Profibus现场总线技术与PLC的配合应用
基于Profibus-DP的PLC与PC现场总线控制系统

基于Profibus-DP的PLC与PC现场总线控制系统[日期:2008-10-30] 来源:作者:[字体:大中小] 摘要:目前,石油化工行业中使用的微机发油控制系统大都采用自行开发的单片机系统控制油泵,并通过RS-485总线与PC机的串口(使用RS-232转485转换器)相连,依靠上位机管理软件监控下位机。
但化工行业中的设备复杂,且RS-485总线方式抗干扰性弱,使得系统稳定性下降,调试复杂。
本系统采用Profibus-DP现场总线技术,下位机为抗干扰性极强的PLC,上位机通过专用PROFIBUS通讯卡CP5611构建的整套系统,分布性、可靠性与可扩展性都得到了极大的提高。
本文章通过结合现行开发的基于PROFIBUS-DP的石油化工发油控制系统,主要介绍了现场总线技术,以及如何实现PROFIBUS总线与PLC通讯的相关技术。
关键词:PROFIBUS-DP;PLC;现场总线;引言自动化控制、计算机、通信、网络等技术的发展,导致了自动化领域的深刻变革。
信息技术的飞速发展,使得自动化系统结构逐步形成全分布式网络集成自控系统。
现场总线(fi eldbus)正是顺应这一形势发展起来的新技术。
现场总线是应用在生产现场、微机化测量控制设备之间实现双向串行多节点数字通信的系统,也被称为开放式、数字化、多点通信的底层控制网络。
现场总线控制系统FCS(fieldbus control system),是继基地式气动仪表控制系统、电动单元组合式模拟仪表控制系统、集中式数字控制系统、集散控制系统DCS后的基于现场总线的新一代控制系统。
目前,比较具有影响力的现场总线有:基金会现场总线(FF,Foundation Fieldbus)、LonWorks、PROFIBUS、CAN和HART等等。
其中,PROFI BUS是当前最为流行的现场总线技术之一。
PROFIBUS是德国90年代初制定的国家工业现场总线协议标准,代号DIN19245。
profibus总线应用实例

profibus总线应用实例Profibus总线应用实例Profibus(过程领域总线)是一种广泛应用于自动化领域的现场总线技术,它能够实现工业设备之间的通信和数据交换。
在工业自动化系统中,Profibus总线被广泛应用于控制系统、传感器、执行器和其他设备之间的通信。
本文将介绍几个Profibus总线的应用实例,以说明其在工业领域的重要性和优势。
1. 工厂自动化在现代工厂中,各种设备和系统需要进行高效的通信和协调。
Profibus总线提供了一种可靠的通信方式,使得不同设备之间可以实现数据交换和控制命令的传输。
例如,PLC控制器可以通过Profibus总线与传感器和执行器进行通信,实现对生产线的精确控制和监控。
这种应用可以大大提高工厂的生产效率和自动化水平。
2. 过程控制在化工、石油和能源等过程控制领域,Profibus总线被广泛应用于各种传感器和执行器之间的通信。
通过Profibus总线,温度传感器、压力传感器、流量计等可以将实时数据传输到控制系统,实现对生产过程的精确控制和监测。
同时,控制系统也可以通过Profibus总线下发指令,控制执行器的动作,调整工艺参数,提高生产过程的稳定性和可靠性。
3. 机器人控制机器人技术在制造业中扮演着越来越重要的角色,它可以实现高精度、高效率的生产和组装。
Profibus总线在机器人控制中的应用可以实现机器人与其他设备之间的实时通信和数据交换。
例如,机器人可以通过Profibus总线获取传感器数据,根据实时反馈进行精确的运动控制和路径规划。
这种应用能够大大提高机器人的灵活性和智能化水平,满足不同生产需求。
4. 远程监控Profibus总线还可以用于远程监控系统,实现对设备状态和生产过程的远程监测和控制。
通过Profibus总线,监控系统可以实时获取设备的运行数据,并进行分析和判断。
当设备出现异常或故障时,监控系统可以通过Profibus总线下发指令,进行远程重启或调整,提高故障处理的效率和准确性。
PLC–PLC+之间的ProfiBus+通讯

PLC –PLC 之间的ProfiBus 通讯3. 怎样加入支持PROFIBUS-DP协议的第三方设备既然PROFIBUS-DP 是一种通讯标准,一些符合PROFIBUS-DP规约的第三方设备也可以加入到PROFIBUS网上作为主站和从站,绝大部分设备都可作为从站,只有一小部分设备可作为主站,第三方设备做主站,组态软件需要第三方提供。
第三方设备作从站,如果主站是S7设备,组态软件是STEP7 和SIMATIC NET,如果是S5设备,组态软件是COM PROFIBUS或COM5431。
支持PROFIBUS-DP的从站设备都会有GSD文件,GSD文件是对设备一般的描述,通常以*.GSD或*. GSE文件名出现,将此GSD文件加入到主站组态软件中后就可以组态从站的通讯接口。
在这里主要介绍S7设备做主站的应用,STEP7作为组态软件加入PROFIBUS-DP从站设备,现以S7-400 CPU416-2DP做主站,S7-200 PROFIBUS 接口模块EM277作从站为例,详细介绍怎样导入GSD文件,组态从站通讯接口区进而建立通讯。
3.1PROFIBUS-DP中与EM277的通讯软件: STEP7 V5.2硬件: 1.PROFIBUS-DP主站S7-400 CPU416-2DP2.从站EM2773.MPI网卡CP56114.PROFIBUS电缆及接头此组态实例是将上位机和S7-400 CPU416-2DP通过PROFIBUS-DP总线与EM277相连来建立通讯。
网络配置图如下:S7-400 CPU416-2DP3.2组态主站系统:打开SIMATIC MANAGER 软件, 在FILE 菜单下选择NEW 新建一个项目,在NAME 栏中输入项目名称,将其命名为DP_EM277,在下方的Storage Location 中设置其存储位置。
在项目屏幕的左侧选中该项目,在右键弹出的快捷菜单中选择Insert New Object 插入SIMATIC 400 Station ,可以看到选择的对象出现在右侧的屏幕上。
PLC –PLC 之间的ProfiBus 通讯以EM277为例

