钢管整体关联消磁技术
管道焊接前消磁方法

管道焊接前消磁方法2009拄第5期管道技术PipelineTechnique5彳曼台andEquipment2009No.5管道焊接前消磁方法金娜,陈保东,韩莉,万书斌,王艳东(1.辽宁石油化工大学储运与建筑工程学院,辽宁抚顺113001;2.新疆独山子石化公司炼油厂重整芳烃车间,新疆独山子833600)摘要:分析了钢管中剩磁产生的原因及其对焊接质量的影响,介绍了胜利油田基地集中供热二期工程焊接前的消磁工艺过程和消磁方法.胜利油田项目部技术组查阅资料,提出了用直流电或交流电,以及借助电磁铁或者永磁铁所建立的磁场方法.经过现场实践后,问题得到了解决,保证了工程顺利进行,并为以后施工提供了依据.关键词:焊接;消磁;磁铁中图分类号:TG457,6文献标识码:B文章编号:1004—9614(2009)05—0042—02 PipelineWeldingMethodoftheFormerDegaussingJINNa,CHENBao.dong,HANLi,WANShu—bin,WANGYan—dong(1.LiaoningUniversityofPetroleumandChemical,Fushun113001,China;2.XingjiangDushanziPetrochemicalCompany,Dushanzi833600,China)Abstract:Thispaperanalysesthecauseoftheoccurrenceofresidualmagnetismanditsimpactontheweldingqualityofthe pipeandintroducesthedegaussingprocessanddegaussingmethodbeforeweldingthesecon d—phaseprojectoftheShenglioilfieldbasecentralheating.ThispaperhadaccesstoinformationprovidedbytheShenglioilfieldthet echnicalteamandaskedforadviceofexperiencedweldingtechnicians.Underthepremisetoensuretheconstructionqualityand andsavethecost,thispaperadvo—catetheUSeofACorDC,andwiththehelpofelectricmagnetorpermanentmagnet,establisht hemagneticfieldmethods.Afterthefieldpractice,theproblemhasbeenresolvedtoensurethattheprojeetproceedssmoothly,a ndprovidesabasisforsolutionstosimilarproblemsencountered.Keywords:welding;degaussing;magnet1剩磁产生原因及对焊接质量影响在建设和修理煤气管道而进行焊接作业时,有时会出现磁偏吹现象,影响焊接过程,磁偏吹是管金属中存在剩磁的结果.通常将剩磁分为感应磁性和工艺磁性两种.感应磁性常产生在工厂制管的环节中,如金属熔炼,采用电磁起重机进行装卸,钢管在强磁场中停置,用磁化法完成无损检查,钢管接近强力供电线放置等.工艺磁性常产生在进行装配焊接作业及采用磁性夹持器,夹具与用直流电焊接管道时,如长时间接触与直流电源相连的电导线,导线裸露段或者电焊钳与管子的短路时等.焊接带磁性钢管时,经常会看到电弧引燃困难,电弧燃烧稳定性的破坏,在磁场中电弧的偏离,液体金属和渣熔融体从焊接熔池中溅出.为了稳定焊接过程,改善焊接接头质量,在焊接前对被磁化了的钢收稿日期:2008—07—10收修改稿日期:2009—04—18管进行消磁.应该指出,被焊接的钢管要达到完全消磁是困难的.所以,当剩磁不足以影响焊接质量时,便允许进行焊接….2胜利油田基地集中供热二期工程焊接的消磁方法在野外条件或半成品基地里进行管道焊接和修理时,特别需要进行消磁.2.1消磁工艺过程针对焊接前的消磁,制定了单根钢管和钢管对接处的消磁工艺,包括以下内容:确定钢管剩磁场的大小和方向;选择消磁的方法,系统图和技术手段;用选定的消磁方法对钢管或者焊接的对接处消磁;检查经过消磁后的剩磁量是否满足要求.2.2消磁方法用截面35—50mm的焊接导线组成的电磁线圈来完成直流电和交流电的消磁,导线绕在钢管或者两根对接的钢管上,根据钢管剩磁大小绕成匝数不同的线圈.用直流电消磁时,必须采用电流为500—1000A的焊接整流器或变流器,其中包括多工位.用第5期金娜等:管道焊接前消磁方法43交流电消磁时,采用电流为500~1000A的焊接变压器.所有被采用的电源应有遥控和电流调节装置,允许采用镇定变阻器.当采用焊接变压器消磁时,使用轻便的电流测量卡u一4505,u一4501等来i贝0量消磁电流.借助专用的电磁铁消磁,要采用焊接整流器或者变压器作为电源来进行.为了测量磁性,使用//IM兀一97X磁力计.磁力计是一种轻便型仪表,用于评估磁系统空气间隙中脉动磁场以及漏磁磁场的磁感应强度.