金属切削加工中切削液的选用和维护
切削液的常见问题和解决方案

切削液是在金属切削和加工过程中广泛使用的工业液体,它具有冷却、润滑、清洁和切屑排除等多种功能。
然而,在实际应用中,切削液也会面临一些常见问题,这些问题可能会影响到加工质量、工具寿命以及生产效率。
为了解决这些问题,需要对切削液的使用和维护进行合理管理。
以下是切削液的常见问题及相应的解决方案。
### 常见问题一:切削液温度过高切削液温度过高可能导致切削液的性能下降,加工件热变形,工具寿命缩短,甚至影响工件表面质量。
**解决方案:**1. **选择适当的切削液:** 不同类型的切削液对温度的抵抗能力不同,选择适合加工要求的切削液;2. **提高切削液流量:** 增加切削液的流量可以有效带走热量;3. **使用冷却设备:** 在切削过程中使用冷却设备,如冷却管或冷却系统,降低切削液温度。
### 常见问题二:切削液污染切削液在使用过程中会受到金属屑、油污、微生物等污染,导致切削液性能下降,产生异味,甚至对操作人员健康有影响。
**解决方案:**1. **定期更换切削液:** 按照生产工艺和使用情况,定期更换切削液;2. **使用过滤设备:** 安装过滤设备,过滤切削液中的杂质;3. **加强切削液维护:** 定期清理切削液槽,防止污染物积聚。
### 常见问题三:切削液泡沫过多切削液泡沫的过多会导致液位不稳定,影响切削液的性能,甚至引起泡沫溢出。
**解决方案:**1. **使用抗泡剂:** 添加抗泡剂来抑制切削液的泡沫生成;2. **调整切削液浓度:** 适量减少切削液的浓度,降低泡沫的生成倾向;3. **增加泡沫抑制设备:** 在切削液槽中安装泡沫抑制设备,减少泡沫的产生。
### 常见问题四:切削液pH值过高或过低切削液的pH值是影响其性能的关键因素,过高或过低都会导致切削液的腐蚀性增强,从而影响加工质量。
**解决方案:**1. **定期监测pH值:** 使用pH试纸或专业测试仪器定期监测切削液的pH值;2. **调整切削液配比:** 根据监测结果适当调整切削液的浓度;3. **添加pH调节剂:** 在切削液中添加pH调节剂,维持适当的酸碱平衡。
怎样选用切削液
怎样选用切削液1、安全性切削液对人体和环境应该是安全的,当人体与切削液接触了切削液以后,不会造成皮肤、眼睛等的伤害,应该是易于清洗的。
大品牌的切削液,操作人员的不同生理反应会影响到他对切削液的评价,做过科学的生理影响评价。
工人在生产过程中,会频繁接触到切削液,不良的切削液可能对人体皮肤的刺激严重,造成手部皮肤发红、瘙痒、接触性皮炎和蜕皮。
长期的接触到有毒性成分的切削液,有毒物质从人体的皮肤吸收,导致慢性中毒。
故在使用金属切削液时企业应选用安全、无毒和高性能的切削液。
2、冷却性液体都会具有冷却的作用,但是良好的切削液能够有更好的效果,由于刀-屑界面的温度与刀具寿命有很好的相关性,要从刀具工作热电偶等技术角度来分析设计切削液。
3、表面粗糙度切削液对加工表面的质量影响很大,作用的机理也是多方面的。
在实际使用中,这一项性能指标是能够较直观地观察和采用对比试验的方式来判定的。
4、刀具寿命因为影响刀具寿命的因素很多,采用刀具寿命评价切削液性能时,存在的主要问题是实验室的试验结果与工厂所测数据间的常常差异很大。
若在同一特定加工条件下对几种切削液进行评价则会有可信的结果,但是企业往往不会认真来做这样的事情,因为要花费很多的时间,也需要成本。
5、润滑效果切削液都具有一定的润滑行,即使我们使用手感也是很明显的。
润滑效率是能够测定的,切削液的润滑作用降低了切削力,通过测定力的变化可计算切削液的润精效率。
在企业中我们往往不会去直接测量,但是有经验的加工者往往会有直观的感受。
6、稳定性切削液应该具有良好的稳定性,不会很快变质、发臭、生霉菌。
腐败变质的切削液,效果会降低,对设备会有伤害,对使用者的健康会有不利影响。
使用中发现腐败现象,要及时更换,更换时对设备有清洗,因为腐败是会传播的。
7、防护性是指切削液对设备、工具、零件的有效防护作用。
切削液不应对对设备、工具、零件等有腐蚀作用,还应该有一定的防锈效果。
经常能够看到,有的零件,因为使用的切削液不恰当,搁置几分钟就会产生腐蚀痕迹,而有的切削液使用以后,放置十几天甚至几十天也不会腐蚀零件。
金属切削液的基本知识
金属切削的基本知识切削液的配比(1)苏打水苏打(无水碳酸钠):1% 亚硝酸钠:0.25%---0.6% 水:余量将上述物质,加以3---4倍质量的热水(水温40---50度),搅拌3---5分钟,再加入剩余质量的水,再搅拌5分钟。
优点:冷却性能好,防腐蚀作用,良好的洗涤性,成本低(2)乳化液取1.5%---2.5%左右的乳化油,先用少量的温水融化,然后倒入储有足量水的水箱中即可。
但要求有较高的防锈,防腐蚀性能时,加入苏打和亚硝酸钠各0.2%左右。
优点:具有良好的冷却性能和润滑性能,有防腐蚀作用。
常用刀具材料有碳素工具钢、合金工具钢、高速钢、硬质合金等。
(1) 碳素工具钢(如T10、T12A)及合金工具钢(如9SiCr)特点是淬火硬度较高,价廉。
但耐热性能较差,淬火时易产生变形,通常只用于手工工具及形状较简单、切削速度较低的刀具。
(2) 高速钢高速钢是含有较多W、Mo、Cr、V 等元素的高合金工具钢。
高速钢具有较高的硬度(热处理硬度可达HRC62-67)和耐热性(切削温度可达500-600°C)。
它可以加工铁碳合金、非铁金属、高温合金等广泛的材料。
高速钢具有高的强度和韧性,抗冲击振动的能力较强,适宜制造各类刀具。
但因耐热温度较硬质合金低,故不能用于高速切削。
常用牌号分别是W18Cr4V和W6Mo5Cr4V2等。
(3) 硬质合金硬质合金是在高温下烧结而成的粉末冶金制品。
具有较的硬度(70~175HRC),能耐850℃~1000℃的高温,具有良好的耐磨性和耐热性以及高硬度。
因而其切削速度比高速钢刀锯提高2到3倍,主要用于高速切削,但其强度、韧性和工艺性不如高速钢,因此通常将硬质合金焊接或机械夹固在刀体(刀柄)上使用(如硬质合金车刀)。