PLC –PLC 之间的ProfiBus 通讯3. 怎样加入支持PROFIBUS-DP协议的第三方设备既然PROFIBUS-DP 是一种通讯标准,一些符合PROFIBUS-DP规约的第三方设备也可以加入到PROFIBUS网上作为主站和从站,绝大部分设备都可作为从站,只有一小部分设备可作为主站,第三方设备做主站,组态软件需要第三方提供。
第三方设备作从站,如果主站是S7设备,组态软件是STEP7 和SIMATIC NET,如果是S5设备,组态软件是COM PROFIBUS或COM5431。
支持PROFIBUS-DP的从站设备都会有GSD文件,GSD文件是对设备一般的描述,通常以*.GSD或*. GSE文件名出现,将此GSD文件加入到主站组态软件中后就可以组态从站的通讯接口。
在这里主要介绍S7设备做主站的应用,STEP7作为组态软件加入PROFIBUS-DP从站设备,现以S7-400 CPU416-2DP做主站,S7-200 PROFIBUS 接口模块EM277作从站为例,详细介绍怎样导入GSD文件,组态从站通讯接口区进而建立通讯。
3.1PROFIBUS-DP中与EM277的通讯软件: STEP7 V5.2硬件: 1.PROFIBUS-DP主站S7-400 CPU416-2DP2.从站EM2773.MPI网卡CP56114.PROFIBUS电缆及接头此组态实例是将上位机和S7-400 CPU416-2DP通过PROFIBUS-DP总线与EM277相连来建立通讯。
网络配置图如下:S7-400 CPU416-2DP3.2组态主站系统:打开SIMATIC MANAGER 软件, 在FILE 菜单下选择NEW 新建一个项目,在NAME 栏中输入项目名称,将其命名为DP_EM277,在下方的Storage Location 中设置其存储位置。
在项目屏幕的左侧选中该项目,在右键弹出的快捷菜单中选择Insert New Object 插入SIMATIC 400 Station ,可以看到选择的对象出现在右侧的屏幕上。
基于PROFIBUS现场总线技术的PLC控制系统研究

过程控制与现场总线技术课程设计—基于PROFIBUS现场总线技术的PLC控制系统研究学院:机械与电气工程学院专业:电气工程及其自动化班级:电气2008级姓名:王金学号: 0814********指导教师:吴志坚20 11年12 月27 日目录1.课程设计目的······································ (3)1.1当今现状分析 (3)1.2未来的发展趋势 (3)1.3现场总线系统在企业网络中的作用与地位 (4)1.4本课题研究对象的意义 (5)2.课程设计任务和要求······································ (6)2.1设计任务 (6)2.2设计要求 (7)3.设计内容 (8)3.1课程设计各版块的选取 (10)3.11总线标准的选取 (11)3.12 PLC型号的选取 (12)3.2控制系统组网 (13)4、设计总结 (14)5、参考书目 (14)一.设计目的1、当今现状分析当今社会,工厂及各种生产控制现场对控制系统的精度、复杂度、适时性的进一步提高,无疑就对控制系统的要求更加苛刻;随着控制、计算机、网络等技术及发展,控制系统在历经了组合式模拟控制系统、集中式数字控制系统、集散控制系统,发展到当前的现场总线控制系统。
基于PROFIBUS-DP总线的三菱PLC和变频器通信案例

三菱变频器在PROFIBUS-DP现场总线的应用事例发布时间:11-05-12 来源:点击量:1499 字段选择:大中小三菱变频器在PROFIBUS-DP现场总线的应用事例三菱A、F、E系列变频器具有与PROFIBUS-DP现场总线连接的通讯功能,三菱Q系列PLC也能作为该网络的主站。
可由主站向变频器发送各类命令:启/停、多段速选择、频率设定、修改参数、故障复位等,主站从变频器读取相关信息:运行方向、输入输出端子状态、运行频率(转速)、电流、电压、参数内容、故障代码等。
故而能极大地方便了配有PROFIBUS-DP总线的用户。
具体操作过程如下:1)硬件配置:PLC侧---Q系列PLC基本三件套(基板、电源、CPU)+ PROF IBUS-DP主站模块(QJ71PB92D);变频器侧---A、F系列变频器+ PROFIBUS-DP从站适配卡FR-A5NP或FR-E5NP(仅对E系列变频器)。
2)系统构成:3)参数设置:a 用设备数据文件(*.GSD)使主站识别PROFIBUS-DP总线下的设备功能及特点,在主站设置软件列表中已有部分厂商(包括三菱)的设备数据文件,如驱动、阀门、I/O、HMI、PLC等。
可选择与所用从站性质相符的文件,若列表中无对应的设备数据文件,可从国际互联网或三菱网站中下载(FR-A5NP对应名称:M EAU0865.GSD)b 启动设置软件GX Configurator-DP,在主站中设定相关参数,除链接模式(通常模式0 或扩展模式E)和站号(一个主站时应设0)。
c 其余内容(波特率、间隔时间、超时检测、控制时间等)均可取默认值。
进行总线设置时,也不必改动原设置,可确认默认值。
选择自动刷新。
d 建立从站并设定相关参数,选定除0以外的站号(1-125)和与CPU通讯的输入输出元件的编号(X、Y、M、D等),其余可用默认值。
在三菱变频器与该总线链接时,输入输出各占6个字元件(12字节),它们中包括了:参数号(P NU)和任务及应答ID(AK)、参数索引、参数值、变频器状态字。
profibus总线的应用实例
profibus总线的应用实例题目:Profibus总线的应用实例概要:本篇文章将深入探讨Profibus总线在不同领域的应用实例,并对其进行评估。
我们将从简单的概念入手并逐渐深入,以帮助读者全面了解Profibus总线技术及其在工业自动化中的重要性。
正文:一、简介Profibus总线是一种用于工业自动化领域的现场总线技术。
它通过传输数据和通信来连接不同的自动化设备,以实现实时监控和控制。
接下来,我们将介绍Profibus总线在不同应用领域中的实际案例,并探讨其优势和局限性。
二、工业自动化1. 应用实例一:工厂自动化在工厂自动化中,Profibus总线可以连接各种传感器、执行器、PLC (可编程逻辑控制器)等设备,实现设备之间的信息交换和协调工作。
通过Profibus总线,工厂可以实现高效的生产线自动化,提高生产效率和质量控制。
2. 应用实例二:过程控制Profibus总线在过程控制领域也有广泛的应用。
在化工生产过程中,通过Profibus总线连接压力传感器、温度传感器、流量计等设备,实现对生产过程的实时监控和控制。
这样可以提高生产工艺的稳定性和安全性。
三、交通运输领域1. 应用实例一:智能交通系统Profibus总线在智能交通系统中扮演着重要的角色。
通过使用Profibus总线,各种交通设备,如信号灯、道路监测设备和车辆检测器等,可以相互连接并实现信息的共享和实时交互。
这样可以提高交通运输的效率和安全性。
2. 应用实例二:铁路信号系统在铁路交通领域,Profibus总线被广泛用于铁路信号系统中。
通过Profibus总线,信号设备可以快速传输数据,实现列车运行状态的实时监控和控制。
这对于提高铁路运输的安全性和效率至关重要。
四、优势和局限性Profibus总线作为一种现场总线技术具有许多优势,包括高可靠性、高效率、易于维护和灵活性等。
然而,它也存在一些局限性,如设备兼容性和实施成本较高等问题。
在实际应用中,这些因素需要根据具体情况进行权衡和解决。
profibus总线应用实例