仪表由测量变流器,电子装置和充电装置组成,仪表的电源为9V的电瓶内装式电池组-2j.磁力计技术特性如下:被'狈4量磁感应强度范围1 —1999×10~T;灵敏度下限为10T;调整工作规范时间为30s;电源充电后连续工作时间为8s;电子装置尺寸为170mm×60mmx35mm;充电装置部分尺寸为70mmx70mmx30mm;电子装置质量为0.35 kg;测量变流器质量为0.35kg.用磁力计确定钢管剩磁磁场的大小和方向.在钢管上配置截面35~50mm的柔性焊接导线组成的线圈,将其接到一个或者两个顺序连接的焊接变流器,使其形成的磁场作用方向与钢管剩磁场作用方向相反.在消磁开始时,电流为80~100A.在消磁的过程中,必须周期性地用磁力计在钢管上检查消磁磁场作用的结果(在电源接通时进行测量),必要时控制电流或者改变它的方向(用在焊接变流器上换接导线的方法).消磁结束以后,为了平滑地降低磁通,应该在1min内逐渐减小电流,直到零,然后切断电源.交流电消磁可以应用于单根钢管装配前单根钢管的末端,以及壁厚达25mm的已装配钢管对接端. 此时,除按上述方法消磁以外,还有如下的补充:采用1根焊接导线组成的线圈,在回路中接人长0.5~1.0 m,直径1.5—3.0m的钢丝,这根钢丝安置在绝缘且不可燃材料的垫板(如石棉砖)上,钢丝可以平滑地改变通电电流的大小,从而改变消磁磁场的大小.电源接通后,钢丝被加热并在一定时间内烧断,烧断时间取决于钢丝直径,长度和电流值.在钢丝烧断后,用磁力计检查剩磁大小,当消磁效果不足时,必须重复消磁(有时需要4~5次).该方法主要用在已对接好的钢管上长100~200 mm的个别区段,特别是在正负号改变的磁场附近. 此时,个别区段消磁后,应该完成根部焊缝的焊接,然后进行下一段的消磁.为了消磁,选用了具有专门结构的电磁铁.电磁铁安装在钢管对接处,使电磁铁的N极安置在有磁性S极的钢管边缘,而磁铁S极与管磁性N极相接.在消磁过程中,必须用磁力计定期地测量钢管剩磁的方向与大小(接通电源时).消磁磁场的大小通过改变电流大小来调节,磁场方向通过改变电流方向来调节,亦即转换电源正负极来调节3]. 用永久磁铁消磁,选用了10H皿KT5合金制造的C形或者圆柱形永磁铁.磁铁正确安装时,磁极应该和被磁化的对接钢管的磁极相反.磁铁安装正确与否可用磁力计来检查.为了增强消磁的效果,磁铁可以彼此连接(二三个以上),其作用相同.在对接区段消磁以后,必须完成此处根部焊缝的焊接.此后,应该将磁铁移至下一个消磁区段.为了增加消磁磁场, 磁铁要接近消磁处,反之可以去除磁铁.沿钢管表面移动磁铁时,可以减小焊接对接处剩磁,直到最小值. 为了改变消磁磁通量的方向,必须在水平面上将C形磁铁回转180.,而装在对接处边缘的圆柱形磁铁要交换位置或者在垂直平面中回转180..在每一道消磁工序后,必须用磁力计检查剩磁的大小.3结束语胜利油田基地集中供热二期工程消磁经验表明:采用现有工艺文件中的消磁方法是十分有效的,这种方法可以用在工业部门各种管道的安装,焊接和修理作业时.参考文献:[1]颜景梅,邵靖利,蒙乐勤.电站用P91与10CrMo910异种钢焊接工艺研究.管道技术与设备,2005(1):27—3O.版社,1994.作者简介:金娜(1983一),硕士研究生,主要从事天然气管道研究.(上接第41页)3结束语对于大型立式圆筒形钢制储罐保温隔热及金属保护层的施工监理,首先要进行隔热结构设计,隔热材料的选择也有专业的要求.石油化工行业尤其应按照《石油化工设备和管道隔热技术规范》中规定的计算原则和计算方法进行隔热层厚度计算,然后才可以进行防潮层和保护层的施工.而且都有其应遵循的技术要领.作者简介:张惠梅(1970一),主要从事建筑,容器设计与监理工作.。
P91钢管消磁方案
12Mpa蒸汽管道安装工程P91钢管消磁方案编制:刘晓杰审核:邱红光批准:经雷黑龙江华隆电力工程有限公司二0一一年四月1、编制说明:本专业施工组织设计是在考虑了大庆石化12万吨/年乙烯改扩建工程,12Mpa蒸汽管道安装工程的特点、工期要求,结合以往工程建设施工中的经验,并紧紧围绕大庆石化分公司在12Mpa蒸汽管道工程中的具体要求等因素编制而成的,旨在提供科学的、切合实际的方案与措施,力求应用先进的技术,提高施工水平,确保该工程达标。
本工程与大庆石化120万吨/年乙烯改扩建工程热电厂12Mpa蒸汽燃煤锅炉项目相配套及化一厂装置蒸汽的需求,设计管径为Ф406.4x30.96、Φ355.6 x 27.79管道,输送量260t/h,新、老装置机组蒸汽质量要求高,管道材质为A335P91。
本工程针对进场的P91钢管磁性较大,不能正常焊接,如果采购专用的消磁器材,费用较高、采购周期过长。
经建设方、监理决定,利用施工现场现有的设备进行除磁、消缺处理。
2、编制依据《现场设备、工业金属管道工程施工及验收》GB50236-1998;《石油化工异种钢焊接规程》SH/T3526-2004;《石油化工铬钼耐热钢焊接规程》SH/T3520-2004;《火力发电厂焊接技术规程》DL/T869-2004;《石油化工建设工程施工安全技术规范》GB 50484-2008;《施工现场临时用电安全技术规范》JGJ46-2005;《管道施工图设计文件》3、主要工作量P91钢管:其中:Φ406.4*30.96钢管、长1900米,主焊口320个Φ355.6*27.79钢管、长95米,主焊口12个4、管道磁产生原因在管材制造的环节中,金属熔炼轧制、用电磁起重机进行装卸、用磁化法完成无损检验、钢管长时间接触电源导线及钢管在强磁场(运输)中停置等。