常用的硬质合金有钨钴类(YG类)、钨钛钴类(YT类)和钨钛钽(铌)类硬质合金(YW类)三类。
① 钨钴类硬质合金(YG类) YG类硬质合金主要由WC和Co组成, YG类硬质合金的抗弯强度和冲击韧性较好,不易崩刃,很适宜切削切屑呈崩碎状的铸铁等脆性材料。
金属切削液

金属切削液在金属切削、磨削加工过程中具有相当重要的作用。
实践证明,选用合适的金属切削液,能降低切削温度60~150℃,降低表面粗糙度,1~2级,减少切削阻力15~30%,成倍地提高刀具和砂轮的使用寿命。
并能把铁屑和灰末从切削区冲走,因而提高了生产效率和产品质量。
故它在机械加工中应用极为广泛.切削液应具备以下几方面的作用:冷却作用在工件切削加工过程中,能及时而迅速的降低切削区的温度,即降低通常因摩擦引起的温升、冷却也影响切削效率,切削质量及刀具寿命。
润滑作用能减少切削刀具与工件间摩擦。
润滑液能浸润到刀具与工件及其切屑之间,减少摩擦和粘结,降低切削阻力,保证切削质量,延长刀具寿命。
洗涤作用使切屑或磨料粒子被冲洗而离开刀具和工件的加工区,以防它们相互粘结及粘附在工件、刀具和机床上妨碍防锈作用应有一定的防锈性能,防止工件和机床生锈。
如提高防锈性能,还可部分取代工序间防锈。
上述的冷却、润滑、洗涤、防锈四个性能不是完全孤立的,它们有统一的方面,又有对立方面。
如切削油的润滑、防锈性能较好,但冷却、清洗性能差;水溶液的冷却、洗涤性能较好,但润滑、和防锈性能差。
因此,在选用切削液时要全面权衡利弊切削液在使用过程中出现的问题及其对策?切削液由于有冷却、润滑、清洗和防锈等功能,被广泛地应用在切削加工中。
切削液在使用中经常出现变质发臭、腐蚀、产生泡沫、使用操作者皮肤过敏等问题,下面结合我们工作中的实际经验,总结切削液使用中的问题及其对策。
(一)切削液变质发臭的问题切削液变质发臭的主要原因是:切削液中含有大量细菌,切削液中的细菌主要有耗氧菌和厌氧菌。
耗氧菌生活在有矿物质的环境中,如水、切削液的浓缩液和机床漏出的油中,在有氧条件下,每 20~30min分裂为二。
而厌氧菌生存在没有氧气的环境中,每小时分裂为二,代谢释放出SO2,有臭鸡蛋味,切削液变黑。
当切削液中的细菌大于106时,切削液就会变臭。
1、细菌主要通过以下渠道进入到切削液中:1)配制过程中有细菌侵入,如配制切削液的水中有细菌。
切削液使用注意事项

切削液使用注意事项切削液是在机械加工过程中起到冷却、润滑和清洁作用的液体。
正确使用切削液可以提高加工效率、延长刀具寿命,并且保证加工表面质量。
以下是关于切削液使用的一些注意事项。
1. 选择合适的切削液不同的切削液适用于不同的加工材料和加工方式。
一般来说,切削液可以分为水溶性切削液和油溶性切削液两类。
水溶性切削液适用于大多数金属材料的加工,而油溶性切削液适用于特殊材料或特殊加工方式。
在选择切削液时,要考虑到加工材料、加工方式、刀具类型和润滑要求等因素。
2. 正确调配切削液切削液的浓度和pH值对加工效果和切削液的寿命有着重要影响。
一般来说,切削液的浓度过低会导致润滑效果不佳,切削液的浓度过高则会增加成本并可能导致切削液泡沫过多。
调配切削液时,应按照切削液供应商提供的配方和使用说明进行操作,并定期检测切削液的浓度和pH值,确保其在合适的范围内。
3. 控制切削液的温度切削液的温度对加工效果和切削液寿命有着重要影响。
切削液的温度过高会导致刀具磨损加剧和加工表面质量下降,切削液的温度过低会影响切削液的润滑效果。
因此,在使用切削液时,要采取措施控制切削液的温度,如使用冷却装置或适当增加切削液供给量。
4. 定期清洗切削液系统切削液系统中容易积聚切屑、沉淀物和细菌等污染物,长期积累会导致切削液的质量下降。
因此,需要定期清洗切削液系统,清除积聚的污染物,并更换新的切削液。
清洗切削液系统时,要注意选择合适的清洗剂,并按照清洗剂供应商提供的使用说明进行操作。
5. 保持切削液的清洁切削液的清洁度对加工效果和切削液寿命有着重要影响。
切削液中的杂质和污染物会导致刀具磨损加快和加工表面质量下降。
因此,在使用切削液时,要保持工作环境的清洁,并采取措施防止切削液受到外界污染,如使用密封容器存储切削液、避免切削液与废液混合等。
6. 定期检测切削液质量切削液的质量直接影响加工效果和切削液的寿命。
因此,需要定期检测切削液的质量,如测量切削液的浓度和pH值、检测切削液中的杂质和污染物等。
切削液及其选用

切削液及其选用一、前言合理选用冷却润滑液,可以有效地减小切削过程中的摩擦,改善散热条件,而降低切削力,切削温度和刀具磨损,提高刀具耐用度,切削效率和已加工表面质量及降低产品的加工成本。
随着科学技术和机械加工工业的不断发展,特别足大量的难切削材料的应用和对产品零件加工质量要求越来越高,这就给切削加工带来了难题。
为了使这些难题获得解决,除合理选择别的切削条件外,合理选择切削液也尤为重要。
二.切削液的分类1.水溶液:其主要成分是水。
由于水的导热系数是油的导热系数三倍,所以它的冷却性能好。
在其中加入一定量的防锈和汕性添加剂,还能起到一定的防锈和润滑作用。
2.乳化液:(1)普通乳化液:它是由防锈剂,乳化剂和矿物油配制而成。
清洗和冷却性能好,兼有防锈和润滑性能。
(2)防锈乳化液:在普通乳化液中,加入大量的防锈剂,其作用同上,用于防锈要求严格的工序和气候潮湿的地区。
(3)极压乳化液:在乳化液中,添加含硫,磷,氯的极压添加剂,能在切削时的高温,高压下形成吸附膜,起润滑作用。
3.切削油:(1)矿物油:有5#、7#、10#、20#、30#机械油和柴油,煤油等,适用于一般润滑。
(2)动,植油及复合油:有豆油、菜子油、棉子油、蓖麻油、猪油等。
复合油是将动、植、矿三种油混合而成。
它具有良好地边界润滑。
(3)极压切削油:它是以矿物油为基础,加入油性,极压添加剂和防锈剂而成。
具有动,植物油良好地润滑性能和极压润滑性能。
三.切削液的作用1.冷却作用:它可以降低切削温度,提高刀具耐用度和减小工件热变形,保证加工质量。
