DNC SINMENS 840d系统操作
SINUMERIK-840D-系统调试

实验:SINUMERIK 840D 系统调试(X,Y,SP1)实验目的:1.掌握840D系统结构及硬件设备功能及硬件设备接口连接2.PLC和NC调试3.主轴调试4.回参考点及手轮配置5.840D优化及试运行4.报警编辑实验设备:➢硬件●PC(内置CP5512卡)、PROFIBUS-DP总线一根、●SINUMERIK 840D(PCU50.3 , 电源模块, NCU572.5单双轴驱动模块各一个)、●伺服电机3台(内置编码器);X-1FT6044 Endat cable 6FX5002-5EQY-1FT6044 Incre cable 6FX5002-2CASP-1PH6064 Incre➢软件—●HMI adv (PCU50.3)●STEP 7 V5.4 SP3●840D TOOLBOX-V6.5;实验步骤:1.硬件设备及连线1.1硬件设备外部设置1)电源模块(55KW)电源正常时只有yellow灯处于常亮状态。
2)NCU-572.5●48端子与9短接;●63,64端子<==>PLC的Q54.0; Q54.1连接[地址54在STEP7-Config中设置];NS1&NS2必须短接—本实验系统:63- Q54.064- Q54.1外部四个开关左上(red)—I54.1右上(red)—I54.3左下(green)—I54.2右下(green)—I54.4PLC 时序控制编程:3)611U1.2硬件设备连线1)PC & PCU & NCU2)611U与Motor611U的A1接口(底部后侧)和-X411接口连接电机1;A2 ……………………-X412……………….2.[注]:接反会有电机过温报警。
2.实验先前准备工作2.1安装STEP 7S7软件存在光盘上,并附带一张授权软盘。
S7软件可在WINDOWS环境下安装。
找到软件根目录,双击“SETUP.EXE”文件即可。
840D操作调试指南

840D操作指南1.激活软驱起动PCU→当出现提示“Press <F2>to Enter setup时”按“F2”键(水平第2个软键,不包括“↑”)→用上下方向键选择disktte A→按“→” 键(方向键右键) →用上下方向键找到“Floppy disk controller”选项→按“input”键,用上下方向键选择Enable→按“input”键。
→按“F10” 键(Menu select键)→按“→”(方向键右键)→选择YES→按“input”键。
2.中文安装1.起动PCU→当出现白色SINUMERIK时按“↓” 键→按“1” 键→按“input” 键→选择“1” →输入口令sunrise→按“input”键→选择“1” →按系统提示依次插入1~4号盘。
2.按“MENU SELECT”键→按“start up”键→按“MMC”键→按“Lange selset” 键→将第二语言选成中文→OK。
3.3.安装完HMI后出现IP地址报警的处理方法1.起动PCU当出现SINUMRIK时按“↓”键→按“input”键。
2.按系统提示选择“4”(Start windows)→按系统提示选择“1”(Standardwindows)。
C.输入口令“SUNRISE” →按“input”键近入windows。
D.用“TAB”键选中图标,用方向键选择图标。
用“TAB”键选择“Start”→按“input”键→用“↑”键选择“Settings” →按“input”键→选择“Control panel” →按“input”键→选择“Network” →按“input”键→用“TAB”键选择“Protocols” →按“input”键→选择“specify an IP address”→修改IP地址为192、168、0、30225、225、225、01、0、0、0→按“MENU”键关闭对话框→用“TAB”键选择“Start” 用“↓”键选择“shut pown” →选择重新起动计算机。
840D sl 调试之经验
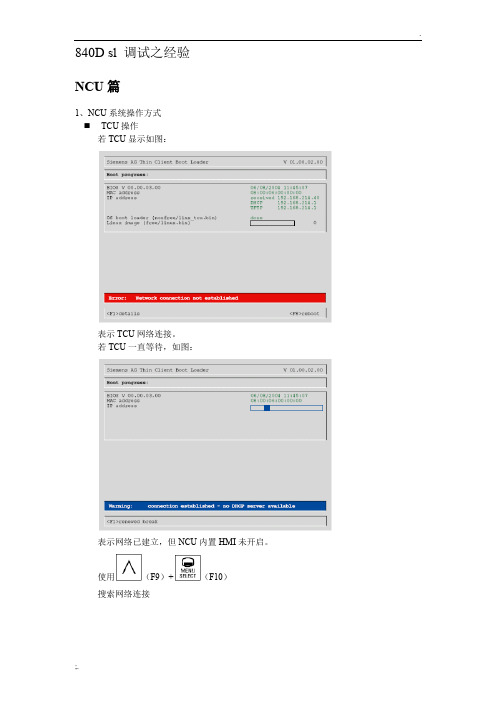
840D sl 调试之经验NCU篇1、NCU系统操作方式TCU操作若TCU显示如图:表示TCU网络连接。
若TCU一直等待,如图:表示网络已建立,但NCU内置HMI未开启。
使用(F9)+(F10)搜索网络连接连接NCU,必须使用外置的usb键盘(因要输入小写字符)。
用户名:manufact密码:SUNRISE登录后,进入NCU的终端窗口⏹WinSCP操作使用WinSCP登录NCU系统,使用命令终端窗口。
⏹VNCVIEW操作显示TCU或PCU50.3上的画面。
使用TCU操作时,可将TCU的画面显示在计算机上,也可直接在电脑上操作TCU。
或在无TCU情况下,直接连接NCU当作TCU来使用。
2、IP地址设定NCU上由三个以太网接口系统以太网接口-X120、工厂以太网接口-X130、调试以太网接口-X127。
默认的以太网接口的IP地址如下表:显示当前NCU以太网IP地址?终端窗口执行:sc show ip显示NCU系统以太网有关设定及当前各以太网端口地址。