焊接带磁性钢管时,经常会看到电弧引燃的困难、电弧燃烧稳定性的破坏、在磁场中电弧的偏离、液体金属和渣熔融体从焊接熔池中的溅出,当采用钨极氩弧焊时电弧不再钨极尖部向被焊金属燃烧,而向氩气喷嘴燃烧。
管道焊接消磁机操作规程
管道焊接消磁机操作规程
《管道焊接消磁机操作规程》
一、目的
为了确保管道焊接过程中消除磁场的安全和有效操作,保障焊接质量,制定本规程。
二、范围
适用于所有需要进行管道焊接时使用消磁机的操作。
三、操作流程
1. 确保消磁机处于关闭状态,插入电源线并连接到电源插座。
2. 根据管道尺寸和形状,选择合适的消磁机工作头,安装到管道上并固定。
3. 打开消磁机电源开关,根据操作手册调整消磁机的工作参数。
4. 确认工作环境安全,使用平衡仪等工具进行管道水平校正。
5. 开始进行管道焊接作业,确保焊接人员和操作人员都不得接近正在使用的消磁机。
6. 完成焊接作业后,关闭消磁机电源开关,等待消磁机完全停止工作。
7. 将消磁机工作头从管道上卸下,清洁并存放到指定位置。
四、注意事项
1. 操作人员需经过培训合格后方可进行操作。
2. 操作过程中不得随意调整消磁机的工作参数。
3. 使用过程中如发现异常情况,立即停止使用并进行故障检查。
4. 消磁机的存放和维护需按照规定进行,确保设备的正常状态。
五、结束
操作结束后,对消磁机进行检查、清洁并存放到指定位置,确保设备处于良好状态。
六、附则
本规程由XX公司制定并执行,操作人员需严格按照规程执行操作。
如有需要修改,需报请相关部门批准。
以上就是《管道焊接消磁机操作规程》,请各位操作人员严格遵守,确保安全生产和焊接质量。
P91钢管消磁方案

12Mpa蒸汽管道安装工程P91钢管消磁方案编制:刘晓杰审核:邱红光批准:经雷黑龙江华隆电力工程有限公司二0一一年四月1、编制说明:本专业施工组织设计是在考虑了大庆石化12万吨/年乙烯改扩建工程,12Mpa蒸汽管道安装工程的特点、工期要求,结合以往工程建设施工中的经验,并紧紧围绕大庆石化分公司在12Mpa蒸汽管道工程中的具体要求等因素编制而成的,旨在提供科学的、切合实际的方案与措施,力求应用先进的技术,提高施工水平,确保该工程达标。
本工程与大庆石化120万吨/年乙烯改扩建工程热电厂12Mpa蒸汽燃煤锅炉项目相配套及化一厂装置蒸汽的需求,设计管径为Ф406.4x30.96、Φ355.6 x 27.79管道,输送量260t/h,新、老装置机组蒸汽质量要求高,管道材质为A335P91。
本工程针对进场的P91钢管磁性较大,不能正常焊接,如果采购专用的消磁器材,费用较高、采购周期过长。
经建设方、监理决定,利用施工现场现有的设备进行除磁、消缺处理。
2、编制依据《现场设备、工业金属管道工程施工及验收》GB50236-1998;《石油化工异种钢焊接规程》SH/T3526-2004;《石油化工铬钼耐热钢焊接规程》SH/T3520-2004;《火力发电厂焊接技术规程》DL/T869-2004;《石油化工建设工程施工安全技术规范》GB 50484-2008;《施工现场临时用电安全技术规范》JGJ46-2005;《管道施工图设计文件》3、主要工作量P91钢管:其中:Φ406.4*30.96钢管、长1900米,主焊口320个Φ355.6*27.79钢管、长95米,主焊口12个4、管道磁产生原因在管材制造的环节中,金属熔炼轧制、用电磁起重机进行装卸、用磁化法完成无损检验、钢管长时间接触电源导线及钢管在强磁场(运输)中停置等。
焊接带磁性钢管时,经常会看到电弧引燃的困难、电弧燃烧稳定性的破坏、在磁场中电弧的偏离、液体金属和渣熔融体从焊接熔池中的溅出,当采用钨极氩弧焊时电弧不再钨极尖部向被焊金属燃烧,而向氩气喷嘴燃烧。
管道焊接消磁机操作规程
管道焊接消磁机操作规程1. 引言管道焊接消磁是指在管道焊接完成后,使用专用的消磁机进行消磁处理,以去除焊接区域的磁场并消除管道内部应力。
本文档将详细介绍管道焊接消磁机的操作规程,以确保操作人员能正确且安全地进行消磁处理。
2. 操作流程以下是管道焊接消磁机的操作流程:1.准备工作–确保操作区域为空旷、通风良好,并设置明显的安全警示标识。
–检查消磁机设备的接地情况,确保接地良好,防止电击事故发生。
–确保消磁机设备的电源线和控制线连接良好,并开启电源开关。
2.管道焊接消磁前的检查–检查管道焊接工作是否已完成,对接口和焊缝是否符合规范要求。
–检查焊接位置是否清洁无杂物,如有杂物应先进行清理。
–检查消磁机设备是否正常运行,各部件是否完好。
3.操作步骤–佩戴个人防护装备,包括安全帽、防护眼镜、防护手套等。
–将消磁机设备放置在管道焊缝上,确保与焊缝接触紧密。
–按照消磁机设备说明书上的设定参数,设置消磁机的工作模式和消磁时间。
–开启消磁机设备,确保设备正常运行并按照设定参数进行工作。
–在消磁机设备工作期间,不得随意接触设备和管道焊缝,并注意周围的安全状况。