一般的情况下,可降低切削温度50~150℃。
2.润滑作用:可以减小切屑与前刀面,工件与刀具后刀面的摩擦,以降低切削力,切削热和限制积屑瘤和鳞刺的产生。
一般的切削油在200℃左右就失去润滑能力。
如加入极压添加剂,就可以在高温(600~1000℃)、高压(1470~1960MPa)条件下起润滑作用。
这种润滑叫做极压润滑。
切削液的使用与维护细则
切削液的使用与维护细则切削液是一种广泛应用于金属加工过程中的液体,在机械加工中起着冷却、润滑、清洁、防锈、降解摩擦和切屑排除等多种作用。
为了保证切削液的有效使用和维护,需要遵循一定的细则。
一、正确选择切削液在选择切削液时,要根据加工材料、切削工艺、加工环境等因素综合考虑。
一般可以选择水溶性切削液、冷却剂和润滑油等,具体选择要根据工件材料和切削工艺的不同。
二、适当的浓度控制切削液的浓度直接影响到其性能的发挥。
浓度过高容易造成切削液成本增加、泡沫、腐蚀等问题;浓度过低则可能影响切削效果和切削液的防护功能。
因此,需要根据切削液的使用情况和实际加工要求进行适当的浓度控制。
三、定期清洗和更换切削液为了保证切削液的使用效果和延长其使用寿命,需要定期清洗和更换切削液。
清洗可以去除切屑、泥沙等杂质,提高切削液的工作效率和使用寿命;而更换切削液则可以避免切削液的老化、污染等问题。
四、保持切削液的清洁保持切削液的清洁是保证切削液正常工作的重要步骤。
切削液使用过程中会产生切屑、废渣等杂质,需要及时清理;同时,避免切削液受到空气、灰尘等污染物的污染,保持切削液清洁的状态。
五、适当添加防锈剂切削液使用过程中容易引发金属工件的锈蚀问题,为了减少锈蚀的发生,可以适当添加一些防锈剂。
防锈剂的添加可以提高切削液的防锈性能,延长切削液的使用寿命。
六、定期测量和调整PH值切削液的PH值直接影响到其对金属的腐蚀性和防锈性。
因此,定期测量和调整切削液的PH值是非常重要的。
一般来说,切削液的PH值应在正常范围内,过高或者过低都会对切削液的使用产生不良影响。
七、注意切削液的储存和使用环境切削液的储存和使用环境对其性能的发挥影响很大。
首先,要选择干燥、通风、避光的环境进行切削液的储存;其次,在使用过程中要避免切削液受到灰尘、杂质等污染;最后,在加工过程中要保持切削液的温度适宜,避免过高或者过低。
总之,正确使用和维护切削液对金属加工过程的顺利进行至关重要。
金属切削液的基本知识
金属切削的基本知识切削液的配比(1)苏打水苏打(无水碳酸钠):1% 亚硝酸钠:0.25%---0.6% 水:余量将上述物质,加以3---4倍质量的热水(水温40---50度),搅拌3---5分钟,再加入剩余质量的水,再搅拌5分钟。
优点:冷却性能好,防腐蚀作用,良好的洗涤性,成本低(2)乳化液取1.5%---2.5%左右的乳化油,先用少量的温水融化,然后倒入储有足量水的水箱中即可。
但要求有较高的防锈,防腐蚀性能时,加入苏打和亚硝酸钠各0.2%左右。
优点:具有良好的冷却性能和润滑性能,有防腐蚀作用。
常用刀具材料有碳素工具钢、合金工具钢、高速钢、硬质合金等。
(1) 碳素工具钢(如T10、T12A)及合金工具钢(如9SiCr)特点是淬火硬度较高,价廉。
但耐热性能较差,淬火时易产生变形,通常只用于手工工具及形状较简单、切削速度较低的刀具。
(2) 高速钢高速钢是含有较多W、Mo、Cr、V 等元素的高合金工具钢。
高速钢具有较高的硬度(热处理硬度可达HRC62-67)和耐热性(切削温度可达500-600°C)。
它可以加工铁碳合金、非铁金属、高温合金等广泛的材料。
高速钢具有高的强度和韧性,抗冲击振动的能力较强,适宜制造各类刀具。
但因耐热温度较硬质合金低,故不能用于高速切削。
常用牌号分别是W18Cr4V和W6Mo5Cr4V2等。
(3) 硬质合金硬质合金是在高温下烧结而成的粉末冶金制品。
具有较的硬度(70~175HRC),能耐850℃~1000℃的高温,具有良好的耐磨性和耐热性以及高硬度。
因而其切削速度比高速钢刀锯提高2到3倍,主要用于高速切削,但其强度、韧性和工艺性不如高速钢,因此通常将硬质合金焊接或机械夹固在刀体(刀柄)上使用(如硬质合金车刀)。
常用的硬质合金有钨钴类(YG类)、钨钛钴类(YT类)和钨钛钽(铌)类硬质合金(YW类)三类。
① 钨钴类硬质合金(YG类) YG类硬质合金主要由WC和Co组成, YG类硬质合金的抗弯强度和冲击韧性较好,不易崩刃,很适宜切削切屑呈崩碎状的铸铁等脆性材料。
线切割切削液液安全操作及保养规程
线切割切削液液安全操作及保养规程前言线切割是一种高精度的金属加工方法,需要液体作为切削液,以起到冷却、润滑和清洗的作用。
然而,切割液如果不正确使用和维护,可能会对健康和设备造成不利影响。
为此,本文将介绍线切割切削液的安全操作规程和保养规程。
安全操作规程选择切削液在使用线切割机时,必须使用切削液,以确保刀片在切割时不会过热或损坏。
选择适当的切削液具有以下重要因素:1.切割液的浓度:如果液体过于浓缩,可能会造成刃口过热、裂纹和其他损坏。
如果液体过于稀释,则可能会影响切割质量。
2.切割液的化学成分:根据工件材质和切削条件,选择切割液的化学成分。
3.切割液的粘度:使用高粘度的切割液时,可以在切割过程中减少切削液的损失,并防止过度挥发或泄漏。
低粘度的切割液则可能会流失。
使用安全防护设备在使用线切割机时,必须始终戴着安全眼镜和手套,避免切削液引起的化学灼伤。
此外,需要使用必要的排气/通风设备以保证作业区域的空气循环和空气质量。
安装切割液供应系统安装切割液供应系统时,必须按照设备制造商的说明书进行。
这通常意味着必须保持切割液的适当温度和浓度,并定期更换液体。
避免切割液的过度使用过度使用和浓缩切割液会增加切削液的挥发速度,并可能导致刃口过热和损坏。
需要根据使用强度和工件类型定期更换切割液,并确保在机器不使用时关掉切割液供应系统。
保养规程定期清洗切割液由于切割液中的金属粉末会导致液体的污染和泛黄,因此需要定期清洗切割液。
清洗液可以是水,也可以是指定的清洗剂。