3、修改NCU以太网IP设定系统原始的设置文件:/card/Siemens/system/etc/template-basesys.ini修改设置文件:/card/user/system/etc/basesys.ini根据系统硬件的配置不同,设定略作调整:⏹NCU+PCU50.3NCU->Basesys,ini ->Host name=NCU名称NCU->Basesys,ini ->SyncModeDHCPD_sysNet=ON_MASTERPCU50.3->system network->TCU->No boot support⏹NCU+PCU50.3+TCU根据需要TCU可以显示NCU内置的HMI,也可显示PCU50.3的画面。
通常若系统为多通道,则TCU、PCU50.3显示不同的通道。
若系统为单通道,TCU则作为辅助操作站,显示PCU50.3的操作画面。
SINUMERIK 840D数控系统
西门子SINUMERIK 840D数控系统的多轴加工重复循环及其在VERICUT中的实现一、前言西门子SINUMERIK 840D系统作为一个高端的数控系统,指令丰富,功能强大,被广泛应用到各类加工中心上。
该系统的宏指令(@代码)编程方式既是对标准编程指令集的补充,又极大地扩充了系统的编程指令,同时也极大地方便了用户的使用。
用户完全可以根据自身的需要,去编制简洁、实用、优化以及有针对性的程序,以实现各种功能。
产品零件的多轴加工,在这里我们主要是指应用4~5轴的加工方式实现对零件的加工。
实际工作中通常都使用标准的编程指令去编制程序,但有时我们也会碰到一些结构上比较有特点的零件,比如图1、图2所示的叶轮类的零件,这类零件的每一个叶片和流道只是在某个旋转轴上相差一个角度,如果将所有的加工轮廓都编制出来,显然是很不经济,也使得程序冗长。
相反只编制一个叶片和流道的加工轮廓,通过重复循环的方式去实现整个叶轮的加工,这样的零件加工程序简洁,结构才更加合理。
这种重复循环编程方式通过宏指令完全可以实现,在我们工厂里早已应用。
但是我们以前程序中所使用的某些宏指令在VERICUT软件中不起作用,无法实现完整的程序仿真。
经过对西门子SINUMERIK 840D系统标准编程指令、宏指令以及VERICUT软件本身的研究,我最终找到了即能被数控系统接受,又能在VERICUT软件中实现重复循环功能的方式。
以下就该数控系统的多轴加工重复循环问题以及如何在VERICUT中去实现的问题介绍一下我的处理方式,重点介绍数控系统和VERICUT软件都接受的方式。
图1叶轮类零件二、西门子SINUMERIK 840D数控系统常用的多轴加工重复循环西门子SINUMERIK 840D系统是开放式的数控系统,可以通过数据通道实现系统变量和外部R参数之间的相互传递,因此比较容易通过宏指令去实现重复循环的功能。
西门子SINUMERIK 840D系统中提供了程序分支和R参数到系统内存的数据传输以及算术功能的宏指令,我们通过@12X这种IF-THEN-ELSE指令或者@13X这种WHILE指令以及@100这种GOTO指令去实现多次的循环和程序的跳转,通过@430零点偏移输入指令或@432可编程零点偏移输入指令将程序分支中的相应R参数调入去实现加工轨迹的旋转,最终实现多轴加工的重复循环功能。
西门子 SINUMERIK 840D 手册

Further information is available on the Internet under: http://www.ad.siemens.de/sinumerik This document was produced with Interleaf V 7 The reproduction, transmission or use of this document or its contents is not permitted without express written authority. Offenders will be liable for damages. All rights, including rights created by patent grant or registration of a utility model or design, are reserved. ©Siemens AG 1994 - 2001 All rights reserved. 订货号 6FC5 297-6AC10-0RP1
• • • •
模块必须放置于可以传导的台面上(带 EESD 层的桌面,传导 ESD 泡沫,ESD 包装袋,ESD 运输箱) 。 不要把模块放置于显示屏、监视器或电视机旁(到银屏的最小距离为 10cm) 。 模块不可接触可带电的、高绝缘的材料,比如塑料鞋、绝缘台面或由化纤制成的服装。 只有在下列情况下才可以对模块进行测量: 测量仪器已经接地(比如,通过接地导体)或者 在用电位隔离的测量仪进行测量之前,给测量头短促放电(比如,接触一下控制系统外壳 裸露的金属外表) 。
合理使用 该设备只能在本手册中所规定的应用场合使用, 并且仅可以与西门子公司推荐或者同意使用的第三 方设备或部件一起使用。 联系人 如果在使用该手册时产生问题或疑问,请使用该手册封底所附的回执与西门子公司联系。
840D讲义第二讲

840D系统具有数控机床具有的自动、手动、 编程、回参考点、手动数据输入等功能。
· MDA: MDA跟自动方式差不多,只是它的 程序可以逐段输入,不一定是一个完整的 程序,它存在NCK里面一个固定的MDA缓 冲区里,可以把MDA缓冲区的程序存放在 程序目录里,也可以从程序区里调程序到 MDA缓冲区来.
