大直径薄壁筒体现场制作方法
大型薄壁筒形件的加工

大型薄壁筒形件的加工通过分析大型薄壁筒形件的结构特点及加工难点,从基准选择、变形控制、刀具选择、工装配备等方面进行综合考虑,制定了切实可行的工艺方案,采用普通设备,加工出了高质量的工件,保证了零件加工精度要求。
标签:薄壁;变形;精度1 概述薄壁筒形件已广泛应用于工程机械行业中,它具有重量轻、结构紧凑、节约材料等特点。
但薄壁筒形件因壁比较薄,刚性差、强度弱,在夹紧力及切削力的作用下容易产生变形和振动,零件尺寸精度难以控制,表面粗糙度不易保证,加工工艺性较差,薄壁筒形件加工中控制变形成为关键技术。
大型薄壁筒形件应用并不是很广泛,但它是产品中的核心零部件,其结构更复杂,加工精度要求更高,怎样保证尺寸、精度要求尤为重要,下文就某种大型薄壁筒形件的加工进行详细分析。
该大型薄壁筒形件是某产品回转支承中的关键零部件,它的主要作用是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度[1]。
该零件外形尺寸大、质量重、中间一段为薄壁,其精度要求高,加工难度大。
车间只有普通车床和普通钻床,要完成该大型薄壁筒形件的加工,相当困难。
因此必须综合分析零件结构及精度要求,制定可行的工艺方案,才能加工出符合图样要求的零件。
2 零件的结构分析2.1 零件的结构如图所示:2.2 零件的结构特点(1)结构形式由多个零件焊接而成,两端法兰由薄壁管状的筒形件连接,薄壁筒形件刚性较差;(2)零件外形尺寸长、外径大、质量重,零件净重为530Kg,且质量分布不均匀,两端重,中部轻;(3)两端法兰处轴承安装孔位置相距较远,两孔相距808mm,且同轴度要求高,同轴度为Φ0.04;(4)两端法兰上分布有多组孔系,总共79个孔。
2.3 零件的精度要求2.3.1 尺寸精度要求高(1)大法兰端内径尺寸为Φ、外径尺寸为Φ655,表面粗糙度为;(2)小法兰端内、外径尺寸分别为Φ405、Φ533,表面粗糙度分别为、;(3)两端法兰内端面距离为703±0.2;(4)两端法兰外端面距离为634±0.05;(5)大法兰端外止口尺寸为Φ625。
大直径薄壁导向筒的一种加工方法

[ c X J 2 [
} 1 I 申 I H G 1 1 1 [ ] 1 1 [ 9 ] 1 2 匕 1
图 4 交流 润滑 油 泵 电机控 制 原理 图
图3 E P S 应 急电源事故 油泵 电机次控制原理 图
6 . 3 . 5图3中K M接点为交流润滑油泵接触器的常闭辅助接点 , s J 2 接点 为交流润 滑油泵控 制 回路 增加 的时间继 电器 的延 时常 开接点 , S J 1 为 的时间继 电器 。 6 . 3 . 6图 4 中在远控 及连锁 回路 中增加 中间继电器 Z J 1 , 引 出常 开接 点Z J 1 替换原有连锁启动接点 X J 1 。同时引 出另一对常开接 点 Z J 1 经 时 间继电器 s J 2 延时后引至事故油泵电机控制回路 , 将交流润滑油泵交流 接触器常 闭辅助接点 K M引至事故油泵 , K M与 S J 2 串接至事故 油泵 起动 回路 。增加时间继 电器 S J 2 作用是确保交流润滑油泵是 在停 机状态时起 动事故油泵 , 避免 由于 S J 2 接点 的瞬时动作 误起动事故油泵 。 6 . 3 . 7将 事故油泵二次控 制 回路和交 流润滑油泵二 次控制 回路 分别 按图3 、 图4 更改后 , 我们进行 了润滑油系统起动 试验 , 结果如下 : 7发电机组机组交流 润滑油泵 、 E P S 事故油泵连锁起动试验 7 . 1 流润 滑油泵 、 E P S 事故油泵一次 、 二次 回路 、 E P S 、 软起动检查 : 正