清洗应在更换切割液之前进行。
定期清洁切割液容器和管道切割液容器和管道中可能有沉积物和残留物,需要定期清除。
定期清洁可以保证切割液的质量和流量,并避免管道堵塞。
定期更换切割液更换切割液的频率取决于切割液的使用强度和工件类型。
可以在使用前和使用后检查切割液的外观和气味,以判断是否需要更换液体。
如果液体的气味或颜色发生变化,则需要更换液体。
将原液存放在适当的温度下在存储液体时,应保持适当的温度。
金属加工切削液

金属加工切削液一、用途MB-102金属加工切削液,适合于应用在那些要求切削润滑性的金属工件的车削、切削、研磨、轻冲压、拉伸加工等方面。
适用的金属包括:不锈钢、合金钢、铸铁、铝合金、铜合金、还有硬质的合金等。
是一款水溶性的乳化切削液。
最突出的特点就是其防锈性能,和通用性能。
二、金属加工切削液理化指标推荐配比浓度:5%。
执行标准:GB/T6144-2010包装:18L/桶,200L/桶。
室内贮存,选择阴凉、通风、干燥的场所,防止水分和杂志混入而影响产品质量。
注意事项:本产品如有少量悬浮物均为正常现象,用时摇匀或搅拌溶解即可。
三、金属加工切削液相关推荐美科切削液合作伙伴:三星、伟易达、本田、丰田、信义玻璃、飞利浦、SanKyo、FUNAI、AGC、中国韶钢等用户的信赖与好评。
四、美科切削液小知识分享:螺纹加工用什么切削液好切削螺纹时,刀具与切削材料成楔形接触,刀刃三面被切削材料所包围,切削力矩大,排屑比较困难,热量不能及时由切屑带走,刀具容易磨损,切屑碎片挤塞并且容易产生振动。
尤其车螺纹和攻螺纹时切削条件更苛刻,有时会出现崩刃和断丝锥,要求切削液同时具备较低的摩擦系数和较高的极压性能,以减少刀具的摩擦阻力和延长刀具使用寿命,一般应选用同时含有油性剂和极压抗磨添加剂的复合切削液。
此外,攻螺纹时切削液的渗透性能很重要,切削液能否时间渗透到刀刃上,对丝锥的耐用度影响很大,切削液的渗透性与黏度有关,黏度小的油渗透性较好,必要时可加入少量的柴油或煤油来提高渗透效果。
有些场合,如盲孔攻螺纹时切削液很难进入孔中,此时采用黏度大,附着力强的切削液效果反而更好。
切削液使用管理规范

切削液使用管理规范切削液是用于金属加工过程中冷却和润滑切削工具的一种液体。
合理的切削液使用管理对于提高加工效率、延长工具寿命、保护环境等方面都起到重要作用。
以下是切削液使用管理的一些规范。
1.切削液的选用与准备(1)根据加工材料、切削工艺和设备要求,选择适当的切削液。
(2)切削液使用前,需要根据厂家提供的说明书和操作指南,按要求进行稀释和调整切削液的浓度。
(3)在切削液容器或油罐上标明切削液种类、浓度和加注时间,以便对切削液进行管理和监测。
2.切削液的定期检查与维护(1)定期检查切削液的浓度和pH值,并进行必要的调整。
(2)检查切削液中的杂质和沉淀物,及时清理和更换切削液。
(3)定期清洗和维护切削液供应设备,确保切削液的畅通输送。
3.切削液的循环利用与回收(1)建立切削液的回收体系,减少对环境的污染。
(2)采用切削液过滤装置,除去切削液中的杂质和污染物,延长切削液的使用寿命。
(3)定期对回收的切削液进行检测,确保其质量符合要求。
4.切削液的储存与处理(1)储存切削液时,要选择干燥、通风良好的地方,防止切削液受潮和变质。
(2)切削液的废液应根据当地法规进行分类、储存和处理,防止对环境造成污染。
(3)定期清理切削液与废液收集器,避免切削液泄漏和溢出。
5.切削液使用人员的培训与防护(1)对切削液的使用人员进行相关的培训,教育他们正确、安全地使用切削液。
(2)提供必要的个人防护装备,包括防护眼镜、防护口罩、手套等,保护工作人员的安全。
(3)定期进行体检和健康监测,防止切削液对工作人员的潜在危害。
上述规范是切削液使用管理的基本要求,企业可以根据自身的实际情况进行适当调整和完善。
切削液使用管理的规范实施除了对企业加工效果和环境保护有益外,还能提高企业的工作效率和生产安全,降低生产成本,提升企业的竞争力。
金属切削液安全操作及保养规程
金属切削液安全操作及保养规程一、前言金属切削液是机械加工过程中必不可少的润滑剂和冷却剂,但由于其含有多种化学成分,若不正确使用和维护,会对人体和环境造成潜在的危害。
因此,编制《金属切削液安全操作及保养规程》旨在规范金属切削液使用和管理,保护员工和环境安全。
本规程适用于各类金属切削液的使用和管理。
二、使用要求2.1 使用前准备在使用金属切削液之前,必须确定其性质和合适的使用方法,了解其危险性,做好相关防护措施。
具体工作内容如下:1.阅读金属切削液安全说明书,了解其成分、危害等信息。
2.检查金属切削液贮存和使用的设备、防护措施、使用环境等是否满足要求。
如存放位置要通风、避光、温度不超过30℃等。
3.确定合适的切削液配比、浓度和使用方法。
4.准备好必要的防护措施,如戴手套、穿防护服、佩戴护目镜等。
2.2 使用过程中注意事项1.在使用金属切削液时要保持使用区域的通风,避免切屑和切削液飞溅。
2.使用金属切削液时需要定期更换,避免污染和滋生细菌等不良影响。
3.使用期间需要确保金属切削液的浓度和配比正确,否则会影响加工效果和材料的品质。
4.避免将其他物品混入切削液中,否则会影响切削液的润滑效果和冷却效果。
5.在使用金属切削液时要注意温度,过高或过低都会对切削液的性能产生不良影响。
2.3 使用后处理1.使用完毕后立即清洗使用设备和工具,避免切削液附着在设备上形成污染。
2.将用过的切削液妥善处理,避免污染环境。
3.检查使用设备和工具是否安全、完好,若发现问题及时处理。
三、保养管理3.1 保养要求金属切削液需要定期保养,以保证其性能和使用寿命。
具体保养要求如下:1.定期检查切削液的浓度、PH值等指标,若不符合要求需要及时更换或加注。
2.定期清理设备和工具,包括废弃物、切屑、固体浮渣等。
3.防止切削液的光或热分解,加速老化和釋放有害氣體。
4.定期检查设备的防护措施、环境卫生等情况。
3.2 保养方法金属切削液在使用过程中,需要定期更换切削液,并对工作环境、设备进行清洗和维护。