profibus总线应用实例Profibus总线是一种常用的工业通信协议,它可以实现不同设备之间的数据交换和控制。
下面将介绍几个Profibus总线的应用实例。
1. 自动化生产线在自动化生产线中,Profibus总线可以实现各种设备之间的数据交换和控制。
例如,PLC(可编程逻辑控制器)可以通过Profibus总线与传感器、执行器等设备进行通信,从而实现对生产线的控制和监控。
此外,Profibus总线还可以实现设备之间的故障诊断和数据采集,提高生产效率和质量。
2. 智能楼宇系统在智能楼宇系统中,Profibus总线可以实现各种设备之间的数据交换和控制。
例如,空调、照明、安防等设备可以通过Profibus总线与中央控制器进行通信,从而实现对楼宇系统的控制和监控。
此外,Profibus总线还可以实现设备之间的故障诊断和数据采集,提高楼宇系统的效率和安全性。
3. 机器人控制系统在机器人控制系统中,Profibus总线可以实现机器人和控制器之间的数据交换和控制。
例如,机器人可以通过Profibus总线与控制器进行通信,从而实现对机器人的控制和监控。
此外,Profibus总线还可以实现机器人和其他设备之间的数据交换,提高机器人的智能化和自动化程度。
4. 智能交通系统在智能交通系统中,Profibus总线可以实现各种设备之间的数据交换和控制。
例如,交通信号灯、车辆检测器、路况监测器等设备可以通过Profibus总线与中央控制器进行通信,从而实现对交通系统的控制和监控。
此外,Profibus总线还可以实现设备之间的故障诊断和数据采集,提高交通系统的效率和安全性。
总之,Profibus总线在工业自动化、智能楼宇、机器人控制和智能交通等领域都有广泛的应用。
通过Profibus总线,不同设备之间可以实现数据交换和控制,提高系统的效率和安全性。
未来,随着工业4.0和智能化的发展,Profibus总线的应用前景将更加广阔。
PLC在现场总线中的应用

PLC在现场总线中的应用近些年来,计算机控制以及被迅速地推广和普及,相当多的企业已经在大量地使用各种各样的可编程设备,例如工业控制计算机、plc、变频器、机器人、数据机床、柔性制造系统等。
有很多企业已经显示了全车间或者全厂的综合自动化,即将不同厂家生产的可编程设备连接在单层或多层网络上,相互之间进行数据通信,实现分散控制和集中管理。
因此通信与网络已经成为了控制系统不可缺少的重要组成部分。
而plc作为其中的一部分也是有它重要地位的。
IEC(国际电工委员会)将现场总线定义为“安装在制造和工艺区域的现场设备与控制室内的自动控制设备之间的数字、串行和多点通信数据总线,称为现场总线”。
它是工业自动化的热点之一。
现场总线用开放、独立、全数字的双向多变量通信取代0-10mA或4-20mA现场电气仪表信号。
现场总线I/O集成了检测、数据处理和通信。
它可以取代变送器、调节器和记录仪等模拟仪器。
它需要框架和机柜,可以直接安装在现场导轨槽上。
现场总线I/O的接线非常简单。
只需要一根电缆。
它从主机开始,通过数据链路从一个现场总线I/O连接到下一个现场总线I/O。
使用现场总线后,自动控制系统的布线、安装、调试和维护成本可节省约2或3美元。
现场总线I/O和PLC构成了廉价的DCS系统。
因此,如果将PLC和现场总线结合起来,操作员可以在中央控制室实现远程监控,调整现场设备PLC的参数,还可以通过现场设备的自诊断功能预测故障并查找故障点。
进入九十年代以后,计算机技术突飞猛进,更多新的技术被应用到了dcs之中。
plc 是一种针对顺序逻辑控制发展起来的电子设备,它主要用于代替不灵活而且笨重的继电器逻辑。
现场总线技术在进入九十年代中期以后发展十分迅猛,以至于有些人已做出预测:基于现场总线的fcs将取代dcs成为控制系统的主角。
PLC系统的特点如下:a.功能丰富。
当今的plc已不局限于完成顺序逻辑控制功能,多数的plc已采用了通用的高性能处理器(如pentium、alpha处理器等),采用多任务操作系统,在保证快速完成顺序逻辑运算的前提下普遍增加了回路调节功能和代数计算功能等。
基于PROFIBUS现场总线的PLC控制系统研究与设计

