Dry sliding wear behavior of TIG welding clad WC composite coatings
管道焊接标准(中英文对照版)
电镀英汉对照

英汉对照:电镀名词术语、镀覆方法镀前处理和镀后处理1 镀前处理preplating2 镀后处理postplating3 化学抛光chemical polishing4 化学除油alkaline degreasing5 电抛光electropolishing6 电解除油electrolytic degreasing7 电解浸蚀electrolytic pickling8 浸亮bright dipping9 机械抛光mechanical polishing10 有机溶剂除油solvent degreasing11 光亮浸蚀bright pickling12 粗化roughening13 敏化sensitization14 汞齐化amalgamation (blue dip)15 刷光brushing16 乳化除油emulsion degreasing17 除氢removal of hydrogen (de-embrittlement )18 退火annealing19 逆流漂洗countercurrent rinsing20 封闭sealing21 着色能力dyeing power22 退镀stripping23 热扩散thermal diffusion24 热熔hot melting25 着色colouring26 脱色decolorization27 喷丸shot blasting28 喷砂sand blasting29 喷射清洗spray rinsing30 超声波清洗ultrasonic cleaning31 弱浸蚀acid dipping32 强浸蚀pickling33 缎面加212 satin finish34 滚光barrel burnishing35 磨光grinding电镀常用名词术语1 化学腐蚀chemical corrosion2 双电层electric double layer3 双极性电极bipolar electrode4 分散能力throwing power5 分解电压decomposition voltage6 不溶性阳极(惰性阳极) inert anode7 电化学electrochemistry8 电化学极化(活化极化) activation polarization9 电化学腐蚀electrochemical corrosion10 电化当量electrochemical equivalent11 电导率(比电导) conductivity12 电泳electrophoresis13 电动势electromotive force14 钝化电势passivation potential15 腐蚀电势corrosion potential16 电流密度current density17 电流效率current efficiency18 腐蚀速率corrosion rate(vcor),腐蚀电流corrosion current(Icor)19 电极electrode20 电极电势electrode potential21 电解质electrolyte22 电解液electrolytic solution23 电离度degree of ionization24 去极化depolarization25 平衡电极电势equilibrium electrode potential26 正极positive electrode27 负极negative electrode28 阴极cathode29 阴极极化cathodic polarization30 阴极性镀层cathodic coating31 阳极anode32 阳极泥anode slime33 阳极极化anodic polarization34 阳极性镀层anodic coating35 迁移数transport number36 超电势overpotential37 扩散层diffusion layer38 杂散电流stray current39 导电盐conducting salt40 体积电流密度volume current density41 沉积速率deposition rate42 初次电流分布primary current distribution43 局部腐蚀local corrosion44 极化polarization45 极化度polarizability46 极化曲线polarization curve47 极间距Interelectrode distance48 乳化emulsification49 应力腐蚀stress corrosion50 析气gassing51 活化activation52 活度activity53 标准电极电势standard electrode potential54 浓差极化concentration polarization55 钝化passivation56 点腐蚀spot corrosion57 配位化合物complex compound58 复盐double salt59 氢脆hydrogen embrittlement60 渗氢seepage hydrogen61 界面张力interracial tension62 临界电流密度critical current density63 半电池half-cell64 原电池galvanic cell65 盐桥salt bridge66 pH值pH value67 基体材料basis material(substrate)68 辅助阳极auxiliary anode69 辅助阴极auxiliary cathode70 接触电势contact potential71 晶间腐蚀intercrystalline corrosion72 溶度积solubility product73 溶解度solubility74 微观覆盖能力microcovering power75 槽电压tank voltage76 静态电极电势static electrode potential77 螯合物chelate compound78 整平作用1eveling action79 覆盖能力covering power80 主要表面signiflcant surface81 冲击电流striking current镀覆方法1 化学气相沉积chemical vapor deposition2 物理气才目沉积physical vapor deposition3 化学钝化chemical passivation4 化学氧化chemical oxidation5 阳极氧化anodizing6 化学镀(自催化镀) autocalytic plating7 激光电镀1aser electroplating8 闪镀flash(flash plate)9 电镀electroplating10 机械镀mechanical plating11 浸镀immersion plate12 电铸electroforming13 叠力口电流电镀superimposed current electroplating14 光亮电镀bright plating15 合金电镀alloy plating16 多层电镀multiplayer plating17 冲击镀strike plating18 金属电沉积metal electrodeposition19 刷镀brush plating20 周期转向电镀periodic reverse plating21 转化膜conversion coating22 挂镀rack plating23 复合电镀(弥散电镀) composite plating24 脉冲电镀pulse plating25 钢铁发蓝(钢铁化学氧化) blueing (chemical oxide)26 高速电镀high speed electrodeposion27 滚镀barrel plating28 塑料电镀plating on plastics29 磷化phosphating材料和设备1 水的软化softening of water2 汇流排busbar3 阳极袋anode bag4 光亮剂brightening agent (brightener)5 助滤剂filteraid6 阻化剂inhibitor7 表面活性剂surface active agent(surfactant)8 乳化剂emulsifying agent(emulsifier)9 配位剂complexant10 绝缘层insulated layer(resist)11 挂具(夹具) plating rack12 润湿剂wetting agent13 离心干燥机centrifuge14 添加剂addition agent(additive)15 缓冲剂buffer16 移动阴极swept cathode17 隔膜diaphragm18 整合剂chelating agent19 整平剂leveling agent20 整流器rectifier测试和检验1 大气暴露试验atmospheric corrosion test2 中性盐雾试验(NSS试验) neutral salt spray test(NSS-test)3 不连续水膜water break4 pH计pH meter5 孔隙率porosity6 内应力internal stress7 电导仪conductivity gauge8 库仑计(电量计) coulomb meter9 旋转圆盘电极rotating disk electrode10 旋转环盘电极rotating ring disk electrode11 针孔pores12 铜加速盐雾试验(CASS试验) copper accelerated salt spray (CASS test ).13 参比电极reference electrode14 甘汞电极calomel electrode15 可焊性solder ability16 硬度hardness17 金属变色tarnish18 点滴腐蚀试验dropping corrosion test19 玻璃电极glass electode20 结合力adhesion21 哈林槽Haring cell22 恒电势法potentiostatic method23 恒电流法galvanostatic method24 交流电流法a.c method25 树枝状结晶trees26 脆性brittleness27 起皮peeling28 起泡blister29 剥离spalling30 桔皮orange peel。
激光熔覆马氏体
第27卷第2期粉末冶金材料科学与工程2022年4月V ol.27 No.2 Materials Science and Engineering of Powder Metallurgy Apr. 2022DOI:10.19976/ki.43-1448/TF.2021090激光熔覆马氏体/铁素体涂层的组织与抗磨耐蚀性能张磊1, 2,陈小明1, 2,霍嘉翔1,张凯1, 2,曹文菁1, 2,程新闯3(1. 水利部产品质量标准研究所浙江省水利水电装备表面工程技术研究重点实验室,杭州 310012;2. 水利部杭州机械设计研究所水利机械及其再制造技术浙江省工程实验室,杭州 310012;3. 绍兴市曹娥江大闸管理局,绍兴 312000)摘要:为提高液压活塞杆的耐腐蚀和抗磨损性能,在45号钢表面采用激光熔覆技术在不同激光功率下制备具有马氏体/铁素体组织的Fe基合金熔覆层。
利用X射线衍射仪、扫描电镜、X射线能谱仪等手段表征涂层的物相组成、微观形貌和元素分布,采用维氏硬度计和干滑动摩擦试验机对涂层的显微硬度和抗磨损性能进行测试,并通过电化学工作站研究熔覆层的耐腐蚀性能。
结果表明:Fe基合金熔覆层的主要物相为α-Fe、Ni-Cr-Fe、γ-(Fe,C)和Fe9.7Mo0.3等,主要组织为马氏体、铁素体和少量残余奥氏体。
熔覆层的枝晶态组织均匀致密,无裂纹和孔隙缺陷,涂层与基体呈冶金结合。
涂层的硬度与耐磨性能随激光功率增大而提高,当功率为2.4 kW时,涂层的平均显微硬度(HV)为647.64,耐磨性能为45号钢的9.37倍,磨损机制为磨粒磨损。
随激光功率提高,Fe基合金熔覆层的耐腐蚀性能先升高后降低,当激光功率为2.0 kW时涂层具有最佳耐腐蚀性能,显著高于活塞杆常用碳钢、不锈钢以及电镀硬铬等材料,可在相关领域替代电镀铬。
关键词:激光熔覆;Fe基合金;组织;磨损;腐蚀;活塞杆中图分类号:TG174.44文献标志码:A 文章编号:1673-0224(2022)02-196-09All Rights Reserved.Microstructure and wear-corrosion resistance performance oflaser cladding martensite/ferrite coatingZHANG Lei1, 2, CHEN Xiaoming1, 2, HUO Jiaxiang1, ZHANG Kai1, 2, CAO Wenjing1, 2, CHENG Xinchuang3(1. Key Laboratory of Surface Engineering of Equipment for Hydraulic Engineering of Zhejiang Province, Standard &Quality Control Research Institute, Ministry of Water Resources, Hangzhou 310012, China;2. Water Machinery and Remanufacturing Technology Engineering Laboratory of Zhejiang Province, HangzhouMechanical Research Institute, Ministry of Water Resources, Hangzhou 310012, China;3. Shaoxing Municipal Cao’e River Floodgate Construction Administration Committee, Shaoxing 312000, China)Abstract: To improve the corrosion resistance and wear resistance of piston rod, Fe-based coatings with martensite andferrite structure were prepared on 45# steel by laser cladding. The phase compositions, microstructure and elementsdistribution of the coatings were characterized by X-ray diffractometer, scanning electron microscope and X-ray energydispersive spectrometer. The microhardness and wear resistance of the coatings were tested by Vickers hardness testerand dry sliding friction wear tester. Furthermore, the corrosion resistance of laser cladding Fe-based coatings was studiedby electrochemical workstation. The results show that the phase of laser cladding Fe-based alloy coating is mainlycomposed of α-Fe, Ni-Cr-Fe, γ-(Fe,C), Fe9.7Mo0.3. The main microstructure is martensite, ferrite and a small amount ofresidual austenite. The dendritic structure of coating is uniform, compact, without cracks or pores. The coating and thesubstrate are bonded metallurgically. The hardness and wear resistance of the coatings increase with increasing基金项目:浙江省“一带一路”国际科技合作项目(2019C04019);浙江省公益性技术应用研究计划资助项目(GC22E017317,LGC19E090001,2018C37029)收稿日期:2021−11−02;修订日期:2021−12−23通信作者:张磊,工程师,硕士。
纺织专业英语课文翻译

第二课Cotton Properties and Uses棉纤维的特性和用途吸湿性和良好的吸湿排汗性能使棉纤维的一个更舒适的一个比较高的水平。
因为在纤维素的羟基基团,棉花对水有很强的吸引力。
当水进入纤维棉,膨胀,其截面变得更圆。
水分和膨胀时湿让棉花吸收水的重量约四分之一的高亲和力的能力。
这意味着,在炎热的天气里,身体的汗会吸收棉织品,沿运纱布的外表面和蒸发到空气中。
因此,身体会帮助维持其温度。
不幸的是,棉花的亲水性使得它容易受到水渍。
如在咖啡或葡萄汁的水溶性色素会渗入纤维随着水;当水分蒸发,着色剂是困在纤维。
也许主要的缺点,棉织品是他们的倾向,皱纹和去除皱纹的困难。
棉纤维的刚度降低纱线抗起皱能力。
当纤维弯曲的一种新的配置,氢债券持有的纤维素链在一起破裂和分子滑动以减少纤维中的应力。
在新的位置的氢键的改革,所以当破碎力去除纤维保持在新的位置。
这是氢键,有助于保持皱纹的断裂和改革,使棉织品要熨。
棉花是具有良好的耐磨性和尺寸稳定性好,中等强度的纤维。
这是抵抗酸,碱和有机溶剂,通常提供给消费者。
但由于它是一种天然物质,它是受攻击的昆虫,霉菌和真菌。
最突出的是棉花霉烂的倾向,如果允许存在潮湿。
棉花抗太阳光和热,虽然直接暴露于恒定的强烈的阳光会引起黄的最终降解纤维。
变黄时也可能出现在气干燥器干燥棉织品。
颜色的变化是一种化学反应的纤维素和氧或氮氧化物之间在热空气中干燥的结果。
棉花将保留其白度较长时,线干或在电干燥器中干燥。
主要感兴趣的是事实,棉纱时干时湿比。
此属性的宏观和微观结构特征的纤维的结果。
当水被吸收,纤维膨胀,其截面变得更圆。
通常这种大量的外来物质的吸收会导致内部应力较高,导致纤维弱化。
然而,棉花,水的吸收导致的内部应力减少。
因此,减少内部应力来克服,肿胀的纤维变得更强。
同时,在纱线溶胀纤维按对彼此更强烈。
的内部摩擦增强纱线。
此外,所吸收的水作为一个内部润滑剂,赋予纤维较高水平的灵活性。
这说明棉花衣服更容易熨潮湿时。
中文翻译

连大101干式电火花加工研究摘要干式电火花加工被认为是一种环境友好型的加工方法,这种方法的特别之处已经在其他专业文献中提及,为通过电火花加工得到孔,一般采用回转的管状电极。
本文所述的是一种在电火花加工时相对简单的设备。
电极的回转可以减少孔的圆柱度误差。
一些初步试验证明了这种设备用在加工薄片的可能性。
不锈钢试件通过干式电火花加工和常规电火花加工,在所应用的加工条件下,干式电火花加工显示出比常规电火花加工更好的表面加工情况和更低的电极损耗。
简介:如今绿色生产是公司获得竞争优势的唯一理性的策略.环境友好型制造在金属零件的生产领域是新的趋势。
科学家们一直致力于发展没有污染的削减材料方式,这种方式同时还能保证较高的去除速率,表面精度、低刀具磨损,小的粗糙度值。
如果分析电火花加工(EDM)过程,就知道环境问题的主要原因是使用相关的矿物油性介质液体。
高温和电介质液体的化学分解产生有毒气体,有时甚至有火灾隐患。
使用介质液体的另一个问题是低的可回收率。
所有这些事实都促使发展干电火花加工过程,这种加工方法使用的是不同的气体作为放电介质而不是工作液体。
第一种干式电火花加工的方法在一份由美国航空航天局从1985年开始详尽地记录的报告中被提起的。
这报告规定一些电火花钻削加工是在以氩、氦为放电介质进行的。
几年后,一组研究人员在使放电在氧气的浸泡中进行。
因此,他们强调了去除速率比用液体放电介质更高。
Kunieda等人在1997年做了另一组实验。
他们发现在用管状铜电极进行放电加工时使用压缩气体可以保证最小的电极损耗。
在美国,关于干式电火花加工的一个重要的实验在密歇根大学里进行。
近几年,这里的研究在干式电火花加工的主要方面取得了重大的突破。
在干式和近干式电火花加工方面,他们也对电极丝和钻削方法进行了实验。
关于干式电火花钻削的文献6,7,8表明:穿过加工电极进入放电间隙的高速气体可以代替液体放电介质。
伴随着加工电极的旋转运动,这些气体可以保护工件和电极不会过热,而且有利于碎屑的排出。
TIG Welding Introduction

Background
► TIG
welding uses a non-consumable tungsten ► Filler metal, when required, is added by hand ► Shielding gas protects the weld and tungsten
Do not weld near flammable material Watch for fire; keep extinguisher nearby Do not locate unit over combustible surfaces Do not weld on closed containers
Welding, chipping, wire brushing, and grinding cause sparks and flying metal; wear approved safety glasses with side shields
3
Background
► What
► Also ► In
is TIG?
Tungsten Inert Gas
referred to as GTAW
Gas Shielded Tungsten Welding
TIG welding, a tungsten electrode heats the metal you are welding and gas (most typically Argon) protects the weld from airborne contaminants
TIG Welding Introduction
Outline
► Background/Advantages
TIG Welding

Kyle Westmoreland Brad Watson
Overview
TIG=Tungsten Inert Gas Welding Uses a tungsten electrode to produce an electric arc. The weld is shielded by a gas typically argon and a welding rod is added to produce the weld Uses • TIG welding can be used to weld Magnesium, Aluminum, Steel, Stainless Steel, Brass alloys, Silver, Cast Iron and Copper • Can weld very thin sections and metals that can not be easily welded with other types of welding.
Correct Tip Incorrect Tip
≈ 2.5 x Diameter
Tungsten Grinding
Preparing Aluminum Electrode
• Aluminum tip created using a piece of copper to generate an arc. • Set amperage to max setting. • Hold Electrode 1/8 in from copper and press peddle. • Heat generated causes tip to melt in to smooth ball.
