废工业催化剂回收技术分析
废旧催化剂再生及综合利用项目可行性研究报告

废旧催化剂再生及综合利用项目可行性研究报告一、项目背景废旧催化剂是指经过一定时间使用后,因催化活性降低或废弃残留物质而失去催化性能的固体废弃物。
废旧催化剂的废弃处置一直是环保领域关注的焦点之一、然而,废旧催化剂中往往含有有价金属催化剂,如钼、镍、钴等,具有再生和综合利用的潜力。
因此,开展废旧催化剂再生及综合利用项目的可行性研究具有重要意义。
二、项目目标及内容本项目的目标是通过技术手段,实现废旧催化剂的再生和综合利用。
具体项目内容包括:1.催化剂回收:通过物理和化学方法,将废旧催化剂中的有价金属催化剂进行回收。
2.催化剂再生:对回收的有价金属催化剂进行清洗、再生处理,恢复其催化性能。
3.催化剂综合利用:将再生后的催化剂应用于其他工业生产过程,实现综合利用。
三、市场分析1.催化剂再生市场:随着工业化进程的推进,废旧催化剂的产生量不断增加,催化剂再生市场潜力巨大。
2.催化剂综合利用市场:有价金属催化剂在化工、冶金等行业中应用广泛,再生的催化剂可成为替代品,市场需求量大。
四、技术方案1.催化剂回收技术:采用物理和化学方法,例如浸渍、萃取等技术手段,将废旧催化剂中的有价金属催化剂回收。
2.催化剂再生技术:通过热解、还原等技术手段,将回收的有价金属催化剂进行再生处理,提高其催化活性和稳定性。
3.催化剂综合利用技术:将再生后的催化剂应用于其他工业生产过程中,并根据具体需求进行定制改性,实现综合利用。
五、投资分析1.总投资估算:根据项目规模和具体实施方案进行估算。
2.投资回报期:根据市场需求和盈利预测,进行投资回报期的预测。
六、经济效益分析本项目的经济效益主要体现在以下几个方面:1.降低催化剂采购成本:通过回收和再生废旧催化剂,可以大幅度降低企业的催化剂采购成本。
2.提高催化剂利用率:废旧催化剂经过再生处理后,其催化活性和稳定性得到提高,可以提高催化剂的利用率。
3.创造再生产业链:通过废旧催化剂再生及综合利用项目,可形成废旧催化剂回收、再生和综合利用的产业链,带动相关产业发展,提升整体经济效益。
2024年废镍催化剂市场分析现状

2024年废镍催化剂市场分析现状引言废镍催化剂是一种重要的催化剂,用于各种化学反应中,例如石化工业中的裂化、重整和加氢等过程。
随着环保意识的提升和催化剂应用领域的不断扩大,废镍催化剂市场呈现出良好的发展势头。
本文将对废镍催化剂市场的现状进行综合分析,并对未来的发展进行展望。
市场规模分析根据统计数据显示,废镍催化剂市场规模在过去几年中保持了稳定增长。
主要原因是石化工业的快速发展,以及废镍催化剂在炼油、化肥、合成氨等行业中的广泛应用。
预计未来几年内,废镍催化剂市场将继续保持平稳增长。
市场竞争分析废镍催化剂市场存在较多的竞争对手,主要包括国内外催化剂厂商及石化企业。
国内催化剂厂商占据了废镍催化剂市场的主要份额,其产品质量和价格具有一定的竞争优势。
国外催化剂厂商则通过技术创新和品牌优势在市场上取得一定地位。
市场驱动因素分析废镍催化剂市场的驱动因素主要包括需求增长、技术进步和政策支持。
随着石化工业的发展,对废镍催化剂的需求将继续增长。
同时,技术进步将推动废镍催化剂的性能提升,满足市场多样化需求。
政府对环保产业的支持和政策扶持也将促进废镍催化剂市场的快速发展。
市场风险因素分析废镍催化剂市场的风险因素主要包括原材料价格波动、替代性产品的竞争和环境政策的不确定性。
废镍是废镍催化剂的主要原材料,其价格波动会直接影响到产品成本和市场竞争力。
此外,其他催化剂和替代性技术的发展也可能对废镍催化剂市场造成一定影响。
环境政策的不确定性也增加了市场的风险。
市场趋势分析废镍催化剂市场的主要趋势包括绿色化、高效化和智能化。
随着环保意识的提升,市场对绿色环保型废镍催化剂的需求将不断增长。
高效化是提高催化剂活性和选择性的重要方向,市场对高效催化剂的需求也日益增加。
智能化是未来催化剂市场的发展趋势,智能化催化剂将能够实现自动控制和在线监测,提高生产效率和产品质量。
未来发展展望废镍催化剂市场在未来将面临机遇和挑战。
一方面,随着环保意识的提高和技术进步的推动,废镍催化剂市场有望持续发展。
从废催化剂中回收镍的技术经济分析

主要 副 反应 为 : l +6 C —— 2 I1+3 2 A H1 AC3 H O
O3+ 6 HC1 - 2 C1 3H2 - Fe 3+ O
考虑到含有盐 酸的混合料液 , 具有较强 的腐蚀 性 , 温 度 不太 高 ; 但 同时 也 考 虑 到 节 约 设 备 投 资 、 简
列 。该催 化 剂 在 回 收 镍 之 前 已 被 磨 成 粉 末 , 于 并
由于 含 镍废 料 已被 高温 煅 烧 , 中的镍 主要 以 其
氧化 镍 ( 少量 以三氧 化 二镍 ) 的形 式存 在 。根 据 氧化
镍 易 溶 于酸 , 而煅 烧 后 的 三 氧 化 二 铝 难 溶 于 酸 这 一 特点 , 先 通 过 酸 溶 工 艺 使 废 催 化 剂 中 的 NO和 首 i A2 举分 离 ; 1 一 0 然后 再 通 过除 去少 量 铁 、 等杂 质 , 铝
,
维普资讯
5 2
江 苏 化 工
20 02年 1 O月
盐 酸生 产 厂 的副 产 稀 盐 酸 ) 。盐 酸 的加 入 量 与 釜 内 废 料量 的质 量 比 为 2 5~3 1 在 低 速搅 拌 状 态 下 . :。 连续 搅 拌 , 同时开 蒸汽 , 温 至 8 升 5~9 0℃之 间 , 温 保
化工艺 操 作 等 因素 , 议 离 心 机 的材 质 选 用 普 通 不 建 锈 钢 , 体 型号 可 以选 用 比较简 捷 、 用 的三 足式 上 具 实
卸 料 离心 机 。
通 过试 验 发 现 , 采用 硫 酸 或 硝 酸 对 废 料 进 行 处
理, 同样 能溶 解 其 中的氧 化镍 , 且用 硝 酸 的反应 速 度