6
840D系统具有数控机床具有的自动、手动、 编程、回参考点、手动数据输入等功能。
· REPOS:重定位功能,有时在程序自动执 行时需要停下来把刀具移开检测工件,然 后接着执行程序,需要重定位功能,操作方 法是在自动方式下暂停程序执行,转到手 动,移开相应的轴,要重新执行程序时,转到 重定位方式,按相应的轴移动按钮,回到程 序中断点,按启动键程序继续执行.注意在 这个过程中不能按复位键.
8
二.系统的连接与调试
9
(一)硬件的连接
1. SINUMERIK810D/840D系统的硬件连接从两方面 入手:] 其一,根据各自的接口要求,先将数控与驱动单元, MMC,PLC三部分分别连接正确: (1) 源模块X161种9,112,48的连接;驱动总线 和设备总线;最右边模块的终端电阻(数控与驱动单 元)。 (2)MMC及MCP的+24V电源千万注意极性(MMC)。 (3)PLC模块注意电源线的连接;同时注意SM的连接。 其二,将硬件的三大部分互相连接,连接时应注意: (1) PI和OPI总线接线一定要正确。 (2) CU或NCU与S7的IM模块连线。
2
840D系统具有数控机床具有的自动、手动、 编程、回参考点、手动数据输入等功能。
人机交换界面负责NC数据的输入和显示, 它由MMC和OP组成 MMC(Man Machine Communication)包括: OP(Operation panel)单元,MMC,MCP (Machine Control Panel)三部分。MMC实际上 就是一台计算机,有自己独立的CPU,还可以带 硬盘,带软驱;OP单元正是这台计算机的显示 器,而西门子MMC的控制软件也在这台计算机 中。
激光切割机操作说明,(西门子840D)
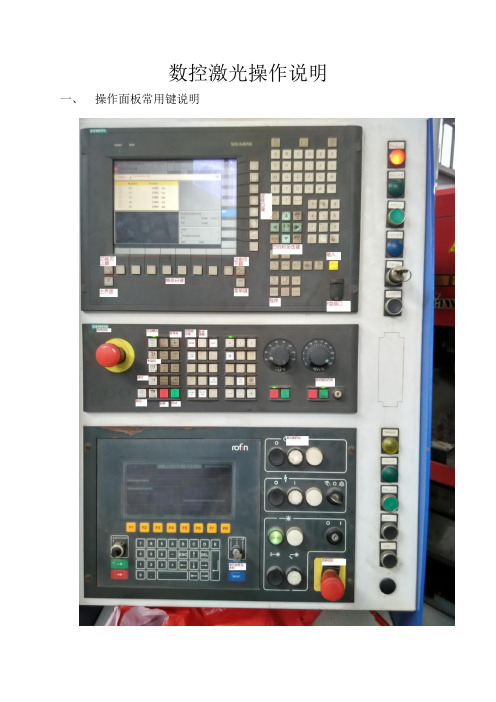
数控激光操作说明一、操作面板常用键说明二、开机1.稳压电源、电源箱、水冷机(小)、空气压缩机、氮气、(氧气需要用时打开)2.等待系统启动完成后松开系统和激光器的2个急停旋扭3.按下激光器面板右侧的屏蔽门信号按钮4.按下系统面板的复位键,之后按右上角的机床启动按钮,此时上方红色灯灭5.接着拧下方的交换使能钥匙,拧动大概20下左右直至交换台就绪的绿灯亮起,再按下交换禁止按钮、灯灭6.再次按下复位键,并按下进给旋钮启用按钮,之后按Home键,此时所有轴回参考点7.观察屏幕内各个轴左侧空心圆变为黑白格时,回参考点成功8.按下激光器启动按钮,按下系统复位键,若所有报警消失则开机动作完成三、关机1.依次按下菜单键、功能页下翻键、横排第8个白键(EXIT)、横排第7个白键(Exit)2.按下激光器关闭按钮3.按下系统和激光器上的2个急停按钮4.关闭电源箱电源、稳压电源箱电源水冷机(小),空气压缩机、氮气四、复制程序到系统1.插入U盘2.按下菜单键3.按下横排第4个白键(Services)4.在Data in(默认)界面中按下竖排第5个白键(Disk /Card),此时屏幕下方出现U盘中内容5.选择需要程序按下竖排第8个白键(Start),倘若系统内有同名程序此时会弹出询问是否覆盖对话框,选择右侧Yes all即可6.程序输入完成五、选择程序并执行1.按下面板上程序键(PROGRAM MANAGER)2.在Work-pieces界面内利用方向键选中待用程序后按下竖排第7个白键(Select)进行选择3.按下主界面按钮回到主界面,按下自动(Auto)按钮,此时可以看到显示屏右上角的程序名字,按下横排第7个白键(Correct program),可以看到所待加工程序的一些基本信息,核对无误后返回主界面,按开始键开始运行程序(需要按2次)PS:其他1.按下程序按钮,选择横排第2个白键(Part programs)可选择系统自带程序,第1个为清洗割嘴,第2-5为对焦点中心分别为工作台的四个角、一般情况下建议用第4个程序对焦2.对焦点中心方法:剪段透明胶带粘到割嘴上,选择程序后执行,程序结束后将胶布取下并观察胶布小孔是否在割嘴中心,若不在中心则调镜片上2个小孔内螺丝,直至调到中心3.根据切割不同板材、板厚时的焦点高度调整方法:依次按下菜单键、横排第2个白键(Parameter)、第7个白键(Yawei)、第8个白键(Technological Data),在Technological Data界面中根据镜片尺寸在对应的镜片后面输入数值,数值最小单位为0.14.激光器出现GASCHANGE IN MAX 24H报警为需要在24小时内换气,此报警在换气之后72小时后出现(无论激光器使用与否此时间都将累计),激光器换气为激光器内的6合一气体,此气体每96个小时需要换一次,否则激光器报警,无法工作,建议在96个小时前换气。