基于PROFIBUS现场总线的PLC控制系统研究与设计随着工业自动化的快速发展,PLC(可编程逻辑控制器)在工业领域中的应用越来越广泛。
基于PROFIBUS现场总线的PLC 控制系统作为一种先进的控制技术,具有高效、可靠、灵活等特点,得到了广泛关注和应用。
本文旨在研究和设计一套基于PROFIBUS现场总线的PLC控制系统,以提高工业自动化生产线的控制效果和效率。
首先,本文对PROFIBUS现场总线的原理和特点进行了详细介绍。
PROFIBUS是一种用于工业自动化领域的现场总线网络,可实现设备之间的高速数据传输和实时通信。
其采用分布式控制方式,能够灵活地应对不同的控制需求,提高生产线的响应速度和精确度。
接着,本文对PLC控制系统的组成和工作原理进行了分析。
PLC是一种专门用于工业自动化控制的数字计算机,具有可编程性和模块化的特点。
它通过接口与传感器、执行器等设备进行数据交换,实现对生产过程的监控和控制。
PROFIBUS现场总线作为PLC与外部设备之间的通信接口,能够实现数据的高效传输和实时控制。
然后,本文提出了基于PROFIBUS现场总线的PLC控制系统的设计方案。
该方案包括硬件设计和软件设计两个方面。
硬件设计主要是选择合适的PLC控制器和PROFIBUS通信模块,并进行电气连接和布线。
软件设计则是编写PLC程序,实现对生产过程的监控和控制逻辑的实现。
最后,本文通过实验验证了基于PROFIBUS现场总线的PLC 控制系统的性能和稳定性。
实验结果表明,该系统能够实现对生产线的高效控制,提高生产效率和产品质量。
综上所述,基于PROFIBUS现场总线的PLC控制系统具有重要的应用价值。
通过对PROFIBUS现场总线和PLC控制系统的研究和设计,可以提高工业自动化生产线的控制效果和效率,推动工业自动化技术的发展。
基于Profibus现场总线的PLC通信
万方数据
,E
《自动化仪表》 第 !0 卷第 &1 期
!112 年 &1 月 ( (’HG;> # $C’) , 公司的 !" # G%% 型 ’?( 均通过西门子 (’G=G # > 通信模块与 ’I.J3KL, 现场总线相连。 &’( 采 并通过西门子 用台 湾 研 华 公 司 的 工 控 机 ( ’$ 型 ) (’>=;$B 通信适配卡与 ’I.J3KL, 现场总 线相连。另外 各 ’?( 通过其 (’H 上集成的 ’I.J3KL, # C’ 接口连接若 (西门子 FM$%%) 。 干个远程 & A @ 从站
业控制装置已得到广泛的应用。由于控制系统复杂程 度的增加和规模的扩大, 单台 !)* 已难以满足生产对 自动控制的要求。根据生产工艺的特点、 控制对象的 分布等因素适当地配置若干台 !)* 就能较好地解决这 一问题。 !)* 除了完成各自的控制任务之外, 还要进 行彼 此 之 间 的 通 信。采 用 高 度 实 时 性、 高可靠性的 就成为构成性能优异的自动控制系统 !)* 通信技术, 的关键所在。
图E 精米加工工艺流程示意图
通信则恰好相反。串行通信发展到目前, 其通信的实 时性、 可靠性、 稳定性有了明显的提高。因此目前各类 并行通信一般仅 !)* 的联网通信主要采用串行通信; 发生在 !)* 的内部, 如模块式 !)* 中的 *!L 单元与各 种工作模块之间的通信。 0 A0 简单协议与复杂协议 这里所说的通信协议的 “简单” 与 “复杂” 是相对 JMH I NO 模型而言的。图 . 示意一台西门子小型 !)*
基于 1%,23"4# 现场总线的 156 通信
毛
哲
基于 !"#$%&’( 现场总线的 !)* 通信
PROFIBUS现场总线在S7PLC与西门子变频器通讯中的应用

摘要:本文重点介绍南钢炼钢厂3#连铸机以Profibus 现场总线为基础的西门子SIMATIC S7 PLC和6SE70系列变频器间的通讯技术。
关键词:Profibus PLC 变频器通讯西门子连铸机1 前言随着现代生产工艺的快速发展,现场对传动设备的快速性、连续性、系统性的要求越来越高。
单台变频器的独立运行模式已经不能满足要求,多台成组系统运行成为最大特点。
所有变频器的操作已经发展为计算机集中远程自动控制模式。
这些特点都建立在计算机、PLC、传动装置间的数据通讯的基础上,以此来实现变频器运行状态的监控和控制命令的下达。
由于西门子PLC具有可靠性高,抗干扰能力强;编程方便,功能完善,易于使用;控制系统设计、安装、调试方便;维修方便,维修工作量小;适应性强,应用灵活等特点,所以3#连铸机控制系统以西门子PLC 控制装置为核心。
该系统由公用PLC、铸流PLC、振动PLC、液面自动控制PLC、切割PLC组成,各PLC系统均采用西门子公司的S7-300系列产品,各PLC的主要功能如下:①公用PLC:主要完成大包回转台及包盖的旋转、升降控制;中间罐车行走、升降、横移对中控制;液压系统控制;出坯辊道、推钢机、冷床的控制。
②铸流PLC:(一流~五流)主要完成上、下拉机和矫机的控制;引锭杆及铸坯位置的跟踪控制。
仪表部分包括结晶器冷却水流量和压力的监控、二次冷却水的流量调节、设备冷却水以及其他过程参数的设定、采集、监视及回路调节等。
③振动PLC:结晶器非正弦振动的控制。
④液面自动控制PLC:塞棒控制。
⑤切割PLC:主要完成对火焰切割机行走、切割枪的行走、定位控制。
所有PLC系统都有独立的IP地址,通过工业以太网相连。
拉矫机系统选用的是基于Profibus 的西门子6SE70变频器构成的现场总线控制系统。
每台变频器均带有进线电抗器、出线电抗器、制动单元和制动电阻。
公共流PLC通过Profibus总线连接四台变频器(大包回转台、1#中包车、2#中包车、推钢机);每一铸流PLC系统通过Profibus总线连接四台变频器(拉机上辊、拉机下辊、矫机、引锭杆)。
基于PROFIBUS现场总线协议的PLC对变频器控制

