控制每个步骤的条件和时间,可以生产出优质的醋产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的
建立醋三棱生产工艺规程,使其生产标准化,规范化。
2.范围
适用于本公司中药饮片车间醋三棱的生产。
3.职责
生产操作人员:负责按本规程进行生产。
车间工艺技术人员:负责生产过程的审核。
QA:负责生产过程的监控。
质管部、生产部:监督管理。
4.内容
4.1 产品概述:
4.1.1 中文名:醋三棱
4.1.2 汉语拼音:Cu sanleng
4.1.3 来源:本品为醋三棱的切制加工品。
4.1.4 包装规格:
4.1.5 贮藏:置通风干燥处,防蛀。
4.2 炮制依据和处方:
4.2.1 炮制依据:《中华人民共和国药典》20XX年版一部。
4.2.2 处方:醋三棱,投料量:20kg-1000kg,米醋,投料量:4kg-200kg。
4.3 工艺流程图:
4.4
4.5 炮制工艺的操作要求和技术参数:
4.5.1 批生产前准备:QA执行《生产前准备操作规程》对生产人员、生产指令、记录、操作文件、操作间状态、卫生状态、设备状态、物料以及生产用具进行检查确认,确认无误后方可实施生产。
4.5.2 拣选:
4.5.2.1 将要拣选的醋三棱置于洁净工作台上,拣去杂质、非药用部位(拣选后杂质含量≤2%),将拣选后的药材装入周转桶中,贴上“容器标识单”,称量(在标识单上记录品名、批号、重量、操作人、日期)。
4.5.2.2 填写“醋三棱拣选生产记录”交工艺员或车间主任复核。
4.5.2.3 将拣选后经QA检查合格的药材填写“车间物料交接单”交到洗润工序。
4.5.3 洗润:
4.5.3.1 洗药:
4.5.3.1.1 设备操作参见《XY-700型洗药机操作规程》。
4.5.3.1.2 先在洗药机出料口处放置料箱,打开进水阀,打开机器电源开关,打开水泵启动按钮。
4.5.3.1.3 启动正转开关,进料进行清洗,洗去泥沙。
4.5.3.1.4 清洗过程中需不断地调节滚筒正、反转向直至醋三棱充分洗净。
4.5.3.1.5 出料:关闭水泵开关,启动正转开关,醋三棱从出料口自动排出。
4.5.3.1.6 将三棱装入不锈钢带孔料框中沥干,待润。
同时填写“醋三棱洗药
生产记录”。
4.5.3.2 润药:
4.5.3.2.1 将拣选后的三棱分装入塑料筐中,贴上“容器标识单”称量,记录重量,根据称量重量计算米醋用量。
加入米醋拌匀,密闭静置,闷润约3小时,将其润透(米醋被吸尽)。
密闭闷润期间需每隔约30分钟打开盖子进行搅拌,使药材对辅料的吸收更均匀。
4.5.3.3 填写“醋三棱润药生产记录”交工艺员或车间主任复核。
4.5.3.4 将润制后的并经QA检查合格的药材填写“车间物料交接单”交至炒制工序。
4.5.4 炒制:
4.5.4.1 设备操作参见《CY-700型滚筒式炒药机操作规程》。
4.5.4.2 合上总电源,温控仪通电显示,设定控制温度为200℃,启动电加热开关,启动滚筒(正转),同时调节适宜的转速。
4.5.4.3 待到达设定温度时(200℃±10℃),打开进料口,将润透的三棱投入炒药机筒体中炒约1小时将三棱炒干,炒至颜色变深,生片、糊片率≤5%,水分≤12.0%(炒制量视物料的体积及比重决定,一般应保持在炒药机容积的1/3以上,3/4以下)。
4.5.4.4 出料:停止加热,将滚筒转速调为0,启动滚筒反转按钮,将转速调至约300r/秒,打开出料口,物料自动排出,装入洁净容器中,然后将其平铺于洁净工作台上摊晾,放凉后装入洁净周转桶中,贴上“容器标识单”,称量(于“容器标识单”上记录重量)。
4.5.4.5 炒制过程中,每隔约30分钟由QA对炒制温度和程度进行监控,并把监控数据及最终水分检测数据记录在生产记录上。
4.5.4.6 出料后,必须让滚筒保持在旋转的状态下至少1小时,方可停止,否则筒体会变形、损坏。
4.5.4.7 填写“醋三棱炒制生产记录”交工艺员或车间主任复核。