重难点11 化学工艺流程(解析版)

重难点11 化学工艺流程一、工艺流程题的一般解题思路工艺流程题实际上是考查考生运用化学反应原理及相关知识来解决工业生产中实际问题的能力。
解此类题目的基本思路:(1)先粗读,从题干中获取有用信息,理清思路。
先不必把每个环节的原理都搞清楚。
(2)针对问题再精读,分析细节,根据问题去研究某一步或某一种物质。
(3)要看清所问问题,不能答非所问,并注意语言表达的规范性。
2.工艺流程题的解题方法(1)明确目的,提取有用信息。
通过阅读题头,了解流程图以外的文字描述、表格信息、后续设问中的提示性信息,进而明确生产目的——制备什么物质,找到制备物质时所需的原料及所含杂质,提取出所给的相关信息——化学反应方程式、物质的稳定性、物质的溶解性等。
(2)分析流程,弄清各步作用。
对比分析流程图中的第一种物质(原料)与最后一种物质(产品),找出原料与产品之间的关系,联系问题有针对性地思考:原料转化为产品的过程中依次进行了什么反应?每一步除目标物质外还产生了什么杂质或副产物?杂质是否要除去,采用什么操作方法除去?(3)看清问题,准确规范作答。
这一步很关键,历年的高考评卷分析都指出考生的简述能力比较差,特别是化学用语的表述与实际要求存在很大偏差。
所以答题时要看清问题,不能答非所问,要注意语言表达的科学性和准确性,如分清是要求回答实验操作名称还是具体操作步骤。
二、以物质制备为目的的化学工艺流程1.原料处理阶段的常见考查点(1)加快反应速率(2)溶解:通常用酸溶。
如用稀硫酸、盐酸、浓硫酸等。
(3)灼烧、焙烧、煅烧:改变结构,使一些物质能溶解,并使一些杂质高温下氧化、分解。
2.分离提纯阶段的常见考查点(1)调pH除杂①控制溶液的酸碱性使其中的某些金属离子形成氢氧化物沉淀。
如若要除去Al3+、Mg2+溶液中含有的Fe2+,先用氧化剂把Fe2+氧化为Fe3+,再调溶液的pH。
①调节pH所需的物质一般应满足两点:一能与H+反应,使溶液pH增大;二不引入新杂质。
关于废催化剂的环评报告

关于废催化剂的环评报告1.引言1.1 概述催化剂是一种能够加速化学反应速率的物质,广泛应用于化工、医药、能源等领域。
然而,随着催化剂的使用,废催化剂的产生问题逐渐引起人们的关注。
废催化剂是指在催化剂使用过程中逐渐失去催化活性或受到污染后被废弃的催化剂。
废催化剂对环境和人类健康带来的潜在风险日益凸显。
一方面,废催化剂中的有害物质可能会渗透到土壤和水源中,污染周围环境。
同时,这些有害物质可能被风扬起,成为空气污染物,给大气环境带来负面影响。
另一方面,废催化剂的处理也具有一定的技术难度和经济成本,因此正确处理和评估废催化剂的环境影响具有重要意义。
本篇文章将对废催化剂的环境评估进行深入研究和分析。
首先,我们将介绍催化剂的基本定义和作用,为读者提供一定的背景知识。
之后,我们将详细阐述废催化剂的产生过程以及目前常用的处理方法。
此外,我们还将分析废催化剂对环境的影响,并提出相应的环境评估建议。
通过本文的探讨,我们旨在增强对废催化剂问题的认识,促进对废催化剂的环境影响进行深入研究,并提出有效的解决方案。
只有通过加强废催化剂管理和环境评估,我们才能最大限度地减少其对环境的潜在危害,为可持续发展作出积极贡献。
文章结构部分的内容可以写成以下方式:1.2 文章结构本文分为引言、正文和结论三个部分。
具体结构如下:引言部分主要概述了废催化剂的环评报告的背景和重要性。
首先,简要描述了废催化剂的定义和作用,以及废催化剂对环境的潜在影响。
接着,明确了本文的目的和意义,即通过环评报告的编写,分析废催化剂对环境的影响,并提出相应的环保建议。
正文部分主要分为两个部分:催化剂的定义和作用,以及废催化剂的产生和处理方法。
在2.1节中,将详细介绍催化剂的定义、作用和种类,并探讨其在化工生产中的应用。
特别是重点关注了废催化剂的特点和可能产生的环境问题。
在2.2节中,将探讨废催化剂的产生过程和处理方法。
其中包括废催化剂的危害性分析、处理和利用的技术途径等内容。
2023年炼油企业废催化剂废弃资源综合利用行业分析报告

2023年炼油企业废催化剂废弃资源综合利用行业分析报告2023年,全球石化工业的发展趋势依然保持着旺盛的势头。
然而,在长期的发展过程中,炼油企业产生的大量催化剂废弃物不仅对环境构成威胁,同时也面临着难以应对的废弃物处理难题。
因此,对于废催化剂的综合利用具有重要的战略意义。
当前,全球废弃资源综合利用能力有限,而炼油企业又是废弃资源的主要产生者之一。
大量的废催化剂对环境存在潜在的威胁,如何高效利用催化剂废弃物成为了炼油企业发展的瓶颈。
受此影响,国内外企业纷纷转向研究使用新型技术手段,实现催化剂废弃物的综合利用。
2023年炼油企业废催化剂废弃资源综合利用已成为了全球能源环保领域研究热点。
技术手段主要分为物理法和化学法两种。
一、物理法物理法是将催化剂废弃物经过破碎、筛分、分类等处理后,再通过焙烧、粘结和压缩等工艺,使其形成再生型砂浆或钢中废渣。
这种处理方式的较大优点是简单高效,同时也减少了催化剂废弃物的环境污染。
二、化学法化学法的综合利用主要是区别于物理法,化学法采用化学反应或者化学修复方法,实现高价货物的回收。
化学法在废催化剂资源的回收方面更具优势,能够使得有价值的贵重金属产生回收和钙、硅等元素得到再次利用。
化学修复法是通过化学方法实现钼、钴等有价金属元素回收的处理方式。
因此,2023年炼油企业废催化剂废弃资源综合利用具有明显的优势和市场空间。
尤其是采用化学法的废催化剂综合利用,更为有效。
综合利用催化剂废弃物不仅有助于废弃物的再利用,还具有较高的经济价值和环境价值。
但同时,炼油企业需要在技术改造上进行不断的投资,强化技术创新,推动废旧资源的科学利用,为全球石化工业的健康发展注入强大动能。