基于PROFIBUS现场总线协议的PLC对变频器控制摘要变频器具有高效节能、方便控制、可软启动保护电机等优点,已成为工业现场的主要拖动设备,在启停控制、速度调节方面,也逐渐由硬线采点控制,转为PLC通过现场PROFIBUS总线通讯方式控制。
关键词PLC;变频器;PROFIBUS0引言随着现代工业的不断发展,生产工艺的电气化与自动化控制模式逐步取代了以往以人力监控为主体的生产经验型控制模式,使工业过程操作更加精准简便,但目前广为采用的通过硬线传输数字量或模拟量信号来控制变频器启停及调速的控制模式,已渐渐暴露出其应用模块数量较多、走线工艺复杂、初期及维护成本较高、控制精准度低、易受干扰等缺点。
而通过PLC与变频器通讯的方式进行数字交换,以此来控制变频器启停、拖动方向及速度的新型控制方式则可以避免以上缺点,从而使控制系统具有抗干扰能力强、控制系统设计、安装、调试维修方便、维修工作量小、适应性强,应用灵活等优点,将会成为今后变频器控制系统的主要发展方向。
1概述1.1 1PLCPLC(programmable logic controller)可编程逻辑控制器是一种专为在工业环境下的应用而设计的进行数字运算的工业控制器,是由继电器逻辑控制系统发展而来,因此,它在数学处理、顺序控制等方面具有传统控制器材不可比拟的优势。
PLC在控制系统中主要起到开关量的逻辑控制、位置控制、过程控制、数据处理、通信联网的应用等作用。
由于西门子PLC具有成本低廉、编程方便、功能完善、适应性强等特点,成为了市场上较为普遍的PLC品牌之一,本文中将举例应用S7-300系列产品。
1.2变频器Frequency converter是一种用来改变交流电频率的电气设备,此外,它还具有改变交流电电压的辅助功能。
变频器的工作原理是将输入的交流电通过整流单元转换为直流电,再通过逆变单元将直流电转换成所需频率的交流电。
变频器除了可以用于改变输出线路的频率之外,还可以用于改变输出线路的电流、电压以达到改变电动机转矩的目的。
Profibus现场总线技术与PLC的配合应用

QQ ≥
Ci w enoea o c ha e T h li nP dt nN c ogs drus
高 新 技 术
Po b s rf u 现场总线技术 与 P C的配合应用 i L
段 陵 川
( 中冶赛迪工程技 术股份有限公司 自动化部炼钢组 , 重庆 4 0 1 ) 0 0 3
① 在 P C项 目 N G L JT下 新 建项 目 SA — 台变 频 器 的控 制都 有 一个 对 应 的 背 景 数 据 T N 块, 见表 1 。以 D 26拉 机上 辊) 数据 块 q B2( 对 l I 择 “ sr e o —et下 “i a e0 s f n , i e nw b j ” s t 3 0 t o ” 插 相应位 做说 明如 下: n t c m i a i D 2 6D X 0 一 B 2 . B 7 . 变 频 器 B 2 .B 7 . D 2 6 X 1 : 0 D 7 入 ¥20 站 。 730 ②组态硬件 : 双击“a w r” hr a 选 d e L, i 6 。 项, 进入 “w of ” 口, h cn g窗 i 点击 “a l ” cto 图标 打 的数据 送人 P C 变 频器 的状态 字 1 Bt ag 开 硬件 目录 ,按 硬件安 装 次序 和订货 号依 次 D 2 6D W7 一 B 2 . B 0变频 器 的 B 2 .B 2 D 2 6 W8 : D 插入机架 、 电源 、P 通讯 模 块 、 入 、 出 数据送 入 P C C U、 输 输 L。 11公 用 P C . L D 2 6D X8 .一 2 6DB 37P 的 B 2 .B 20 DB 2 . X8 .:I C 模 块 。③ 插 入 C U模 块 后 会 同 时 弹 出 P 主要完成大包 回转台及包盖 的旋转 、 升 Pobs组 态 界 面 , 新 建 Pobs命 名 为 数据 送人 变频器 , 频器 的控制 字 1Bt rfu i rfu i 变 6 i 。 D 2 6D W8 一 B 2 .B 2 L 的数 B 2 .B 4 D 2 6 W9 : C D P 降控 制 ; 罐 车行 走 、 降 、 移对 中控 制; d di s地 址 定 义 为 2 点 击 “r ets按 中间 升 横 p r e, v , po re” p i 液压 系 统 控 制 ; 出坯 辊 道 、 钢 机 、 床 的控 钮 组 态 网络 属 性 , 择 “e okeig” 行 据送 人变频 器 , 中 D 26D W8 是 速 度设 推 冷 选 nt rstns进 w t 其 B 2 .B 4 制。 网 络 参 数 设 置 ,r bs的 传 输 速 率 为 定值 。 Po u i f 1 . 流 P c一 流~ 流) 2铸 L( 五 “ . b / ,行 规 为 “ P 。 ④ 在 P C 的 1 m is 5 t” D ” L 2 . 3通讯 程序 在 P_ 序 中用 F I I c程 B 6的 功 能 是 实 现 主要 完 成 上 、 拉 机 和矫 机 的控制 : 下 引锭 Pobs属 性 O e tn oe中将 其 选 择 为 rfu i pr i m d ao se o 杆及 铸坯 位置 的跟 踪控 制 。 表部 分包 括: 仪 结 DPma t r P C和变频 器 的数 据交 换及 实现 变频 器 的启 L 晶器冷却水流量和压力的监控 、二次冷却水 2 ) 变频 器 P o b s 站组 态 ri 从 fu 动 、 度 调 节 、 闸/ 闸 、 障 复 位 等 功 能 。 速 合 分 故 的流量调节、设备冷却水以及其它过程参数 ① 组态 从站 : D 在 P网上 连接 6E 0变频 在实 际控 制某 一具 体变 频器 时 ,只需 要 调用 S7 的 设定 、 集 、 采 监视及 回路 调节 等 。 器 , 择 “et cn o ue双 击 ,S 7 变 频 F 1 , 实参送 入形 参就 可 以了。 选 ve r t l v” o o re 6E 0 B 6把 下面具 体描 1 - 动PC 3振 L B 6中 P C和变频 器 数 据交 换 功能 L 器连 接到 D P网络上 , 弹 出的 Pobs 在 rfu 属性 述一 下 F I i 结 晶器非 正弦 振动 系统 。 对话 框 中定 义 Pobs r u 站地 址 。② 通 讯 区定 的实 现 。 i f 1 液面 自动控 制 P C . 4 L 通 汛程 序 可 以 直接 调 用 s T编 程 软 件 的 义 : C与 6 E 0 频 器 之 间需 要 传 输 设定 P L S7变 采用 塞棒 控制 和拉 速控制 两种 方式 。 值和 控制字 。选取 P O ,P W/P D P 4 O K 6 Z 。③ 数 系统功能 S C 4(pddt F l d r2a调用 [ 读 命 令) i p 和 1 . 割PC 5切 L 据 区定 义 :P 4O K 6Z P O , P W/P D地 址 分 配 见表 S C 5dw2a 调用 D F 1( rdt p P写 命 令 ) 实 现 , 来 程 铸坯定尺采用红外摄像技术, 控制系统 1 。④按 照 以上 步骤 , 分别 组态 其 它 3台变频 序如 下: 主要 完成 对火 焰切 割机 行 走 、 割枪 的行 走 、 器 到 D 切 P网络 ,r i s Po b 站地 址见表 1 fu 。 C L F 4 变频 器到 P C A L S C 1/ / L 定位 控 制 。 图1 为铸 流 P C的 Pobs L r i 通讯 配 置好 fu L DD = S AT 3/ A R:# T 8 , 通讯地 址 各分 系统 都有 独立 的 I P地址 , 通过 工业 以后 的画 面 : R T V [ #T T 0 代码 E A S A 8, 错误 以太 网连接 。公 共 流 P C通 过 P o b s L r u 总线 i f R C R : SA 3/ E O D= T T 3 传送 起 始地 址 及 长 # /
西门子PLC–PLC 之间的ProfiBus 通讯