机械加工中切削液冷却液润滑液的选用
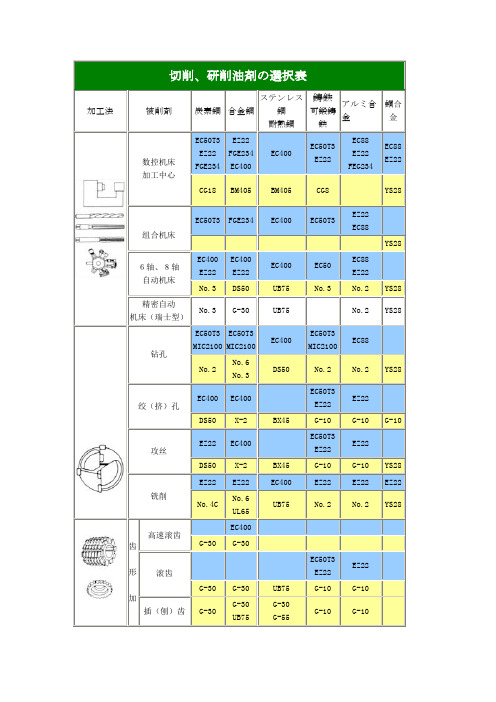
切削、研削油剤の選択表加工法被削剤炭素鋼合金鋼ステンレス鋼耐熱鋼鋳鉄可鍛鋳鉄アルミ合金銅合金数控机床加工中心EC50T3EZ22FGE234EZ22FGE234EC400EC400EC50T3EZ22EC88EZ22FEG234EC88EZ22 CG18BM405BM405CG8YS28组合机床EC50T3FGE234EC400EC50T3EZ22EC88YS286轴、8轴自动机床EC400EZ22EC400EZ22EC400EC50EC88EZ22No.3DS50UB75No.3No.2YS28精密自动机床(瑞士型)No.3G-30UB75No.2YS28钻孔EC50T3MIC2100EC50T3MIC2100EC400EC50T3MIC2100EC88No.2No.6No.3DS50No.2No.2YS28绞(挤)孔EC400EC400EC50T3EZ22EZ22DS50X-2BX45G-10G-10G-10攻丝EZ22EC400EC50T3EZ22EZ22DS50X-2BX45G-10G-10YS28铣削EZ22EZ22EC400EZ22EZ22EZ22 No.4CNo.6UL65UB75No.2No.2YS28齿形加高速滚齿EC400G-30G-30滚齿EC50T3EZ22EZ22 G-30G-30UB75G-10G-10插(刨)齿G-30G-30UB75G-30G-55G-10G-10工格里森固盘G-30G-30 BX1545剃齿DS50UB75通用拉削EC400EZ22 UB75BX45BX1545G-10链式拉削B50B50BX45圣诞树型拉削BX45螺纹重整EC400EC400EZ22EZ22 DS50DS50UB75G-10单点攻丝EC400EC400EZ22EZ22 No.3DS50UB75UB100No.3No.2滚压No.7UB75UB75研磨H-35H-35G-55H-35齿轮研磨螺纹研磨G-55G-55超精研磨加工SF33SF33SF33SF33外面磨削SC46KSC630SC46KSC630MIC2100EZ22SC46KEZ22EE66平面磨削SC46KSC630SC46KSC630MIC2100EZ22SC46KEZ22EE66内面磨削S90S90MIC2100SC46K EZ22 EE66无心磨削SC46KSC630SC46KSC630S90SC46KEZ22EE66精抛光SC46K SC46K No.2No.2以上选型仅供参考,用户在选用产品时以我公司实际推荐为准金属切削加工油◆ 非水溶性产品系列◆ 金属成型加工油◆ 金属清洗剂◆ 金属防锈油。
金属切削加工中切削液的选用和维护
工 业 技 术
金属切 削加工 中切 削液 的选 用 和维 护
刘 丰 王 金 刚
( 抚顺 市技师学院 , 辽宁 抚顺 1 1 3 1 2 3 ) 摘 要: 随着科学技术和机械加工工业的不断发展 , 特别是大量的难切削材料的应用和对产品零件k_ v - 质量要 求越来越 高, 合理 选择切削液对于提 高工件质量及机床的使 用寿命和效率有着非常重要的作用。文章介绍 了切削液的种 类、 特点, 并着重说 明了切
命。
3 . 3 . 1工具钢刀 具 。 工具钢 耐热温度低 , 在高温下 会失去硬 度 , 只能 适用于一般 材料 的切削 。切 削加工时 , 要 求冷却液 的冷却 效果要 好 , 一 般采用乳 化液为 宜。 3 . 3 . 2 高速 钢刀具 。高速钢 刀具 是 以铬 、 镍、 钨、 钼、 钒隋 的还含 有 铝) 为基 础 的高级合 金钢 , 它们 的耐热 性 明显 地 比工具 钢高 , 允许 的最 高温度 可达 6 0 0  ̄ ( 2 。高速粗切 削时 , 切削量 大 , 产生 大量的切削 热 , 为避 免工件烧 伤而影 响加工 质量 , 应采用冷却 性好 的水基切削 液 ; 如果 用高 速钢 刀具进 行 中 、 低 速 的精加工 时 , 为减小 刀具 和工 件 的摩 擦 黏结 , 抑 制切 削瘤生成 , 提高加工精 度 , 一般采取 油基切 削液或高 浓度乳化 液 。 3 . 3 - 3硬 质合金 刀具 。硬 质合金 刀具是 由钨 ( w) 、 钛( T i ) 、 钽( T a ) 的 碳化 物和一 定量 的钴 ( c o ) 组成 , 它 的硬度和耐 磨 胜能 大大超过 高 速钢 , 最 高允 许 工作 温度 可达 1 0 0 0 %, 在加 工钢 铁材 料 时 , 可 减少 切 屑 间的 粘结 现象 。在选 用切 削液时 , 要考虑尽 可能使 硬质合 金刀具均 匀受 热 , 避免激冷激热而损坏刀具。在加工一般的材料时 , 经常采用干切削, 但 在 干切削 时 , 工件温 升较 高 , 使工件 易产生热 变形 , 影 响工件 加工 精度 , 而且在没 有润滑剂 的条件下进 行切削 , 由于切削 阻力大 , 使功 率消耗 增 大, 刀具 的磨 损也加快 。在选用切 削液时 , 一般 油基切 削液 的热传 导性 能较差 , 使 刀具产生 骤冷 的危 险 } 生 要 比水 基切 削液小 , 所 以一 般选 用含 有抗磨添 加剂 的油基切削液 为宜 。 3 . 3 . 4陶瓷 刀具 、 金刚石刀 具 。这些 刀具材 料 的高温耐磨 性及 硬度 比硬 质合金还要 好 , 一般采 用干切削 , 但 考虑到均 匀的冷却 和避免 温度 过高 , 也 常使用水基 切削液 。
切削液使用说明
切削液使用说明切削液是一种广泛应用于机械加工行业的液体,它在切削过程中起到冷却、润滑和润滑削减切削力的作用。
本文将介绍切削液的使用方法和注意事项,以确保安全和有效的使用。
1. 切削液的种类及选择切削液的种类繁多,常见的有水溶性切削液和油基切削液两种。
水溶性切削液适用于大多数金属材料的切削过程,具有良好的冷却和润滑性能。
而油基切削液适用于对润滑要求较高的加工过程,比如高速切削和重负载切削。