4.操作结束–操作完成后,关闭消磁机设备并切断电源。
–检查消磁机设备是否存有残留磁场,如有应进行二次消磁处理。
–将消磁机设备归位并整理好相关工作区域。
–做好记录,包括焊接消磁的时间、设定参数、操作人员等信息。
3. 安全注意事项在进行管道焊接消磁机操作时,需要注意以下安全事项:•操作人员应接受培训并具备相关消磁操作的资质。
•操作人员应佩戴个人防护装备,确保自身安全。
•操作人员在操作过程中,不得随意接触消磁机设备和焊缝。
•操作人员应注意周围环境的安全状况,确保操作区域的安全性。
•操作人员应定期对消磁机设备进行检查和维护,确保设备的正常运行。
•在操作过程中出现异常情况时,应及时停止操作并汇报相关人员。
•操作人员应遵守相关操作规程,不得擅自修改设备的工作参数。
4. 故障排除在操作管道焊接消磁机时,可能会出现一些故障情况,以下是常见的故障排除方法:•如果消磁机设备无法启动,首先检查电源线是否连接正确并是否有电供应。
金属快速消磁方法

金属快速消磁方法
金属快速消磁方法
金属在使用过程中会因为受到外部磁场的影响而产生磁化现象,这会对其正常使用造成影响。
因此,需要采取一些措施来消除这种磁化现象。
下面将介绍一种金属快速消磁的方法。
所需材料:
1. 电源线
2. 铜管
3. 钢管
4. 砂纸
步骤:
1. 将电源线插入插座,并将其另一端裸露出来。
2. 将铜管套在电源线上,并将其两端用钳子压紧。
3. 用砂纸将钢管表面打磨光滑。
4. 将钢管放入铜管内,确保两者之间没有空隙。
5. 将电源线接通电源,并让其通电5-10秒钟。
6. 关闭电源,取出钢管即可。
注意事项:
1. 在操作时要注意安全,避免触电等危险情况的发生。
2. 在通电时要保持手部干燥,避免触及潮湿的物体。
3. 在操作时要避免铜管和钢管之间出现空隙,否则会影响消磁效果。
4. 在操作结束后要关闭电源,避免电源线长时间通电而引起的危险。
总结:
通过以上步骤,我们可以快速、简单地消除金属的磁化现象。
这种方法不仅操作简单,而且成本低廉,是一种非常实用的金属消磁方法。
消磁机技术说明
钢管消磁设备及报价一.概述GDTC-1000型退磁机采用低频退磁,是一种高性能的复合型退磁设备。
主要针对带磁金属钢管进行退磁。
退磁效果好,整机元器件参数选用合理,可靠性高、稳定性好。
该设备在宝鸡钢管集团长期使用,效果优良。
1.1、一般数据适用钢管范围:最小φ100mm最大φ1800mm适用钢管长度:6-12m加热钢管要求:直线度不超过:±1%;椭圆度不超过正常直径的1%;1.4、电力要求一般要求电压380v±5%频率50Hz±1%进线要求三相四线制总装机容量约30 kW1.5、操作环境要求该套设备要求在厂房内进行操作。
可满足周边环境如下:平均气温:15.4℃。
极端最高气温:43℃。
极端最低气温:-14℃。
夏季相对湿度:78%。
冬季相对湿度:81%。
二.退磁设备结构形式。
传动输送采用直线V型转动,水平方向运动。
控制单元专门的配电柜内。
三、控制系统采用工业级的智能控制,电压隔离取样技术,退磁机的可靠性、稳定性,安全性,完全能胜任连续批量退磁。
控制系统分为单元控制,能单独控制:磁场强度和磁场的大小、输送速度快慢、方向,启动、停止等。
四、电气系统退磁机采用三相供电系统工作,对电网无干扰、功耗低、抗干扰力强,能用于大工件退磁。
选用的配件留有较大余量,整机过载能力强,功耗低,可连续长期工作。
退磁机带漏电保护器,操作安全性更高,外接报警灯指示五、主要技术指标退磁时间 s 5~30 与工件长度有关。
工作电压 V AC380 50Hz±5%退磁电压 V AC0-40V 0~380V退磁电流 A <1000A功率 kW <30电控柜尺寸 mm 900×600×1540主机架 mm 1030×1020×300适用工件最大尺寸 mm Ф100-1800六、成套设备组成及工艺描述6.1设备组成:1.消磁电源1套2.电器控制柜1套3.感应器.(φ100㎜~φ1800㎜钢管)1台(根据用户要求定制)4.调节支架1台6.2生产工艺描述:该设备的工作过程描述如下:消磁设备安装在钢管传输线的直线传输段,钢管直线移动通过消磁机,消磁机根据剩磁检测情况,调节消磁电源的电流,增大或减少通过消磁感应器的电流,进行消磁,满足消磁后钢管剩磁要求。
电焊机法消除钢管磁性
图+
随电流的减小磁场强度降低
图 * 表示采用纵向磁化法检测工件是否有缺 陷存在时, 用大电流, 产生磁场, 磁化工件, 通过缺 陷附近的漏磁吸引磁粉,形成磁粉堆积来找出缺 陷。图 + 表示通过逐渐减小电流, 趋近于 # , 磁场强 度也逐渐降低, 剩磁逐渐减少直至消失, 表现为吸 引大头针的磁力逐渐减弱, 直至大头针落下。 值得一提的是’用直流磁力探伤机磁化的工件, 必须用直流电来退磁, 可以得到最好的退磁效果。 由交流磁力探伤机磁化的工件, 可用交流电来 退磁, 也可用直流电退磁- 。 开始用交流电焊机退磁效果不好, 原因是探伤 时采用直流磁力探伤机磁化工件 ’ 后来改用直流电 焊机退磁, 才达到满意的效果。 另外, 当焊机电缆线缠绕间距过大, 电流降低 电缆线附近磁场强度很小, 大头针挂 接近于 # 时, 不住; 离线圈较远的部位, 磁场强度降低得较少, 撤 除电缆线后, 钢管的剩磁自动调整, 整个钢管又恢 复较强的磁力, 又能吸引住大头针, 直到增加了电 缆线圈的圈数, 缩短线圈距离, 才消除了吸引现象。