840D sl DNC实现操作方法
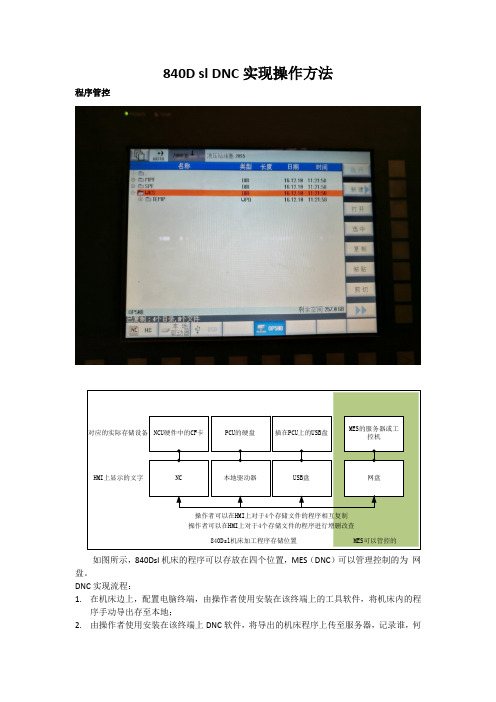
840D sl DNC实现操作方法程序管控如图所示,840Dsl机床的程序可以存放在四个位置,MES(DNC)可以管理控制的为网盘。
DNC实现流程:1.在机床边上,配置电脑终端,由操作者使用安装在该终端上的工具软件,将机床内的程序手动导出存至本地;2.由操作者使用安装在该终端上DNC软件,将导出的机床程序上传至服务器,记录谁,何时,上传,文件,DNC软件自动命名文件,进行统一管控;3.下传的流程,反之。
无法做到操作者在机床HMI上即可实现远程上传,下传程序;无法做到电脑终端之外的操作管控。
操作者说理解,因为HMI上没有办法登录MES/DNC用户,表示同意根据MES人员排班进行人员操作责任的跟踪。
我描述了目前AA线机床网盘内的程序是实时与机床内网盘目录下是一致的,操作者认为做到这步已比BB线需要人工导入的半自动要好。
所以在DNC开发完成后,我们也无法做到操作者在机床HMI上即可实现远程上传,下传程序;无法做到电脑终端之外的操作管控。
整理下具体的流程初步操作方法是这样:1.上传:操作者在HMI上,在非网盘的三个目录下,进行加工程序的修改,实际加工,试车验证无误后,在HMI上进行复制操作,将验证可用的程序复制到网盘目录下作为中转;2.网盘内按照每个机床的数控系统做文件夹。
例如,图中的SIEMENSOP50B。
3.DNC软件在监测到MES的服务器或工控机内有新文件出现,并且不是DNC软件自身的操作时,将该文件复制到中转网盘文件夹外的位置(暂时记为临时文件夹)进行存储,自动命名,例如OP50B(工位名)_19950325(修改时间)_MPF_SHIYAN(程序名)_1003(根据MES日历当天操作者ID);4.操作者(可以不是在HMI上操作的同一个人)在MES的服务器或工控机上,使用DNC软件,首先登陆自己的工号,进行确认上传,改名为,例如:OP50B_199503251638_MPF_SHIYAN_1003_199503251708(上传时间)_2004(确认上传者ID)上传成功后,文件进如最终的归档文件夹;5.下传,反之。
840D简明教程

第一节:对刀按键激活手动方式1.2.用手轮把刀架摇至工件合适位置,并用刀尖轻碰内孔壁或者外圆按键返回加工界面3.4.按屏幕下方“对刀”软键。
在出现的画面中用用切换选项方向键变换位置,(依次设置为G18加工平面,G500工件坐标系和T1D1号刀具)注:G17为XY平面,G18为XZ平面,G19为YZ平面车床为G18 G500为西门子系统默认工件坐标系轴位置输入当前工件的内孔或外圆直径,并按下X5.在键,使其生效并按下0键,抬升刀架,并轻碰工件上表面;在Z轴处输使其生效软键,即可完成对刀“确认”6.按屏幕右方说明:1.一定要搞清楚自己对的是哪一把刀,在其后的编程中调用它就可以了。
2.通过调整一把刀具的不同刀沿号或者不同的磨损值可以进行高效的粗精加工,并且无需修改程序,同时也更加容易保证精度。
(如何通过修改磨损保证精度见后页)西门子840D简明教程第二节:磨损值的调整与计算磨损值的意义在于它会沿+X方向或者-X方向按给定的数值发生偏移,以做到留下加工余量或者调节精度的作用。
几点常识:1.外圆应该留正的磨损值,内孔留负值2.西门子系统磨损值为单边的余量,即半径值(Fanuc为直径值)精加工磨损值的计算方法:(理想值—测量值)/2+当前磨损值=精加工磨损值范例:有一工件内径基本尺寸要求为500mm上偏差+0.06,下偏差0,预留了-0.5mm的磨损值,现测量得出实际尺寸为498.86mm,问磨损值应该改为多少?答:由提示得出此工件内孔的理想尺寸应为500.03mm,根据(理想值—测量值)/2+当前磨损值=精加工磨损值公式推出:(500.03-498.86)/2+(-0.5)=0.085所以最终磨损值应为0.085mm西门子840D简明教程第三节:程序的测试与模拟西门子840D具有强大的图形仿真及交互帮助能力。
通过仿真可以检验那些没有绝对把握的程序,并可以在系统的提示下,把程序修改正确,是非常好用的功能。
在模拟环境中机床是被锁住的,但屏幕坐标照常运动,并有形象的3D模拟加工动画。
840D机床的常用操作 01
CNC机床SIEMENS840D的常用操作1.系统关机2.查看报警内容3.语言切换4.切换密码等级5.PLC信号状态诊断6.NC数据备份7.NC备份文件里的内容1.为了避免系统数据丢失,SIEMENS840D在关机时不要直接关闭电源,先从操作屏幕里退出。