根据相关研究数据显示,全球炼油企业废催化剂的产生量年均增长超过10%,预计到2023年,全球炼油企业催化剂废弃物产生总量将超过600万吨。
这意味着,如何高效利用催化剂废弃物已成为炼油企业亟待解决的难题。
在物理法和化学法的综合利用中,目前化学法更为受到研究者和市场的关注,而物理法的应用范围和利用效率较为受限。
催化剂行业的创新方向与推动策略分析
催化剂行业的创新方向与推动策略分析一、催化剂行业现状分析催化剂作为物理学和化学学科的重要交叉领域,被广泛应用于石油化工、环保、能源等众多产业。
然而,随着技术的快速发展和市场竞争的加剧,传统的催化剂技术已逐渐暴露出局限性。
因此,寻找新的创新方向成为催化剂行业面临的挑战。
二、催化剂行业创新方向分析1. 发展多功能性催化剂传统上,催化剂主要针对单一反应进行设计和优化。
然而,在实际生产过程中,往往需要同时进行多种不同反应。
因此,开发具有多功能性质的催化剂成为一个重要的创新方向。
这样的催化剂可以在不同反应条件下有效运行,提高生产效率并减少能源消耗。
2. 研究纳米级别催化材料纳米级别的催化材料具有更大的比表面积和更好地活性控制能力,可以显著提高反应速率和选择性。
因此,研究和开发纳米级别的催化材料成为催化剂行业的重要创新方向。
此外,通过设计合适的载体和优化结构,还可以进一步提高催化剂的稳定性和寿命。
3. 探索新型催化剂组成材料传统的催化剂往往是由某种金属或合金组成的。
然而,在实际应用中,这些材料可能存在资源枯竭、高成本等问题。
因此,探索新型催化剂组成材料也成为一个重要的创新方向。
例如,使用非贵金属元素替代贵金属元素,并利用复合材料等技术来提高催化剂的性能和降低生产成本。
4. 应用机器学习与模拟技术随着人工智能和大数据技术的快速发展,机器学习与模拟技术在催化剂行业中得到了广泛应用。
利用这些技术,可以更好地理解反应机理、预测催化剂性能,并进行精准设计。
因此,在未来的创新方向中,将进一步加强机器学习与模拟技术在催化剂行业的应用,可以加快催化剂开发的速度并降低成本。
三、推动催化剂行业创新的策略分析1. 政府支持与资助为了推动催化剂行业的创新,政府应该制定相关政策,提供资金和税收优惠等支持措施。
这样可以吸引更多的科研机构和企业投入创新工作,加强合作与交流,加快技术研发进程。
2. 加强产学研合作产学研合作是实现科技创新与转化的重要途径之一,也是推动催化剂行业创新的关键策略。
废尼龙66水解再资源化及其动力学分析

CHEMICAL INDUSTRY AND ENGINEERING PROGRESS 2018年第37卷第8期·3238·化 工 进展废尼龙66水解再资源化及其动力学分析黄梅1,宋修艳2,刘福胜1,宋湛谦1(1青岛科技大学化工学院,山东 青岛 266042;2青岛科技大学化学与分子工程学院,山东 青岛 266042) 摘要:以硫酸为催化剂,对废尼龙66(PA66)水解反应进行了研究,采用红外光谱(FTIR )和核磁共振氢谱(1H NMR )对产物结构进行了表征研究,并确认为己二酸(AC )和己二胺(HMD )。
采用L 9(34)正交实验方法,考察了反应温度、反应时间、催化剂用量及水用量等因素对水解反应结果的影响,并获得较佳的工艺条件:PA66和硫酸的摩尔比1∶2.5;PA66和甲醇的摩尔比1∶30;反应温度为110℃;反应时间为4h 。
在此工艺条件下,PA66转化率为100%,AC 和HMD 的摩尔收率分别达到98.06%和97.15%。
动力学实验表明,PA66水解为一级反应,活化能为145.31kJ/mol 。
同时,对PA66在此条件下的水解反应机理进行了初步探讨。
关键词:尼龙66;水解;己二酸;己二胺;动力学中图分类号:TQ342.12 文献标志码:A 文章编号:1000–6613(2018)08–3238–07 DOI :10.16085/j.issn.1000-6613.2017-2371Hydrolytic recycling of waste nylon 66 and its kinetic analysisHUANG Mei 1,SONG Xiuyan 2,LIU Fusheng 1,SONG Zhanqian 1(1College of Chemical Engineering ,Qingdao University of Science and Technology ,Qingdao 266042,Shandong ,China ;2 College of Chemistry and Molecular Engineering ,Qingdao University of Science and Technology ,Qingdao266042,Shandong ,China )Abstract: The hydrolysis of nylon 66(PA66) was investigated by using sulfuric acid as a catalyst. Thestructures of the obtained products were characterized by FTIR and 1H NMR. The results confirmed that these products are adipic acid (AC) and hexamethylene diamine (HMD),respectively. Using L 9(34) orthogonal experiment ,the effects of reaction temperature ,reaction time ,amount of catalyst and amount of water on the hydrolysis of PA66 were studied. The optimum reaction conditions were the