Setting up the Machine
电子干燥机使用说明书

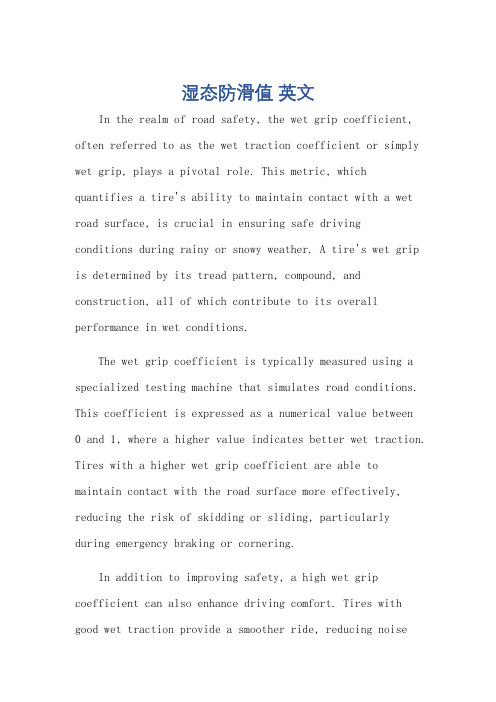
123456Emptying condensationEmpty container after each drying operation!1.Pull out condensate container keeping it horizontal.2.Pour out condensation.3.Always push container in fully until it clicks into place.If Í Container flashes in the display panel a What to do if..., Page 10.Cleaning the fluff filterClean the fluff filter after each drying operation.1.Open the door, remove fluff from door/door area.2.Pull out and fold open the fluff filter.3.Remove the fluff (by wiping the filter with your hand).If the fluff filter is very dirty or blocked, rinse with warm water and dry thoroughly.4.Close and reinsert the fluff filter.Switching off the dryerTurn the programme selector to Off .Do not leave laundry in the dryer.Removing the laundryThe automatic anti-crease function causes the drum to move at specific intervals, the washing remains loose and fluffy for an hour (two hours if the additional S Reduced Ironing function is also selected-depending on model ).... and adapt to individual requirementsNever start the dryer if it is damaged!Inform your after-sales service.Inspecting thedryer Sorting and loading laundryRemove all items from pockets.Check for cigarette lighters.The drum must be empty prior to loading.See programme overview on page 7.See also separate instructions for “Woollens basket” (depending on model)Your new dryerCongratulations - You have chosen a modern, high-quality Bosch Intended usePreparing for installation, see Page 8Selecting and adjusting the programmeDryingCondensate container Control panelʋfor domestic use only,ʋonly to be used for drying fabrics that have beenwashed with water.Keep children younger than 3 years old away from the dryer.Do not let children make the cleaning andmaintenance work on the dryer without supervision.Do not leave children unsupervised near the dryer.Keep pets away from the dryer.The dryer can be operated by children 8 years old and older, by persons with reduced physical, sensory or mental abilities and by persons with insufficient experience or knowledge if they are supervised or have been instructed in its use by a responsible adult.This appliance is intended for use up to a maximum height of 4000 metres above sea level.Select the drying programme ...123Make sure your hands are dry. Hold the plug only.Connecting themains plugDryingInformation on laundry ...Labelling of fabricsFollow the manufacturer's care information.(c Drying at normal temperature.'c Drying at low temperature a also select V Low Heat .)c Do not machine dry.Observe safety instructions without fail a Page 11!Do not tumble-dry the following fabrics for example:–Impermeable fabrics (e.g. rubber-coated fabrics).–Delicate materials (silk or curtains made from synthetic material) a they may crease.–Laundry contaminated with oil.Drying tips–To ensure a consistent result, sort the laundry by fabric type and drying programme.–Always dry very small items (e.g. baby socks) together with large items of laundry (e.g. hand towel).–Close zips, hooks and eyelets, and button up covers. Tie fabric belts, apron strings, etc. together.–Do not over-dry easy-care laundry a risk of creasing! Allow laundry to finish drying in the air.–Do not dry woolens in the dryer, only use to freshen them up a Page 7, Woollens finish Programme (depending on model).–Do not iron laundry immediately after drying, fold items up and leave for a while a the remaining moisture will then be distributed evenly.–The drying result depends on the type of water used during washing. a Fine adjustment of the drying result a Page 5/6.–Machine-knitted fabrics (e.g. T-shirts or jerseys) often shrink the first time they are dried a do not use the Cupboard extra dry programme.–Starched laundry is not always suitable for dryers a starch leaves behind a coating that adversely affects the drying operation.–Use the correct dosage of fabric softener as per the manufacturer's instructions when washing the laundry to be dried.–Use the timer programme for small loads a this improves the drying result.Environmental protection / Energy-saving tips–Before drying, spin the laundry thoroughly in the washing machine a the higher the spin speed the shorter the drying time will be (consumes less energy), also spin easy-care laundry.–Put in, but do not exceed, the maximum recommended quantity of laundry a programme overview a Page 7.–Make sure the room is well ventilated during drying.–Do not obstruct or seal up the air inlet.–Keep the air cooler clean a Page 6 “Care and cleaning”.Fine adjustment of the drying resultAdjustment of the levels of dryness1 x to the rightPress and hold V Low Heat and turn 5 x to the rightPress V Low Heat until the required level is reached Turn to OffTurn to OffDrumAll buttons are sensitive and only need to be touched lightly.Only operate the dryer with the fluff filter inserted!Air inletFluff filterDrum interior light (depending on model)Maintenance flapProgramme end once lights up in the display. Interrupt programme removing or adding laundry.The drying cycle can be interrupted for a brief period so that laundry may be added or removed. The programme selected must then be resumed and completed.Never switch the dryer off before the drying process has ended.Drum and door may be hot!1.Open door, the drying process is interrupted.2.Load or remove laundry and close door.3.If required, select a new programme and additional functions.4.Press the Start/Stop button.Programme selectorDisplay panelService indicatorsÍ Containern Filter Clean the fluff filter and/or air cooler under running water. a Page 4/6.Fineadjustment of the drying resultThe drying result (e.g. Cupboard Dry) can be adjusted over three levels (1 - max. 3) Super 40 min programmespresetting = 0. After one of these programmes has been finely adjusted, the setting is retained for the others. Further information a Page 5/6.0, 1, 2, 3 Fine adjustment of the drying resultCare and cleaningDryer housing, control panel, air cooler, moisture sensors–Wipe with a soft, damp cloth.–Do not use harsh cleaning agents and solvents.–Remove detergent and cleaning agent residue immediately.Clean the protective filter 5 - 6 times a year or if n Filter flashes after cleaning the fluff filter.Air cooler / Protective filterWhen cleaning, only remove the protective filter. Clean the air cooler behind the protective filter once a year.–Allow the dryer to cool.–Residual water may leak out, so place an absorbent towel underneath the maintenance door.1.Unlock the maintenance door.2.Open the maintenance door fully.3.Turn both locking levers towards each another.4.Pull out the protective filter/air cooler.Do not damage the protective filter or air cooler.Clean with warm water only. Do not use any hard or sharp-edged objects.5.Clean the protective filter/air cooler thoroughly,Allow to drip dry.6.Clean the seals.7.Re-insert the protective filter/air cooler,with the handle facing down.8.Turn back both locking levers.9.Close the maintenance door until the lock clicks into place.Moisture sensorsThe dryer is fitted with stainless steel moisture sensors. The sensors measure the level of moisture in the laundry. After a long period of operation, a fine layer of limescale may form on the sensors.1.Open the door and clean the moisture sensors with a damp spongewhich has a rough surface.Do not use steel wool or abrasive materials.Drying H , Iron dry |, Cupboard dry +,Anti-Crease/End R / are displayed in sequence.Short signal when changing from level 3 to 0, otherwise long signal.Only when switched off!Press the Start/Stop button*f o r C o t t o n s a n d E a s y -C a r e p r o g r a m m e s o n l y .**D r y n e s s l e v e l s c a n b e s e l e c t e d i n d i v i d u a l l y a C u p b o a r d e x t r a d r y , C u p b o a r d d r y a n d I r o n d r y (d e p e n d i n g o n t h e m o d e l ).D e g r e e o f d r y n e s s c a n b e f i n e l y a d j u s t e d ; m u l t i -l a y e r e d t e x t i l e s r e q u i r e a l o n g e r d r y i n g t i m e t h a n s i n g l e -l a y e r e d i t e m s o f c l o t h i n g . R e c o m m e n d a t i o n : D r y s e p a r a t e l y .Page 11.Connect to an AC earthed socket. If in doubt have the socket checked by an expert.The mains voltage and the voltage shown on the rating plate (a Page 9) must correspond.The connected load and necessary fuse protection are specified on the rating plate.Select any programme using the programme selector.condensation is pumped into the container.Wait 5 min. and then empty the condensate container again.Make sure that the air inlet remains unobstructedClean and level Do not operate the dryer if there is a danger of frost.en Instruction manualDryerWTE84106GC12Remove all items from pockets.Check for cigarette lighters.The drum must be empty prior to loading.See programme overview on page 7.See also separate instructions for “Woollens ba (depending on model)domestic appliance.The condensation dryer is distinguished by its economical energy consumption.Every dryer which leaves our factory is carefully checked to ensure that it functions correctly and is in perfect condition.Should you have any questions, our after-sales service will be pleased to help.Disposal in an environmentally-responsible manner This appliance is labelled in accordance with European Directive 2012/19/EU concerning used electrical and electronic appliances (waste electrical and electronic equipment - WEEE). The guideline determines the framework for the return and recycling of used appliances as applicable throughout the EU.For further information about our products, accessories, spare parts and services, please visit: All buttons are need to be touProgramme selector34Emptying condensationEmpty container after each drying operation!1.Pull out condensate container keeping it horizontal.2.Pour out condensation.3.Always push container in fully until it clicks into place.If Í Container flashes in the display panel a What to do if..., Page 10.Cleaning the fluff filterClean the fluff filter after each drying operation.1.Open the door, remove fluff from door/door area.2.Pull out and fold open the fluff filter.3.Remove the fluff (by wiping the filter with your hand).If the fluff filter is very dirty or blocked, rinse with warm water and dry thoroughly.4.Close and reinsert the fluff filter.Switching off the dryerTurn the programme selector to Off .Do not leave laundry in the dryer.Removing the laundryThe automatic anti-crease function causes the drum to move at specific intervals, the washing remains loose and fluffy for an hour (two hours if the additional S Reduced Ironing function is also selected-depending on model ).idual requirementsspecting thedryeroading laundryasket”he programmeDryingCondensate container Control paneldrying programme ...123nnecting the mains plugDryingDrume sensitive and only uched lightly.the dryer with nserted!Air inletFluff filterDrum interior light (depending on model)Maintenance flapProgramme end once lights up in the display. Interrupt programme removing or adding laundry.The drying cycle can be interrupted for a brief period so that laundry may be added or removed. The programme selected must then be resumed and completed.Never switch the dryer off before the drying process has ended.Drum and door may be hot!1.Open door, the drying process is interrupted.2.Load or remove laundry and close door.Start/Stop buttonInformation on laundry ...Labelling of fabricsFollow the manufacturer's care information.(c Drying at normal temperature.'c Drying at low temperature a also select V Low Heat.)c Do not machine dry.Observe safety instructions without fail a Page 11!Do not tumble-dry the following fabrics for example:–Impermeable fabrics (e.g. rubber-coated fabrics).–Delicate materials (silk or curtains made from synthetic material) a they may crease.–Laundry contaminated with oil.Drying tips–To ensure a consistent result, sort the laundry by fabric type and drying programme.–Always dry very small items (e.g. baby socks) together with large items of laundry(e.g. hand towel).–Close zips, hooks and eyelets, and button up covers. Tie fabric belts, apron strings, etc.together.–Do not over-dry easy-care laundry a risk of creasing! Allow laundry to finish drying inthe air.–Do not dry woolens in the dryer, only use to freshen them up a Page 7, Woollens finish Programme (depending on model).–Do not iron laundry immediately after drying, fold items up and leave for a whilea the remaining moisture will then be distributed evenly.–The drying result depends on the type of water used during washing. a Fine adjustment of the drying result a Page 5/6.–Machine-knitted fabrics (e.g. T-shirts or jerseys) often shrink the first time they are drieda do not use the Cupboard extra dry programme.–Starched laundry is not always suitable for dryers a starch leaves behind a coating that adversely affects the drying operation.–Use the correct dosage of fabric softener as per the manufacturer's instructions whenwashing the laundry to be dried.–Use the timer programme for small loads a this improves the drying result.Environmental protection / Energy-saving tips–Before drying, spin the laundry thoroughly in the washing machine a the higher the spin speed the shorter the drying time will be (consumes less energy), also spin easy-carelaundry.–Put in, but do not exceed, the maximum recommended quantity of laundry a programme overview a Page 7.–Make sure the room is well ventilated during drying.–Do not obstruct or seal up the air inlet.–Keep the air cooler clean a Page 6 “Care and cleaning”.Fine adjustment of the drying resultAdjustment of the levels of dryness1 x to the right Press and hold V Low Heatand turn 5 x to the right Press V Low Heat until the required level is reachedTurn to Off Turn toOffFine adjustment of the drying resultCare and cleaningDryer housing, control panel, air cooler, moisture sensors–Wipe with a soft, damp cloth.–Do not use harsh cleaning agents and solvents.–Remove detergent and cleaning agent residue immediately.Clean the protective filter 5 - 6 times a yearor if n Filter flashes after cleaning the fluff filter.Air cooler / Protective filterWhen cleaning, only remove the protective filter. Clean the air coolerbehind the protective filter once a year.–Allow the dryer to cool.–Residual water may leak out, so place an absorbent towelunderneath the maintenance door.1.Unlock the maintenance door.2.Open the maintenance door fully.3.Turn both locking levers towards each another.4.Pull out the protective filter/air cooler.Do not damage the protective filter or air cooler.Clean with warm water only. Do not use any hard or sharp-edgedobjects.5.Clean the protective filter/air cooler thoroughly,Allow to drip dry.6.Clean the seals.7.Re-insert the protective filter/air cooler,with the handle facing down.8.Turn back both locking levers.9.Close the maintenance door until the lock clicks into place.Moisture sensorsThe dryer is fitted with stainless steel moisture sensors. The sensorsmeasure the level of moisture in the laundry. After a long period ofoperation, a fine layer of limescale may form on the sensors.1.Open the door and clean the moisture sensors with a damp spongewhich has a rough surface.Do not use steel wool or abrasive materials.Drying H, Iron dry |, Cupboard dry +,Anti-Crease/End R / are displayed in sequence.Short signal when changing from level 3 to 0,otherwise long signal.Only when switched off!56*f o r C o t t o n s a n d E a s y -C a r e p r o g r a m m e s o n l y .**D r y n e s s l e v e l s c a n b e s e l e c t e d i n d i v i d u a l l y a C u p b o a r d e x t r a d r y , C u p b o a r d d r y a n d I r o n d r y (d e p e n d i n g o n t h e m o d e l ).D e g r e e o f d r y n e s s c a n b e f i n e l y a d j u s t e d ; m u l t i -l a y e r e d t e x t i l e s r e q u i r e a l o n g e r d r y i n g t i m e t h a n s i n g l e -l a y e r e d i t e m s o f c l o t h i n g . R e c o m m e n d a t i o n : D r y s e p a r a t e l y .Page 11.Connect to an AC earthed socket. If in doubt have the socket checked by an expert.The mains voltage and the voltage shown on the rating plate (a Page 9) must correspond.The connected load and necessary fuse protection are specified on the rating plate.Select any programme using the programme selector.condensation is pumped into the container.Wait 5 min. and then empty the condensate container again.Make sure that the air inlet remains unobstructedClean and levelDo not operate the dryer if there is a danger of frost.en Instruction manualDryerWTE84106GC。