选择切削液时,应根据加工材料、加工过程和所需性能来进行评估。
可咨询切削液供应商或相关专业人员以获取合适的建议。
2. 切削液的正确配比和使用切削液的正确配比对保证其性能和效果至关重要。
通常情况下,水溶性切削液需要与水按一定比例混合后才能使用。
具体的配比比例应根据切削液的类型和厂家推荐来确定。
对于油基切削液,一般不需要稀释。
在使用切削液之前,应先仔细阅读产品说明书,了解正确的使用方法和稀释比例。
一般来说,将切削液倒入切削液箱中,并按照要求添加适量的水进行稀释。
然后,将切削液泵连接到切削液箱,并将其与机床相连。
启动机床后,确保切削液正常供给,以确保切削过程中液体的连续供给。
3. 使用切削液时的注意事项在使用切削液时,需要注意以下几点:3.1 安全操作:切削液可能对人体造成刺激和伤害,使用时应戴上适当的防护手套、眼镜和面罩,以避免皮肤和眼睛接触。
同时,应遵循相关安全操作规程,避免切削液溅入周围环境。
3.2 定期更换切削液:使用一段时间后,切削液会受到污染和磨损,降低其性能和效果。
因此,应定期更换切削液,以保证加工质量和切削液的稳定性。
3.3 适时添加切削液:在长时间的切削过程中,切削液可能会因蒸发而减少,导致切削液浓度过高。
此时,应及时添加适量的水进行稀释,以恢复切削液的性能。
3.4 清洁维护:在切削过程结束后,应及时清洁加工表面和机床,以防止切削液残留和堆积。
同时,应对切削液箱和切削液泵进行定期清洁和维护,以保证其正常运行和供给切削液。
金属加工业主切削液的选取技巧

金属加工业主选取金属加工液的技巧对于金属加工业主来说最让人头疼的莫过于如何选择切削液,到底是油基切削液还是水基切削液,亦或是乳化油!可能有人会说这个有什么区别吗?当然有了,这个不仅仅是加工成本的问题还会影响到产品的质量以及机器的寿命。
这个不是闹着玩的。
所以小编今天就专门抽出时间来跟大家聊聊这个问题:小编从事润滑油行业差不多有十几个年头了。
对于润滑油来说也有一丢丢的发言权!对于如何选择切削液,首先了解常见三类切削液的优缺点:首先从冷却性能的角度上来说,水基切削液>乳化油>油基切削液。
所以要是进行高速切削工艺选择水基切削液是不错的选择。
其次从润滑效果上来讲,油基切削液>乳化油>水基切削液。
所以如果是在做一些明显需要润滑的切削时(例如:拉削、螺纹削),油基切削液就是必然的选择了最后就是清洗性角度上来说,易于清洗对机器有良好的保养作用。
水基切削液>乳化油,>油基切削液.由此可见水基切削液油明显的优势而水基切削液具有的优势也的的确确在国内的市场占据了绝大多数份额。
好了在了解了切削液的优缺点后,我们就继续说说如何选择切削液:首先是要从自己家里的机器入手,一般来说遵循说明书是好的,不要随意改,但是如果说明书上没有特别的要求,你可以根据机器的特性咨询一下专业人士来选择切削液。
不要自己随意更换。
这里打个小广告,我们深圳市雨辰宏业有限公司生产的各种切削液质量上乘,尤其可以根据客户要求进行定制,是你不错的选择。
其次从刀具的选择入手:1、金刚石、陶瓷等材料的刀具,其耐磨性、硬度等都非常高。
加工的时候可以不用切削液,如果用都是用水基切削液,主要冷却作用。
2、工具钢材料的刀具,其耐磨性,耐热性都非常差,超过200摄氏度就容易变软变形,所以要选择冷却性好的水基切削液,但是考虑到其耐磨性较差,低浓度乳化油就成了最优选择。
所以有时候选择切削液是要综合考虑的,考虑全面,这样才能够让机器使用更加长久。
金属切削中切削液的选择和应用

金属切削中切削液的选择和应用提要:在金属切削过程中,合理选用切削液,可以改善金属切削过程中的磨损情况,减少刀具和切屑的粘结,抑制积屑瘤和鳞刺的生长,减少切削力,提高刀具耐用度和生产率。
切削液的使用效果除取决于切削液的性能外,还与刀具材料,加工要求,工件材料,加工方法等因素有关,应综合考虑,合理选用。
关键词:金属切削;切削液;选择;应用1.切削液的种类金属切削加工中最常用的切削液可分为水溶液、切削油、极压切削油和乳化液。
水溶液的主要成分是水,冷却性能好。
但水易使金属生锈,润滑性也差,故使用时常加入适量的防锈添加剂(如亚硝酸钠、磷酸三钠等),使其既保持冷却性能,又有良好的防锈性能和一定的润滑性能;切削油的主要成分是矿物油,特殊情况下也可采用动、植物油或复合油,切削油润滑性能好,但冷却性能差,常用于精加工;极压切削油是在矿物油中添加氯、硫、磷等添加剂配制而成,它在高温下不破坏润滑膜,具有良好的润滑效果;乳化液是用95%~98%的水和矿物油、乳化剂和添加剂配制而成,呈乳白色,具有良好的冷却性能,因含水量大,润滑、防锈性能较差,常加入一定量的油性、极压添加剂和防锈添加剂,配制成挤压乳化液或防锈乳化液。
2.切削液的选用2.1根据刀具材料、加工要求选用切削液高速钢刀具耐热性差,粗加工时,切削用量大,所产生的切削热多,容易导致刀具磨损,应选择以冷却为主的切削液。
硬质合金刀具耐热性好,一般不用切削液,如必要,也可用低浓度乳化液或水溶液,但应持续充分地浇注,不易断续浇注,以免处于高温状态的硬质合金刀片在突然遇到切削液时,产生较大的内应力而出现裂纹。
2.2根据工件材料选用切削液加工钢等塑性材料时,需用切削液;而加工铸铁等脆性材料时,一般则不用切削液,原因是切削液作用不明显;对于高强度钢,高温合金等,加工时均处于极压润滑摩擦状态,应选用极压切削油或极压乳化液;对于铜,铝及铝合金,为了得到较好的表面质量和精度,可采用10%~20%乳化液,煤油或煤油和矿物液的混合液;切削铜时,不宜采用含硫的切削液,因为硫会腐蚀铜。
切削液的选用原则

(1)粗加工由于加工余量和切削用量均较大,因此在切削过程中产生大量的切削热易使刀具迅速磨损,这时应降低切削区域温度,所以应选择以冷却作用为主的乳化液或合成切削液。
(2)精加工为了减少、工件与刀具间的摩擦,保证工件地加工精度和表面质量,应润滑性能较好的极压切削油或高浓度极压乳化液。
(3)半闭式加工如钻孔、铰孔和深孔加工,排屑、散热条件均非常差,不仅使刀具磨损,容易退火,而且切屑容易拉毛工件已加工表面。