molar ratio of PA66 to sulfuric acid is 1∶2.5,the molar ratio of PA66 to methanol is 1∶30,reaction temperature is 110℃,reaction time is 4h. Under these conditions ,the conversion of PA66 was 100%. The molar yields of AC and HMD reached 98.06% and 97.15%,respectively. The kinetic experiment results showed that the hydrolysis of PA66 was a first-order reaction with an activation energy of 145.31kJ/mol. In addition ,the hydrolysis mechanism under these conditions was discussed briefly. Key words: nylon 66;hydrolysis ;adipic acid ;hexamethylene diamine ;kineticsPA66是一种性能优良的高分子材料,是人类最早研制成功并实现工业化的尼龙品种,广泛应用于汽车、电子、交通、纺织等领域。
EGR技术发展分析
EGR技术发展分析EGR(Exhaust Gas Recirculation)技术是一种利用废气再循环的方法,通过将部分废气重新进入发动机的进气系统,降低燃烧温度,减少氮氧化物(NOx)的生成。
在汽车尾气排放控制领域,EGR技术是一种主要的降低氮氧化物排放的措施。
随着环保意识的增强和排放法规的日益严格,EGR技术得到了广泛应用和进一步发展。
以下是对EGR技术发展的分析:1.技术原理和工作方式的改进:最早期的EGR系统是基于机械原理,通过简单地将一部分废气重新引入进气道实现废气再循环。
随着技术的不断进步,现代汽车使用的EGR系统采用电子控制,可以根据实际工况智能地调整废气再循环的比例,以优化发动机性能和排放。
2.废气和新鲜空气混合技术的改进:为了实现更好的废气再循环效果,需要将废气与新鲜空气充分混合,确保废气中的氧浓度适当降低。
现代EGR系统采用了进气歧管内混合和高压缸内混合等技术,以提高混合效果。
3.智能控制技术的应用:现代EGR系统中,智能控制技术的应用非常重要。
通过传感器实时监测发动机的工作状态和环境条件,控制单元可以根据这些信息来调整EGR系统的工作参数,以实现最佳的废气再循环效果。
智能控制技术可以提高系统的稳定性和适应性。
4.多级EGR技术:为了进一步降低氮氧化物排放,研究人员提出了多级EGR技术。
多级EGR技术可以通过多次废气再循环来进一步降低燃烧温度,减少氮氧化物的生成。
多级EGR技术在柴油发动机领域得到了广泛的关注和研究。
5.脱硝催化剂的发展:除了EGR技术,脱硝催化剂也是降低氮氧化物排放的重要手段。
随着催化剂技术的不断发展,新型的脱硝催化剂可以更有效地降低氮氧化物的含量,同时减少废气中的二氧化碳排放。
综上所述,EGR技术的发展主要表现在技术原理和工作方式的改进、废气和新鲜空气混合技术的改进、智能控制技术的应用、多级EGR技术的发展以及脱硝催化剂的进一步研究和应用。
随着环保压力的不断增加,EGR技术在未来仍然有很大的发展潜力,将成为汽车尾气排放控制的重要手段。
废旧催化剂再生及综合利用项目可行性研究报告

废旧催化剂再生及综合利用项目可行性研究报告
覆盖充分,综述经济、技术、社会、环境四个方面的内容
技术可行性分析
一、技术可行性分析
1、催化剂耐用性分析:催化剂的耐用性是再生与利用的可行性的重
要考虑因素。
耐用性分析要着重分析催化剂在保守操作条件下有效的活性
体积(催化剂投放量)与反应时间(反应时间)的特性,其次考虑催化剂
在超过保守操作条件时的耐受性,以及其在最坏条件下的表现。
2、催化剂再生原理分析:针对催化剂的再生原理要明确再生的方式,研究催化剂再生过程所涉及的反应机理,催化剂再生的热力学、动力学特
性等。
通过对催化剂的再生原理进行分析,可以得到催化剂再生系统有效
运行所必须的反应条件与技术限制。
3、催化剂综合利用技术分析:主要要分析催化剂综合利用的基本原理,优化工艺条件,改进再生技术,提高催化剂的使用效率,缩短反应时间,减少能耗,评估催化剂综合利用产品的质量,与安全性。
经济可行性分析
二、经济可行性分析
1、成本分析:刃具前面研究可行性研究给出的成本分析模型,以及
对本项目所需资金数额的计算,分析研究实施的成本及其变动性,以期阐
明项目的经济可行性。
2、收益分析:由经济可行性研究给出项目投资回报。
回收PET醇解催化剂的研究及机理分析
Ke wo d : eli p l (tye e ee hh l e ;gy oyi c n io ;zn ctt;ma g n s e t ;a n y r s rc m oy eh l rp ta t a nt a ) lc ls o dt n i aea s i c e n a ee c t e miE ( 6 a dsme eg t a oo ctls (. %)i c t y e s m o zn c t e tem l rt f iy l e ya n / i c t e s r p ln y o (G) P T 1 ) n g a ih t f aa t05 ,n a lz ds t f ic e t, oe a oo dc c0 x lmi zn aea w ri y a ye a a h i h e c t wa
22 物料 配 比的 影响 .
从文献看 ,G/E P P T在 1 左右 J因此当 乙酸锌 为 05%, . 5 。 .