PLC–PLC 之间的ProfiBus 通讯2. CP342-5作从站与FC1(DP_SEND),FC2(DP_RECV)的应用CP342-5作为主站需要调用FC1,FC2建立通讯接口区,作为从站同样需要调用FC1,FC2建立通讯接口区,下面将以S7-400 CPU416-2DP作为主站,CP342-5作为从站举例说明CP342-5作为从站的应用。
主站发送16个字节给从站,同样从站发送16个字节给主站。
2.1硬件和软件需求软件:STEP 7 V5.2硬件: 1.PROFIBUS-DP主站S7-400 CPU416-2DP2.从站选用S7-300,CP342-53.MPI网卡CP56114.PROFIBUS电缆及接头2. 2网络配置图硬件连接:在该实例中,S7-400 CPU416-2DP做主站,CP342-5作从站。
先将S7-400和S7-300,CP342-5分别进行初始化。
然后将用PROFIBUS电缆将S7-400的DP口与CP342-5的PROFIBUS接口按上图连接好。
修改CP5611的参数使之与PROFIBUS网络一致,并将其连接到PROFIBUS网络上,下面介绍组态详细步骤。
2.3组态打开SIMATIC MANAGER软件,在FILE菜单的下拉菜单下选择“NEW”新建一个项目,在NAME栏中输入项目名称,将其命名为“CP342-5_SLAVE”,在下方的Storage Location中设置其存储位置,如下图:组态从站:在项目窗口的左侧选中该项目,单击右键在弹出的子菜单中选择Insert New Object插入一个SIMATIC 300 Station,可以看到选择的对象出现在右侧的屏幕上。
双击SIMATIC 300 Station目录下的hardware图标,打开HW configuration进行硬件组态。
在HW configuration主界面的右侧按实际硬件安装顺序完成系统硬件组态。
PROFIBUSDP介绍与PLC配置
PROFIBUS-DP的设备分类
• PROFIBUS可以使用多种通信媒体,例如带屏蔽的双绞线、光纤、红 外线、导轨及混合方式。传输速率为9.6kbit/s—12Mbit/s。
• PROFIBUS网络的硬件由主站、从站、网络部件和网络组态与诊断工 具组成。PROFIBUS-DP设备分为以下三种不同类型的站:
(8)双击被组态的S7-300,在弹出的“DP 从站属性”对话框中,选择“组态” 选项卡,单击“编辑”,进行主站的输入/输出地址区的编辑。
机电工程系
任务2.2 基于多个S7-300与WinCC的 DP网络构建与运行
机电工程系
任务2.2 基于多个S7-300与WinCC的 DP网络构建与运行
CPU 313C-2 DP
CPU 313C-2 DP
PROFIBUS-DP
硬件连接示意图
机电工程系
任务2.2 基于多个S7-300与WinCC的
五、硬件组态
DP网络构建与运行
(一):S7-300与S7-300的PROFIBUS-DP连接组态
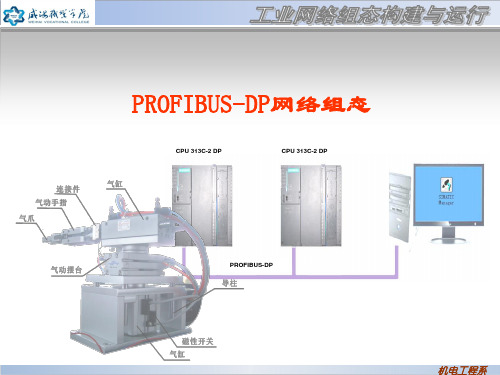
PROFIBUS-DP网络组态
CPU 313C-2 DP
CPU 313C电工程系
PROFIBUS-DP的结构与硬件
PROFIBUS是目前国际上通用的现场总线标准之一, 在2006年10月成为我国首个现场总线国家标准。 PROFIBUS是不依赖生产厂家的、开放式的现场总线, 可以用于分布式I/O设备、传动装置、PLC和基于PC 的自动化系统。 现场总线:安装在制造和过程区域的现场装置与控制 室内的自动控制装置之间的数字式、串行、多点通信 的数据总线
机电工程系
PROFIBUS-DP的设备分类
2.2类DP主站(DPM2) 是DP网络中的编程和管理设备。DPM2除了具有1类主站的功能外,还可 以读取DP从站的输入输出数据和当前的组态数据。
STEP7-300PLC连接支持PROFIBUSDP协议的分布式I-O模块