・ !" ・
此次用电焊机法消除高压钢管磁力现象的工 作 ’ 使得联醇改造工程的高压管线焊接铺设得以顺 — 利完成, 同时为大家提供一个用简易常用设备—— 电焊机解决施工现场钢管带磁问题的范例。 钢管不 同直径、 不同长度, 其处理退磁的原理和方法是一 样的。为了少走弯路, 注意以下几点: 电流尽可能 $% 选择合适的电焊机,交流或直流-, 大一些。 因为大型磁力探伤机的探伤电流在 !# ### . 以上。 可以增加退磁 &% 选择合理的电缆线缠绕圈数, 效率和效果。 ’% 对接时注意两根钢管的极性。
开 始 选 用 +,-."" 交 流 电 焊 机 , 试 验 效 果 不 好。后选取机修车间的直流 /,-.%" 型电焊机, 把 电焊钳的电缆线与电焊机的地线连接起来, 缠绕在
钢管磁化问题解决新法
钢的磁化问题解决新法工件在以下情况都会有意或无意地被不同程度地磁化,产生剩磁。
如磁粉检测时对工件进行磁化,工件被磨削、电弧焊接、低频加热、与强磁体(如机床的磁铁吸盘)接触或滞留在强磁场附近,以及当工件长轴与地磁场方向一致并受到冲击或振动被地磁场磁化等。
铁磁性材料和工件一旦磁化,即使除去外加磁场后,某些磁畴仍保持新的取向而不回复到原来的随机取向,于是该材料就保留了剩磁,剩磁的大小与材料的磁特性、材料的最近磁化史、施加的磁场强度、磁化方向和工件的几何形状等因素有关。
在不退磁时,纵向磁化由于在工件的两端产生磁极,所以纵向磁化较周向磁化产生的剩磁有更大的危害性。
而周向磁化(如对圆钢棒磁化),磁路完全封闭在工件中,不产生漏磁场,但是在工件内部的剩磁周向磁化要比纵向磁化大。
这可以从周向磁化过的工件上开一个纵向的深槽中测量剩磁来证实,但却用测剩磁仪器测出工件表面的剩磁很小。
工件上保留剩磁,会对工件进一步的加工和使用造成很大的影响,例如:(1)工件上的剩磁,会影响装在工件附近的磁罗盘和仪表的精度和正常使用;(2)工件上的剩磁,会吸附铁屑和磁粉,在继续加工时影响工件表面的粗糙度和刀具寿命;(3)工件上的剩磁,会给清除磁粉带来困难;(4)工件上的剩磁,会使电弧焊过程电弧偏吹,焊位偏离;(5)油路系统的剩磁,会吸附铁屑和磁粉,影响供油系统畅通;(6)滚珠轴承上的剩磁,会吸附铁屑和磁粉,造成滚珠轴承磨损;(7)电镀钢件上的剩磁,会使电镀电流偏离期望流通的区域,影响电镀质量;(8)当工件需要多次磁化时,如认定上一次磁化会给下一次磁化带来不良影响。
由于上述影响,故应该对工件进行退磁。
退磁就是将工件内的剩磁减小到不影响使用程度的工序。
但有些工件上虽然有剩磁,并不影响进一步加工和使用,就可以不退磁,例如:(1)工件磁粉检测后若下道工序是热处理,还要将工件加热至700℃以上的热处理,(即被加热到居里点温度以上);(2)工件是低剩磁高磁导率材料,如用低碳钢焊接的承压设备工件和机车的汽缸体;(3)工件有剩磁不影响使用;(4)工件将处于强磁场附近;(5)工件将受电磁铁夹持;(6)交流电两次磁化工序之间;(7)直流电两次磁化,后道磁化用更大的磁场强度。
无缝钢管带磁性的原因及消磁焊接方法

消磁焊接方法:用直流电消磁,可以按几种方案完成。
单根消磁,先在一端沿外圆绕8~12匝的线圈,以最大的磁场值来消磁。
当单根消磁到对接处时,将两根拉开距离不小于300 mm,在距每一根管子端面80~100 mm 处绕上18~20匝的线圈,并按图3(a)方法完成消磁。
图3 对接装配前用直流电消磁的系统图l一被消磁2一焊接导线3 直流焊接电源4 带焊条的电焊钳5一金属板片在个别场合下,推荐使用将电焊钳和金属板片接入电气系统中消磁的方案,见图3(b)。
将装入电焊钳中的焊条,在300 A 电流下与金属板短路10 s。
然后断开。
在每一次短路一一断开循环之后,用磁力计检查磁性,并在必要时重复消磁过程。
当对装配好的对接处消磁时,在被对接端绕上截面35~50 mm 的焊接导线,形成两根的共用线圈,见图4(a)。
线圈可以重叠绕(沿顺时针或者逆时针),总匝数为16~22匝。
此时,匝数多的应该在剩磁大一些的上。
这种消磁工艺往往是最佳的。
当测量剩磁等级小于2O×10 T 以后,完成焊缝根部的焊接。
此时,推荐在小电流10~ 20 A下进行补充消磁。
??(2)用交流电消磁用交流电消磁可以应用于单根装配前单根的末端,以及壁厚达25 mm 的已装配对接端。
此时,除按上述方图4 用公用焊接导线对对接管端消磁系统图法消磁以外,还有如下的补充:按图4(b)的消磁系统图装配,采用1根焊接导线组成的线圈,在回路中接入长0.5~1.0 m、直径1.5~3.0 mm 的钢丝。
这根钢丝安置在绝缘且不可燃材料的垫板(如石棉砖)上。
钢丝可以平滑地改变通电电流的大小,从而改变消磁磁场的大小。
当电源接通后,钢丝被加热并在一定时间内烧断。
烧断时间取决于钢丝直径、长度和电流值。
在钢丝烧断后,用磁力计检查剩磁大小。
当消磁效果不足时,必须重复消磁(有时需要4~5次)。
消磁系统的拆除,可在焊完根部焊缝后进行,推荐消磁后立即拆除。
对于交流电的消磁,同样可以采用电气调节器,以便平滑地改变电流的大小。