非织造常用英语专业词汇

英汉非织造布专业词汇在此收集的大部分词汇是在翻译非织造布专业文献, 特别是美国《非织造布工业》月刊中遇到的不太熟悉的词汇。
非织造布专业是一个跨行业的边缘学科,因此, 有关文献涉及纺织、造纸、塑料、机械、电气、医学等领域。
为了便于阅读, 广收在此。
这些词汇有待专家确切定义。
Aabsorb吸收absorbent 有吸收能力的absorbent core 吸水芯材acquisition layer (卫生巾)集液层acrylicester emulsion 丙烯酸酯乳液activated carbon 活性碳activated charcoal filter 活性碳过滤器adhesion tension 附着强度adhesive 粘接剂adult diapers 成人失禁垫aerodynamic 空气动力学的aesthetic fabric 美观的布品aesthetics 美学affordable 买得起的affordability买力af ter treatment 后处理ageing resistance 耐老化性agriculture 农业A I DS 艾滋病air bridge 空气桥air laid 气流成网air porosity 气孔率air th rough 热风法all- in- one 全合一aluminosilicate-based fiber 铝硅酸盐玻璃纤维angi ography 血管造影术anis otropy 各向异性annual growth 年增长率ant iadherent f il m 防粘膜ant i- crease 抗皱ant istat ic f inish 防静电处理A PE (alkyl phenol ethoxylate) 烷基酚乙氧基化物aperture 网眼(布)appearance 外观app licator 涂胶机apparel 服装apron围裙aqueous liquid水溶液aquarium filter 养鱼缸过滤器area bonding 面积粘合artificial leather substrate人造革基布attenuation 钝化, 变细automation control 自动化控制automobile carburetor汽车汽化器automobile interior 汽车内装饰automotive headliner 汽车车头衬里automotive carpet 汽车用毯Bbaby diaper 婴儿尿布baby wipe 婴儿擦拭巾back sheet 底衬bacteriaproof 防菌bacteriophage噬菌体bale棉包barb (刺针)倒钩barrier 阻挡层barrier - seal medical garment密封阻挡层医用服装base cloth 基布basis weight 布品单位重量batt 棉胎batteries 电池组battery separator 电池分隔层beater 打浆机bedding 床上用品, 被褥betagauge 测试仪beverage 饮料bias 斜线bib 小儿围涎bicom ponent f iber 双组分纤维bilirubin 胆红素birth rate 出生率blanket 毯子bleaching漂白bleachplant 漂白厂blending 混合bloodborne p athogen 以血液为载体的病原菌blood spread 血液散布blouse 罩衫body cavities 体腔bond area 粘合面积bonded- face fabric 面粘合布品bonded mat 粘合纤维网bonded web 粘合纤维网bonded yarn fabric 纱线粘合布品bonding 粘合bonding pattern 粘合样式bonding pressure 粘合压力bonding roll pattern 粘合辊式样bonding temp erature 粘合温度bond point 粘合点bot tom layer (复合纤维)底层bot tom line 基线brand r ecognition 品牌识别breakin gelongation 断裂伸长Breaking strength 断裂强度breaking stretchability 断裂拉伸性breathability透气性Brown ian movement 布朗运动bulk 松密度bulk m elt ing s ys t em 整体熔融系统burn 烧痕burst strength 撕裂强度Ccable wrap 电缆包布calendering 压光, 轧制capillary force gradient 毛管力梯度card 梳理carded web 梳理成网cardiovas cularsurgery 心血管手术caregiver 保育员carpet backin g 地毯基布carpet t ile 铺地地毯块CBR puncture ( DIN 54307) 圆盘夹平面顶破压力试验穿刺CD ( cr os s direct ion) 布品(横向)cellulose acetate fiber 醋酸纤维素纤维cellulose fiber 纤维素纤维cellulose wadding 纤维素填絮challenge 挑战challenge tracer 挑战示踪剂charring 烧焦chemical bin der 化学粘合剂chemical bonding 化学粘合chemical finishing 化学后整理chemical resistance 耐化学特性chemical stability 化学稳定性chemical-to-fiber process 化学成纤工艺child care 保育clay 粘土cleaning 除杂cleanroom 净化车间clinical experience 临床经验clothlike 仿棉布coastal protection w ork 海岸防护工程coast line 海岸线coated 涂浆的coefficient offriction 摩擦系数coherent bonded web 粘接纤维网cohesive soil 粘性土壤cold compress plaster base material 冷压膏基材料collision 碰撞coloration 着色comfort 舒适comforter 盖被commercial wipe 商用擦拭巾commitment of large capital expenditures 大量资本开支投commodity 商品compacting machine (打包)压实机comparative aesthetic property 比较美学性competition 竞争composite materia 复合材料composite structure 复合结构compressive force 压缩力conductive shoe cover 导电性鞋套conf ormable 顺从consolidation 凝固constituent fiber 组成纤维contact anglemeter 接触角测试仪containment 遏制continuous filament 长丝continuous travelling screen 连续移动筛网coordinated bedding set 配套床上用品copolymer 共聚物core 芯材coreless 无芯材的corrugat ed cardboard box 瓦楞纸板箱cosmet ic 化妆品cost- eff ect ive 有成本效益的cot ton- rich 富含棉花的( 70%棉, 30%涤纶)coverall 连裤工作服cover factor 覆盖系数cover gow n 遮挡罩衣coverstock (卫生巾、尿布)包布crease- resist finishing 防皱整理creat ivity 创造性crimp 卷曲crimped bulking fiber 卷曲膨松纤维crit eria 准则cross contaminat i on 交叉污染cross direct ion 横向cross- laid w ebs 交叉铺置纤网cross lapper 交叉(折叠)铺网机cross- laying 交叉铺网cross- laying process 交叉铺网工艺crosslinked 交联的cross- over 重叠交叉cross section 截面积cross- w eb prof ile 纤网横向剖面crot ch area 裤裆, 两腿交叉部位crystalline quartz fiber 结晶石英纤维cystoscopy 膀胱镜Dday care I. D. (儿童)日托标志degradation 降解de- inked paper 去除油墨的纸delta 三角洲denier 旦数(纤度单位)dental 口腔科deposition 沉积diagnostic procedure 诊断过程dialysis drape 透析帘diaper elastic 尿布松紧带diaperless 不戴尿布diaper machine 尿布机diaper rash 尿布皮疹die 喷丝板die assembly 模具dif fusion 扩散dimensional stabilit y 尺寸稳定性diminish 递减dip bonding 浸渍粘合法directional 定向的direct polymer to web system 聚合物直接成网discard 丢弃discharge 排放discont inuous filam ent 不连续丝disentanglement 解缠disposable 用即弃的disposable apparel 用即弃服装disposable diaper 用即弃尿布disposable masks and respirators 用即弃面具和呼吸器dissipate 消散, 耗散diversit y 差异性down- web profile 纵向纤网剖面drainag e composite system 排水复合系统drain sponge 引流纱布drape (手术室里) 消毒被单,消毒盖布drapery 帐,帘drawing 牵伸dressing sponge 包扎纱布dry cleaning fastness 耐干洗牢度dry feel 滑爽感drying 烘燥drylaid 干法成网durability 耐用性dust cage 尘笼dyeing 染色dynamics 动态Eeasy pelf- opening (包装袋) 方便开孔elasticated mob cap 带松紧的帽子elastic bandage 弹性绷带elastomeric proper ties 弹胶性elastomeric thread 弹力松紧带elastomeric web 弹胶性纤网elderly population 老年人口electrostatic laid 静电法成网elong ation to break 断裂伸长embossing 凹凸轧花embossing roller 轧花辊筒emerg ency room 急诊室endoscopic 内窥镜的end product 最终产品engraved roll 雕刻辊environmental friendliness 与环境友好的EPA ( US EnvironmentalProtection Ag ency) 美国国家环境保护局ergody namics 人机动力学ergonomics 人机工程学erodible 易受冲蚀的erosion 冲蚀European Pharmaco peas Standards 欧洲药典标准exhume 发掘expenditure 消耗extruder 挤出机extrusion 挤出Ffabric advance per stroke 每一针刺行程布品移动量fabric basis weight 布品基本重量fabric filter media 布品过滤介质fabric softener sheet 含有织物软化剂的片材facewear 面具, 面罩fake fur 人造毛皮fashion apparel 流行时装fastening tape 扣紧带fatal 致命的fecal 粪便feminine care 妇女用品feminine hygiene 妇女卫生巾feminine hygiene application 妇女卫生巾应用fenestration ( 耳科手术)开窗术fiber ar rangement 纤维排列fiber clump 纤维束fiber cr imp 纤维卷曲fiber denier 旦数( 纤度单位)fiber density 纤维密度fiber diameter 纤维直径fiberfill web 填丝纤网fiber fineness 纤维细度fiber geometry 纤维几何形状fiberglass mat 玻璃纤维垫fiber orientation 纤维取向fiberous filter media 纤维状过滤介质fiber str ength 纤维强度fiber- to- fiber contact 纤维间接触fiber- to- fi ber frictional properties 纤维间摩擦特性fiber- to- fiber fusion 纤维间融合fiber tuft 纤维簇fiber type 纤维类型fiber web 纤( 维)网fibrillate 原纤化fibrillation 原纤化filament 长丝filament area bonding 长丝热熔粘接法filament sheet 长丝片材fiscal year 财政年度, 会计年度flame retardancy 阻燃性flame retardant chemicals阻燃化学品flame retardant finishing阻燃整理flammability 可燃性flexibility 柔韧性floorcovering地板覆盖材料floor personal一线工人fluffless diaper无短纤尿布fluff pulp绒毛浆fluidproof防液体渗漏foam-to-fabric process泡沫成布法folding eqiupment折叠设备Food service wipe 食品专用擦拭巾Food soaker pad食品浸渍垫footwear 鞋袜类fomaldehyde甲醛foster鼓励fray绽裂Full span moisture analyzer全量程水分分析Full time nurse 专职护士Functional fabric 功能织物Functional group 官能团functionality功能性furniture家具fusion融合GGamma gauge伽马射线仪gauze纱布geotextile 土工布geotextile filter 土工过滤材料glass microfiber 玻璃微纤glass transition 玻璃化转变glazed surface 轧光表面glued- in 浸胶式gown 罩衣g rab strength ( ASTM D4632) 抓样强力grade specification 等级规格g ranular super absorbent polymer颗粒状超级吸水聚合物gravel 砾石groin 腹股沟GUI( g raphical user inter face) 图形用户接口Hhalf time 半场hand feeling 手感health care 保健heat bonding 热粘合heat co nduct ivity 热传导性heat setting bonding 热定形粘合heavyw eight 重型hepatitis vir us 肝炎病毒herbicides 除锈剂heritage 遗产,传统heterofil filament 异质丝high density polyethylene 高密度聚乙烯high- dutyflow- through dryer 大型直通式烘燥机higher melting fiber 高熔点纤维higher melting polymer 高熔点聚合物highloft 高膨松的highper formance 高性能high pressure water jet 高压水喷嘴hightech fiber 高技术纤维high value- added 高附加值的HIV ( human immunodeficiency virus) 艾滋病病毒home furnishings 家具布horticulture 园艺学hosiery 袜类hot air drying 热风烘燥hot calendering 热轧光hot flue dryer 热风烘燥机hot melt laminator 热熔层压机hot melt system 热熔系统hospital- acquired infectio n 医院得的传染病hospital sheet 医院用床单household application 家庭应用household items 家庭用品housew rap 家用毯子hybrid 混杂物hydraulic entanglement 水力缠结法hydraulic properties 水力特性hydrogen- bond 氢键hydrogen bonding 氢键键合hydrophilic 亲水的hydrophobic 疏水的hyg ienic finishing 卫生整理hyperbilirubinemia 高胆红素血Iice replacement 换冰image analysis software 图像分析软件imbalance 不平衡immobilization 固定不动immunodeficiency 免疫缺陷impair 损害impregnated 浸渍的impregnating bonding 浸渍粘合法impregnation 浸渍incision (手术) 切口incont inence underpad 失禁垫industrial dedusting 工业除尘industrial tex tile 产业用纺织品industr ial wipe 工业用擦拭巾indwelling dev ice (手术) 留置装置inertia 惯量inertial impaction 惯性碰撞infant 婴幼儿infant diaper 幼儿尿布infant training pant 幼儿训练裤infection contro l goods 控制传染用品infrared drying 红外线烘燥infrared sensor 红外传感器ingenuity 精巧in redient 配料inhospital patient days 病人住院天数initial modulus 初始模量innovation 创新inpatient admission kit 住院病人入院用品inplane flow 面内滑动instability 不稳定性integrated process 组合工艺intensity 强度interception 交叉interfiber bonding force 纤维间粘合力interfiber entanglement 纤维间缠结interfiber fr iction 纤维间摩擦interfolder 中间折叠机interlining 衬里interlocking ( 纤维)缠合intersperse 分散, 点缀intimate apparel 内衣intr avenous catheter 静脉导管intr insic properties 固有特性investigation 调查irregular 不规则的irrigation 灌溉irritation 刺激( 皮肤)发炎island in the sea matrix fiber 海岛式基质纤维isolated testing 隔离试验isolation ward 隔离病房isophthalic acid 异肽酸isotactic 全同立构isotropy 各向同性Jjaundice 黄疸judicious 明智的,审慎的jumbo bag 大袋子Llab co at 实验室工作服labour intensive 劳动密集型的laminated 层压的laminate 层压片材lap 棉卷laparotomy 剖腹术laparoscopy 腹腔镜检查laser 激光latex 胶乳latex bonding 胶乳粘合laydown 铺网leading brand 领先品牌leak proof 防漏leg cuff 裤腿翻边leg elastics ( 长统袜) 袜口橡筋level wind 匀整卷绕life cycle 生命周期light stability 光稳定性lightweight web 轻质纤网linear low density polyethylene 线性低密度聚乙烯lint fr ee 不起绒lint residue 棉绒残余liquid bar rier 液体阻挡层liquid penetr at ion 液体渗透liquid repellency 液体排斥liquid wicking 液体吸取longevity 长寿lower melting polymer 低熔点聚合物low Oformaldehyde 低甲醛含量lucrative 可赢利的lump 团块Mmachine direction 纵向magic towel (遇水变大的)魔术毛巾mandate 命令manOmade f iber 人造纤维mar ine clay 海洋粘土mar ket penetration 市场渗透率mar ket shar e 市场份额mask 面具,口罩mat lining 垫衬材mattress 褥垫MD (machine direct ion) (布品)纵向mechanical bonding 机械粘合法mechanical drawing process 机械牵伸法mechanical finishing 机械后整理mechanical needling 机械针刺mechanical properties 机械特性medical bandage 医用绷带medical dressing 医用绷带medical establishments 医疗机构medical eyepad 医用眼垫medical gauze 医用纱布medical mask 医用口罩medical nonwovens 医用非织造布medical supplies 医疗用品medical swab 医用拖把medical wrap 医用包布melding 熔合meltblown 熔喷法meltblown web 熔喷纤网meltObonded web 热熔粘合纤维网melter 熔胶器melting point 熔点menswear 男服metering pump 计量泵MFI ( melt f low index) 熔融流动指数microbreak 细微断丝microdenier 细旦microfiber 微细纤维micro fine glass fiber 微细玻纤microor ganism 微生物microporous polyolefin membrane 微孔聚烯烃薄膜microw ave absorbing product 微波吸收制品microw ave moisture monitor 微波水分监视仪miction 排尿migration 泳移mob cap 松紧帽modular equipment 模块设备modulus 模量moisture 水分molycular by molycular examination 逐个分子检验molecular weight distribution 分子量分布monofilament 单丝monolit hic membrane 单片薄膜monomer 单体mor phology 形态学mouldability 可塑性multibonded binding 多重粘合multi module application 多头成形机multi national links 多国网络MVTR ( moistur e v apor transmission rate)湿气传透率Nnapping 起绒nasal analysis 嗅觉分析NBC( nuclear/ biolog ical/ chemical) protective apparel核工业、生物工程、化工用防护服needlebonding 针刺结合法needle felt 针刺毡needlepunched 针刺法needlepunching 针刺needling bo nding 针刺结合法NET(nonwovens engineering technology )非织造工程技术neurolo gical 神经病学的niche 领域Non Contact/ Non Wear ultr asonic bonding无接触、无磨损超声波粘合nondirectional 无定向的non irritating 无刺激性的nonisotropic 非各向同性non negotiable 无商议余地的nonwoven fabr ic softener 富含软化剂的非织造布片材nonwovens 非织造布, 无纺布Nonwovens Industry !非织造布工业nonwovens matr ix 非织造布基体nonwovens towel非织造布毛巾nozzle 喷嘴nursing home 小型疗养院nylon 尼龙Oopacity 不透明odor 嗅味offset 抵消, 补偿oil spill absorber溅油吸收材料one- step manufactur ing process 一步法生产工艺opener 开包机opening 开松operating room 手术室ophthalmic 眼科的optical proper ties 光特性order of mag nitude 数量级orientation 定向oriented web定向纤维网orthog onal相互垂直的orthopedic 矫形术orthopedic padding 矫形术用纱布块ostomy bag filter 造口术袋形过滤器outdoor clothing 户外服装outpatient 门诊病人own- label mar ket 采用自己商标的市场o xidat ion氧化作用Ppackaging 包装pallet 码垛盘pant diaper 裤样尿布pants 裤子panty shield裤裆垫布pantistocking 连袜裤paper- like纸一样的手感papermaking 造纸paper pulp 纸浆, 浆粕patient room utensil 病房用具patter n roll 雕花辊pediatric 儿科performance 性能pesticides 杀虫剂PET ( polyethylene ter ephthalate) 聚对苯二甲酸乙二酯phosphorus- based flame r etardant 磷基阻燃剂pillow case枕套pilot plant 中试装置planar- isotropic 平面各向同性plastic pellet 塑料粒料point bond点粘合point bonding 点粘合polybag 塑料袋polyester 涤纶polyethylene terephthalate 聚对苯二甲酸乙二酯polymer 聚合物polymer-to- fabric process 聚合物成布工艺polypropylene 聚丙烯polyurethane 聚氨酯polyviny lalcohol fiber 聚乙烯醇纤维poresize 孔径po rosity 孔隙度post- consum erwaste resin 消费者用过的废树脂powder bonding 粉末粘合poer- to- weight ratio 功率- 重量比PP( po lypropy lene) 聚丙烯premature baby 早产婴儿premoistened to welettes 湿纸巾pressure drop 压力降primary health care 初级保健processability 加工性能productivity 生产率pro tecti ve apparel 防护服puncture resi stance 耐针刺Rradiant dryer 辐射烘燥机railroad track absorbent matting 铁轨减震垫randoen tangled web无定向缠结纤网random - laid web 无定向纤网random shock 无规电击random web 无规纤网Rando w ebber 兰多成网机rayon 粘胶丝recovery 复原regenerated fiber 再生纤维reinforcement fabric (加厚)增强布品resiliency properties 弹性resistance to tear propagation 抗扯裂传播retraction strength 收缩强度retractive force 收缩力reusables 可重复使用的(布品)rheological characteristics 流变特性robe长袍roll good 卷材roofing 屋面材料roofingm embrane 屋面防水材料(油毡)roofing sheet 屋面防水材料(油毡)Ssafety apparel 安全服sandiwich structure 夹层结构sanitary napkin 卫生巾SAP( superabsorbent polymer)超级吸水聚合物saturating- bonding 饱和浸渍粘合法saturation bonding 饱和浸渍粘合scrubdress清洁工服装sealable可密封的sealing machine封口机seam strength 密封强度self- bonding (纤网)自身粘合法sem i- durab le textile 半耐用性纺织品share force剪切力sheath皮材sheet 床单sheet integrity 片材完整性shingle 压合short cellulose fiber 短纸浆纤维shot- free ceramic oxide fiber 无疵氧化陶瓷纤维shrinkage 收缩率singeing 烧毛skin friendly不伤皮肤的sku ( stock keepi ng un its)库存单位slitti ng 分切SMS(spunbond-meltblown- spunbond)纺粘- 熔喷- 纺粘复合工艺soft hand 柔软手感softness 柔软度soil retardant 防污整理剂sonicvelocity 声速Spandex 氨纶spinneratte 喷丝板spinning 纺丝splice- free roll 免切割布卷split film 裂膜法sponge 外科用纱布spray bonding 喷洒粘合法spray spinning喷纺成形spunbond 纺粘法spunbonds 纺粘布制品spunbonded nonwovens纺粘法非织造布spunlaced 纺络法spun web 分丝成网squeezing roller 压液辊stability 稳定性staff appar el 员工服staple fiber 短纤维static shock 静电电击steam sterilization pack 蒸汽消毒组合装置step winding 分步卷绕sterile 无菌的, 消毒的sterile wrap 消毒包布stiff 刚硬手感stiff structure 刚性结构stitchbond 缝编法stitchbonder 缝编制品厂stitchbonding 缝编stress strain curve 应力应变关系曲线stretch 拉伸strip tensile str ength 带材抗张强度submicron fibr il 亚微原纤维suede 人造麂皮superabsorbent 超级吸水材料supermarket chain 超市连锁店surface abrasion resistance 表面耐磨性surface activeag ent 表面活性剂surface energy 表面能surgical drape 手术帘surgical footw ear 手术鞋袜surgical gown 手术罩衣surgical headwear 手术帽surgical mask 手术口罩surgical table 手术台surv ivability 耐久性suspension 悬浮swelling 溶胀swimsuits 游泳衣synthetic fiber 合成纤维synthetic leat her 合成Ttable cover台布tack 定位缝合tactile 触觉talc云母tea bag 泡茶袋tear resistance 抗撕裂性tear st rength 撕裂强度temperature resistance 耐温性tensile st reng th 拉伸强度terephthalic acid 对苯二酸tex tile like 类纺织品therapeutic pr ocedure 治疗过程thermal behav ior 热力特性thermal bonded 热粘合thermal calendering 热轧法thermal insulation 绝热thermoplastic 热塑性thermoplastic elastomer 合成橡胶thermoplastic r esin 热塑性树脂thermoplastic matrix 热塑性基体thickness 厚度three dimensions 三维through air 热风法throughput 产量toddler 学步的儿童top sheet 面材total randomization 完全无规化toughness 韧性traditional textile fabr ic 传统纺织品training pants 儿童训练裤transfer layer ( 卫生巾) 液体转移层transpar ent 透明的traverse w ind 横动卷绕triboelectric property 摩擦电特性tri folded sanitary napkin 三折卫生巾tri lingual 三种文字的trouble free 无故障的twist ing 加捻Uultrafine 超细、超优ultra low formaldehy de 超低甲醛含量ultrasonic bonding 超声波粘合ultrasonic fabric sealing system 超声波布品密封系统ultrasonic fusing 超声波熔合ultra thin 超薄ultravio let photot herapy 紫外线疗法underpad 垫子unifo rmity 均匀性unisex 单一性别(专用)universal w ind 万向卷绕unor iented 无定向的unr av eling 散开upholstery 室内装饰urine 尿UV light r esistance 抗紫外线UV stabilized green fiber 紫外线稳定的绿色纤维Vventuri feed tube 文丘里喂入管versatility 多样性, 通用性vinyl acetate ethylene binder 醋酸乙烯酯粘接剂。
阿尔法拉維(Alfa Laval)三花型(Tri-Clover)和三綜合型(Tri-Weld)適用於