科技创新与应用 I 2 0 1 3 年 第1 8 期
工 业 技 术
大直径薄壁 导 向筒 的一种加工 方法
王丽 华 宋万明 。
( 1 、 齐齐哈 尔市华安工业有 限责任公司 , 黑龙江 齐齐哈 尔 1 6 1 0 4 6 2 、 黑龙江华安机械有 限责任公 司, 黑龙江 齐齐哈 尔 1 6 1 0 4 6 ) 摘 要: 文章主要 阐述 了大直径薄壁导向筒的一种加工方法, 供 大家参考。 关键词 : 大直径薄壁 ; 导向筒; 加工方法
浅谈铝合金大直径薄壁件的加工方法孙辉

浅谈铝合金大直径薄壁件的加工方法孙辉发布时间:2021-08-31T06:07:59.851Z 来源:《中国科技人才》2021年第15期作者:孙辉[导读] 铝合金材料具有质轻、稳定性好、耐腐蚀、强度高等良好的综合性能,在航空航天产品中应用越来越广泛。
新乡航空工业(集团)有限公司河南新乡 453049摘要:铝合金材料具有质轻、稳定性好、耐腐蚀、强度高等良好的综合性能,在航空航天产品中应用越来越广泛。
但由于其硬度低、韧性差、抗拉强度接近于屈服强度等缺点,故铝合金大直径薄壁件在应用中易变形、刚性差。
本文通过某型号飞机上的配套零件的加工工艺路线、加工方法、以及刀具选择切削参数等方面来论述如何减小铝合金薄壁件变形、以及刚性差等技术难题,为以后加工此类零件提供一些借鉴。
关键词:铝合金变形薄壁件一、引言如图一所示典型大直径薄壁工件,为我厂新研制的某项产品配套的零件,材料为锻铝2A70,此类零件在加工过程中有一个显著的特点,就是由于壁厚较薄,刚性较差;同时,由于材料为锻件,内应力较大,在装夹和车削过程中受夹紧力和车削力的作用下,零件极易变形,从而影响零件的加工精度。
如果要很好的解决上述问题,需要采用数套专用夹具,用以零件的定位和装夹,才能满足此类零件的加工要求。
这对于新研产品的单件少量的生产而言非常不适宜,为解决此类零件的加工问题,通过采用特殊的一些加工工艺和技巧,来有效的解决零件的变形问题,保证尺寸精度和形位精度。
图一二、问题提出(1)零件外圆尺寸为,;内孔尺寸为,;孔深尺寸为。
同轴度要求 0.05,垂直度要求0.01,平行度要求0.02,。
尺寸公差及形位公差要求较严;(2)零件材料为自由锻件,加工余量大,加工应力难以消除(3)内孔加工时为断续车削,难于加工;(4)零件壁厚仅为4mm,刚性差,加工时容易变形;综上所述,如何有效地保证零件的尺寸及形位公差精度要求,解决零件薄壁易变形等问题成为制约生产的难题。
三、解决措施1.制定合理加工路线,减少变形由于锻件的制备及零件在切削过程中都会在工件内部形成一定的内应力,而对于如此大直径的薄壁零件,上述应力足以使加工后的零件变形。
大直径薄壁插入式钢圆筒滚装装船施工工艺创新

QC小组 发布人:
目录
01
工程概况
06
制定对策
02
小组介绍
07
对策实施
03
课题选择
08
效果检查
04
设定目标
09
标准化
05 提出方案确定最佳方案
10 总结与今后打算
01 工程概况
工程概况:南护岸计划采用大型钢圆筒结构形式,钢圆筒沿人工岛南侧岸壁前沿线型布置。
05 提出方案并确定最佳方案
小组利用头脑风暴法,集思广益提出若干施工方案,并利用亲和图提炼方案。
大直径薄壁插入式钢圆筒滚装装船施工工艺创新
岸上运输
装船运输
Hale Waihona Puke 起重机运输起重机装载 浮吊装载
液压模块车滚装
液压模块车运输
滑移装船
气囊滚装
制表人:
审核人:
制表时间:2016年12月1日