(1).按“MENU SELECT”在主界面下,按右扩展键“>”,直到出现“EXIT”。
(2).按“EXIT”键,系统会自动进行关机,直到屏幕显示如下内容,才可以关闭总电源。
2.查看报警内容,(1).按“MENU SELECT”键和“MACHINE”键,再按“DIAGNOSIS”键,(2).你可以查看“Alarms”和“Messages”栏里的报警内容,以及“Alarm log”里的报警记录。
3.如果你需要切换语言,在主界面(按“MENU SELECT”键和“MACHINE”键,)按“Start-up”键,用“Change language”键进行切换。
4.在此界面可以看到你的权限“是Keyswitch position 3”,你可以通过输入“Password”以达到你所需的级别。
5.在“Alarms”界面,按“PLC Status”键,在此对画框中,可以查询到PLC输入输出点的状态。
6. NC data的Backup,(1).按“MENU SELECT”键和“MACHINE”键,得到以下界面:(2).按“Services”对应的软键,再按右扩展键“>”,直到出现“Series start-up”,在“Archive contents”的对话框中选择“NC, With compensation data”,并在Archive Name栏里写入文件名。
再按右侧的“Archive”软键。
(3).备份开始,大约几分钟。
(依据内容大小,所需时间不同)。
中途可以按“Archive Stop”停止备份工作。
(4).备份结束后,在“Manage data”界面的“Archive”文件夹中找到备份的文件。
840D操作

一、一.840D系统操作l SINUMERIK840D/810D或SINUMERIK FM-NC是机床的CNC控制系统,可以通过CNC控制系统的操作面板执行下列基本功能:·开发和修改零件程序·执行零件程序·手动控制·读入/读出零件程序和数据·编辑程序数据·报警显示和取消报警·编辑机床数据·在一个MMC或几个MMC之间或一个NC或几个NC之间建立通信链接(M:N,m-MMC装置和n-NCK/PLC装置)用户接口包括:·显示元件,如监测器,LED等;·操作元件,如键,开关,手伦等。
ql 840D系统具有数控机床具有的自动、手动、编程、回参考点、手动数据输入等功能。
·手动:手动主要用来调整机床,手动有连续手动和步进手动,有时为了需要走特定长度时,可以选择变量INC方式,输入要运行的长度即可.·自动: 840D的程序一般来讲是在NCK的RAM里执行,所以对MMC103或PCU50来讲,需要先把程序装载到NCK里,但对于特别长的程序,可以选择在硬盘里执行,具体操作方法为:选择加工,程序概要,用光标选择要执行的程序,选择从硬盘执行既可.在自动方式下,如果MMC装有SINDNC软件,还可以从网络硬盘上执行程序.·MDA: MDA跟自动方式差不多,只是它的程序可以逐段输入,不一定是一个完整的程序,它存在NCK里面一个固定的MDA缓冲区里,可以把MDA缓冲区的程序存放在程序目录里,也可以从程序区里调程序到MDA缓冲区来.·REPOS:重定位功能,有时在程序自动执行时需要停下来把刀具移开检测工件,然后接着执行程序,需要重定位功能,操作方法是在自动方式下暂停程序执行,转到手动,移开相应的轴,要重新执行程序时,转到重定位方式,按相应的轴移动按钮,回到程序中断点,按启动键程序继续执行.注意在这个过程中不能按复位键.·程序模拟:840D支持在程序正式运行前进行图形模拟,以减少程序的故障率,但由于MMC系统的不同,模拟的方法不一样,在MMC103上,程序模拟完全在MMC上执行,故模拟中不会对NCK产生影响,但在MMC100.2上,程序模拟在NCK里面执行,与程序实际执行情况一样,因此在模拟前务必要选择程序测试,如果还要提高模拟速度,还可以选择空运行.二.系统的连接与调试(一)硬件的连接1. SINUMERIK810D/840D系统的硬件连接从两方面入手:]其一,根据各自的接口要求,先将数控与驱动单元,MMC,PLC三部分分别连接正确:(1)源模块X161种9,112,48的连接;驱动总线和设备总线;最右边模块的终端电阻(数控与驱动单元)。
SINUMERIK 840Dsl DNC(网卡-逻辑驱动)操作指南
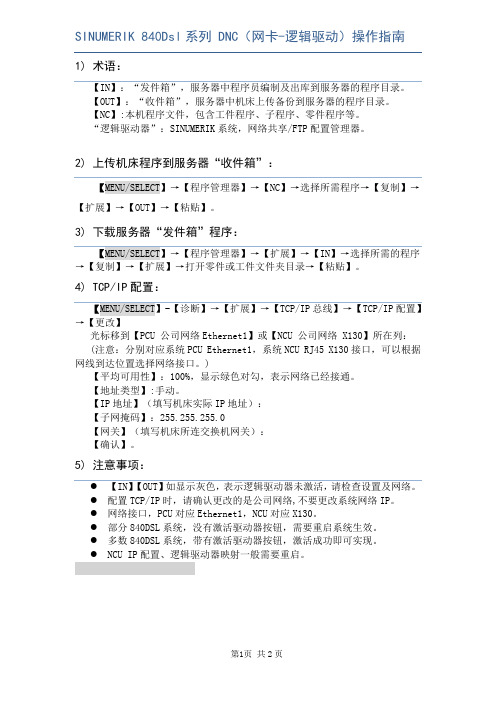
SINUMERIK 840Dsl系列 DNC(网卡-逻辑驱动)操作指南1)术语:【IN】:“发件箱”,服务器中程序员编制及出库到服务器的程序目录。