4.5.4.8 炒制后经QA检查合格符合要求的药材填写“车间物料交接单”交至筛选工序。
4.5.5 筛选:
4.5.5.1 设备操作参见《SX-3筛选机操作规程》。
4.5.5.2 根据醋三棱的体积选用适宜的筛网。
4.5.5.3 开动筛选机,将干燥后的醋三棱置于筛选机的筛网上,除去药屑(筛选后杂质含量≤2%),将筛选好的药材装入周转桶中,贴上“容器标识单”,称量,记录重量。
4.5.5.4 填写“醋三棱筛选生产记录”交工艺员或车间主任复核。
4.5.5.5 将筛选后经QA检查合格的药材填写“中间产品交接单”交到中间站暂存。
中间站管理员接到中间产品后填写“中间产品请验单”通知QA取样检验。
4.5.6 包装:
4.5.6.1 内包装:
4.5.6.1.1 经检验合格后的中间品才能进行包装。
4.5.6.1.2 按“批包装指令”所示领取饮片内包装袋,同时领取待包装物料。
4.5.6.1.3 称量、分装:每袋装入“批包装指令”所示规格重量的醋三棱,称量、分装的同时由工序负责人填写“成品请验单”通知QA取样,交化验室检验。
4.5.6.1.4 封口:接通400塑料薄膜焊接封口机的电源,打开电热器开关,调节热封温度及封口时间,当红色指示灯亮之后,将PE膜内包装袋(已分装好物料)开口一端捏紧对齐,送入封口机的封口带上热封。
封口后的PE膜内包装袋必须严密,不透气,无皱褶,端正整齐。
4.5.6.1.5 装量差异检测:在分装、封口过程中,由QA根据包装量选取三个时间点(包装开始、包装中段、包装末段)抽取一定数量包装好的中间产品称量,所得数据与标示装量对比,实际装量不得超过标示装量的±1.0%。
如果抽查结果中有样品超出标示装量,则增加取样量,如增加部分还有样品超出标示装量,则需对整批产品进行复称,直至每一袋装量都达标方可放行。
最后将抽样称量的数据记录在“醋三棱内包装生产记录”上。
4.5.6.1.6 将经过分装、封口的醋三棱饮片装入洁净周转容器中,贴上“容器标识单”,记录重量/数量。
4.5.6.1.7 填写“醋三棱内包装生产记录”交工艺员或车间主任复核。
4.5.6.1.8 将内包装后经QA检查合格的药材填写“车间物料交接单”交至外包装工序。
4.5.6.2 外包装:
4.5.6.2.1 按“批包装指令”所示领取产品合格证、纸箱。
4.5.6.2.2 根据“批包装指令”打印产品合格证,QA对合格证的内容进行复核并确认签字。
4.5.6.2.3 在PE膜内包装袋(已完成分装、封口)规定的位置上贴上产品合格证。
4.5.6.2.4 每个纸箱装入“批包装指令”所示规格数量的醋三棱饮片,封口。
4.5.7 包装完后将醋三棱寄库待验暂存。
4.5.8 清场、清洁:每个工序生产完成后必须按《清场操作规程》及各卫生清洁操作规程及时清场、清洁,填写“清场记录”及相关的“清洁记录”。
经QA检查确认合格后下发“清场合格证”(正副本),正本附于本批的清场记录上,副本附于下批产品的清场记录上。
4.5.9 偏差处理:生产过程中若出现偏差,应立即挂“待查”标识,不能递交下工序,并按《偏差处理操作过程》进行调查,采取处理措施,直至调查确认不影响产品最终质量的情况下方可放行。
4.5.10 经检验合格的成品,由公司质管部对批生产记录、批检验记录、现场监控记录及各种记录凭证进行审核,QA填写“成品审核放行单”,审核合格后,经质量受权人确认签字放行,发放“成品检验合格报告书”至物流部,同时由验收员通知车间填写“成品入库单”办理入库,并把待验状态换成合格状态,方可放行销售。
4.6 主要生产设备一览表:
4.7 中间产品质量标准和检查方法:
4.7.1 产品名称:醋三棱中间品。
4.7.2 来源:本品为醋三棱的切制加工品。
4.7.3 标准依据:《中华人民共和国药典》20XX年版一部。
4.7.4 质量标准见下表:
4.10 收率:不少于80%。
5.培训
5.1 培训部门:生产部。
5.2 培训对象:质量部、生产部相关人员。
(以下内容空白)。