STEP7-300 PLC连接支持PROFIBUS DP协议的分布式I/O模块现在做一个项目,客户要求给予方案与报价,用315-2DP带ET200M.,便于以后扩容。
一共十二个SM.接口模块用IM153-2.我发现有源导轨最多安装5个有源总线模板啊。
那我必须得扩展机架啊,那这样ET200M中不同机架的信号模块怎么连接啊!答:实际上实现你的方案很简单,ET200M是智能模块,通过PROFIBUSDP现场总线可以实现S7-315-2DP与智能模块ET200M之间的通信,315-2DP作为PROFIBUSDP主站,远程ET200M作为从站,通过PROFIBUS现场总线建立与这些模块的通信。
下面简单说明如何组态315-2DP与ET200M:在SIMA TIC管理器中,新建你的项目,打开硬件组态界面,单击右边的SIAMTIC300,展开RACK-300,双击”Rail”插入导轨,在插槽2中插入具体的315-2DP(型号、固态版本),新建PROFIBUS (1)网络,设定主站地址为”2”,按要求插入其他信号模块,组态315-2DP完成;选择右边”Catalog”(目录)PROFIBUSDP下的ET200M,并双击IM153-2(根据你具体的接口模块型号选择),组态ET200M 从站硬件,设定从站地址(第一个如”3”),在接口模块153-2下依次插入信号模块(SM):选择PROFIBUS(1)网络中已经组态的ET20M 接口模块IM153-2,展开右边该接口模块下的信号模块(SM)。
ET200M的模块与标准的S7-300CPU模块一样,机架插入SM与S7-300CPU方式也完全一样,ET200M接口模块下,第一个插槽是电源模块(可选,可以不插入),第二个是插入具体的接口模块(如6ES7153-2AA00-0XE0),第三个插槽是空,从第4-11插槽可以插入8个信号模块。
带有源的总线模块ET200M硬件组态与常规的硬件组态一样,唯一区别是带有有源总线模块的ET200在硬件组态时如果存在空闲的插槽(以后留作备用),则必须在STEP7中将这些插槽留为空闲状态。
现场总线技术PROFIBUS应用

现场总线技术PROFIBUS应用安装在制造或过程区域的现场设备与控制室内的自控装置之间的数字式、串行和多点通信的数据总线称为现场总线。
由于现场总线技术的出现,推动了现场智能设备和智能仪表的发展,促进了传统DCS 系统和PLC 系统的融合,并推动了FCS(以现场设备为基础形成的网络集成式全分布控制系统) 的出现、发展和广泛应用。
自现场总线概念提出以来,全球各大知名自控和仪表公司开发了数拾种现场总线,目前在全球范围内被广泛认可的现场总线系统包括:PROFIBUS、FF、ControlNet、PROFINET、P-NET 等十大总线系统。
随着电力改革的深入,实行厂网分开、竞价上网的政策,各电厂为降低运行成本、减少设备检修维护成本、缩短维护周期,实行状态检修,就需要对设备状态进行监视,并将各工艺段自动化系统整和在一起。
现场总线系统的出现,彻底解决了自动化孤岛问题,使电厂基于设备状态的检修成为可能。
PROFIBUS 现场总线系统介绍PROFIBUS 是目前国际上通用的现场总线标准之一,以其独特的技术特点、严格的认证规范、开放的标准、众多厂商的支持和不断发展的应用行规,已成为最重要的和应用最广泛的现场总线标准。
PROFIBUS 现场总线通讯协议包括三个主要部分:PROFIBUS DP:主站和从站之间采用轮循的通讯方式,主要应用于自动化系统中单元级和现场级通信。
PROFIBUS PA:电源和通信数据通过总线并行传输,主要用于面向过程自动化系统中单元级和现场级通讯。
PROFIBUS FMS:定义了主站和主站之间的通讯模型,主要用于自动化系统中系统级和车间级的过程数据交换。
采用PROFIBUS 现场总线的自动化系统结构图如下:从图中可以看出,采用PROFIBUS 现场总线的控制系统可以分成现场控制层、监控层和企业管理层三层。
现场控制层现场控制层由现场智能设备、现场智能仪表、远程I/O 和网络设备构成。
现场控制涉及PROFIBUS 协议PROFIBUS-DP 和PROFIBUS-PA 两个部分。
Rockwell AB PLC和PROFIBUS设备通讯方案