connections.Alfa Laval offers a full line of UltraPure Fittings that aremanufactured in compliance with the current ASME BPE Standard.All BPE items are individually capped and bagged in clear6mil.Poly bags.All product is labeled with a bar code,product informationand manufacturing date.This provides the optimum identification and ensures that the product arrives to the job site in a clean orbital weld condition.Technical DataWide Range of Surface Finish offering-Alfa Laval offers a rangeof Mechanical Polish as well as Electropolish finishes.Mechanical polishing is achieved by using a progressive series of abrasives,from low to high grit.This allows a consistent internal finish and both optimal and economical cleaning.Electropolishing is a further process that promotes a chromium-enriched surface layer that maximizes corrosion resistance as well as minimizing bacterial buildup on surface cavities. Metallurgy-Incoming raw material goes through a stringent inspection process to ensure its chemistry will be ideal for both weldability and electropolishing Quality Control Methods-Our manufacturing facilities operate under an approved ISO9001quality standard.Wall thickness integrity is maintained through the use of fabrication grade minimum wall tubing for all cold-formed tubular products.Our BPE fittings are designed for use with all current orbital welding equipment.After cold forming, our tube product is resized to ensure that the ovality falls within the prescribed BPE tolerances.End facing is provided with a machined square-cut method.This allows for the most accurate and consistent orbital weld result.All fittings are put through100%visual inspection and ovality and squareness tolerances are inspected with calibrated equipment.Surface finish is inspected with a calibrated profilometer to ensure the Roughness average(Ra)maximum is not exceeded. Hygenic fittings identified with this symbol on the following pages are accepted as meeting the3A Hygenic standards by the appropriate committees of the International Association of Milk,Food and Environmental Sanitarians,U.S.Public Health Service,and Dairy Industry Committee.ID or Product Contact SurfaceMaximum Surface Roughness (Ra)Finish code Microinches (µ-inch)Micrometers (µm)ASME BPE Finish CodePolishing Method OD or Product Non-contact Surface#1UnpolishedUnpolished #3320.8-----Mechanical polished Unpolished#7320.8-----Mechanical polished Polished to Ra,32µ-inch/0.8µm PC 200.5SF1Mechanical polishedUnpolished PD 150.4SF4Mechanical polished and electropolished UnpolishedPL 200.5SF1Mechanical polishedPolished to Ra,32µ-inch/0.8µm PM150.4SF4Mechanical polished and electropolishedPolished to Ra,32µ-inch/0.8µmService Rating of Tri-Clamp ®ConnectionsService Ratings*(PSI)Size Tube OD½&¾inch1&1½inch 2inch 2½inch 3inch4inch 6inch 13MHLA (Screw tightened to maximum)at 70°F --150150150150100--at 250°F --12512512512575--13MHHM (Wing nut tightened to 25in.lb.of torque)at 70°F --500450400350300150at 250°F --3003002001951507513MHHS (Wing nut tightened to 25in.lb.of torque)at 70°F 2200600550450350300--at 250°F 1200300275225175150--13MHP (Bolts tightened to 20ft.lb.of torque)at 70°F --1500100010001000800300at 250°F --1200800800800600200A13MO (1-3"nuts tightened to 20in.lb.,4"to 30in.lb.)at 70°F --50035030020010075at 250°F --25020015010010050A13MHM (Wing nut tightened to 25in.lb.of torque)at 70°F --500450400350300150at 250°F--30025020017515075*Service ratings are based on hydrostatic tests using standard-molded Buna-N material gaskets,with proper installation of ferrules,assembly of joints and absence of shock pressure.Contact Tri-Clover ®for service of other type and material gaskets,and for ratings at higher temperatures.All ratings shown are dependent upon related components within the systems and proper installation.For temperatures above 250°F,we recommend using only 13MHP clamps.This information is only valid if Tri-Clover ®clamps,ferrules,and gaskets are used.Tri-Clamp ®Gasket MaterialsCharacteristicBuna-N (U)EPDM (E)Fluoro-elastomer(SFY)Silicone (X)PTFE (G)Hardness,Shore A 70707070---Tensile Strength,psi 1875165012121340---Original Physical Properties Elongation,%340317272260---Temperature Range-65to 200°F -60to 300°F -20to 350°F -40to 400°F -40to 200°F *Acid Resistance Good Good to Excel.Good to Excel.Poor to Good Good to Excel.Alkali ResistanceFair to Good Good to Excel.Poor to Good Poor to Fair Excellent Resistance to Fats/Oils Good to Excel.Poor Good to Excel.Poor to GoodExcellent Abrasion Resistance ExcellentGoodGood to Excel.Poor Fair ResistanceCompression Set ResistanceGoodFairGood to Excel.Good to Excel.Cold Flows*Note:PTFE materials tendency to "cold flow"and incompressibility,limit its max.temperature to 200°F due to possible leaking problems.Basic Dimensions of Tri-Clamp®Connection for Hygenic OD-TubingOD Outer Diameter(Inches)ID Inner Diameter(Inches)Wall Thickness(Inches/Gauge)A Ferrule Face(Inches)½0.370.065/16ga.0.984¾0.620.065/16ga.0.98410.870.065/16ga. 1.9841½ 1.370.065/16ga. 1.9842 1.870.065/16ga. 2.5162½ 2.370.065/16ga. 3.0473 2.870.065/16ga. 3.5794 3.870.083/14ga. 4.682 Hygenic Tube InformationTube OD Tube ID Wall Thickness Volume Weight Dry Weight withWaterFlow(GPM)at a Mean VelocityInches Inches Inches Gal/100ft Lbs/100ft Lbs/100ft5fps7fps10fps ½0.370.0650.5630.635.3 1.7 2.3 3.4¾0.620.065 1.5748.261.3 4.7 6.69.410.870.065 3.0965.891.59.313191½ 1.370.0657.66100.9164.82332462 1.870.06514.27136.1255.14360862½ 2.370.06522.92171.2362.469961383 2.870.06533.6206.4486.71011412024 3.8340.08359.97351.8851.91802523606 5.7820.109136.39694.71832.240957381887.7820.109247.07930.62991.174110381482Technical InformationPipe Schedule and Chemical CompositionSchedule5PipeSize OD Inches ID Inches Wall Thickness ⅛0.4050.3350.035¼0.5400.4420.049⅜0.6750.5770.049½0.8400.7100.065¾ 1.5000.9200.0651 1.315 1.1850.0651¼ 1.660 1.5300.0651½ 1.900 1.7700.0652 2.375 2.2450.0652½ 2.875 2.7900.0833 3.500 3.3340.0833½ 4.000 3.8340.0834 4.500 4.3340.0835 5.563 5.3450.1096 6.625 6.4070.109 88.6258.4070.109Chemical Composition%304316LC0.0800.030MN 2.000 2.000P0.0450.045S0.0300.030*Si 1.000 1.000Cr18.0-20.016.0-18.0Ni8.0-13.010.0-14.0Mo- 2.0-3.0*The sulfur content for316L ASME BPE fittings is0.005-0.017%for all weld ends.Material Test Reports(MTRs)Easy Online Access to Comprehensive FittingsInformationA5-alpha character serial ID is stenciled on to each new316SS fitting As one of the most comprehensive and technologically advanced reports in the market,our new Material Test Reports(MTRs)provide detailed information that takes traceability and validation to a new level. Alfa Laval has established a new standard as all MTRs are available24 hours a day,7days a week online at .Simply type a5-alpha character code(e.g.AAABC)called the serial ID,which you can find stenciled on each new316SS fitting,to access the following information:•All heat certification numbers used to manufacture the fitting •Date the fitting was manufactured•The fitting’s part number and description•View and print any MTR and the above informationThis web site will even allow you to print the MTR or original heat certification from the raw material supplier.If you do not know the actual number,MTRs can be searched by either MTR serial ID or heat certification number.Go to and follow these simple steps to access MTRs: Step1.Once at our website,click on the MTRlinkStep2.On the MTR page,click"View Material TestReportsStep3.Enter or search for the SerialIDConnection TypesClamp FittingsTri-Clamp HDI-Line H-LineA connection is made up of a plain ferrule,a clamp,and a gasket.Tees,elbows and reducers are available with Tri-Clamp connections.All three styles are in compliance with3A standards for C.I.P.(clean in place).The three types of clamp fittings are designed for use in Food,Dairy,Pharmaceutical and Chemical Industries.•Tri-Clamp connections are the industry standard,having nueter-style ferrules to simplify design and installation.•H-Line and HDI-Line male/female ferrules self-align during tightening so joints are quick and easy to assemble or take apart.•H-Line uses the same series of clamps as the Tri-Clamp.Threaded FittingsBevel Seat John Perry DCA connection is made up of a plain ferrules,a threaded ferrule,a nut and a gasket.The faces on Bevel Seat fittings are angled to create a metal to metal sealing surface.A John Perry fitting consistes of a flat-faced threaded ferrule,a flat-faced plain ferrule and a profiled gasket.These joints are particularly useful with swing connections and flow diverter panels.A DC fitting utilizes the Bevel Seat plain ferrule and a threaded ferrule with a grooved face to retain a gasket.The three types of threaded fittings are designed for use in the Food,Dairy,and Beverage processing industries.Bevel Seat Joints are in compliance with3A standards for manual cleaning.Both John Perry and DC fittings are in compliance with3A standards for C.I.P.(clean-in-place).•Bevel Seat•John Perry•DCLoss of head pressure due to friction.Loss is shown in feet ofhead.Loss through tubing is for1ft.of tubeCapacity O.D.1"O.D.1½"O.D.2"O.D.2½"O.D.3"O.D.4"in U.S.I.D0.902"I.D. 1.402"I.D. 1.870"I.D. 2.370"I.D. 2.870"I.D. 3.834"G.P.M.Tubing Elbow Tee Tubing Elbow Tee Tubing Elbow Tee Tubing Elbow Tee Tubing Elbow Tee Tubing Elbow Tee20.010.010.140.0250.020.250.0350.0250.25100.120.060.40.020.010.150.0050.0150.1150.250.10.80.040.020.250.0130.020.15200.430.22 1.50.060.030.30.020.0250.20.0050.020.10.0030.020.06250.660.4 2.30.080.040.40.0250.030.250.0060.030.150.0040.030.08300.930.7 3.30.1050.060.550.0350.050.30.0080.050.20.0050.040.135 1.22 1.25 5.20.1350.090.80.040.060.40.0110.060.250.0060.050.13400.170.11 1.00.050.080.50.0150.070.30.0070.060.15450.210.16 1.30.0630.10.60.020.090.350.0080.0650.18500.250.2 1.60.0730.120.70.0220.10.40.010.070.2600.340.35 2.20.10.180.90.030.120.450.0150.080.25800.570.76 3.70.160.3 1.50.050.150.550.020.10.41000.85 1.35 5.80.230.44 2.30.0750.180.60.030.110.50.0080.040.1 120 1.18 2.059.10.320.64 3.30.1050.21 1.00.040.130.60.010.050.15 1400.420.85 4.50.140.23 1.250.050.160.80.0130.060.2 1600.54 1.13 5.80.170.28 1.60.070.2 1.10.0150.070.25 1800.67 1.457.40.2050.31 2.00.080.21 1.30.020.080.3 2000.81 1.829.00.2450.35 2.50.10.26 1.60.0250.090.4 2200.95 2.2211.00.290.41 3.00.120.3 1.90.0280.10.5 240 1.10 2.6313.50.340.48 3.70.140.33 2.20.0350.110.55 2600.390.53 4.50.1650.39 2.50.040.1150.6 2800.450.61 5.30.190.42 2.80.0450.120.65 3000.5150.7 6.20.220.5 3.10.050.130.7 3500.68 1.058.50.280.67 4.10.070.150.9 4000.86 1.5511.00.360.88 5.20.0850.18 1.2 450 1.05 2.2513.50.44 1.1 6.60.1050.2 1.5 5000.54 1.48.00.130.23 1.75 5500.64 1.79.50.150.27 2.1 6000.75 2.0510.20.1750.3 2.5 6500.87 2.4113.00.20.34 2.8 700 1.0 2.815.00.230.4 3.4 7500.260.43 3.8 8000.30.5 4.4 8500.330.56 5.0 9000.370.62 5.7 9500.410.7 6.3 10000.450.87.0 11000.53 1.068.6NOTES: 1.For elbows-R/D=1.5 2.Flow thru teesFlow A to B3.Test medium-water at70°F Port C capped offPrepared by members of the hygenic pump subgroupof the natl.assn.of dairy equipment manufacturers.ESE00301ENUS1507Alfa Laval reserves the right to change specifications without priornotification.ALFA LAVAL is a trademark registered and owned by Alfa LavalCorporate AB.©Alfa LavalHow to contact Alfa LavalContact details for all countriesare continually updated on our website. Please visit toaccess the information direct.。
Garden Gear Vertical Slate Water Feature Instructi

Vertical Slate Water Feature Instruction ManualFor correct usage, please read these instructions carefully before first use and store in a safe placefor future reference.Safety warnings and general information•Use this product only in accordance with the instructions.•Children should be supervised to ensure that they do not play with product.•This product is not a toy.•Keep the product and its power cable out of reach of children.•Before cleaning and when not in use unplug from the mains supply.•Do not handle the electrical components with wet hands.•Do not use the appliance with a damaged power cord or plug.•To avoid hazards, ensure that any electric cable is safely out of the way of children and pets.•Where possible ensure all power cables are positioned away from footfall areas.•It is important that an RCD (Residual Current Device) is present, and any product of this type is connected to it.•When removing re-positioning or replacing the water pump make sure the power is off and the plug is out of the socket.•Repairs to electrical equipment should only be performed by a qualified electrician.Improper repairs may place user at serious risk.•Always use the original power cable supplied with the product.•Make sure the voltage on the rating label matches the mains power supply to be used.•Do not unplug by pulling the power cable.•Water temperature must not exceed 35°C. Top the water levels up frequently during hot weather.•In very low temperatures, drain, dry and protect the water feature from frost, snow and ice.•This product is designed for outdoor use only and should not be positioned where water spillage may damage carpets or furnishings.•Always position on a flat level surface.•The chosen location should be free from overhanging trees and bushes which may shed their leaves in autumn.•Ensure that the water level is always sufficient; do not allow the pump to run dry.•To eliminate the possibility of water damage around your water feature, check for leaks and excessive splashing after the initial setup.•Do not leave your water feature running for extended periods of time unattended.•Occasionally the water pump may make excessive noise, this may be due to the pump rattling against the side of the reservoir or a small amount of trapped air. Always ensure that the pump is suckered to the base using the rubber feet. Remove any trapped air by gently shaking the water pump.•This water feature is not suitable for commercial purposes.Locating the water feature• Position the base on a suitable firm, level surface away from areas where it is likely to become clogged with leaves or debris, which could damage the pump. • Unpack the components and lay out on a flat surface. • Check there is enough cable to reach the plug socket.• Ensure the feature is only placed on surfaces that will not get marked or damaged by water splashing. If placing on wooden decking, ensure that the base surface has been sealed or treated as appropriate. Place in a location where any water spills or splashing will not reach any other electrical equipment or cause damage.AssemblyReach inside the opening in the rear or side of the water feature, pulling out the tubing/water pipe and internalLED cable(s), (if the water feature is supplied with lights – not available onall models) Connect the tubing to the outlet of the pump and place it in the water reservoir through the opening in therear or top of the water feature; secureto the base of the reservoir using thesuckers to prevent the pump from moving aroundIf your water feature is supplied with lights, connect the two ends of the LED lighting wires together and screw over the plastic collar. Push the cable with two pins into the transformerand screw over the plastic collarPlace the pump and excess wires into the access cavity, ensuring that the long pump and LED wires extend outthrough the openingCarefully fill the fountain with sufficient clean, cold tap waterensuring the pump is fully submergedAdjusting the flow of the waterThe flow of the water can be adjusted by turning the dial on the water pump.Care and maintenance• Keep water clean and free from debris. If debris gets caught in the pump, disconnect it from any power sources and rinse the pump under clean running water.• Clean the water feature periodically to prevent build-up of mineral deposits on the sides and base. Use a stiff brush and clean warm water with a little liquid soap. Do not use detergents or abrasives as this will damage the surface of your water feature.• Frost can cause damage to the pump. The pump must be removed and stored in a frost-free environment if the water is likely to freeze.Connect the plug from thetransformer to your mains outletWater flow adjusterGUARANTEEIMPORTANTPlease do not return this product without first calling the Customer Service numberbelow:************Thank you for purchasing this product, which has been made to demanding high quality standards and is guaranteed for domestic use against manufacturing faults for a period of 12 months from the date of purchase.This guarantee does not affect your statutory rights. If your product fails due to a defect in material or workmanship during this period, please return it to the place of purchase. Normal wear and tear is not covered under the guarantee.Any guarantee is invalid if the product has been misused or subject to neglect or an attempted repair other than by our own service centre.Due to continuous product improvement, we reserve the right to change the product specification without prior notice.After Sales Customer Service:Customer Service Department, Branded Garden Products Ltd, Premier House, Hortonwood 7, Telford, TF1 7GP, UKTelephone*************E-mail ***********************************.ukPlease retain for future reference.Colours and contents may vary.Waste electrical products should not be disposed of with household waste. Please recycle where facilities exist. Check with your Local Authority or retailer for recycling advice.Please note that all products with the symbol below must be recycled.*Calls cost 13p per minute, plus your phone company’s access charge。