【OUT】:“收件箱”,服务器中机床上传备份到服务器的程序目录。
【NC】:本机程序文件,包含工件程序、子程序、零件程序等。
“逻辑驱动器”:SINUMERIK系统,网络共享/FTP配置管理器。
2)上传机床程序到服务器“收件箱”:【MENU/SELECT】→【程序管理器】→【NC】→选择所需程序→【复制】→【扩展】→【OUT】→【粘贴】。
3)下载服务器“发件箱”程序:→【复制】→【扩展】→打开零件或工件文件夹目录→【粘贴】。
4)TCP/IP配置:→【更改】光标移到【PCU 公司网络Ethernet1】或【NCU 公司网络 X130】所在列:(注意:分别对应系统PCU Ethernet1,系统NCU RJ45 X130接口,可以根据网线到达位置选择网络接口。
)【平均可用性】:100%,显示绿色对勾,表示网络已经接通。
【地址类型】:手动。
【IP地址】(填写机床实际IP地址):【子网掩码】:255.255.255.0【网关】(填写机床所连交换机网关):【确认】。
5)注意事项:●【IN】【OUT】如显示灰色,表示逻辑驱动器未激活,请检查设置及网络。
●配置TCP/IP时,请确认更改的是公司网络,不要更改系统网络IP。
●网络接口,PCU对应Ethernet1,NCU对应X130。
●部分840DSL系统,没有激活驱动器按钮,需要重启系统生效。
●多数840DSL系统,带有激活驱动器按钮,激活成功即可实现。
●NCU IP配置、逻辑驱动器映射一般需要重启。
SINUMERIK 840D solution line系统参数设置1.公司网络IP设置→【更改】光标移到【PCU 公司网络ETH1】或【NCU 公司网络 X130】所在列:(注意:分别对应系统PCU Ethernet1,系统NCU RJ45 X130接口,可以根据网线到达位置选择网络接口。
SINUMERIK-840D-系统调试

实验:SINUMERIK 840D 系统调试(X,Y,SP1)实验目的:1.掌握840D系统结构及硬件设备功能及硬件设备接口连接2.PLC和NC调试3.主轴调试4.回参考点及手轮配置5.840D优化及试运行4.报警编辑实验设备:➢硬件●PC(内置CP5512卡)、PROFIBUS-DP总线一根、●SINUMERIK 840D(PCU50.3 , 电源模块, NCU572.5单双轴驱动模块各一个)、●伺服电机3台(内置编码器);X-1FT6044 Endat cable 6FX5002-5EQY-1FT6044 Incre cable 6FX5002-2CASP-1PH6064 Incre➢软件—●HMI adv (PCU50.3)●STEP 7 V5.4 SP3●840D TOOLBOX-V6.5;实验步骤:1.硬件设备及连线1.1硬件设备外部设置1)电源模块(55KW)电源正常时只有yellow灯处于常亮状态。
2)NCU-572.5●48端子与9短接;●63,64端子<==>PLC的Q54.0; Q54.1连接[地址54在STEP7-Config中设置];●NS1&NS2必须短接—本实验系统:63- Q54.064- Q54.1外部四个开关左上(red)—I54.1右上(red)—I54.3左下(green)—I54.2右下(green)—I54.4PLC 时序控制编程:3)611U1.2硬件设备连线1)PC & PCU & NCU2)611U与Motor611U的A1接口(底部后侧)和-X411接口连接电机1;A2 ……………………-X412……………….2.[注]:接反会有电机过温报警。
2.实验先前准备工作2.1安装STEP 7S7软件存在光盘上,并附带一张授权软盘。
S7软件可在WINDOWS环境下安装。
找到软件根目录,双击“SETUP.EXE”文件即可。
siemens 840D NCU配置手册教程

电缆定义 定义: 信号电缆(比如): - 数据电缆(MPI,传感器,等等) - 二进制输入、输出 - 急停开关电缆 负载电缆(比如): - 低压电源电缆(230VAC,+24VDCetc.) - 接触器馈电线(初级电路和次级电路)
参考: /EMV/,EMC 安装指南
安装规则
为了保证整个系统达到最大可能的抗干扰能力(控制器,功 率部分,机 床),必须遵守以下的 EMC规则:
的结构形式设计。数字化模块安装在NCU572/573 的左侧。 用一起提供的电缆把数字化模块与NCU 相连。通过数字 化模块使NCU 插头X130A(RS422)到X341。DC Link 和设备总线也必须已经连接。 Link接口的安装