05 提出方案并确定最佳方案
镂空曲面超薄全铸钢结构迎宾塔施工工艺创新 2013年获得:国家级QC成果奖
大跨空间体内预应力钢结构施工新工艺 2012年获得:中国建筑业协会一等奖(国家级)
大跨度焊接球预应力张弦网架位形控制工艺控制 2010年获得:中国施工企业二等奖(两项)
大跨度预应力焊接球张弦网架位形控制 2010年获得:总公司一等奖、天津市一等奖、国家级QC成果金奖
时间
地点 负责人
预留液压模 液压模块车行进路线上无 制作运输路线图,并进
1 块车运输车 障碍物,筒行进路线之中 行路线标识;优化制作 16年12月 施工现场
道
物体高度不超过1.35米
可拆卸式胎架
钢圆筒内支 支撑梁底标高与筒底标高 优化支撑梁构造及连接
某核电站薄壁大直径不锈钢筒体制作技术
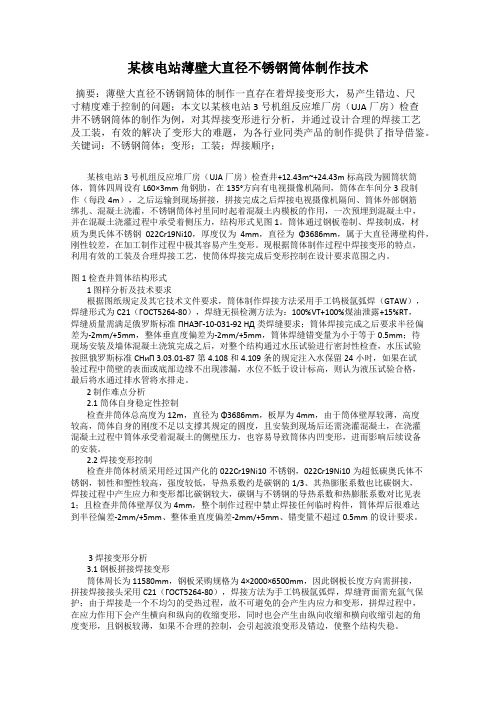
某核电站薄壁大直径不锈钢筒体制作技术摘要:薄壁大直径不锈钢筒体的制作一直存在着焊接变形大,易产生错边、尺寸精度难于控制的问题;本文以某核电站3号机组反应堆厂房(UJA厂房)检查井不锈钢筒体的制作为例,对其焊接变形进行分析,并通过设计合理的焊接工艺及工装,有效的解决了变形大的难题,为各行业同类产品的制作提供了指导借鉴。
关键词:不锈钢筒体;变形;工装;焊接顺序;某核电站3号机组反应堆厂房(UJA厂房)检查井+12.43m~+24.43m标高段为圆筒状筒体,筒体四周设有L60×3mm角钢肋,在135°方向有电视摄像机隔间,筒体在车间分3段制作(每段4m),之后运输到现场拼接,拼接完成之后焊接电视摄像机隔间、筒体外部钢筋绑扎、混凝土浇灌,不锈钢筒体衬里同时起着混凝土内模板的作用,一次预埋到混凝土中,并在混凝土浇灌过程中承受着侧压力,结构形式见图1。
筒体通过钢板卷制、焊接制成,材质为奥氏体不锈钢022Cr19Ni10,厚度仅为4mm,直径为Φ3686mm,属于大直径薄壁构件,刚性较差,在加工制作过程中极其容易产生变形。
现根据筒体制作过程中焊接变形的特点,利用有效的工装及合理焊接工艺,使筒体焊接完成后变形控制在设计要求范围之内。
图1 检查井筒体结构形式1 图样分析及技术要求根据图纸规定及其它技术文件要求,筒体制作焊接方法采用手工钨极氩弧焊(GTAW),焊缝形式为C21(ГОСТ5264-80),焊缝无损检测方法为:100%VT+100%煤油泄露+15%RT,焊缝质量需满足俄罗斯标准ПНАЭГ-10-031-92 НД类焊缝要求;筒体焊接完成之后要求半径偏差为-2mm/+5mm,整体垂直度偏差为-2mm/+5mm,筒体焊缝错变量为小于等于0.5mm;待现场安装及墙体混凝土浇筑完成之后,对整个结构通过水压试验进行密封性检查,水压试验按照俄罗斯标准СНиП 3.03.01-87第4.108和4.109条的规定注入水保留24小时,如果在试验过程中筒壁的表面或底部边缘不出现渗漏,水位不低于设计标高,则认为液压试验合格,最后将水通过排水管将水排走。
超大直径薄壁塔设备的整体制造技术

超大直径薄壁塔设备的整体制造技术康治政【摘要】介绍亚洲最大、国内首台直径18 m超大型薄壁冷却塔整体制造技术,阐述大型球壳封头成型、简体成型、大型球壳吊装翻身、分段组装、焊接及热处理、气压试验、设备整体吊装上船等关键制造工序及制造难点的解决方案,为大直径薄壁设备的制造积累经验.