湿态防滑值 英文
湿态防滑值英文In the realm of road safety, the wet grip coefficient, often referred to as the wet traction coefficient or simply wet grip, plays a pivotal role. This metric, whichquantifies a tire's ability to maintain contact with a wet road surface, is crucial in ensuring safe drivingconditions during rainy or snowy weather. A tire's wet grip is determined by its tread pattern, compound, and construction, all of which contribute to its overall performance in wet conditions.The wet grip coefficient is typically measured using a specialized testing machine that simulates road conditions. This coefficient is expressed as a numerical value between0 and 1, where a higher value indicates better wet traction. Tires with a higher wet grip coefficient are able to maintain contact with the road surface more effectively, reducing the risk of skidding or sliding, particularly during emergency braking or cornering.In addition to improving safety, a high wet grip coefficient can also enhance driving comfort. Tires with good wet traction provide a smoother ride, reducing noiseand vibrations that can be caused by irregularities in the road surface. This, in turn, can improve driver fatigue and overall driving experience.Moreover, the wet grip coefficient is also an important consideration for environmental sustainability. Tires with higher wet traction coefficients tend to have lower rolling resistance, which means they require less energy to move. This can lead to reduced fuel consumption and carbon emissions, benefiting both the environment and the driver's wallet.However, it's important to note that the wet grip coefficient is not the only factor to consider when selecting tires. Drivers should also take into account other factors such as tire size, load capacity, and driving conditions to ensure they choose the most suitable tiresfor their needs.In conclusion, the wet grip coefficient is a critical safety factor for road safety. By understanding and considering this metric when selecting tires, drivers can ensure they are equipped with the best possible tools for safe and comfortable driving in wet conditions.**湿态防滑值:道路安全的关键因素**在道路安全领域,湿态防滑值(Wet Grip Coefficient)扮演着至关重要的角色。
HD Fire Protect PVT. Ltd. 型号H5的水洛泡阀门技术参数说明书
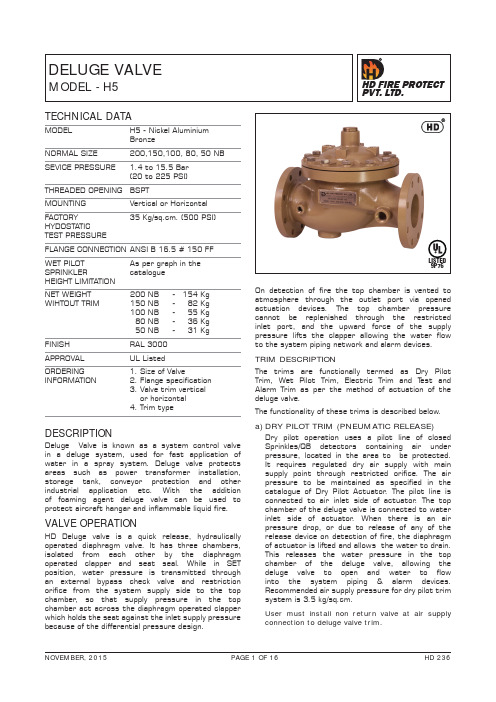
DELUGE VALVEMODEL - H5TECHNICAL DATAMODEL H5 - Nickel AluminiumBronzeNORMAL SIZE 200,150,100, 80, 50 NB SEVICE PRESSURE 1.4 to 15.5 Bar(20 to 225 PSI) THREADED OPENING BSPTMOUNTING Vertical or Horizontal FACTORY 35 Kg/sq.cm. (500 PSI) HYDOSTATICTEST PRESSUREFLANGE CONNECTION ANSI B 16.5 # 150 FF WET PILOT As per graph in the SPRINKLER catalogueHEIGHT LIMITATIONNET WEIGHT 200 NB -154 Kg WIHTOUT TRIM 150 NB -82 Kg100 NB -55 Kg80 NB -36 Kg50 NB -31 KgFINISH RAL 3000APPROVAL UL ListedORDERING 1.Size of Valve INFORMATION 2.Flange specification3.Valve trim verticalor horizontal4.Trim type DESCRIPTIONDeluge Valve is known as a system control valve in a deluge system, used for fast application of water in a spray system. Deluge valve protects areas such as power transformer installation, storage tank, conveyor protection and other industrial application etc. With the addition of foaming agent deluge valve can be used to protect aircraft hangar and inflammable liquid fire. VALVE OPERATIONHD Deluge valve is a quick release, hydraulically operated diaphragm valve. It has three chambers, isolated from each other by the diaphragm operated clapper and seat seal. While in SET position, water pressure is transmitted through an external bypass check valve and restriction orifice from the system supply side to the top chamber, so that supply pressure in the top chamber act across the diaphragm operated clapper which holds the seat against the inlet supply pressure because of the differential pressure design. On detection of fire the top chamber is vented to atmosphere through the outlet port via opened actuation devices. The top chamber pressure cannot be replenished through the restricted inlet port, and the upward force of the supply pressure lifts the clapper allowing the water flow to the system piping network and alarm devices.TRIM DESCRIPTIONThe trims are functionally termed as Dry Pilot Trim, Wet Pilot Trim, Electric Trim and T est and Alarm Trim as per the method of actuation of the deluge valve.The functionality of these trims is described below.a)DRY PILOT TRIM (PNEUMATIC RELEASE)Dry pilot operation uses a pilot line of closed Sprinkles/QB detectors containing air under pressure, located in the area to be protected.It requires regulated dry air supply with main supply point through restricted orifice. The air pressure to be maintained as specified in the catalogue of Dry Pilot Actuator. The pilot line is connected to air inlet side of actuator. The top chamber of the deluge valve is connected to water inlet side of actuator. When there is an air pressure drop, or due to release of any of the release device on detection of fire, the diaphragm of actuator is lifted and allows the water to drain.This releases the water pressure in the top chamber of the deluge valve, allowing the deluge valve to open and water to flow into the system piping & alarm devices.Recommended air supply pressure for dry pilot trim system is 3.5 kg/sq.cm.User must install non return valve at air supply connection to deluge valve trim.9P76LISTEDIn dry pilot trim, an actuator (DPA) is provided. An optional Pneumatic Reset Device (PRD) can be provided, which acts as a manual reset device in the dry pilot line.b)WET PILOT TRIM (HYDRAULIC RELEASE)Wet pilot operation uses a pilot line of closed Sprinklers/ QB Detectors containing press urized water , supplied through the upstream side of the Deluge valve, through a restricted orifice. All the release lines are connected to a common release line. Due to release of any one of the release device, the water pressure in the top chamber of the Deluge valve drops and the Deluge valve opens.c)ELECTRIC RELEASE TRIMT o actuate a Deluge valve electrically, a solenoid valve is provided to drain the water from the top chamber of the Deluge valve. A pressure switch is provided to activate an electric alarm, to shut down the desired equipment or to give “Tripped” indication of the Deluge valve. In addition to this a pressure switch can also monitor “Low air pressure” and “Fire condition” when used in dry pilot airline.d)TEST AND ALARM TRIMThis trim is supplied with a test valve is provided to test the normal operation of the sprinkler alarm bell. The sprinkler alarm can be supplied additionally,which bells on actuation of the Deluge valve.e)DRAIN AND DRIP TRIMThis consists of main and system drain valve in addition with drip valve.TRIM TYPESThe trims are designated as following.W = Wet Pilot trim. D = Dry Pilot Trima)Type ET-W and ET-DThis type of trim is basic trim required to operate the deluge valve. A solenoid valve for electric remote actuation and pressure switch for sensing & annunciation are optional.b)Type ETW-D and ETD-DThis trim type is a combination of components of the ET trim along with the drip and drain trim.A solenoid valve for electric remote actuation and pressure switch for sensing & annunciation are optional.c)Type ETW-T and ETD-TThis trim type is a combination of components of the ET trims along with the test and alarm trim.In dry pilot trim, an actuator DPA-H1 is provided with optional Pneumatic Reset Device (PRD-1). A solenoid valve for electric remote actuation and pressure switch for sensing & annunciation are optional.d)Type NT-W and NT-DThis trim type is a combination of components of the ET trim along with the test and alarm trim as well as the drip and drain trim. A solenoid valve for electric remote actuation and pressure switch for sensing & annunciation are optional.RESETTING PROCEDURE FOR DELUGE VALVEa.Close the upstream side stop valve provided below the deluge valve to cease the flow of water .b.Open both the drain valves/ drain plugs and close when the flow of water has ceased.c.Close the release device/replace the Sprinkler if release was through Sprinkler/ QB Detector .d.Inspect and release if required, or close the section of the detection system subjected to “Fire condition”.e.In case of dry pilot detection system,open the air supply valve to build-up air pressure. Open the priming valve fully.Open the upstream side of the stop valve provided below the Deluge valve. No water should flow into the system.f.Where priming shut off valve (optional) is provided for resetting, then the water need to be drained from upstream side of valve.NOTE :The valve can be reset without undergoing aboveprocedure, by just closing/replacing the release device as valve is auto reset type. The reset time may be long or cause vibration while closing depending on back pressure at the outlet of the valve.CAUTIONa. Do not close the downstream andupstream stop valves, while the system is in service.b.The releasing device must be maintained in open position, when actuated, to prevent the deluge valve from closure if anti shut off valve is not provided.c.While using a Deluge valve in the wet pilot system, the height and length of the wet pilot detection line is to be limited, as shown in the wet pilot sprinkler height limitation graph.d.Do not connect the Sprinkler Alarm outlet drain line to close a common drain as it may create back pressure and Sprinkler Alarm may not function.e.Deluge valve must have support to absorb sudden opening or closing vibration shock to the piping.f.T o avoid water damage, take precautions when opening the water supply main control valve,since water will flow from all open system valves.g.The responsibility of maintenance of the protection system & devices in proper operating condition lies with the owner of the system.h.Deluge Valve & its trim shall be maintained at a minimum temperature of 4ºC, Heat tracing is not permitted.I.Deluge Valve must be used in presssurised systemSYSTEM TESTING PROCEDURE(i)Keep the upstream side of the stop valvepartially open. T o avoid water flow to system side close the system side stop valve. This valve is to be kept in open position after the testing is completed.(ii)Let any of the release devices to trip.This will result in sudden drop of water pressure in the deluge valve top chamber which in turn will open the deluge valve. Close the upstream side stop valve immediately.(iii)Reset the valve as per the procedure given underheading “RESETTING PROCEDURE FOR THE DELUGE VAL VE”.INSPECTION AND MAINTENANCEInstalled system piping network must be flushed properly before placing the Deluge valve in service.A qualified and trained person must commission the system. After few initial successful tests, an authorized person must be trained to perform inspection and testing of the system. It is recommended to have regular inspection and test run of the system as per NFPA guideline or in accordance to the organisation having local jurisdiction.(i)WARNINGInspection and testing is to be carried out only by authorised and trained personnel. DO NOT TURN OFF the water supply or close any valve to make repair(s) or test the valve, without placing a roving fire patrol in the area covered by the system. Also inform the local security personnel and central alarm station, so that there is no false alarm signal.It is recommended to carry out physical inspection of the system at least twice in a week. The inspection should verify that all the control valves are in proper position as per the system requirement and that there are no damages to any component.The frequency of inspections must be increased in the presence of contaminated water supplies, corrosive/ scaling water supplies, and corrosive atmospheres.leakage in release system (ii) NORMAL CONDITION(a) All main valves are open and are sealed withtamper proof seal(b) Drain valves must be kept closed(c) No leak or drip is detected from the drip valve(d) All the gauges except the system side waterpressure gauge, should show the requiredpressure(e) There should be no leakage in the system(iii) NORMAL CONDITION TEST(a) The system should be checked for normalcondition at least once in a week(b) T est the sprinkler alarm bell or electric alarm byturning the alarm test valve to the test position.The alarm should sound. This test should becarried out at least once in a week(c) Depress the drip valve knob. Significantaccumulation indicates a possible seat leakage(d) Conduct the water flow test as per theprocedure of system testing at least onceamonth.(iv) PERIODIC CHECKConduct the water flow test by actuating fewof the release devices provided in the system.Clean all strainer(s) and priming line restriction.This test is to be carried out at least once inthreemonths.ABNORMAL CONDITION(i) ALARM FAILS TO SOUNDa) Check for any obstruction in the alarm test line,make certain that the sprinkler alarm is freeto operate(b) If an electric alarm is provided, check theelectrical circuitry to the alarm(ii) FALSE TRIPS(a) Check for clogging in priming line, restrictionorifice check valve, priming valve & strainer(b) Leakage in the release system(c) The deluge air panel orifice clogged or lowsupply pressure(iii) LEAKAGE THROUGH THE DELUGE VALVE(a) Damaged deluge valve seat or obstruction onthe seat face by foreign object(b) Leakage in release system(c) Partly clogged priming line restriction orificevalvecheck(d) Low air pressure on release system line orVALVE NOMINAL SIZE A B 200 NB 552332150 NB 462282100 NB 41224580 NB 37223250 NB320232DIMENSION in millimeter (Approximate)NA: REPLACEMENT PARTS NOT AVAILABLESCHEMATIC 1SCHEMATIC 2ODABBREVIATION & SYMBOLSDVDELUGE VAL VE VAL VE ANGLE VAL VESV SOLENOID VAL VE---BY USER DPA DRY PILOT ACTUATORG SPRINKLER ALARM (WMG)**OPTIONAL RN-A RESTRICTION NOZZLE (AIR LINE)M EMERGENCY RELEASE STATIONSTRAINER CV CHECK VAL VERN RESTRICTIOIN NOZZLE (PRIMING LINE)OD OPEN DRAINPS2WATER FLOW PRESSURE ALARM SWITCH PS1LOW AIR ALARM PRESSURE SWITCHPGPRESSURE GUAGECHECK VAL VETO DETECTIONSCHEMATIC 4SCHEMATIC 3ODETWTPGTO DETECTION ABBREVIATION & SYMBOLSDVDELUGE VAL VE VAL VE ANGLE VAL VESV SOLENOID VAL VE---BY USER DPA DRY PILOT ACTUATORG SPRINKLER ALARM (WMG)**OPTIONAL RN-A RESTRICTION NOZZLE (AIR LINE)M EMERGENCY RELEASE STATIONSTRAINER CV CHECK VAL VERN RESTRICTIOIN NOZZLE (PRIMING LINE)OD OPEN DRAINPS2WATER FLOW PRESSURE ALARM SWITCH PS1LOW AIR ALARM PRESSURE SWITCHPGPRESSURE GUAGESWING CHECK VAL VESCHEMATIC 6SCHEMATIC 5ODTO DETECTION ABBREVIATION & SYMBOLSDVDELUGE VAL VE VAL VE ANGLE VAL VESV SOLENOID VAL VE---BY USER DPA DRY PILOT ACTUATORG SPRINKLER ALARM (WMG)**OPTIONAL RN-A RESTRICTION NOZZLE (AIR LINE)M EMERGENCY RELEASE STATIONSTRAINER CV CHECK VAL VERN RESTRICTIOIN NOZZLE (PRIMING LINE)OD OPEN DRAINPS2WATER FLOW PRESSURE ALARM SWITCHPS1LOW AIR ALARM PRESSURE SWITCHPGPRESSURE GUAGESCHEMATIC 7SCHEMATIC 8ODTO DETECTIONNTWTO DETECTIONABBREVIATION & SYMBOLSDVDELUGE VAL VE VAL VE ANGLE VAL VESV SOLENOID VAL VE---BY USER DPA DRY PILOT ACTUATORG SPRINKLER ALARM (WMG)**OPTIONAL RN-A RESTRICTION NOZZLE (AIR LINE)M EMERGENCY RELEASE STATIONSTRAINER CV CHECK VAL VERN RESTRICTIOIN NOZZLE (PRIMING LINE)OD OPEN DRAINSWING CHECK VAL VEPS1LOW AIR ALARM PRESSURE SWITCHPGPRESSURE GUAGEPS2WATER FLOW PRESSURE ALARM SWITCHSCHEMATIC 9SCHEMATIC 10ODETWTO DETECTIONTO DETECTIONETDABBREVIATION & SYMBOLSDVDELUGE VAL VE VAL VE ANGLE VAL VESV SOLENOID VAL VE---BY USER DPA DRY PILOT ACTUATORG SPRINKLER ALARM (WMG)**OPTIONAL RN-A RESTRICTION NOZZLE (AIR LINE)M EMERGENCY RELEASE STATIONSTRAINER CV CHECK VAL VERN RESTRICTIOIN NOZZLE (PRIMING LINE)OD OPEN DRAINPS1LOW AIR ALARM PRESSURE SWITCHPS2WATER FLOW PRESSURE ALARM SWITCHPGPRESSURE GUAGESCHEMATIC 11SCHEMATIC 12ODTO