[ 收稿 日期] 2 0-22 0 91—0
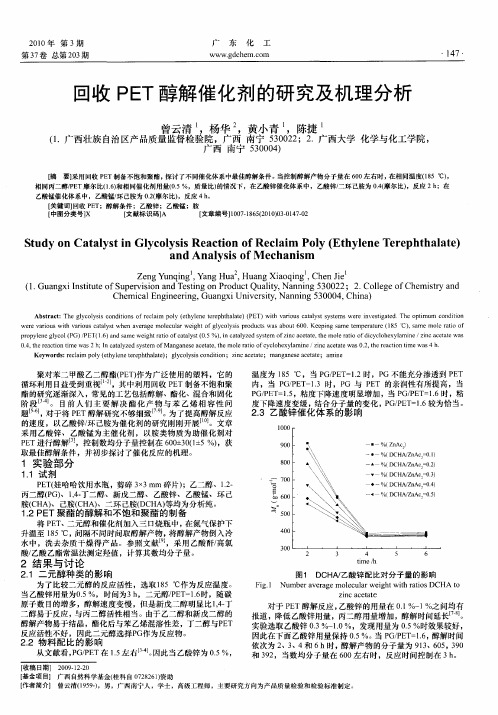
对于 P T醇解反应 , E 乙酸锌 的用量在 01 1 . %~ %之 间均有 报道 ,降低 乙酸锌用量 ,丙二醇用量增加 ,醇解时 间延长 J 。 实验选取 乙酸锌 03%~ . . 1 0%,发现用量为 05 .%时效果较好 , 因此在 下面 乙酸锌 用量保 持 05 当 P /E = ., . %。 G P T 1 醇解 时间 6 依 次为 2 、4和 6h时 , 、3 醇解产物的分子量为 9 3 0 ,30 1、6 5 9
3 结论
() 1以二元醇为醇解剂解聚P T, E 通过对 乙酸锌催 化体系和 乙酸锰催化体系 的优化 ,可以调控醇解产物分子量。 () 助催 化剂 可 以明显提 高 乙酸锌 和 乙酸锰 的催化 效 2胺 率 ,DC A与 乙酸锌复配效果较好 ,C A 在较少用量 时可以 H H 明显提高 乙酸锰 的催化效率 。
催化剂生产过程常见废气的处理工艺技术分析

催化剂生产过程常见废气的处理工艺技术分析发布时间:2021-06-17T11:27:33.387Z 来源:《基层建设》2021年第7期作者:赵梓君何校鹏谭春晖[导读] 摘要:以石油化工生产为例,使用合适的催化剂可以提高化工产品的生产质量。
抚顺石化公司催化剂厂加氢催化剂一车间 113004摘要:以石油化工生产为例,使用合适的催化剂可以提高化工产品的生产质量。
催化剂广泛应用于许多工业过程。
但是,在工业生产中使用该催化剂,会产生更多的废气,如果废气得不到有效处理,将严重影响生态环境。
针对催化剂使用过程中产生的废气,生产企业可以采用合适的方法进行处理,减少废气排放,有效保护生态环境。
主要分析催化剂生产过程中常见废气的处理技术。
关键词:催化剂;废气;处理工艺引言在工业生产过程中,催化剂的使用可以提高生产效率,使工业产品达到更高的性能和质量,同时要求企业妥善处理废气。
在废气处理过程中,重点放在氮氧化物的处理上,结合使用减排方法、非减排方法和酸处理方法,可以减少废气中氮氧化物的废气量,使企业能够减少氮氧化物气体在被人类吸入时会对大气环境造成巨大损害,并损害心脏系统。
中国加大了氮氧化物废气处理力度,要求化工企业根据实际情况选择适当的脱氧方法,有效处理氮氧化物废气。
1、常见的催化剂类型以及排放的废气种类1.1催化剂类型在现阶段,工业生产中广泛使用的催化剂分为四类:第一类,镍还原催化剂。
催化剂主要成分为镍、硝酸盐和碳酸钠,催化剂的生产工艺为溶解、沉淀、煅烧、压缩和还原;第二,丙烯酸催化剂和甲基丙烯酸酯。
加工剂的主要成分是四水钼、钒铵、六水硝酸镍、六水硝酸钴和氧化铝。
第三,混合金属催化剂。
催化剂的主要成分由几种金属物质组成,催化剂的生产工艺为沉淀、挤出、还原、浸渍和煅烧;第四,催化剂,如铂、钯和铍。
催化剂的生产工艺包括制备、中和或还原、分离和干燥钯、氯化铂、氯化铍和碳酸钠等材料。
1.2废气种类在使用过程中,还原镍催化剂通常在进料阶段、煅烧阶段、压实阶段等产生废气。
废气中醋酸丁酯回收技术分析
废气中醋酸丁酯回收技术分析张坚 (中山市保美环境科技开发有限公司,广东 中山 528400)摘要:醋酸丁酯是现代工业中的常用物质,广泛见于化工、涂料、皮革等行业生产中,乙酸丁酯极易与空气结合,对人体有刺激性作用,是现代废气中普遍可见且具有危害性的物质,同时醋酸丁酯由于自身的特性,又具有一定的特殊用途,因此具有极强的回收价值。
文章阐述了醋酸丁酯的特性,列举出几种常用的回收技术,并对回收实践中的技术进行了分析,期望以此为废气中醋酸丁酯回收的技术升级提供一定的参考。
关键词:废气处理;醋酸丁酯;回收技术中图分类号:TQ09文献标志码:A文章编号:1008-4800(2021)15-0088-02DOI:10.19900/ki.ISSN1008-4800.2021.15.044Analysis of Recovery Technology of Butyl Acetate in Waste GasZHANG Jian (Zhongshan Baomei Environmental Technology Development Co., Ltd., Zhongshan 528400, China)Abstract: Butyl acetate is a common substance in modern industry, which is widely used in chemical industry, coating, leather and otherindustries. Butyl acetate is easy to combine with air and has irritating effect on human body. It is a common and harmful substance in modern exhaust gas. At the same time, butyl acetate has a strong recycling value because of its own characteristics and special uses. This paper describes the characteristics of butyl acetate, lists several