消磁技术在管道焊接中的应用

消磁技术在管道焊接中的应用作者:孙海鹏曾佳军师红杰来源:《卷宗》2019年第18期摘要:在焊接的过程中,有时会遇到管道带磁的现象,这种现象往往导致电弧偏吹,使焊接无法进行,要克服电弧偏吹,就要消除管道中的磁性,本文通过分析管道带磁的原因,介绍几种工程中常用的管道消磁方法。
关键词:焊接;电弧偏吹;消磁技術1 概述在站内工艺安装施工过程中,部分环氧粉末无缝钢管中带有剩磁,焊接时电弧偏吹严重,特别是氩弧焊打底焊无法进行,强行焊接极易产生气孔和根部未熔合等焊接缺陷。
为解决此问题,我们结合现场实际条件,利用电焊机加反向磁场成功的消除了磁性,使焊接工作顺利完成。
2 原因分析2.1 管道剩磁产生的原因管道中带有磁性,一般情况下是因为管道从制造到出厂过程中的某些工序因工艺要求将管道磁化,而磁化后消磁不完全产生剩磁。
如管道探伤工序中的磁粉探伤需要将管道磁化,环氧粉末管防腐时的中频感应加热也有可能使管线磁化。
2.2 磁偏吹产生的原因焊接电弧是电极和熔池之间的电离气体导体。
焊接过程中,在电极和电弧周围及被焊金属中会因通过电流而产生磁场,磁场会对电弧有力的作用,如果磁场对称地分布在电弧周围,电弧便可稳定燃烧,如果因外加磁场使电弧两侧受力不均匀,就会使电弧偏斜,因而使焊接受阻,这种现象称之为磁偏吹,它是焊接电弧周围磁干扰的结果。
3 克服和消除焊接电弧偏吹的常用方法为保证焊接工作的顺利进行,必须消除电弧周围不均衡磁场的干扰。
3.1 因焊接方法和接线引起的电弧偏吹当接地线加持于管段一侧时,管段上从焊缝到接地线之间部分通过的电流引起的磁场较未通过电流的一侧会有所增加,会引起电弧周围磁场的微弱不平衡(如图1),此时若焊条角度偏向通过电流一侧,会使电弧偏吹加剧,故在连接焊接地线时可以采用双头地线连接,若焊接过程中出现偏吹,可以将焊条向偏吹方向倾斜以调整磁场平衡。
在转动焊时,如果接地线加持方法不当,缠绕在管线一端时,通过地线产生的电磁场也可引起电弧偏吹。
无缝钢管消磁方法

无缝钢管消磁方法我折腾了好久无缝钢管消磁这件事,总算找到点门道。
这事儿一开始可真把我给难住了,就像面对一团乱麻,根本不知道从哪儿下手。
我试过加热的方法。
我就想啊,既然温度能改变很多物质的性质,兴许对消磁也有用呢。
我把无缝钢管放到火上烤,当时想着像烤红薯似的,热一热说不定就消磁了。
可是这个方法真的不太靠谱,烤半天,磁是消了一点点,但根本不彻底,而且钢管被烤得黑乎乎的,还影响它的性能,这就是一次失败的尝试,现在想起来,真是太天真了。
后来我又听人说反向充磁可以消磁。
我就找设备做这个尝试。
原理就是跟原来的磁场反着来,正负一抵消,磁不就没了嘛。
我就找了一些线圈啥的,缠绕在无缝钢管上,然后通上反向的电流。
这个过程还是挺复杂的,就像在走迷宫,每一步都得小心翼翼。
可是有时候这个电流大小不好控制,要是小了呢,消磁效果不明显,要是大了,又怕对钢管有其他损伤。
这个方法有效果,但是不太稳定。
再后来又试了个新方法,这次总算成功了。
我用了一个消磁器,这东西还真挺神奇的。
就把无缝钢管在消磁器产生的交变磁场里来回移动呗,就像用橡皮擦字一样,把钢管的磁性一点一点给擦掉了。
不过得注意移动的速度和方向,不能太乱,得均匀一点,不然有的地方消磁不彻底。
我开始的时候就手忙脚乱的,搞得消磁效果不好,后来多试了几次才掌握住了这个诀窍。
在这个过程中,我还不确定到底要移动多少次才能完全消磁,只能一边做一边测试。
我就用小磁针在钢管旁边试一试,看看还有没有磁性。
要是还有磁性,就再多移动几下。
这个方法现在看来是比较靠谱的,我还不确定有没有更好的方法了,但就我目前经历的这些尝试来说,用消磁器加小磁针测试这个方法,应该是一般情况下可以达到消磁目的的不错选择。
单芯电缆钢管消磁方法
单芯电缆钢管消磁方法嘿,朋友们!今天咱来聊聊单芯电缆钢管消磁这档子事儿。
你说这单芯电缆钢管啊,有时候就跟个爱闹脾气的小孩似的,带着磁呢。
那这磁可不好玩呀,会影响好多事儿呢。
就好像你要去一个地方,路上有个大石头挡着,你得想法子把它挪开不是?那怎么给它消磁呢?咱可以试试用交流电焊机来消磁呀。
就好比是给这个“小调皮”找了个能治它的“老师”。
把电焊机的电缆在钢管上绕上那么几圈,然后通上电,嘿,就开始给它“上课”啦。
电流通过的时候呀,就像是给它来了一场特别的“洗礼”,慢慢地把磁给去掉啦。
或者呢,咱还可以用直流电来给它消磁。
这就像是给它来了个“温柔的抚摸”,让它乖乖地把磁给交出来。
把直流电接到钢管上,让电流慢慢流动起来,一点一点地把磁给带走。
再不然呀,咱可以利用加热的办法。
这就好比是冬天的时候,咱给冻僵的手哈口气,让它暖和起来。
把钢管加热到一定温度,那磁呀,就像是被暖化了一样,自己就跑掉啦。
你想想看呀,如果不把这磁给消掉,那会出多少乱子呀。
就好比你走路的时候,鞋子里有颗石子,那多别扭呀,多不舒服呀。
所以呀,这消磁的工作可不能马虎。
而且呀,在消磁的时候,咱可得细心点,就像照顾宝贝一样。
要注意电流的大小呀,别太大了把钢管给弄坏了,也别太小了没效果。
就跟给花浇水似的,多了少了都不行。
还有啊,操作的时候一定要注意安全。
这可不是闹着玩的,电呀热呀的,可得小心别伤着自己。
这就像走在马路上,得看着点车,别乱跑。