Link 接口安装在ISA 适配器中,建立到MMC102/103 的连接。
两个开槽螺钉(1)必须紧固(参见图3-3),确保符合 EMC 要求,并具有必要的抗震性。
电池/风扇插件盒与NCU 盒一起提供,并已安装在NCU 盒 中。
图3-3 在NCU 盒中安装NCU CPU
3.3 数字化部件的结构和安装
图3-6 数字化部件的结构
硬件要求
? MMC102/103 ? ISA 适配器 ? Link 接口 ? 数字化模块 ? 用于数字化的NCU572/573 ? 从数字化模块(X422)到Link 接口的连接电缆: ? 6FX2002-1DA01-1□□0,长度小于等于50m(也可参见图3-6)。 ? 探头(比如RenishawSP2-1) ? 激光探头和激光控制单元 ? (比如Wolf&Beck/BCT 的OTM 系列) ? 从探头到数字化模块(X411)的连接电缆: ? 6FX2002-1DB01-1□□0,长度小于等于25m(也可参见图3-6)。 ? 连接电缆
840D调试简明步骤(DYS)
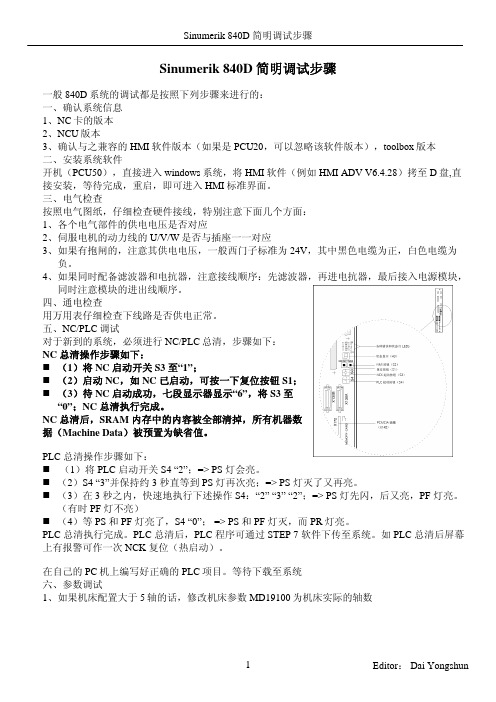
Sinumerik 840D 简明调试步骤一般840D系统的调试都是按照下列步骤来进行的:一、确认系统信息1、NC卡的版本2、NCU版本3、确认与之兼容的HMI软件版本(如果是PCU20,可以忽略该软件版本),toolbox版本二、安装系统软件开机(PCU50),直接进入windows系统,将HMI软件(例如HMI ADV V6.4.28)拷至D盘,直接安装,等待完成,重启,即可进入HMI标准界面。
三、电气检查按照电气图纸,仔细检查硬件接线,特别注意下面几个方面:1、各个电气部件的供电电压是否对应2、伺服电机的动力线的U/V/W是否与插座一一对应3、如果有抱闸的,注意其供电电压,一般西门子标准为24V,其中黑色电缆为正,白色电缆为负。
4、如果同时配备滤波器和电抗器,注意接线顺序:先滤波器,再进电抗器,最后接入电源模块,同时注意模块的进出线顺序。
四、通电检查用万用表仔细检查下线路是否供电正常。
五、NC/PLC调试对于新到的系统,必须进行NC/PLC总清,步骤如下:NC 总清操作步骤如下:(1)将NC 启动开关 S3 至“1”;(2)启动NC,如NC 已启动,可按一下复位按钮S1;(3)待NC 启动成功,七段显示器显示“6”,将S3 至“0”;NC 总清执行完成。
NC 总清后,SRAM 内存中的内容被全部清掉,所有机器数据(Machine Data)被预置为缺省值。
PLC 总清操作步骤如下:(1)将PLC 启动开关S4 “2”;=> PS 灯会亮。
(2)S4 “3”并保持约3 秒直等到PS 灯再次亮;=> PS 灯灭了又再亮。
(3)在3 秒之内,快速地执行下述操作S4:“2” “3” “2”;=> PS 灯先闪,后又亮,PF 灯亮。
(有时PF 灯不亮)(4)等PS 和PF 灯亮了,S4 “0”; => PS 和PF 灯灭,而PR 灯亮。
PLC 总清执行完成。
PLC 总清后,PLC 程序可通过STEP 7 软件下传至系统。
840D调试步骤及部分注意点

1.将PCU硬盘旋钮旋至OPERATING位置,激活硬盘。
2.如系统未装HMI界面,通过USB将HMI界面安装软件传入系统,并安装。
3.进入HMI界面后,进入菜单-调试---HMI---选择中文。
4.如驱动启动后,NCU状态灯显示为3(或者无法总清,有可能PC卡中未写入软件), PC卡为空卡,通过CardWare写入软件(电脑必须标配PC卡插槽,否则软件无法使用),然后安装对应版本的工具盘(PLC库文件)。
5.插入PC卡后,进行NCK和PLC总清,最上面两个绿灯亮后,总清完成。
6.接下来可以通过适配器将电脑连接NCU进行PLC编辑调试了。
7.参数14504、14506、14508(分别对应14510、14512、14514的个数)可先设好以备PLC使用。
8.PLC初步调试后,开始配置驱动器,进入菜单-调试---驱动配置---选择功率模块(主轴为ARM,进给轴为SRM)。
激活轴参数30130和30200、30240、38000(螺距补偿最大点数,此参数一定要先设好,如果后设此参数的话,内存要重新分配,驱动数据和加工程序等会丢失)后NCK重启即可配置驱动数据,进入菜单-调试---驱动数据---电机控制器---电机选择…9.各个轴动作后,如配的是西门子的迷你手轮,手轮摇时,界面轴+-交替变换,脉冲不正常时,可将手轮盒内前四个短接片断开试试(参见DoconCD)。