DETECTIONETWTTO DETECTIONETDTABBREVIATION & SYMBOLSDVDELUGE VAL VE VAL VE ANGLE VAL VESV SOLENOID VAL VE---BY USER DPA DRY PILOT ACTUATORG SPRINKLER ALARM (WMG)**OPTIONAL RN-A RESTRICTION NOZZLE (AIR LINE)M EMERGENCY RELEASE STATIONSTRAINER CV CHECK VAL VERN RESTRICTIOIN NOZZLE (PRIMING LINE)OD OPEN DRAINSWING CHECK VAL VEPS1LOW AIR ALARM PRESSURE SWITCHPGPRESSURE GUAGEPS2WATER FLOW PRESSURE ALARM SWITCHSCHEMATIC 13SCHEMATIC 14ODTO DETECTIONETWDTO DETECTIONETDDABBREVIATION & SYMBOLSDVDELUGE VAL VE VAL VE ANGLE VAL VESV SOLENOID VAL VE---BY USER DPA DRY PILOT ACTUATORG SPRINKLER ALARM (WMG)**OPTIONAL RN-A RESTRICTION NOZZLE (AIR LINE)M EMERGENCY RELEASE STATIONSTRAINER CV CHECK VAL VERN RESTRICTIOIN NOZZLE (PRIMING LINE)OD OPEN DRAINPS2WATER FLOW PRESSURE ALARM SWITCH PS1LOW AIR ALARM PRESSURE SWITCHPGPRESSURE GUAGECHECK VAL VESCHEMATIC 15SCHEMATIC 16NTWODTO DETECTIONABBREVIATION & SYMBOLSDVDELUGE VAL VE VAL VE ANGLE VAL VESV SOLENOID VAL VE---BY USER DPA DRY PILOT ACTUATORG SPRINKLER ALARM (WMG)**OPTIONAL RN-A RESTRICTION NOZZLE (AIR LINE)M EMERGENCY RELEASE STATIONSTRAINER CV CHECK VAL VERN RESTRICTIOIN NOZZLE (PRIMING LINE)OD OPEN DRAINSWING CHECK VAL VEPS1LOW AIR ALARM PRESSURE SWITCHPGPRESSURE GUAGEPS2WATER FLOW PRESSURE ALARM SWITCHDV 150NBDV 200NBDV 100NBDV 80NBDV - 50NBSYSTEM SUPPLY PRESSURE - PSI ------EQUIVALENT LENGTH BASED ON 1/2” SCHEDULE 40 PIPE WITH C=120 KG/SQCMMETERSM A X I M U M P I L O T L I N E H I G H T - F E E T ------SYSTEM SUPPLY PRESSURE - PSI ------EQUIVALENT LENGTH BASED ON 1/2” SCHEDULE 40 PIPE WITH C=120 KG/SQCMMETERSM A X I M U M P I L O T L I N E H I G H T - F E E T ------SYSTEM SUPPLY PRESSURE - PSI ------EQUIVALENT LENGTH BASED ON 1/2” SCHEDULE 40 PIPE WITH C=120KG/SQCMMETERSM A X I M U M P I L O T L I N E H I G H T - F E E T ------SYSTEM SUPPLY PRESSURE - PSI ------EQUIVALENT LENGTH BASED ON 1/2” SCHEDULE 40 PIPE WITH C=120KG/SQCMMETERSM A X I M U M P I L O T L I N E H I G H T - F E E T ------SYSTEM SUPPLY PRESSURE - PSI ------EQUIVALENT LENGTH BASED ON 1/2” SCHEDULE 40 PIPE WITH C=120KG/SQCMMETERSM A X I M U M P I L O T L I N E H I G H T - F E E T ------60202040120801001405101520253035402468101216018020014161845505560501001502002500220.6525F E E T 250FE E T 500F E ET 6020401208010014051015202530354024681012160180200141618455055600220.240657025F E E T 250 F E E T 500F E E T 60202040120801001405101520253035402468101216018020014161845505560501001502002500220.240657025 F EE T 250 F E E T 500FE E T 6020401208010014051015202530354024681012160180200141618455055600220.6525F E ET 250F E E T 500F E E T60202040120801001405101520253035402468101216018020014161845505560501001502002500220.6525F EE T 250 FE E T 500F E E TLIMITED WARRANTYHD FIRE PROTECT PVT. L TD. hereby referred to as HD FIRE warrants to the original purchaser of the fire protection products manufactured by HD FIRE and to any other person to whom such equipment is transferred, that such products will be free from defect in material and workmanship under normal use and care, for two (2) years from the date of shipment by HD FIRE. Products or Components supplied or used by HD FIRE, but manufactured by others, are warranted only to the extent of the manufacturer’s warranty. No warranty is given for product or components which have been subject to misuse, improper installation, corrosion, unauthorized repair , alteration or un-maintained. HD FIRE shall not be responsible for system design errors or improper installation or inaccurate or incomplete information supplied by buyer or buyer’s representatives.HD FIRE will repair or replace defective material free of charge, which is returned to our factory, transportation charge prepaid, provided after our inspection the material is found to have been defective at the time of initial shipment from our works. HD FIRE shall not be liable for any incidental or consequential loss, damage or expense arising directly or indirectly from the use of the product including damages for injury to person, damages to property and penalties resulting from any products and components manufactured by HD FIRE. HD FIRE shall not be liable for any damages or labour charges or expense in making repair or adjustment to the product. HD FIRE shall not be liable for any damages or charges sustained in the adaptation or use of its engineering data & services. In no event shall HD Fire’s product liability exceed an amount equal to the sale price.The foregoing warranty is exclusive and in lieu of all other warranties and representation whether expressed, implied, oral or written, including but not limited to, any implied warranties or merchantability or fitness for a particular purpose. All such other warranties and representations are hereby cancelled.NOTICE :The equipment presented in this bulletin is to be installed in accordance with the latest publication standards of NFPA or other similar organisations and also with the provision of government codes or ordinances wherever applicable.The information provided by us is to the best of our knowledge and belief, and consist of general guidelines only. Site handling and installation control is not in our scope. Hence we give no guarantee for result and take no liability for damages, loss or penalties whatsoever , resulting from our suggestion, information, recommendation or damages due to our product.Product development is a continuous programme of HD FIRE PROTECT PVT. L TD. and hence the right to modify any specification without prior notice is reserved with the company.D-6/2, ROAD NO. 34, WAGLE INDUSTRIAL ESTATE, THANE 400 604, INDIA.•TEL: + (91) 22 2158 2600•FAX: +(91) 22 2158 2602•EMAIL:***************•WEB: HD FIRE PROTECT PVT . LTD.Protecting What Matters Most to YouNominal Pressure Loss vs FlowN o m i n a l P r e s s u r e L o s s i n P o u n d s p e r S q u a r e I n c h (P S I )Flow Rate in Liters Per Minute (LPM)The approximate friction loss calculated at typical flowrate at 15 feet/sec ( 4.57 Met/sec), based on theHazen and Williams formula and expressed in equivalent length of pipe of SCH 40 withC=120 is 50 NB - 3.3 Meters, 80NB - 10.6 Meters, 100 NB - 14.4 Meters, 150NB - 37.7 Meters, 200NB - 57.9 Meters.0.10.20.30.40.50.60.81.02345681020304010010008006004003002002000100002000070005000300050 N B ( 2 I N C H)80 N B (3I N C H)100 N B( 4 I N CH )150 N B (6 I N C H )200 N B( 8 I N C H)。
冻干词汇中英文表

冻干词汇中英文表中文名称English description冻干机 /Lyophilizer,Freeze dryer型号Model容量(装瓶量)Capacity (vials quantity)有效板层面积Shelves usable area (m2)最大捕冰量Maximum ice capacity (Kg)尺寸(约)Dimension of unit (approx.) (L×W×H) (mm)重量(约)Weight (approx.)冷冻Freezing升华干燥/一期干燥Sublimation /Primary drying 解吸干燥/二期干燥Desorption /Secondary drying 西林瓶Vial托盘Tray设计压力Design pressure工作压力Working pressure设计温度Design temperature工作温度Working temperature倾斜度Slope圆角Fillet /Round corner抛光Polishing表面光洁度Surface finish表面粗糙度Surface roughness内部抛光度Internal finish卫生级材料Sanitary material加强筋Stiffener补强圈Reinforcing pad水夹套Water jacket绝热材料Insulation material聚氨酯发泡材料Polyisocyanurate foam硅酸铝版Aluminum silicate plate手动阀Manual valve气动阀Pneumatic valve电磁阀Solenoid valve蘑菇阀Mushroom valve蝶阀Butterfly valve手动蝶阀Manual butterfly valve气动蝶阀Pneumatic butterfly valve电动蝶阀Electric butterfly valve隔膜阀Diaphragm valve手动隔膜阀Manual diaphragm valve气动隔膜阀Pneumatic diaphragm valve电动隔膜阀Electric diaphragm valve角阀Receiver valve顶盖阀Capped valve球阀Ball valve手动球阀Manual ball valve气动球阀Pneumatic ball valve电动球阀Electric ball valve手动档板阀Manual baffle valve电动档板阀Electric baffle valve热膨胀阀Thermostatic expansion valve 单向阀Check valve 旁通阀By-pass valve溢流阀Overflow/Relief valve节流阀Throttle valve安全阀Safety valve压缩机板阀Compressor plate valve减压阀Pressure reducing valve压力表Pressure guage压力继电器Pressure relay高压继电器High pressure relay中压继电器Medium pressure relay低压继电器Low pressure relay油压继电器Oil pressure relay电接点压力表Electric contact pressure gauge 压力控制Pressure control压力显示Pressure indication压力变送器Pressure transmitter流量开关Flow switch温度表T emperature gauge温度显示Temperature indication真空规管Vacuum gauge皮拉尼真空规管Pirani gaugeISO卡箍ISO clampKF卡箍KF clamp法兰连接Flange connection螺纹连接Screw connection喇叭口螺纹连接SAE screw connection焊接三通TEE with welding connection 焊接四通Cross with welding connection 变径Diameter reducer保温Heat preservation冻干箱,前箱 /Chamber前箱形状Chamber type长方体Rectangular前箱吊耳Chamber lifting ring不锈钢板Stainless steel plate地脚螺孔板Anchor plate装饰板Front cover外包壳External cover无菌隔离围板Sterile wall flange箱框Chamber frame树脂玻璃Plexiglas硼硅酸盐玻璃Borosilicate glass氟橡胶Fluorine rubber硅橡胶Silicone rubber限位开关Limited switch带照明视镜Illuminated viewing port验证口/测试口Validation port测试口法兰Validation port flange冷却水夹套进口Cooling water jacket inlet 冷却水夹套出口Cooling water jacket outlet 液压缸座Hydraulic cylinder bracket热油进口Thermal oil inlet热油出口Thermal oil outlet进水口Water inlet排水口Water outlet进气口Gas inlet介质Medium腐蚀裕度Corrosion allowance容器类别Vessel classification焊缝Welding seam焊接规范Welding regulation无损检测Nondestructive testing射线探伤RT inspecting焊后热处理Heat treatment after welding 箱门/Door箱门Chamber Door开门方向Open direction开门角度Open angle门铰链Hinge气动式门插销Pneumatic latch/bolt气动门锁Pneumatic lock门连锁Door interlocks锁门方式Locking arrangement辅助手柄Auxiliary handle箱门内壁Internal wall of chamber door垫圈Gasket门封条Door seal等高进料Constant height loading小门Slot door自动进出料Automatic loading and unloading视镜Viewing port/Sight glass外包壳External cover搁板/Shelf,板层/Shelves板层数Shelves quantity板层尺寸Dimension (L×W×H) (mm)有效面积Usable area (m2)板间距Spacing (mm)软管Hose of flexible connection抛光Polishing平整度Flatness温度补偿板Temperature compensation shelf 热电偶Thermoelement温度范围Temperature range上/下托架Top/Bottom bracket单/双吊耳Single/Double lifting ring吊杆Lifting rod挡边Raised edge上/下集管Top/bottom collection导杆Guide rod板层冷却速度Shelves cooling rate板层加热速率Shelves heating rate板层最终温度Shelves final temperature压塞装置/Stoppering device压塞条件Stoppering condition压塞方向Stoppering direction压塞操作Stoppering operation液压马达Hydraulic motor电机Power motor液压泵Hydraulic units油封Oil packing波纹管Hydraulic bellows压塞力Stoppering force液压缸Hydraulic cylinder冷凝器,后箱/Condenser后箱形状Condenser type圆柱体Cylinder最终温度Final temperature制冷时间Cooling time盘管Coil pipe中隔阀/隔离阀Chamber isolating valve化霜De-icing无缝钢管Seamless steel pipe硅橡胶密封圈Silicone seal液压驱动Hydraulic drive冷凝器制冷速度(空载)Condenser cooling rate(unloading)自动焊接Orbital welding压力升测试Pressure Rise Test测试持续时间Testing duration性能测试Performance test冷凝器制冷Condenser cooling冷凝器制冷温度Condenser cooling temperature冷凝器温度报警Condenser temperature alarm盘管焊接Coil pipe welding制冷系统/Refrigeration system制冷剂Refrigerant压缩机Compressor单级/双极压缩机Compressor with one/two stage活塞式压缩机Piston compressor螺杆式压缩机Screw compressor风冷复叠式压缩机Air-cooling cascade compressor 水冷冷凝器Water cooling condenser避震管Vibration absorber油分离器Oil separator油过滤器Oil Filter汽液分离器Gas liquid separator液体过滤器Liquid filter液体过滤器芯Liquid filter core液体过滤器壳Liquid filter shell气体过滤器Gas filter气体过滤器芯Gas filter Core气体过滤器壳Gas filter cartridgeY型过滤器Y-shaped Filter毛细管Capacity tube蒸发器Evaporator板式交换器Plate heat exchanger密封轻便泵Canned pump中间冷却交换器Subcooler外部油冷设备External oil coolers油冷却器Oil cooler视液镜Sight glass热力循环断路器Thermal circuit breaker分液头Liquid distributor曲轴箱油加热器Crankcase heater高压排气High pressure evacuation低压吸气Low pressure suction油压差开关Differential oil pressure switch 高压开关High-pressure switch氩气Argon gas氮气Nitrogen gas液氮Liquid Nitrogen循环系统 /Circulation system循环泵Circulation pump电加热Electrical heater板式换热器Plate heat exchanger平衡桶Expansion/Equation tank液位计Fluid level indicator导热载体Heat carrier/Thermal fluid导热油Thermal oil硅油Silicone oil备用泵Backup pump超温报警装置Over heat alarm device真空系统/Vacuum system真空泵Vacuum pump旋片真空泵Rotary vane vacuum pump双级旋片Two-stage rotary-vane罗茨泵Roots pump干式真空泵Dry vacuum pump/Oil-free vacuum pump 真空仪Vacuum manometer真空规管Vacuum gauge真空探头Vacuum sensor(probe)压力传感器Pressure transducer真空管道Vacuum pipeline排气系统Exhausting system排气消音器Exhausting silencer排气过滤器Exhausting Filter排气管道Exhausting air pipe无菌过滤器Sterile air filter压缩空气Compressed air泵隔离阀Pump isolation valve真空防倒吸阀Anti-suction valve针阀Needle valve臭氧灭菌Ozone sterilization掺气阀Aerify valve升华Sublimate在位清洗、在位灭菌/CIP、SIP在位清洗CIP, Cleaning in place在位灭菌SIP, Sterilization in place喷嘴Spray nozzle广角式Wide-angle type水环泵Water-ring pump喷头Sprayer旋喷式Rotary spray type进气过滤器Gas inlet filter喷淋架Spraying frame球喷Spraying ball疏水器Steam trap注射用水WFI(Water-for-injection)蒸汽灭菌Steamsterilization灭菌温度Sterilization temperature灭菌暴露时间Sterilization exposure time蒸汽直排阀Main drain valve纯蒸汽Pure steam饱和纯蒸汽Saturated pure steam工业蒸汽Plant steam (industrial steam)冷却水Cooling water 工业冷却水Industrial cooling water蒸馏水Distilled water核黄素Riboflavin灭菌测试Sterilization testing生物指示剂Biological indicators辅助管道Auxiliary piping氮气过滤器Nitrogen filter钝化Passivate无菌室Sterile room蒸汽总阀Main steam inlet valve直排阀Straight drain valve间排阀By-pass valve清洗总阀Mian cleaning valve清洗罐CIP tank一级罐First-class tank二级罐 Second-classl tank呼吸器Air filter自吸泵Self-priming pump增压泵Booster pump气动系统/Pneumatic system气压缸Pneumatic cylinder门锁气缸Pneumatic cylinder for door lock 气源处理元件Gas source disposal units孔径Aperture减压阀Pressure reducing valve气动三联件Filter regulator and lubricator unit 汇流板Manifold of solenoid valve复压系统/Pneumatic system压缩空气Compressed air氮气Nitrogen过滤器Filter疏水阀Steam strap valve减压阀Pressure reducing valve过滤器完整性测试Filter integrity testing水侵入测试Water intrusion testing(WIT)控制系统/Control system触摸屏T ouch screen图形用户界面Graphical User Interface (GUI)中间继电器Mid-relay图表记录器Chart Recorder接触器Contactor交流接触器Alternative contactor空气断路器(空开)Air breaker固态继电器Solid relay中间接触器Mid-contactor温度变送器T emperature transmitter大气压力Atmospheric pressure总电源开关Main power switch低压元器件Low-voltage components参数Parameter自动进出料/ALUS自动进出料ALUS (Automated loading and unloading system)洗瓶机Washing machine热风循环烘箱Hot air circulating sterilizaing tunnel灌装机Filling machine加塞机Stoppering machine预留手动借口系统Pre-setting manual interface system缓冲带Buffer belt进料站Infeed station出料站Outfeed station自动导向小车Automatic guide vehicleX-轨道X-rail水针线Warter injection line轧盖机Capping machine其他/Others客户端验收测试SAT (Site acceptance test )工厂端验收测试FAT( Factory acceptance test)食品和药品管理局FDA( Food and drug administration)安装确认IQ(Installation qualification)操作确认OQ(Operation qualification)设计确认DQ(Design qualification)性能确认PQ(Performance qualification)产品验证PV(Product validation)良好作业规范GMP(Good manufacturing practice)过程分析技术PAT(Process Analytical Techniques)国际标准化组织ISO(International standard organization)美国机械工程师协会ASME(American society of mechanical engineers)美国国家标准协会ANSI(American national standards institute) 世界卫生组织WHO(World health organization )美国药典USP(United states pharmacopeial )。
外贸服装工艺翻译

The out-come / appearance of the frills of sealing sample is not acceptable, it looks very flat / dead, must be more balanced / natural look as standard sample DD 28.8.02.前中荷叶边太死太平,不够生动,请以2002年8月28日的样本为准。
Sort out the major material defects.挑出严重布疵。
Take care for trimming and cleaning.留意剪线和清洁。
String holes from plastic string (for washing) at pocket flap visible, must be removed.袋盖上有洗水时打的胶针洞,请清除。
Front horizontal seam not leveled.前幅水平缝骨不对称。
Handfeel slightly softer than approved sample.手感比协议的样品稍软。
Armhole pipping (inside) 2mm more than sealing sample.夹圈滚条宽度比样品大了2mm.Pls. add one more button for bigger sizes.请在大码的衣服上加多一颗钮扣。
Make sure inner facing is long enough in order to avoid pulling at placket bottom.确保襟贴足够长以避免前襟起吊。
Pay attn. to the ironing, don't press the seam too much and avoid the seam allowance see through by heavy pressing.注意熨工,骨位不要熨太重,避免缝头起痕。
介绍焊接的英语作文带翻译
Welding is an art and a science that involves the joining of two or more materials, usually metals, by melting the surfaces of these materials and fusing them together. It is a critical process in various industries, including construction, automotive, aerospace, and shipbuilding. I have always been fascinated by the precision and skill required in welding, and I even had the chance to experience it firsthand during a workshop at my high school.焊接是一门艺术和科学,它涉及将两种或两种以上的材料通常是金属通过熔化这些材料的表面并将它们融合在一起来连接。
这一过程在包括建筑、汽车、航空航天和造船在内的各个行业中都至关重要。
我一直对焊接所需的精确度和技巧感到着迷,甚至在高中的一次研讨会上亲身体验了焊接。
During the workshop, we were introduced to different types of welding techniques such as MIG Metal Inert Gas, TIG Tungsten Inert Gas, and stick welding. Each method has its unique applications and requires a different level of skill. For instance, MIG welding is often used for lighter materials and is relatively easier to learn, while TIG welding offers greater precision and is suitable for thinner materials.在研讨会上,我们被介绍了不同类型的焊接技术,如MIG金属惰性气体、TIG钨惰性气体和电弧焊。
电子晾衣机说明书