总之呢,给单芯电缆钢管消磁是个技术活,也是个细心活。
咱得好好对待,就像对待一个好朋友一样。
把它的“脾气”给治好,让它乖乖地为我们服务。
可别小瞧了这消磁的事儿,做好了,那好处可多着呢!咱可不能让这小小的磁给咱的工作和生活添乱呀,你们说是不是?所以呀,大家都记住这些方法了没?赶紧去试试吧!。
钢管退磁技术在施工中的应用
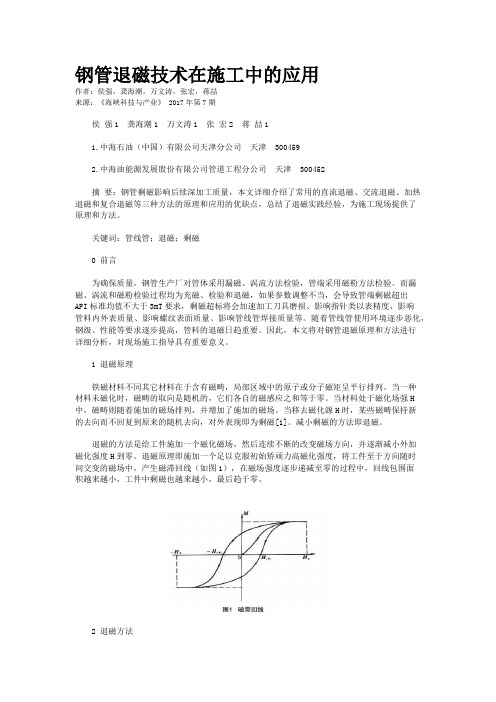
钢管退磁技术在施工中的应用作者:侯强,龚海潮,万文涛,张宏,蒋喆来源:《海峡科技与产业》 2017年第7期侯强1 龚海潮1 万文涛1 张宏2 蒋喆11.中海石油(中国)有限公司天津分公司天津 3004592.中海油能源发展股份有限公司管道工程分公司天津 300452摘要:钢管剩磁影响后续深加工质量,本文详细介绍了常用的直流退磁、交流退磁、加热退磁和复合退磁等三种方法的原理和应用的优缺点,总结了退磁实践经验,为施工现场提供了原理和方法。
关键词:管线管;退磁;剩磁0 前言为确保质量,钢管生产厂对管体采用漏磁、涡流方法检验,管端采用磁粉方法检验。
而漏磁、涡流和磁粉检验过程均为充磁、检验和退磁,如果参数调整不当,会导致管端剩磁超出API标准均值不大于3mT要求,剩磁超标将会加速加工刀具磨损、影响指针类以表精度、影响管料内外表质量、影响螺纹表面质量、影响管线管焊接质量等。
随着管线管使用环境逐步恶化,钢级、性能等要求逐步提高,管料的退磁日趋重要。
因此,本文将对钢管退磁原理和方法进行详细分析,对现场施工指导具有重要意义。
1 退磁原理铁磁材料不同其它材料在于含有磁畴,局部区域中的原子或分子磁矩呈平行排列。
当一种材料未磁化时,磁畴的取向是随机的,它们各自的磁感应之和等于零。
当材料处于磁化场强H 中,磁畴则随着施加的磁场排列,并增加了施加的磁场。
当移去磁化源H时,某些磁畴保持新的去向而不回复到原来的随机去向,对外表现即为剩磁[1]。
减小剩磁的方法即退磁。
退磁的方法是给工件施加一个磁化磁场,然后连续不断的改变磁场方向,并逐渐减小外加磁化强度H到零。
退磁原理即施加一个足以克服初始矫顽力高磁化强度,将工件至于方向随时间交变的磁场中,产生磁滞回线(如图1),在磁场强度逐步递减至零的过程中,回线包围面积越来越小,工件中剩磁也越来越小,最后趋于零。
2 退磁方法目前,常用的退磁方法主要有:直流退磁、交流退磁、加热退磁和复合退磁等三种方法。
钢管消磁处理
钢管消磁处理
嘿,咱来说说钢管消磁处理这事儿哈。
我跟你讲,有一回我在工厂里看到他们给钢管消磁,可有意思了。
那天我去一个工厂找朋友玩,正好看到他们在处理一批钢管。
那些钢管堆在那里,看着没啥特别的,可朋友说这些钢管得先消磁才能用。
我就好奇了,这钢管咋还得消磁呢?
朋友就给我解释,说这些钢管要是有磁性,以后用的时候会有各种麻烦。
比如说会影响一些仪器的测量啦,或者在焊接的时候会出问题啥的。
我一听,嘿,还挺重要呢。
然后我就看着他们怎么给钢管消磁。
他们先把钢管放在一个大机器上,那个机器看着就很厉害的样子。
朋友说这机器能产生一种磁场,和钢管上的磁场相互作用,把磁性给抵消掉。
我就想象着这两个磁场在那里打架,最后把钢管上的磁性给打败了。
哈哈。
接着,他们又用一种特殊的仪器来检测钢管上还有没有磁性。
那个仪器小小的,拿着在钢管上晃来晃去。
我也凑过去看,心里还挺紧张,不知道这钢管到底消磁成功了没有。
检测了一会儿,他们说可以了,这批钢管消磁成功了。
我看着那些钢管,感觉它们就像打了一场胜仗的士兵,变得更加厉害了。
从那以后,我就知道了钢管消磁处理的重要性。
咱可不能小瞧了这一步,要是不把钢管消磁好,以后说不定会出啥大问题呢。
嘿嘿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 技术机理
整体关联消磁技术是基于磁感应强度的矢量合成特性与磁体特性的基础之上[4], 磁感应强度的合 成遵循平行四边形法则, 当 2 个磁场在某点磁感应强度方向相反而大小相等, 则该点的合成磁感应强度 为零。另外, 磁体有南北极之分, 而且磁极附近磁场最强, 因此, 如果能使磁极附近的磁感应强度为零, 则 磁体外部各处磁感应强度也为零, 至于磁体内部如何, 可不必关心。这就是所谓“整体”, 即不追求将钢管 的磁畴恢复成原始的无序状态, 只要钢管整体对外不显磁性或磁性较弱即可。
[ 参 考 文 献 ]
[ 1 ] 何辅云. 钢管磁法高速探伤议的研制[J ]. 合肥工业大学学报 (自然科学版) , 1998, 21 (1) : 90- 95. [ 2 ] 何辅云. 采油油管高速探伤技术的研究[J ]. 石油学报, 1999, 20 (1) : 73- 76. [ 3 ] 无损检测学会. 磁粉探伤[M ]. 北京: 机械工业出版社, 1987. 139- 143. [ 4 ] 程守洙, 江之永. 普通物理学[M ]. 北京: 高等教育出版社, 1985. 223- 234. [ 5 ] 内山晋. 应用磁学[M ]. 姜恩永译. 天津: 天津科学技术出版社, 1982. 4- 5. [ 6 ] 李翰荪. 电路分析基础[M ]. 北京: 高等教育出版社, 1983. 422- 458.