为此,须选用粘度较小的极压乳化液或极压切削油,并加大切削液的压力和流量,这样,一方面进行冷却、润滑,另一方面可将部分切屑冲刷出来。
2、根据工件材料用
(1)一般,粗加工时选用乳化液;精加工时,选硫化乳化液。
(2)加工铸铁、铸铝等脆性金属,为了避免细小切削堵塞冷却系统或粘附在机床上难以清除,一般不用切削液,但在精加工时,为提高工件表面加工质量,可选用润滑性好、粘度小的煤油或7﹪~10﹪的乳化液。
(3)加工有色金属或铜合金时,不宜采用含硫的切削液,以免腐蚀工件。
(4)加工镁合金时,不以用切削液,以免燃烧起火。
必要时,可用压缩空气冷却。
(5)加工难加工材料,如不锈钢、耐热钢等,应选用10﹪~15﹪的极压切削油或极压乳化液。
加工中如何选择切削液【干货技巧】
在金属切削过程中,为提高切削效率、工件精度和降低工件表面粗糙度,延长刀具使用寿命,达到最佳的经济效果,就必须减少刀具与工件、刀具与切屑之间磨擦,及时带走切削区内因材料变形而产生的热量。
要达到这些目的,一方面是通过开发高硬度耐高温的刀具材料和改进刀具的几何形状,而另一方面采用性能优良的切(磨)削液往往可以明显提高切削效率,降低工件表面粗糙度,延长刀具使用寿命,取得良好的社会和经济效益。
在机械加工中切削液的主要功能是润滑和冷却作用,加入特殊添加剂后还可起到清洗和防锈的作用,用于保护机床,刀具及工件等物件不被腐蚀。
我们在机械加工中,常用的切削液有:水溶液、普通乳化液、极压乳化液、矿物油、植物油、动物油、极压切削油等。
其中,水溶液的冷却效果最好,极压切削液的润滑效果最好。
由于切削液的种类很多,性能差异较大,因此在加工中怎样选择合适的切削液一直是一项比较难以抉择的事。
下面主要从工件材料,刀具材料,加工工艺特点及性质等方面谈谈怎么合理选用切削液。
一、根据工件材料选用在难切削材料中,有的硬度高达65~70HRC,抗拉强度比45号钢的抗拉强度高三倍左右,造成切削力比切削45号钢高200%~250%;有的材料高温硬度和强度高,有的材料加工硬化的程度比基体高50%~200%,硬化深度达0.1~0.3mm,造成切削的困难;有的材料化学活性大,在切削中和刀具材料产生亲和作用,造成刀具产生严重的粘结和扩散磨损;有的材料弹性模量极小和弹性恢复大及延伸率很大,更难于切削。
因此,在切削各种难切削材料时,要根据所切材料各自的性能与切削特点与加工阶段,选择相宜的切削液,以改善难切削材料的切削加工性,而达到加工的目的。
一般而言:加工铸铁,铸铝等脆性金属,为避免切屑堵塞冷却系统或粘附在机床上难以清除,一般不用切削液。
但精加工时为了提高表面质量,可用润滑好,黏度小的煤油或7%~10%的乳化液。
加工一般钢件,粗加工选用乳化液,精加工选用硫化乳化液。
切削液的选择和使用维护

4000üs以 下 105以下 105以下 每月一次 每月一次
每两周一次 导电度增加会有油水分离情况 每月一次 每月一次 细菌增长容易造成切削液腐败酸 化 大气中都含有微菌,一旦滋生容 易造成管路堵塞
气味
正常切削液气 味
有氧菌:无味 或污水味,厌 氧菌:臭鸡蛋 味,真菌:发 霉气味或稻草 味
4.客户加工方法(如车削、铣削、钻削、 攻螺纹等)
不同的加工方式对切削液的要求不一样。 即使是同一种加工方法,但是加工的精度 可能会是不一样,所以在反馈加工方式时 要反馈具体的加工方式。如车削就分为粗 车,半精车,精车。
下面为加工方式的一些简单分类
车削
冼削 镗削
车削分为 粗车,半精车,精车,精细车
4)加工结束后机床的防护处理 加工结束后应用切削液软管冲洗掉机床表 面的切屑和磨粒,打开机床防护门,散去 机床加工区的潮湿空气,以防止机床加工 区内金属表面生锈。 5)定期彻底清洗机床冷却系统,更换切削液。 6)节假日等长时停机处理:每天定期循环系 统,鼓入空气,防止厌氧菌生长。如有腐 败征兆,及时加入杀菌剂杀菌。
切削液的选择和 使用维护
一、切削液大体方向上的选择
1.选择依据: 切削液的品种繁多,性能差异很大,使用 中应根据切削液的性能、加工材质、加工 工艺和刀具材料等因数进行恰当的选择, 如果选者不当,冷却不充分,刀具就会很 快变钝,工件表面质量也会变差,甚至会 产生严重后果。
总体上切削液的选择依据有以下几点:
1.乳化液的配置: 乳化液的维护保养比油基切削液复杂得多。 当配制乳化液时,要先将水加满水箱,然 后边搅拌边加入乳化油。要避免将水加入 油中或用少量的水稀释乳化油,否则会得 到油包水型乳化液,这类乳化液的粘度大, 不适合一般的切削使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属切削加工中切削液的选用和维护
作者:刘丰王金刚
来源:《科技创新与应用》2014年第03期
摘要:随着科学技术和机械加工工业的不断发展,特别是大量的难切削材料的应用和对产品零件加工质量要求越来越高,合理选择切削液对于提高工件质量及机床的使用寿命和效率有着非常重要的作用。
文章介绍了切削液的种类、特点,并着重说明了切削液的选用原则以及切削液的维护。
关键词:切削;切削液;选用;维护
1 前言
切削液是一种用在金属切削、磨削加工过程中,用来冷却和润滑刀具和加工件的工业用液体。
合理选用冷却润滑液,可以有效地减小切削过程中的摩擦,改善散热条件,而降低切削力,切削温度和刀具磨损,提高刀具耐用度,切削效率和已加工表面质量及降低产品的加工成本。
为了使工件、刀具和机床不受周围介质的腐蚀,防止切削过程中产生的细屑或磨粒附在刀具、工件加工表面和机床运动部件上造成机械擦伤,切削液除了应具有冷却和润滑作用外,还要具备一定的防锈和冲洗作用。
2 切削液分类
2.1 水基切削液
2.1.1 水溶液。
水溶液的主要成分是水,在其中加入一定量的防锈和油性添加剂,还能起到一定的防锈和润滑作用。
由于水的导热系数是油的导热系数三倍,所以它的冷却性能好,呈透明状,常在磨削中使用。
2.1.2 乳化液。
按用途可分为:普通乳化液:它是由防锈剂,乳化剂和矿物油配制而成。