common recovery technologies, and analyzes the technologies in the recovery practice, hoping to provide some reference for the technical upgrading of butyl acetate recovery in waste gas.Keywords : waste gas treatment; butyl acetate; recovery technology0引言挥发性有机物(VOCs)是废气中常见的物质,同时也是催生细微颗粒物等大气中二次污染物的原料,在大量的工业废气中,如果没有做好关于挥发性有机物的控制,可能导致光化学烟雾、PM 2.5值异常、灰霾等各种大气污染问题。
废镍催化剂市场分析报告

废镍催化剂市场分析报告1.引言1.1 概述废镍催化剂作为一种重要的催化剂,在炼油、化工、冶金等领域具有广泛的应用。
随着全球经济的不断发展和能源结构的调整,废镍催化剂市场也面临着良好的发展机遇和挑战。
本报告旨在对废镍催化剂市场进行全面深入的分析,从市场概况、需求分析、竞争格局等方面进行系统研究和总结,为行业相关企业提供市场参考和决策依据。
1.2 文章结构文章结构包括以下几个部分:1. 引言:介绍废镍催化剂市场的背景和意义,概述文章内容和结构,阐明文章的目的和意义。
2. 正文:分为三个部分:2.1 废镍催化剂市场概况:介绍废镍催化剂市场的基本情况,包括市场规模、发展历程、主要企业等。
2.2 废镍催化剂市场需求分析:分析市场需求的主要因素和趋势,包括行业应用领域、用户需求特点等。
2.3 废镍催化剂市场竞争格局:分析市场竞争格局和市场主要参与者的情况,包括主要竞争对手、市场份额、市场集中度等。
3. 结论:对废镍催化剂市场的发展趋势和前景进行展望,提出相关建议和展望。
整个文章结构清晰,逻辑性强,能够全面而系统地展现废镍催化剂市场的现状和发展趋势。
1.3 目的:本报告的目的是对废镍催化剂市场进行深入分析,为相关行业的决策者提供市场走势、需求特点和竞争格局的全面了解。
通过对市场概况、需求分析和竞争格局的深度剖析,帮助行业从业者把握市场发展趋势,做出明智的决策。
同时,本报告也旨在为废镍催化剂市场的发展趋势和前景展望提供可靠的参考依据,以及对企业未来发展提供建议与展望。
通过本报告的撰写和发布,希望能够为相关企业和个人提供前瞻性的市场分析和战略指导,推动行业的健康发展和可持续增长。
1.4 总结在本篇文章中,我们对废镍催化剂市场进行了深入的分析和研究。
通过对市场概况、需求分析和竞争格局的分析,我们发现废镍催化剂市场具有巨大的发展潜力和市场空间。
随着环保政策和技术进步的推动,废镍催化剂市场将迎来更加广阔的发展前景。
在结论部分,我们对废镍催化剂市场的发展趋势和前景进行了展望,并提出了相应的建议。
2024年有机废气治理技术分析及总结

2024年有机废气治理技术分析及总结引言:随着全球工业化进程的加快,有机废气的治理成为了当今社会发展中的一个重要课题。
有机废气的排放对环境和人们的健康造成了极大的影响。
为了保护环境、减少有机废气对人类的伤害,科学家们不断研究和开发新的有机废气治理技术。
本文将对2024年的有机废气治理技术进行分析和总结。
一、高效吸附技术高效吸附技术是治理有机废气的一种常见方法。
该技术通过吸附剂对有机废气中的污染物进行吸附,达到净化废气的目的。
在2024年,高效吸附技术将得到更多的研究和应用。
首先,吸附剂的种类将不断丰富。
目前已经有很多种类的吸附剂被广泛应用于有机废气治理中,包括活性炭、分子筛、纳米材料等。
随着纳米技术的发展,新型纳米吸附剂将逐渐成为有机废气治理领域的热点。
这些新型纳米吸附剂具有更大的比表面积和吸附能力,能够更高效地去除有机废气中的污染物。
其次,吸附技术的工艺将不断改进。
在2024年,吸附技术将更多地采用连续运行的方式,替代传统的间歇运行方式。
连续运行可以实现废气的连续处理,提高处理效率和灵活性。
此外,吸附剂的再生方法也将得到改进,以提高吸附效率和降低成本。
综上所述,高效吸附技术将在2024年有更广泛的应用,纳米材料和连续运行将成为该领域的发展趋势。
二、催化氧化技术催化氧化技术是另一种常见的有机废气治理方法。
该技术通过催化剂促进有机废气的氧化反应,将有机污染物转化为无害物质。
在2024年,催化氧化技术将进一步发展和应用。
首先,催化剂的活性将得到提高。
目前已经有很多种类的催化剂被用于有机废气的氧化反应,包括金属氧化物、贵金属等。
在2024年,科学家将进一步改进催化剂的结构和组成,以提高催化剂的活性和稳定性,降低催化剂的成本。
其次,催化氧化技术将与其他技术相结合。
在2024年,催化氧化技术将与吸附技术、膜分离技术等相结合,形成多技术联合治理的模式。
通过多技术联合治理,可以实现废气的全面处理,提高治理效果。
废催化剂中钼和钴含量的测定方法
废催化剂中钼和钴含量的测定方法随着工业发展和化工生产的不断增加,废催化剂的处理和回收成为一个重要的环保问题。
催化剂中的钼和钴是宝贵的资源,准确测定其含量对于资源回收和再利用具有重要意义。
本文将介绍一种常用的废催化剂中钼和钴含量的测定方法,并简要分析其优缺点。
一、测定方法:1. 样品预处理:将废催化剂样品收集并粉碎,并将所需测定的部分样品取出。
样品的质量要足够,确保测试结果的准确性。