兹线圈[5]所覆盖的区域被磁化后, 其内部剩磁磁场方向与线圈磁
场方向一致。 因此, 形成一个短条形磁体, 在下一时刻同样如此反
复, 形成许多条形磁体, 这些条形磁体异性磁极首尾相接, 使钢管
成为一个大磁体, 其内部磁场分布如图 2 所示。 据此, 可以在钢管
中产生一个与剩磁磁场方向反向的磁场, 以实现消磁, 理论上任一
行消磁。
3 结束语
由于该技术将磁化与消磁统一起来, 因此无需特别的设备, 功耗低、维护简单及可靠性高。实际使用 表明, 只要系统参数选择恰当, 效果明显。 最优时, 消磁后的钢管剩磁强度低于 3×10- 4 T , 它不仅适用 于各类钢管, 也适用于对其它大工件进行消磁处理。
通过实验对比, 说明整体关联消磁技术远远优于常规消磁方法, 而且能够得到广泛应用。
(责任编辑 瞿尔仁)
529
而且振荡频率无法达到实际需要, 消磁效果也不能达到实际要求, 消磁后的钢管仍然有较大的剩磁; 另 外一种是采用加热方法, 这种方法会影响钢管的物理特性, 如硬度及韧性等[3]。
根据实验启示, 当对采用双线绕制成的螺线管通以等值反向电流时, 螺线管内、外部磁场强度为零, 故本文提出整体关联消磁技术。该技术利用磁体特性与磁感应强度的矢量特性进行消磁, 无需将钢管的 磁畴恢复为原始的无序状态来实现消磁, 打破了以往的消磁理念, 把磁化与消磁统一起来。
530
合肥工业大学学报 (自然科学版) 第 25 卷
2. 2 实验结果讨论 为验证整体关联消磁技术的有效性和优越性, 采用对比实验, 将钢管磁化, 先采用整体关联消磁技
术进行消磁, 然后进行磁化, 再用衰减的振荡磁场进行消磁, 振荡频率为 50 H z, 反复实验验证, 实验结 果见表 1 所列。
如何实现磁极附近的磁感应强度为零, 这就是所谓“关联”, 是指根据钢管剩磁磁场的分布特点在其 内部产生与剩磁方向反向的磁场来实现消磁, 从而把消磁与磁化联系起来。
2 技术实现与验证
2. 1 钢管剩磁分析及消磁措施
如图 1 所示, 在钢管检测时, 钢管是按线圈磁场及电流方向 (均为假定方向) 被磁化, 在瞬间亥姆霍
收稿日期: 2002202226; 修改日期: 2002205209 作者简介: 徐明亮 (1973- ) , 男, 安徽宣城人, 合肥工业大学硕士生;
何辅云 (1949- ) , 男, 安徽巢湖人, 合肥工业大学研究员, 硕士生导师.
第 4 期 徐明亮, 等: 钢管整体关联消磁技术
Techn ique of in tegra l and rela ted demagnetiz ing of steel tubes
XU M ing2liang, H E Fu2yun, ZHAN G Yong, CH EN L i2juan
(Schoo l of Com p u ter and Info rm ation, H efei U n iversity of T echno logy, H efei 230009, Ch ina)
第 25 卷第 4 期 2002 年 8ቤተ መጻሕፍቲ ባይዱ月
合 肥 工 业 大 学 学 报 (自然科学版)
JOU RNAL O F H EFE I U N IV ER S IT Y O F T ECHNOLO GY
V o l. 25 N o. 4 A ug. 2002
钢管整体关联消磁技术
徐明亮, 何辅云, 张 勇, 陈礼娟
(合肥工业大学 计算机与信息学院, 安徽 合肥 230009)
摘 要: 在钢管无损检测中, 常常利用钢管的磁异常现象进行缺陷检测。检测前, 首先对钢管磁化, 然后再进行检测, 但是, 磁 化后的钢管会有剩磁, 这种剩磁不但给后继加工 (如螺纹加工、焊接)、安装及使用造成不便, 也会影响仪器设备的正常工作, 所以, 检测后的钢管必须进行消磁处理。常规消磁技术效果差, 不能满足实际需要, 故提出一种新的消磁技术, 即整体关联消 磁技术, 该技术把消磁与磁化统一起来, 利用磁体的特性与磁感应强度的矢量特性进行消磁, 实际使用证明, 该技术设备简 单、功耗低, 消磁效果好。 关键词: 钢管整体消磁技术; 钢管无损检测; 剩磁 中图分类号: TM 14 文献标识码: A 文章编号: 100325060 (2002) 0420528203
应强度同时为零。在中间某段产生反向磁场也是可以的, 但定位困
难, 而且因钢管较长及总磁阻较大, 以致一端产生的反向磁场对另
一端没有多大影响, 对在中间某段产生反向磁场同样如此。
图 2 钢管内部剩磁磁场
1. M 表示钢管剩磁磁场区域 2. L 表示消磁磁场区域 图 3 3 种消磁措施
因而实际可行的最佳方案是图 3c 所示的方案, 也就是在两端产生反向磁场, 使其内部磁场分布如 图 3c 所示, 在钢管两端形成 2 个与剩磁反向的磁场, 只要 L 、M 两段磁场场强大小合适, 那么在钢棒两 端合成磁场为零, 由磁体特性所述, 外部也为零。
为与检测线配套, 实现流水作业, 其设计系统如图 4
所示, 系统中 V 型轮的作用是支撑和驱动钢管。 当钢管 行进至红外传感器时, 红外传感器动作, 将钢管的位置信
1. 传感器 2. V 型轮 3. 消磁线圈 4. 钢管 图 4 消磁系统组成
息送至控制系统, 由控制系统[6]输出消磁信号给位于钢管两端的消磁线圈, 由它们产生 2 个反向磁场进
Abstract: In the steel tube nondest ruct ive in sp ect ion by u sing m agnet ic techn ique, the steel tube need s to be m agnet ized, thu s the m agnet ized steel tube ha s rem anence. T h is rem anence w ill influence the sub sequen t p rocessing and in sta lla t ion of the tube, the in st rum en t s′p recision and the no rm a l w o rk ing of the equ ipm en t. So the in sp ected steel tube need s to be dem agnet ized. B u t the comm on dem agnet iza2 t ion techn ique does no t w o rk w ell. In th is p ap er, the in teg ra l and rela ted dem agnet izing techn ique is p ropo sed. T h is techn ique is ba sed on vecto ria l resu ltan t of m agnet ic induct ion, and the o rig ina l d iso r2 der sta te of m agnet ic dom a in need no t be resto red, so the m agnet izing and dem agnet izing cou rse of the steel tube is con so lida ted. P ract ica l app lica t ion of the techn ique p roves tha t the equ ipm en t is sim p le, the pow er con sum p t ion is low , and the dem agnet iza t ion resu lt is sa t isfy ing. Key words: the techn ique of in teg ra l dem agnet izing of steel tubes; nondest ruct ive in sp ect ion; rem a2 nence
消磁时, 只需要对其两端进行处理, 使其产生与剩磁方向
反方向的磁场就实现消磁, 并没有将磁畴恢复成原始的
无序状态来实现消磁, 消磁效果明显优于交流消磁技术。
而采用交流消磁时, 电能较大一部分由于涡流而损
耗掉, 实际转化为磁能的较少, 又由于振荡频率难以达到
理想值, 因而消磁效率低, 效果差。
2. 3 系统设计
在钢管无损检测中, 常常利用钢管的磁异常现象进行缺陷检测[1, 2]。 检测前, 首先对钢管磁化, 然后