清洗和冷却性能好,兼有防锈和润滑性能。
防锈乳化液:在普通乳化液中,加入大量的防锈剂,其作用同上,用于防锈要求严格的工序和气候潮湿的地区。
极压乳化液:在乳化液中,添加含硫,磷,氯的极压添加剂,能在切削时的高温、高压下形成吸附膜,起润滑作用。
根据乳化液中的矿物油含量和矿物油粒度可分为:粗乳液:含油60%~90%,油滴粒度大于1μm,外观为乳白色;微乳液:含油40%~50%,油滴粒度小于1μm,外观呈半透明灰色;乳化液中矿物油的作用是作油性剂、防锈剂等添加剂的载体。
各种添加剂配制得当能使乳化液切削液获得良好的冷却效果,同时还有相当好的润滑和除锈性能。
这些特点使乳化液避免了油基切削液容易产生烟雾、起火的缺点而用在大量切削热生成的切削加工场合。
另外,乳化液价格便宜,使用卫生安全。
乳化液的缺点是容易因温度上升、现场维护不当造成繁殖细菌、霉菌等,使乳化液中的有效成分产生化学分解而发臭、变质而缩短使用寿命。
2.1.3 化学合成切削液。
不含矿物油类,在水中添加水溶性防锈剂、油性剂、极压抗磨添加剂、表面活性剂、防腐剂和消泡剂等多种功能性添加剂。
稀释液呈透明状或半透明状。
化学合成切削液的冷却和清洗性能非常优良,适合高速切削;加工工件时具有良好的可见性,特别适合数控机床、加工中心等现代加工设备使用;稳定性和抗腐败能力比乳化液强,使用寿命长。
缺点是与乳化液相比,润滑和防锈性能较差。
2.2 油或油基切削液
油或油基切削液主要成分是矿物油,根据矿物油内添加物的不同可分为:脂肪油切削油:在矿物油内添加一定的脂肪油,此类油的润滑性良好,常用于机械零件的精密加工;极压切削油:在矿物油内添加一定比例的极压添加剂,进一步提高切削油的耐温耐压性能;复合切削油:由矿物油、油性添加剂和极压添加剂配制而成,对金属表面有极佳的吸附作用,在很宽的温度范围内能保持切削油的润滑性能,适合多工位切削及多种材料的的切削加工。
3 切削液的选用
3.1 工艺要求和切削特点
(1)粗加工时,要求以冷却为主,一般应选用冷却作用较好的切削液,如水溶液或低浓度的乳化液等;(2)精加工时,主要希望提高加工质量和减少刀具磨损,一般应选用润滑作用较好的切削液,如高浓度的乳化液或切削油等;(3)加工孔时,应选用浓度大的乳化液或极压切削液。
(4)深孔加工时,应选用含有极压添加剂浓度较低的切削液。
(5)磨削时,应选用清洗作用好的切削液。
3.2 被加工材料的性质
切削普通钢材时一般用乳化液或硫化油;加工不锈钢、高强度钢和高温合金钢时,应选用活性高、含抗磨、极压添加剂的切削液;对于容易加工的材料则选用不含极压添加剂的切削液。
切削有色金属和轻金属时,切削力和切削温度都不高,可选用矿物油和高浓度乳化液,为避免腐蚀工件应注意不要使用含硫化油的切削液。
切削镁合金时为防止燃烧起火一般不使用水基切削液,可采用低粘度油作为切削液。
切削铸铁与青铜等脆性材料时,切屑常呈崩碎状,容易随切削液到处流动,流入机床导轨之间造成部件损坏,可以不使用切削液,或者使用冷却和清洗性能好的低浓度乳化液。
3.3 刀具材料
3.3.1 工具钢刀具。
工具钢耐热温度低,在高温下会失去硬度,只能适用于一般材料的切削。
切削加工时,要求冷却液的冷却效果要好,一般采用乳化液为宜。
3.3.2 高速钢刀具。
高速钢刀具是以铬、镍、钨、钼、钒(有的还含有铝)为基础的高级合金钢,它们的耐热性明显地比工具钢高,允许的最高温度可达600℃。
高速粗切削时,切削量大,产生大量的切削热,为避免工件烧伤而影响加工质量,应采用冷却性好的水基切削液;如果用高速钢刀具进行中、低速的精加工时,为减小刀具和工件的摩擦黏结,抑制切削瘤生成,提高加工精度,一般采取油基切削液或高浓度乳化液。
3.3.3 硬质合金刀具。
硬质合金刀具是由钨(W)、钛(Ti)、钽(Ta)的碳化物和一定量的钴(Co)组成,它的硬度和耐磨性能大大超过高速钢,最高允许工作温度可达1000℃,在加工钢铁材料时,可减少切屑间的粘结现象。
在选用切削液时,要考虑尽可能使硬质合金刀具均匀受热,避免激冷激热而损坏刀具。
在加工一般的材料时,经常采用干切削,但在干切削时,工件温升较高,使工件易产生热变形,影响工件加工精度,而且在没有润滑剂的条件下进行切削,由于切削阻力大,使功率消耗增大,刀具的磨损也加快。
在选用切削液时,一般油基切削液的热传导性能较差,使刀具产生骤冷的危险性要比水基切削液小,所以一般选用含有抗磨添加剂的油基切削液为宜。
3.3.4 陶瓷刀具、金刚石刀具。
这些刀具材料的高温耐磨性及硬度比硬质合金还要好,一般采用干切削,但考虑到均匀的冷却和避免温度过高,也常使用水基切削液。
4 切削液的维护
(1)确保液体循环路线的畅通。
防止杂油、杂物等混入供液系统,及时排除循环路线的金属屑、金属粉末、霉菌粘液、切削液本身的分解物、砂轮屑,以免造成切削液循环管路堵塞。
(2)抑菌。
切削液在适当的环境和条件下极易滋生细菌,降低切削液的理化指标和使用性能。
可采用定期投入杀菌剂和用超微过滤等手段抑制细菌的繁殖。
(3)切削液的净化。
污染切削液的物质主要是金属粉末和砂砾细粉、飘浮油和游离水、微生物和繁殖物,如不及时净化,切削液将很快发臭,使用效果变差并降低机床泵组使用寿命。
(4)调整浓度。
每天用折光仪检测切削液的浓度,并及时调整,正确的浓度可以保证切削液的稳定性。
5 结束语
水基和油基切削液各有优缺点,适用工况也不全相同,选用时应该综合各种条件进行。
切削液的维护重点在于净化和抑菌,可根据具体情况采用单机过滤或集中过滤。
切削液的合理选用及管理维护,能有效保证切削加工的需要。
参考文献
[1]孙洋.切削液的使用、维护及过滤净化[J].机床与液压,2007(11);195.
[2]崔影.乳化型切削液与合成切削液性能检测使用比较[J].中小企业管理与科技,2010(33):268.
[3]高虹静.浅论金属切削加工切削液[J].物流工程与管理,2009(12):124-126.
作者简介:刘丰(1968-),男,讲师,长期从事机械制造与加工的教学与实训指导工作。