然后,将样品放入煮沸的酸中(如稀硝酸、氢氟酸混合酸溶液)溶解,以溶解催化剂中的成分。
2. 钼和钴的分离:将样品酸溶液转移到分离漏斗中,并加入适量的氨水使溶液达到碱性。
钼呈黄色络合物溶于氨水中,而钴为胶体态物质,不溶于氨水中。
因此,通过分离可以将钴和钼分离。
3. 钴的沉淀与测定:将分离后的溶液酸化,并加入过量的钠棕榈酸,使钴形成金黄色钴棕榈酸盐沉淀。
将沉淀通过滤纸过滤,用去离子水洗涤并干燥。
然后,将沉淀溶解于盐酸中,并用稀硝酸稀释至一定体积。
最后,使用原子吸收光谱法(AAS)对溶液中的钴含量进行测定。
根据测得的吸收浓度,计算出样品中钴的含量。
4. 钼的测定:将分离后的母液酸化,并加入过量的柠檬酸铵溶液,使钼形成红色络合物沉淀。
将沉淀过滤、洗涤并干燥。
然后,将沉淀溶解在稀硝酸中,并用去离子水稀释至一定体积。
最后,使用AAS对溶液中的钼含量进行测定。
本文介绍了一种常用的废催化剂中钼和钴含量的测定方法。
该方法通过样品的预处理、钴的分离与测定、钼的测定等步骤,可以准确测定样品中的钼和钴含量。
然而,该方法仍存在一些局限性,如需使用昂贵的实验设备和化学试剂,并需要熟练的操作技巧。
因此,在实际应用中需要根据实际情况选择合适的测定方法。
以某废催化剂样品为例,首先收集样品并进行粉碎处理。
然后,将样品酸溶液转移到分离漏斗中,并加入适量的氨水使溶液达到碱性。
通过分离,将钴和钼分离开。
钴的沉淀与测定步骤中,将钴形成钴棕榈酸盐沉淀,并通过过滤、洗涤和溶解测定钴含量。
三元催化剂回收 报告

三元催化剂回收报告随着人类对环境保护的重视日益增加,催化剂回收成为了一个备受关注的话题。
在催化剂的生产和使用过程中,难免会产生大量的废弃物和污染物,对环境造成不可忽视的影响。
而三元催化剂回收技术的出现,为解决这一问题提供了新的解决方案。
催化剂回收是一种将废弃的催化剂进行有效利用的技术,通过对废弃催化剂进行处理和再生,可以减少资源的浪费和环境的污染。
而三元催化剂回收则是在传统的催化剂回收技术基础上的一种新型技术。
它具有高效、节能、环保等特点,并且在一定程度上可以提高催化剂的使用寿命,降低生产成本。
三元催化剂回收的原理是通过对废弃催化剂进行分析和处理,将其中的有用成分进行提取和再利用。
在这个过程中,需要使用一种特殊的回收剂来与废弃催化剂进行反应,并将其中的有害物质与有用成分分离。
通过一系列的物理和化学处理,可以将有用成分从废弃催化剂中提取出来,并用于新的催化剂的制备。
三元催化剂回收技术的应用范围非常广泛。
它可以应用于石油化工、化学制品、环保等多个领域。
例如,在石油化工领域,废弃催化剂中含有的贵金属(如铂、钯等)可以被回收利用,从而减少原材料的消耗和生产成本。
在化学制品领域,废弃催化剂中的有机物可以被再生,用于合成新的化学品,实现资源的循环利用。
在环保领域,三元催化剂回收可以减少废弃催化剂对环境的污染,保护生态环境。
三元催化剂回收技术的发展离不开科技进步和创新。
近年来,随着纳米材料和新型功能材料的研发,三元催化剂回收技术也得到了很大的发展。
这些新材料具有更高的催化活性和选择性,可以提高废弃催化剂的回收效率。
同时,新型的回收剂和回收工艺的研究也为三元催化剂回收技术的应用提供了更多的选择。
虽然三元催化剂回收技术在环境保护和资源利用方面具有重要的意义,但是目前在实际应用中还存在一些挑战。
首先,废弃催化剂的回收和再利用过程中需要耗费大量的能源和资金,这对于一些小型企业来说是一个较大的负担。
其次,废弃催化剂中的有害物质的处理和处置也是一个难题,需要采取合适的措施进行处理,以避免对环境和人体健康造成影响。
石油炼制过程下的废催化剂除油实验分析-实验设计论文-设计论文
石油炼制过程下的废催化剂除油实验分析・实验设计论文-设计论文——文章均为WORD文档,下载后可直接编辑使用亦可打印一一摘要:石油炼制过程的废催化剂除油实验是石油产品生产中的重要实验,因此,木文将于下文首先对石油炼制过程的废催化剂除油实验的实验原料以及实验流程等要素作出了详细的探究,而后再对石油炼制过程的废催化剂除油单因素实验及其结果作出探讨,期待能为在此领域的研究人员提供必要的参考信息。
关键词:石油炼制;废催化剂;除油实验当前世界各国环境问题日益突出,使用环保的方式来实现针对有价金属的利用及回收就变得尤为重要。
目前,我国的石油消耗量已经达到了年均52070万吨,而随着全球可持续发展的呼声不断相应,采取必要的措施来促使石油产品更好更快地达到环保清洁的要求,是我国取得繁荣发展的必经之道。
催化剂在当代石油化工中有着十分重要的地位,大约92%以上的石油化工反应都需要催化剂来协助进行,因此,其己经成为当代石油化工产业的核心技术,而加氢脱硫(HDS)是将原油转化为常用石油产品的重要工艺。
当前,我国国内已经拥有数目庞大的废旧催化剂回收公司,这对促使催化剂实现充分的回收及利用具有重要的意义。
基于此,笔者将于下文对石油炼制过程的废催化剂除油实验作出分析,并对出油的单因素实验及其结果作出研究, 以供读者参考。
1石油炼制过程的废催化剂除油实验探究1.1实验原料、试剂及设备木研究所使用的原料取自中国某石油公司生产的加氢脱硫催化剂MoNiCo/AI2O3,其为长3〜5mm,粒径2~2mm的棒状颗粒。
该样品催化剂的表而被黑色的油状物质包被,因此,可以使用化学滴定法来实现对于实验原料主要成分的确定工作。