4.5.6.7.The dryer contains residual water.Make sure that the airinlet remains unobstructedClean and level2Care and cleaningDryer housing, control panelRemove detergent residues immediately.Wipe with a soft, damp cloth.Do not clean with a water jet.During drying, water may accumulate between the window and the seal.Moisture sensorThe dryer is equipped with stainless steel moisture sensors.Moisture sensors measure how damp the laundry is.A thin layer of limescale may build up on the moisture sensors afterprolonged use.This must be removed regularly.1.Open the door and clean the moisture sensors with a dampsponge that has a rough surface.Do not use steel wool or abrasive materials.Cover for steam nozzle in the drum (depending on the model)After prolonged operation, limescale and fluff may accumulate on the cover of the steamnozzle. Clean regularly:1.Open the door and remove the cover with a screwdriver.Clean the cover under running water.2.Push and click the cover back in place.Clean the filter in the refresher tank if it is dirty (depending on the model)Regularly clean the filter under running water a This prevents stubborn deposits/dirt frombuilding up.1.Remove the condensation container.2.Remove the filter and clean it under running water.3.Re-insert the filter and push in the condensation container until itlocks into place.Heat exchangerThe dryer's heat exchanger is automatically cleaned during drying andbeing rinsedFilter in the condensation containerThe filter is cleaned automatically when the condensation container is emptied.However, the filter should still be cleaned regularly under running water1.Product number Production numberTrust the expertise of the manufacturer. Contact us for assistance. In this way, you can restassured that the repair will be carried out by trained service technicians using original spareparts.Optional accessories5Reversing the door1622.1.7384953.1.2.106119406 / 9000695672*695672*6Reversing the door1116121713181.3.2.141915201.2.16211.2.271.2.3.281.2.1. 2.ContentsPageʋEnvironmentally-friendly disposal . . . . . .1ʋInstallation . . . . . . . . . . . . . . . . . . . . . . . .1ʋFrost protection / Transport. . . . . . . . . . .1ʋCare and cleaning . . . . . . . . . . . . . . . 2/3ʋAfter-sales service. . . . . . . . . . . . . . . . . .4ʋOptional accessories. . . . . . . . . . . . . . . .4ʋTechnical data . . . . . . . . . . . . . . . . . . . .4ʋReversing the door . . . . . . . . . . . . . . . 5/7Read these instructions before operating the dryer.You must also observe the separate instruction manual.Keep all the documents in a safe place for future reference, or to pass on to the next owner.4.5.6.7.The dryer contains residual water.Make sure that the airinlet remains unobstructedClean and level2 Care and cleaningDryer housing, control panelRemove detergent residues immediately.Wipe with a soft, damp cloth.Do not clean with a water jet.During drying, water may accumulate between the window and the seal.Moisture sensorThe dryer is equipped with stainless steel moisture sensors.Moisture sensors measure how damp the laundry is.A thin layer of limescale may build up on the moisture sensors afterprolonged use.This must be removed regularly.1.Open the door and clean the moisture sensors with a dampsponge that has a rough surface.Do not use steel wool or abrasive materials.Cover for steam nozzle in the drum (depending on the model)After prolonged operation, limescale and fluff may accumulate on the cover of the steamnozzle. Clean regularly:1.Open the door and remove the cover with a screwdriver.Clean the cover under running water.2.Push and click the cover back in place.Clean the filter in the refresher tank if it is dirty (depending on the model)Regularly clean the filter under running water a This prevents stubborn deposits/dirt frombuilding up.1.Remove the condensation container.2.Remove the filter and clean it under running water.3.Re-insert the filter and push in the condensation container until itlocks into place.Heat exchangerThe dryer's heat exchanger is automatically cleaned during drying andbeing rinsedFilter in the condensation containerThe filter is cleaned automatically when the condensation container is emptied.However, the filter should still be cleaned regularly under running water1.Product number Production numberTrust the expertise of the manufacturer. Contact us for assistance. In this way, you can restassured that the repair will be carried out by trained service technicians using original spareparts.Optional accessories5Reversing the door1622.1.7384953.1.2.106119406 / 9000695672*695672*6Reversing the door1116121713181.3.2.141915201.2.16211.2.271.2.3.281.2.1. 2.ContentsPageʋEnvironmentally-friendly disposal . . . . . .1ʋInstallation . . . . . . . . . . . . . . . . . . . . . . . .1ʋFrost protection / Transport. . . . . . . . . . .1ʋCare and cleaning . . . . . . . . . . . . . . . 2/3ʋAfter-sales service. . . . . . . . . . . . . . . . . .4ʋOptional accessories. . . . . . . . . . . . . . . .4ʋTechnical data . . . . . . . . . . . . . . . . . . . .4ʋReversing the door . . . . . . . . . . . . . . . 5/7Read these instructions before operating the dryer.You must also observe the separate instruction manual.Keep all the documents in a safe place for future reference, or to pass on to the next owner.。
电熨斗的衣物护理
电熨斗的衣物护理Title: The Art of Ironing: A Guide to Proper Garment Care with an Electric IronIntroduction:Ironing is an essential part of garment care that not only enhances the appearance of clothing but also extends their lifespan. With the convenience of an electric iron, this task can be made easier and more efficient. This essay will delve into the benefits of using an electric iron, the best practices for ironing various types of fabrics, and tips for maintaining the iron to ensure optimal performance.Body Paragraph 1: Benefits of Using an Electric Iron- The electric iron provides consistent heat, which is crucial for effective ironing.- It is energy-efficient and environmentally friendly compared to traditional gas irons.- Many models come with adjustable temperature settings, allowing for the safe ironing of delicate fabrics.Body Paragraph 2: Best Practices for Ironing Different Fabrics- Always read the care label on your garments to determine the appropriate temperature and ironing method.- Use the right ironing board and cover to ensure a smooth surface for ironing.- For natural fabrics like cotton and linen, a higher temperature setting is suitable.- Synthetic fabrics, such as polyester and nylon, require a lower temperature to prevent melting or damage.- Always iron inside out to protect the outer appearance of the garment.Body Paragraph 3: Tips for Maintaining the Electric Iron- Clean the iron regularly to remove any residue that can affect the performance and cause damage to the fabric.- Descale the iron if it accumulates mineral deposits, which can lead to poor steam distribution.- Store the iron in a dry place when not in use to prevent rust and maintain its longevity.Conclusion:Ironing is a simple yet effective way to refresh and maintain the quality of your clothing. With the right electric iron and proper techniques, you can ensure that your garments look their best. By following the guidelinesoutlined in this essay, you can master the art of ironing and keep your wardrobe looking crisp and well-cared for. Remember, a well-ironed outfit can make a world of difference in your overall appearance and confidence.。
有关电镀的小知识---中英文对照版

电镀主要是用于各类产品的表面处理效果。
电镀分为水镀以及真空镀。
镀(Plating);电镀(Electroplating)一般我们跟国外客户谈到这个问题就用这个单词.自催化镀(Auto-catalytic Plating),一般称为"化学镀(Chemical Plating)"、"无电镀(Electroless Plating)"等浸渍镀(Immersion Plating)氧化又是另一种表面处理效果,主要用于铝件阳极氧化(Anodizing)化学转化层(Chemical Conversion Coating))钢铁发蓝(Blackening),俗称”煲黑钢铁磷化(Phosphating)铬酸盐处理(Chromating)金属染色(Metal Colouring)涂装(Paint Finishing),包括各种涂装如手工涂装、静电涂装、电泳涂装等热浸镀(Hot dip)热浸镀锌(Galvanizing),俗称”铅水热浸镀锡(Tinning)乾式镀法物理气相沈积法(Physical Vapor Deposition)真空镀(Vacuum Plating)。
离子镀(Ion Plating),P)化学气相沈积法(Chemical Vapor Deposition)1、水电镀:Galvanic plating2、主要工艺是将需电镀的产品放入化学电镀液中进行电镀。
2、真空离子镀,又称真空镀膜:Ion plating3。
一般适用范围较广,如ABS料、ABS+PC料、PC料的产品.同时因其工艺流程复杂、环境、设备要求高,单价比水电镀昂贵。
现对其工艺流程作简要介绍:产品表面清洁、去静电-—>喷底漆--〉烘烤底漆--〉真空镀膜—->喷面漆—-〉烘烤面漆-—〉包装。
以下資料來源世贸人才网电镀electroplating 利用电解在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Dry sliding wear behavior of TIG weldingclad WC composite coatingsSoner Buytoz a ,Mustafa Ulutan b ,*,M.Mustafa Yildirim aaUniversity of Fırat,Faculty of Technical Education,Department of Metallurgy,Elazıg˘23119,Turkey bUniversity of Osmangazi,Faculty of Engineering,Department of Mechanical Engineering,Bat Meselik,Eskisehir 26480,TurkeyReceived 20December 2004;received in revised form 14February 2005;accepted 14February 2005Available online 25March 2005AbstractIn this study,melted tungsten carbide powders on the surface of AISI 4340steel was applied by using tungsten inert gas (TIG)method.It was observed that it has been solidified in different microstructures depending on the production parameters.As a result of microstructure examinations,in the surface modified layers an eutectic and dendrite solidification was observed together with WC,W 2C phases.In the layer produced,the hardness values varied between 950and 1200HV .The minimum mass loss was observed in the sample,which was treated in 1.209mm/s production rate,0.5g/s powder feed rate and 13.9kJ/cm heat input.#2005Elsevier B.V .All rights reserved.Keywords:TIG method;Surface modification;Abrasive wear;Dendrite;WC;M 7C 31.IntroductionSurface engineering contains the surface processes,which are applied to improve the surface characteristics of the material and hard coating methods [1].The coating materials applied on different substrates have recently become widespread in the automotive industry,petrochemistry and space technology fields [2].The risk of microcrack formation and ability of low plasticdeformation in the coatings have constituted main problems [3].It is possible to reduce the risk of cracking in the main matrix by applying pure powder,wire or their alloys on the surface of the elastic material [4].Together with coating methods,such as boronizing,carburizing,carbonitriding,nitriding [5,6],plasma based physical vapor deposition (PVD)and chemical vapor deposition (CVD),applied to obtain a fine,hard,wear resistant layer;it has been manufactured with the laser [7],plasma [8],powder spray [9]and tungsten inert gas (TIG)methods [10],which are called to be semi-melting methods.The alloying method by means of TIG,which is stated as surface modification is/locate/apsuscApplied Surface Science 252(2005)1313–1323*Corresponding author.Tel.:+902222393750/3528;fax:+902222290535.E-mail address:mulutan@.tr (M.Ulutan).0169-4332/$–see front matter #2005Elsevier B.V .All rights reserved.doi:10.1016/j.apsusc.2005.02.088principally a method,which was produced by melting the alloy powder or powders having proper composition placed on the substrate material surface.Melting takes place at the same time in both,modified coating material and base metal,which bonded with each other in a metallurgical way [10,11].Fine-grained micro-structures,which solidified rapidly contain hard carbides phases [12].Tungsten carbide is particularly preferable in the wear resistant cases due to the fact that it provides the characteristics of good wear resistance,high hardness,low thermal dilution,a little amount of plasticity and good wettability by molten steels [13].In the Fe–Cr–W–C based coatings improved on low-carbon steel with the laser method depending on production conditions,hypoeutectic and hypereutecticmicrostructures were observed [14].Lo and his colleagues [15]improved coarse-grained tungsten carbide powders on UNS S31600stainless steel.WC,W 2C,M 7C 3,M 6C and M 3C carbides were observed in the microstructure,which were formed after coating the WC grains in different laser power densities and 3–28%vol.%rates.It was seen that this kind of carbides had significantly more contribution to the wear resistance compared to substrate material.However,in the thermal spray techniques like HVOF,brittle W 2C phase is formed when WC grains and metal powder grains are sprayed on the coating zone [16,17].In addition to this,when thermal spray techniques are used,it limits the work field because it is really difficult to prevent porocity development in the coatings [18,19],and also it dissolves again in corrosive environment and high temperatures such as 5008C.This paper introduces tungsten carbide coatings on AISI 4340steel produced with a tungsten inert gas torch.To avoid the oxidation of the alloyed coating,and to provide a relatively inert environment,argon gas was blown directly into the molten pool and to the processing region.Cladding layer thickness was about 1.5mm.EDX,X-ray,spectral and SEM analysis were used to assess the compositions of coating layer.Besides the microstructure,micro hardness and effects of adding tungsten carbide particles on microstructure were presented.The effects of the powder content and heat input value on abrasive wear rate of the coatings were also investigated.S.Buytoz et al./Applied Surface Science 252(2005)1313–13231314Fig.1.Schematic representation of the TIG welding clad process and the coating layer.Table 1Chemical compositions of AISI 4340steel and WC powder (wt.%)used for surface alloying Chemical compositions (wt.%)AISI 4340Cr 0.930Si 0.267C 0.415Mo 0.237Mn 0.656Ni 1.75Fe95.54WC (99%pure)WC 99.435Cr 2O 30.015FeO 0.38TiO 20.17Table 2Process parameters Current/voltage 120A/20VScan speed 1.209–1.510mm/s Shielding gas 99.9%pure Ar Gas flow rate 11l/minElectrode2%thorium tungsten electrode Electrode diameter2.4mmTable 3Spectral analysis results taken from the surfaces of the samples to which surface coated WC Sample number Chemical compositions (wt.%)C Mn Cr Ni Si W Fe S 2 1.0560.097 1.35 1.4090.53219.20Bal.S 30.6750.095 1.070.9800.75615.25Bal.S 40.7500.1041.861.3350.75011.78Bal.2.Experimental methodIn this study,tungsten carbide powder and AISI 4340steel specimens in dimensions of100mmÂ20mmÂ15mm were used for coating process. Preplaced powder layer and the coating was produced by using a tungsten inert gas torch shown schematically in Fig.1.The chemical analyses of the material and powder used in the experiment are shown in Table1, and the experimental conditions are shown in Table2. The alloying process has been carried out with the two-step method.Initially,the sample surface was polished with400grit SiC papers,then the mixed powder layers in amounts of0.5,1,2and4g were covered with a paste of the alloying powder by adding small amount of alcohol for binding of powders.Then,the substrates with this coating were dried in furnace at a temperature of508C for60min.It was enabled to keep the powder layers on the surface under theflow of argon gas during the arc melting and to vaporize the chemical binder before the treatment.Subsequently,the coating has been melted using the TIG weld method.Specimens for metallographic examinations were taken from cross section of the modified surface from the coating areas.The metallographic specimens obtained were rubbed with80–1200mesh sandpaper; as a result,their surfaces were cleaned and then cross-sectional surfaces were polished by1and6m m diamond paste and solvent.The polished specimens were etched with ferric chloride solution(25g of FeCl3,15ml of HCl and100ml of distilled water). The microstructures of the specimens were observed by scanning electron microscope(SEM),energy dispersive spectra(EDX),X-ray diffraction(XRD) and spectral analyses were benefited from for microstructure and elemental analysis of the modified surface.XRD analyses were obtained using Cu–K a radiation in30kV and15mA with Rigaku Geigerflex X-ray diffractometer.Abrasive wear experiments were done at the room temperature and normal atmosphere conditions with dry sliding pin-on-disc experiment apparatus.Prior to wear experiments,each sample was exposed to1200 mesh sandpaper in order to make wear surface to touch abrasive surface completely.In the experimental procedure,three different loads of10,20and30N were exposed to80mesh abrasive wear in four different sliding distances such as15,30,60,and 120m.After each experiment,80mesh abrasive sandpapers were changed.Abrasive wear rates were recorded by determining the weight losses of the samples before and after the abrasive tests.3.The results3.1.Microstructure resultsWhen the microstructures of the layers with tungsten carbide which were modified with tungstenS.Buytoz et al./Applied Surface Science252(2005)1313–13231315 Table4Mechanical results of coating surfacesSample number Process parameters Coating dimensions(m m)Hardness(HV) Process speed(mm/s)Powder feed rate(g/s)Heat input(kJ/cm)d c h c t c w cS1Untreated material224S2 1.2090.513.9173085025809650965S3 1.380.512.21450870232079801156S4 1.5100.311.11810550236080101184d c,max depth below the original substrate surface;h c,max height above the original substrate surface;t c,max total thickness(=d c+h c);w c,max width;heat input Q=h.U.I.60/(V.1000).Table5EDX analysis results of samples to which surface coated WCSample number Chemical compositions(wt.