VB可监控手轮脉冲。
10.轴自动优化,在调试---最佳化测试---自动控制设置,不带PLC,监控:激活,上限:200,下限:-200,上限和下限的数值在绝对位置两边,设置方式:速度控制器:标准设置, Z轴优化时抱闸要打开11.如何进入Windows 界面,开机后当画面出现840D POWERLINE右下角有V08-06-00-02这样的版本号时,马上按数字3,选择 DESKTOP在对话框内输入NAME: AUDUSER、PASSWORD: SUNRISE 切换到 OK12.报警文本:系统F:\dh\\(中文)(英文) 在电脑中编辑时将后缀com改为txt格式,然后再改为com传回到系统中。
激光切割机操作说明,(西门子840D)
数控激光操作说明一、操作面板常用键说明二、开机1.稳压电源、电源箱、水冷机(小)、空气压缩机、氮气、(氧气需要用时打开)2.等待系统启动完成后松开系统和激光器的2个急停旋扭3.按下激光器面板右侧的屏蔽门信号按钮4.按下系统面板的复位键,之后按右上角的机床启动按钮,此时上方红色灯灭5.接着拧下方的交换使能钥匙,拧动大概20下左右直至交换台就绪的绿灯亮起,再按下交换禁止按钮、灯灭6.再次按下复位键,并按下进给旋钮启用按钮,之后按Home键,此时所有轴回参考点7.观察屏幕内各个轴左侧空心圆变为黑白格时,回参考点成功8.按下激光器启动按钮,按下系统复位键,若所有报警消失则开机动作完成三、关机1.依次按下菜单键、功能页下翻键、横排第8个白键(EXIT)、横排第7个白键(Exit)2.按下激光器关闭按钮3.按下系统和激光器上的2个急停按钮4.关闭电源箱电源、稳压电源箱电源水冷机(小),空气压缩机、氮气四、复制程序到系统1.插入U盘2.按下菜单键3.按下横排第4个白键(Services)4.在Data in(默认)界面中按下竖排第5个白键(Disk /Card),此时屏幕下方出现U盘中内容5.选择需要程序按下竖排第8个白键(Start),倘若系统内有同名程序此时会弹出询问是否覆盖对话框,选择右侧Yes all即可6.程序输入完成五、选择程序并执行1.按下面板上程序键(PROGRAM MANAGER)2.在Work-pieces界面内利用方向键选中待用程序后按下竖排第7个白键(Select)进行选择3.按下主界面按钮回到主界面,按下自动(Auto)按钮,此时可以看到显示屏右上角的程序名字,按下横排第7个白键(Correct program),可以看到所待加工程序的一些基本信息,核对无误后返回主界面,按开始键开始运行程序(需要按2次)PS:其他1.按下程序按钮,选择横排第2个白键(Part programs)可选择系统自带程序,第1个为清洗割嘴,第2-5为对焦点中心分别为工作台的四个角、一般情况下建议用第4个程序对焦2.对焦点中心方法:剪段透明胶带粘到割嘴上,选择程序后执行,程序结束后将胶布取下并观察胶布小孔是否在割嘴中心,若不在中心则调镜片上2个小孔内螺丝,直至调到中心3.根据切割不同板材、板厚时的焦点高度调整方法:依次按下菜单键、横排第2个白键(Parameter)、第7个白键(Yawei)、第8个白键(Technological Data),在Technological Data界面中根据镜片尺寸在对应的镜片后面输入数值,数值最小单位为0.14.激光器出现GASCHANGE IN MAX 24H报警为需要在24小时内换气,此报警在换气之后72小时后出现(无论激光器使用与否此时间都将累计),激光器换气为激光器内的6合一气体,此气体每96个小时需要换一次,否则激光器报警,无法工作,建议在96个小时前换气。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、适应SINMENS系统
二、传输说明
1、加工程序的输出程序NC PC
1)进入通讯界面界面。
SINMENS机床操作步骤: 点击屏幕下面软键“显示”,显示机床程序列表目录,进入服务-选择加工程序,选择数据输出-光标选择要输出程序–屏幕下面软键“输出启动”,程序将保存到DNC 服务器中。
2、加工程序的输入程序PC NC
1)编辑DNC程序
O8001 (最前面是字母O)
M-**** (****代表程序号)
2)输出程序DNC(参照1中加工程序的输出)
3)输入加工程序。
输出完成DNC,屏幕下面软键“输入启动”。
10)在DIR中查看电脑加工程序目录。
%_N_TEST_MPF
;$PATH=/_N_MPF_DIR
G0Z150
G0Z150M09M5 M30 西门子标准程序头,其中红色部分为程序名
程序结尾。