%The manufacture technology is introduced for the cooling tower which is the largest tower equipment in Asia and domestic first with super large diameter of 18 meters and thin wall thickness.The technology is expounded for key manufacturing process and the solution of manufacturing difficulties of super large equipment including head forming,cylinder forming,lifting and turning of super large spherical shell,assembling in sections,welding and PWHT,pneumatic test,lifting and shipping on board in whole and so on.It has accumulated experience for the manufacture of super large & thin walled equipment.【期刊名称】《压力容器》【年(卷),期】2017(034)007【总页数】7页(P66-72)【关键词】冷却塔;超重、超大直径薄壁塔设备;整体制造;气压试验【作者】康治政【作者单位】上海森松压力容器有限公司,上海201323【正文语种】中文【中图分类】TH49;TQ053.5;TQ050.6随着炼油化工工艺装置向大型化发展,使得单体设备趋于大型化,同时装备制造业能力大幅提升,今后炼油化工行业中采用大直径重型设备也是发展趋势。
大直径薄壁筒类及板类件工艺方案研究
大直径薄壁筒类及板类件工艺方案研究摘要:本文对大直径薄壁筒类件加工和翻转、薄壁板类件翻转工艺方法及防变形用辅具应用进行了分析和研究,研究了一套安全可行的加工工艺方案,此加工工艺方案不仅满足了产品加工精度要求,而且提高了加工效率,为类似工件提供了重要的技术支撑。
关键词:大直径薄壁件加工防变形工艺方案随着社会的发展,各种各样形状和尺寸的零件层出不穷,设备慢慢趋于大型化和轻量化,有许多大直径薄壁产品正在陆续应用于各个行业领域设备中,但是这种工件在生产制造过程中存在许多制造难点,大直径薄壁件加工及防变形方法是工艺技术人员目前应研究的重中之重。
一.大直径薄壁筒类件及板类件特点1、大直径薄壁筒类件大直径薄壁筒类件刚性差,尤其是针对直径在3.5-6m的筒类件,车削加工时加工难度大,车削时受切削力及夹紧力的作用容易出现变形,加工精度及尺寸很难保证。
一般情况下数控立车加工这种大直径薄壁筒类件时由于装夹方式,必须面临多次翻转工件的问题,这就导致工件在翻转时又会引起二次变形,最终导致满足不了精度及装配使用要求。
1.大直径薄壁板类件直径尺寸在5-6.5m、厚度尺寸小于等于100mm的薄壁板类件刚性差,大直径薄壁板类件制造过程中易发生变形,不易控制其变形。
在翻转时易引起由于突然加速导致发生变形,最终难以满足装配及使用要求。
1.工艺性分析根据实际生产加工情况,受结构及生产资源的限制,其加工方式如下:1.大直径薄壁筒类件加工(1)加工方式大直径薄壁筒类件一般选用重型立式车床进行加工,工件吊至车床花盘上,用机床自带夹爪进行装夹,若筒类件高度在1米以下还可以使用压板压在薄壁筒类件端面上,夹紧力不能太大,应装夹均匀。
(2)切削参数的选择大直径薄壁筒类件加工过程最重要防止变形的因素是切削参数的选用,立车切削加工过程中的切削参数主要包括转速n、进给量f、背吃刀量a。
p 转速n的选择:重型立车加工零件时,转速与活件直径大小和零件重量有关。