%)C Cr W FeS2Carbide 5.84 3.7585.15 5.260Matrix 3.757.6038.2550.40S3Carbide 2.55 4.6562.8529.95Matrix 1.98 3.8231.1063.10S4Matrix 4.398.3068.4318.88Dendrite 1.23 5.459.8283.50inert gas welding method was examined,depending on the production parameters they were seen to have been solidified in varying composition and amount of carbides and phases.The spectral analysis data taken form 0.5mm beneath the layer surfaces including WC after the surface modification were shown in Table 3,and EDX analyses were shown in Table 5.When the modification conditions such as powder feed rate and energy input values,the chemical composition of the composite upper layer also changed (Tables 3and 5).As reveals in Table 3,when the powder feed quantity on the material surface increased,the percentage rates of the W,C,Cr,and Fe elements increased compared to chemical concentration of untreated AISI 4340steel.In the S 2and S 3samples modified in the same quantities of powder rate but in different heat input values it was observed that when the production ratesS.Buytoz et al./Applied Surface Science 252(2005)1313–13231316Fig.2.Microstructure of S 2specimen produced with TIG method.(a)Upper layer (250Â),(b)coating layer (250Â),(c)SEM photo-graph of coating layer/interface layer/substrate (100Â).Fig.3.Microstructure of S 3sample produced with TIG method.(a)Coating layer (400Â),(b)upper layer (250Â).changed(Table4),the amount of the dissolved element quantities in the microstructure also changed (Table5).This resulted from different solidification rates due to changes in the energy inputs given to the modified layer.Fig.2represents the microstructure of S2specimen. Although,there was a carbide structure to be observed on the surface layer modified,it was recorded that the dendrites were dense in a small area(can be seen in Fig.2(a)).While hypereutectic structure with high W element dominates in inter-carbides areas,carbides formed having rich-W,Fe and Cr content(Table5). Carbides distributed homogeneously along the upper surface(Fig.2(b)and(c)).In the formation of carbides having rich-W,-Fe and-Cr,depending on the high-energy input and low production speed in the modified area,it was seen from the EDX results that the melting amount of lower layer increased and as a result Fe rate increased.Furthermore,in the literature,there are similar studies showing that depending on the production parameters and mixture rate,when the production speed is low,the lower plate melts more and subsequently it forms coating layer by solidifying [14,20].According to W–Fe–C phase diagram[21], WC+a-Fe+h(Fe3W3C)phases may be formed in the microstructure.In Fig.4(a)showed that WC, Fe3W3C,M2C,M7C3and g-FeCrNiW carbides and phases were formed according to XRD results,in the modified layer improved with low powder rate andS.Buytoz et al./Applied Surface Science252(2005)1313–13231317Fig.4.X-ray diffractograms of(a)S2specimen(b)S3specimen.Fig.5.Microstructure of S4specimen produced with TIG method.(a)Upper layer(250Â),(b)solidified dendrite(like the star shape)(250Â).higher energy input value.In the coatings improved with the laser method,WC,W 2C,M 6C (M =Fe,W,Cr),M 7C 3and M 23C 6complex metal carbides were seen [22].The chemical composition of the matrix is important due to dissolution of the WC grains and the reactions,which can be formed in the composite layer.In this type of coating,while the amount of C had little effect on WC dissolution and the formation of the W 2C and M 6C phases in the present material,the effect Fe,W,Cr,and Co elements was relatively high and the most effective one was molybdenum [15–17].Adding the molybdenum to the structure,hardening ability has been increased along with the formation of the M 2C and M 7C 3carbides in the microstructure [23].The microstructure of the S 3specimen produced using the WC powders with 12.2kJ/cm energy input,0.5g stable powder content (compared to S 2speci-men)and 1.38mm/s process speed was given in Fig.3.The coating material exhibited a different micro-structure after solidification,depending on the heat input value (Fig.3(a)).According to Table 5,while the carbides include 1.98%C,3.82%Cr,31.25%W and 63.10%Fe matrix carried out hypoeutectic solidifica-tion containing 2.55%C,4.65%Cr,62.85%W and 29.95%Fe concentration.The carbide grains are larger in the specimen having S 3hypoeutectic microstructure formed the same quantity of the powder melted,relatively less heat input but highS.Buytoz et al./Applied Surface Science 252(2005)1313–13231318Fig.6.Hardness variation of WC coated specimens from surface tosubstrate.Fig.7.Weight loss variation of WC coated specimens 10,20and 30N load,respectively,in contrast to wear distance.process speed(Fig.3(b)).Melted grains may becomesolidified by deforming tungsten carbide distributionat varied temperature and may cause differentmicrostructures on the coating layer.Neither anincrease in the grain dimension nor preparation of onephased coating is the structure desired[24].The X-raydiffractograph of the S3specimen was given in Fig.4b.In the microstructure of the material to which surfacemodification applied,WC and W2C types,most ofwhich were M7C3(M=W,Fe)carbides,wererecorded together with austenitic hypoeutectic struc-ture.The present results are in harmony with the otherstudies gained by means of coating[22,23].The microstructure of the S4specimen can be seenin Fig.5.The composite layer modified showed a verydifferent microstructure compared to S2and S3specimens.The low heat input and high processspeed partly caused the substrate to melt and causedthefinal structure dendritic(Fig.5(a)).Besides,due tohigh process speed some of the WC grains remainedand not dissolved in the melt bath.According toTable5,it was composed of4.39%C,8.30%Cr,68.43W and18.88Fe concentrated matrix togetherwith the dendrites having the contents of1.23%C,5.45%Cr,9.82W and83.50%Fe.It was observed thatthe increase in the amount of W in the dendrites waslow.Due to the fact that dendrites are thefirst to besolidified,the extra W in the melt may solidify in onlyS.Buytoz et al./Applied Surface Science252(2005)1313–13231319Fig.8.Relationship between applied load and total weight loss of WC coatedspecimens.Fig.9.Wear rate variation changed with wear distance with respect to(a)10N,(b)20N and(c)30N load of WC coated specimens.eutectic areas.The increase in the amount of the WC is found to be parallel to that of the dendrite formation amount [7].The added WC grains normally melt and dissolve in melt bath again.During the cooling,microstructures having solidified again were obtained.Due to the amount of WC grains or high process speed,it can be seen as precipitate in the form of the grains,which have not melted in the structure or mixed carbides [13].For that reason,in the modified area,it can be concluded that the energy input and production speed given did not have enough time to let WC grains to melt and solidify again in the melt bath.The chemical composition of the matrix is important because of the dissolution of the WC grains and the reactions to be formed on the composite layer.As a result,in the microstructure of the material with the WC modification,depending on the production parameters and powder amounts,two significant solidification characteristics were found.First,when the process speed was low and energy input was high for WC modification,g -FeCrNiW phases were obtained along with M 7C 3,M 23C 6,W 2C and Fe 3W 3C carbides distributed orderly.When the process speed changed,in the microstructure of the modificationlayer,hypoeutectic structure was formed together with WC,W 2C,M 7C 3carbides.However,when the process speed was really high and the quantity of the powder was low,dendrite and inter-dendrites eutectic,which was poor in terms of W concentration,was formed.3.2.Micro hardness resultsIn Fig.6,hardness values taken from 0.5mm beneath the S 2–S 4samples surfaces on which surface modification improved with WC powders to the center depending on the distance were given.The coating micro hardness results for different production para-meters were also shown in Table 4.Although the distribution of hardness in the specimens,the surface of which was modified,showed a homogeneous distribu-tion,a decrease observed in the interface area.Hardness distributions on the upper layer found to be varying between 1000and 1200HV .When the carbide content increased,there was an increase in the hardness.However,the thickness of the modified layer can also be determined by the change of hardness,and according to this maximum thickness depending on the production parameters was observed in the S 4specimen.S.Buytoz et al./Applied Surface Science 252(2005)1313–13231320Fig.10.Relation between (a)hardness–weight loss,(b)surface roughness–hardness and (c)surface roughness–weight loss of coated specimens.3.3.Wear resultsThe relation of the distance to the mass loss of the S 2–S 4samples which surface modification was applied to with WC powders in different amounts after abrasive wear in different load rates was given in Fig.7.In Fig.7,when the wear distance considered,the weight loss amounts of the specimens S 2–S 4modified with WC powders worn under the loads of 10,20and 30N increased,showing an approximate parabolic inclination.It was observed that S 2speci-men had less mass loss when compared to the other specimens.When the weight loss amounts under 10N load were compared (Fig.7(a)),while S 2specimen lost 0.02g for a distance of 15m,the samples S 2and S 3worn in similar amounts (0.028g)to each other.The more the distance was,the more the differences were between the weight loss amounts.In the distance of 60m,in each of the three specimens,there was a decrease observed in the weight loss amounts.The specimen S 4lost 0.19g,the specimen S 3did 0.082g while the specimen S 2lost 0.065g mass.For the 20and 30N loads,the same situation was also observed in Fig.7(b)and (c).The total weight loss amounts for 225m of the modified samples S 2–S 4in accordance with the loads applied were given in Fig.8.When the specimens were put into order considering the total weight losses under the load of 10N,although the specimen S 3had lost more weight,the minimum weight loss was measured in the specimen S 2.While the total weight loss under 30N was recorded in the specimen S 4,the weight loss amounts in the specimen S 3was less than that of S 4and stayed more than that of the sample S 2.In Fig.9,wear rates values were calculated dividing the weight loss emerged as a result of the load applied by distance.In Fig.9,the specimen S 3with respect to wear rates values in the distances of 15and 30m,drew a maximum peak with the values of 1.8Â10À5to 2.8Â10À5mm 3/Nm.Besides,it fell to the value of 1.7Â10À5mm 3/Nm in the distance of 60m.For all the samples there was a peak formation observed at the distance of 30m.However,when the distance was 120m,the wear rates (0.9Â10À5to 1.1Â10À5mm 3/Nm)were calculated very similar to each other.There was a fall with hyperbolic inclination observed in the wear rates under the load of 30N depending on the distance.In the distance ofS.Buytoz et al./Applied Surface Science 252(2005)1313–13231321Fig.11.SEM micrographs of worn surfaces of samples S 2–S 4under 20N load,respectively (250Â).120m the specimen S2showed5.5Â10À5mm3/Nm and the specimen S3did0.7Â10À5mm3/Nm while the specimen S4exhibited0.8Â10À5mm3/Nm wear rates.In Fig.10,the relation of the hardness values to weight loss(Fig.10(a)),surface roughness(Fig.10(b)) and the relation of the surface roughness to weight loss (Fig.10(c))were shown.In Fig.10(a),while specimen S4having956HV hardness lost1.38g mass in total, there was also a decrease observed in the mass loss when the hardness increased(the specimen S2). However,it was discovered that the specimen S3 had1150HV hardness and it had the maximum weight loss,which was1.45g.It was seen that having 1200HV hardness value,the specimen S2was the specimen,which had the minimum weight loss, resulting1g total.There was decrease observed in the surface roughness when the hardness values increased (Fig.10(b)).While the specimen S4having950HV hardness showed0.65m m surface roughness,the surface roughness degree of the specimen S2with 1200HV hardness was0.23m m.However,the pin-on-disc tracks of the worn surfaces are presented in Fig.11.The surfaces of sample S2narrower and regular tracks than the samples S3and S4.4.ConclusionsThe following results were obtained in the surface modification with WC by using the TIG method.In the WC modificated specimen S2,which was improved with high powder amount and high-energy input,produced a systematic solidification.When the production speed increased(which leads to a decrease in energy input),WC grains showing solidification without dissolution were observed in the microstruc-ture.Due to lower heat input value,modificated layer did not exhibit a systematic solidification and as a result, there were WC grains remained dissolved in the structure.This caused the hardness values to be high in the specimens S3and S4.Therefore,it was concluded that heat input value is the parameter directly affecting the solidification speed.In the WC modification,in the specimen S2,which was improved with high powder feed rate,low process speed and high heat input and which produced a systematic solidification,the minimum mass loss was recorded.The effects of the thermal process to be applied in this kind of coating and surface hardening methods (whether normalization or stress relaxing processes) on the microstructure and as a result on the mechanical properties are worth studying.Furthermore,the effects of the grain size of WC powders used for modification on the solidification characteristic may also be examined.AcknowledgementsThe experimental part of this study was supported by Scientific Research Unit,Firat University(FUBAP-Project No.733).References[1]J.S.Selvan,K.Subramanıan,A.K.Nath,J.Mater.Process.Technol.91(1999)29–36.[2]Y.Yang,U.H.C.Man,Surf.Coat.Technol.132(2000)130–136.[3]S.Wulin,Z.Beidi,X.Changsheng,H.Wie,C.Kun,Surf.Coat.Technol.115(1999)270–272.[4]J.Tusek,M.Suban,J.Mater.Process.Technol.(2003)207–213.[5]J.P.Modenesi,R.E.Apolina´rio,M.I.Pereira,J.Mater.Process.Technol.99(2000)260–265.[6]A.Alsaran,Mater.Charact.49(2)(2002)171–177.[7]A.Molınarı,B.Tesı,T.Baccı,T.Marcu,Surf.Coat.Technol.140(2001)251–255.[8]H.Berns,A.Fischer,Mater.Charact.39(1997)499–527.[9]L.Prchlik,S.Sampath,J.Gutleber,G.Bancke,A.W.Ruff,Wear249(2001)1103–1115.[10]M.H.Korkut,O.Yılmaz,S.Buytoz,Surf.Coat.Technol.157(2002)5–13.[11]J.Khedkar,A.S.Khanna,K.M.Gupt,Wear205(1997)220–227.[12]S.Mridha,H.S.L.S.Ong Poh,P.Cheang,J.Mater.Process.Technol.113(2001)516–520.[13]D.Lou,J.Hellman,D.Luhulima,J.Liimatainen,V.K.Lin-droos,Mater.Sci.Eng.A340(2003)155–162.[14]J.Mateos,J.M.Cuetos,E.Fernandez,R.Vijande,Wear239(2000)274–281.[15]K.H.Lo,F.T.Cheng,H.C.Man,2003.Mater.Sci.Eng.A357,1–225168–180.[16]T.Sahraoui,N.E.Fenineche,G.Montavon,C.Coddet,Mater.Des.24(5)(2003)309–313.[17]Q.Yang,T.Senda,A.Ohmori,Wear254(1–2)(2003)23–34.S.Buytoz et al./Applied Surface Science252(2005)1313–1323 1322[18]D.A.Stewart,P.H.Shipway,D.G.McCartney,Wear225–229(2)(1999)789–798.[19]D.A.Stewart,P.H.Shipway,D.G.McCartney,Surf.Coat.Technol.105(1–2)(1998)13–24.[20]K.Nagarathnam,K.Komvopoulos,Metall.Mater.Trans.A26(1995)2131–2139.[21]G.V.Raynor,V.G.Rivlin,Inst.Met.(1988).[22]R.Zhou,D.Jiang,D.Lu,Wear255(2003)134–138.[23]H.Oh,S.Lee,J.Y.Jung,S.Ahn,Metall.Mater.Trans.32A(3)(2001)515–523.[24]Y.C.Zhua,C.X.Ding,K.Yukimurac,D.Xiao,P.R.Struttd,Ceram.Int.27(2001)669–674.S.Buytoz et al./Applied Surface Science252(2005)1313–13231323。