该项实验所使用的乙醇选购于天津的致远化学试剂有限公司,其为纯度分析试剂,实际操作时, 应当确保所有限定浓度的试液都是使用去离子水来配制的。
该项研究所使用的实验设备是国产SKTC-500超声波装置,其频率为20.22kHz, 而且更要确保该超声波装置的功率能够在0〜1000W的范围内实现有效的调控。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
废工业催化剂回收技术分析
此篇文章研究了废工业催化剂的利用现状和通常的废催化剂及的回收利用方法,对废催化剂进行合理归类,提出了催化剂回收的一些方法,还有回收废催化剂的具有环保性和经济性的回收技术。
标签:废工业催化剂;资源;回收;环保
0 引言
催化是工业发展过程中必备的东西,其工业地位不用多说。
迄今为止,绝大多数的化学工艺之中要用到催化剂,世界上每年消耗的催化剂大约1000千吨,每种类型的催化剂消耗比例都不同,21世纪初全世界工业催化剂销售额100多亿美元,环保型和化工型催化剂都占百分之三十左右。
时代不断变化,消耗的工业催化剂呈上升趋势。
1 废工业催化剂的回收现状
每年都有大量的工业废催化剂被生产出来。
大概为500-1000千吨,包括大量的贵金属,比如铅、锰等,还有铜、镍、铬等有色金属以及一些氧化物,他们还可以作为可回收资源再次利用,避开造成环境问题,完成可持续发展。
1.1 国外情况
西方,以及日本等发达国家特别注意对催化剂的回收,缺失金属资源的国家,催化剂的制造只能靠进口,所以很早就开始進行催化剂的回收与利用,初期主要回收贵金属,后来开始回收有色金属。
目前也回收有色金属以及赔钱的废催化剂。
1.2 国内情况
我国催化剂回收开展不够迅速,近几年,国家越来也重视环保,原油和金属价格也飞升的状态,所以形势所迫之下需要进行废工业催化剂的回收与利用,虽然起步较晚,但是催化剂回收工作还有待提升。
我国催化剂回收行业科学技术差,规模特别小,技术工艺提高迟缓;并且我国没有专业的管理公司管理,没有制定规范的法律法规,技术水平低;资源回收率很低,再生资源利用不充分;废催化剂回收率低,设备技术落后,废催化剂回收需要进一步加强。
2 废工业催化剂的回收的几种方法
催化剂按回收工艺:直接回收法和间接回收法。
其中间接回收法又分为干法、湿法和干湿结合法;分离法和不分离法是间接回收的两种方法。
实际上回首催化剂受到很多因素的影响和制约,工业上废催化剂回采用间接回收法的比较多。
2.1 废催化剂间接回收处理法
间接回收处理法是说化工生产过程中把催化剂中的金属和高价值物质提取出来。
2.1.1 干法
加热熔融废催化剂、还原剂和熔融剂,让金属组分还原为金属回收,用作合金材料,助熔剂形成废渣排除。
回收贵金属含量极低的催化剂时,一般需要添加捕集剂比如铁等等。
干法回收包括氧化焙烧、升华和氯化物挥发。
干法回收能耗高,容易产生有害酸性气体,用碱性溶液回收比如石灰水等图。
2.1.2 湿法
将废工业催化剂中的主要成分用酸或碱溶解,过滤分离得到难溶于水的金属氢氧化物,经过干燥最终得到想要的产品。
贵金属催化剂、铜系及镍系等废催化剂通常采用按照此方法回收。
电解法也是湿法,湿法回收催化剂,载体是不溶渣,如果处理不好会造成二次污染,湿法废催化剂的典型回收工艺是一种很好的回收方法。
2.1.3 干湿结合法
如果含有两种以上的催化剂,一般不单独采用干法或者湿法来处理。
多数采用干湿结合法。
一些废催化剂一般先需要焙烧再用酸或碱溶解,在提纯重金属,还有的需要经过煅烧,如铂-铼重整废催化剂回收时需要进行焙烧。
2.2 直接回收处理法
直接回收法处理的催化剂有包括以下几种:活性组分与载体特别难分离的催化剂;只需要简单处理就能进行回收的废催化剂;废催化剂的再次利用值不高的催化剂,假如不处置就会对环境产生污染的。
2.2.1 不分离法
直接对催化剂处理,不需要将他的活性组分或者与载体分离,这样的话就意味着回收能耗比较小,废物排放小。
如果某些废催化剂中含有微量元素,可以经过简单处理,然后用作农作物的肥料。
不分离法回收废催化剂的工艺流程也比较简单易懂。
2.2.2 分离法
分离法是分离催化剂的新型方法,主要应用于连有催化剂领域,分离方法包括磁选法和膜分离法。
对于含磁性金属的催化剂来说,中毒越深,磁性越强。
可以根据磁场不同将磁性物质分离出来。
膜分离法主要将产物和催化剂进行分离。
利用该技术可以提高催化剂的受用寿命,使产品有更高的品质。
3 结语
我国废催化剂回收工作开始迟缓,而且由于多方面的原因,没能得到充分的发展。
如今特别提倡节能环保,资源重复利用,废催化剂回收工作提上日程,得到重视。
环境保护意识应越来越高,在催化剂的排放回收方面完善相应的政策,提高我国催化剂的回收水平。
参考文献:
[1]孙锦宜.氮肥工业废催化剂的回收和利用[J].化肥工业,2001(1):45-48.
[2]石天宝.化肥废催化剂的回收利用[J].化工环保,1993 (3):158-163.
[3]孟宪红,李悦,李英.废催化剂中金属的回收[J].化工环保,1996(4):199-202.
[4]郭宪吉,鲍改玲,袁洋等.从失活的油脂加氢催化剂回收镍[J].工业催化,2003,11(4):40-43.
[5]郝宇,王泠鸥,吴烨睿.新时代中国能源经济预测与展望[J].北京理工大学学报(社会科学版),2018,20(02):8-14.
[6]张智敏,苏慧,庄壮.MTP废催化剂循环利用技术的研究进展[J].化工技术与开发,2018,47(03):34-37.。