一、引言随着科学技术的高速发展,现场总线在工业控制中的应用越来越广泛,当今,现场总线的种类繁多,如PROFIBUS、DeviceNet、CanOpen、AS-Interface等,而PROFIBUS作为目前比较流行的现场总线标准之一,已经在国内一些行业中广泛应用,基于PROFIBUS总线的设备也是每日剧增。
而已有30年历史的PLC技术,发展至今,应用行业更是非常广泛,生产厂商举不胜举,如Siemens、Rockwell、GE、Schneider、欧姆龙、三菱、富士、松下等。
如今,如何实现各厂商PLC与各种现场总线设备之间的通讯,已经成为摆在人们面前的关键问题。
本文以德国赫优讯自动化系统有限公司通讯模块RIF1769/1788为例,介绍Rockw ellABPLC和PROFIBUS设备通讯的解决方案。
由于赫优讯提供多种针对Rockwell不同PLC 型号的通讯模块,如用于CompactLogix和MicroLogix的RIF1769-DPM(Profibus-DPmast er)和RIF1769-DPS(Profibus-DPslave)、用于FlexLogix和DriveLogix的RIF1788-DP M和RIF1788-DPS、面向PanelViewPlus和VersaViewCE的PVIEW50-PB、PVIEW50-DPS、PV IEW50-MBP(ModbusPlus)等。
以下以赫优讯通讯模块RIF1769-DPS为例,详细介绍如何实现西门子S7-300系列CPU315-2DP与罗克韦尔CompactLogixL35ECPU之间的通讯。
二、赫优讯RIF1769模块简介赫优讯作为“RockwellAutomationEncompassProgram”积极成员,通过结合Rockwell自动化技术,在获得相应授权后,所研发的RIF1769模块,主要用于扩展Rockwell自动化Com pactLogix/MicroLogix系列产品功能,使其具有PROFIBUS总线接口,由于模块本身支持I /O控制和报文传输,因此在CompactLogix中集成了DPV0和DPV1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Profibus现场总线技术与PLC的配合应用作者:段陵川来源:《中国新技术新产品》2012年第03期(中冶赛迪工程技术股份有限公司自动化部炼钢组,重庆 400013)摘要:文章对连铸机控制系统利用Profibus总线技术将各变频器的控制通过总线来实现,不仅使原来繁琐的控制线路简化,仅仅一根总线就可以实现所有的控制功能;而且在实际运行过程中变频器相应时间快,运行准确可靠。
这样既减少了设备故障率,提高了生产效率;又大量减少电机的消耗,节约了设备维修费用。
介绍了炼钢厂连铸机利用DP现场总线通讯技术,通控制字/状态字实现PLC对变频器的启动/停止及速度控制等以及对变频器运行状态的监控。
关键词:西门子;ProfiBus;PLC;变频器;中图分类号:TP336 文献标识码:A1概述炼钢厂连铸机控制系统以西门子S7-300系列PLC为核心。
整套控制系统由公用PLC、铸流PLC、振动PLC、液面自动控制(塞棒控制)PLC、切割PLC组成,各分系统均采用西门子公司的S7-300系列产品,各PLC的主要功能如下:1.1公用PLC主要完成大包回转台及包盖的旋转、升降控制;中间罐车行走、升降、横移对中控制;液压系统控制;出坯辊道、推钢机、冷床的控制。
1.2铸流PLC(一流~五流)主要完成上、下拉机和矫机的控制;引锭杆及铸坯位置的跟踪控制。
仪表部分包括:结晶器冷却水流量和压力的监控、二次冷却水的流量调节、设备冷却水以及其它过程参数的设定、采集、监视及回路调节等。
1.3振动PLC结晶器非正弦振动系统。
1.4液面自动控制PLC采用塞棒控制和拉速控制两种方式。
1.5切割PLC铸坯定尺采用红外摄像技术,控制系统主要完成对火焰切割机行走、切割枪的行走、定位控制。
各分系统都有独立的IP地址,通过工业以太网连接。
公共流PLC通过Profibus总线连接四台变频器(大包回转台、1#中包车、2#中包车、推钢机);每一铸流PLC系统通过Profibus总线连接四台变频器(拉机上辊、拉机下辊、矫机、引锭杆)。
所有变频器的控制命令和运行状态监控都是通过一根Profibus现场总线来实现。
这样就减少了控制线路的连接,满足了设备的快速、连续的要求,减少了设备的故障率。
我厂西门子6SE70变频器和PLC的Profibus通讯的硬件连接如下:在变频器CUVC板上安装CBP板。
通过Profibus总线将各变频器和PLC连接,并在两端打开终端电阻。
接口采用西门子的总线连接器。
2PLC硬件组态和软件编程2.1S7—300硬件组态在3#连铸机控制系统中,基于Profibus的PLC与变频器之间数据传输是整个控制系统的关键。
PLC的硬件组态和通信编程是使用STEP7V5.4进行的。
下面就以第一流铸流PLC和所控制的拉机上、下辊,矫机,引锭电机四台6SE70变频器为例,介绍采用西门子STEP7编程软件进行基于Profibus的主-从通讯的组态过程和通讯程序的编写。
2.1.1基本网络配置1)铸流PLCProfibus主站组态①在PLC项目NJGT下新建项目STANDARD1_PLC,点击右键,在弹出的菜单中选择“inser tnewob-ject”下“simatic300station”,插入S72300站。
②组态硬件:双击“hardware”选项,进入“hwconfig”窗口,点击“catalog”图标打开硬件目录,按硬件安装次序和订货号依次插入机架、电源、CPU、通讯模块、输入、输出模块。
③插入CPU模块后会同时弹出Profibus组态界面,新建Profibus命名为dp_drives,地址定义为2,点击“properties”按钮组态网络属性,选择“networksettings”进行网络参数设置,Profibus的传输速率为“1.5mbit/s”,行规为“DP”。
④在PLC 的Profibus属性Operationmode中将其选择为DPmaster。
2)变频器Profibus从站组态①组态从站:在DP网上连接6SE70变频器,选择“vectorcontrolcuvc”双击,6SE70变频器连接到DP网络上,在弹出的Proifbus属性对话框中定义Profibus站地址。
②通讯区定义:PLC与6SE70变频器之间需要传输设定值和控制字。
选取PPO4,OPKW/6PZD。
③数据区定义:PPO4,OPKW/6PZD地址分配见表1。
④按照以上步骤,分别组态其它3台变频器到DP网络,Profibus站地址见表1。
2.1.2通讯区定义:选择PPO4类型,具体地址分配见表1。
2.2建立通讯DB块在连铸机的铸流PLC控制系统中,每个铸流PLC控制四台变频器,这四台变频器的控制算法大同小异。
在程序中编制了功能FB16,对每台变频器的控制通过调用FB16来实现。
FB16的功能是实现PLC和变频器的数据交换;实现变频器启动、速度调节、合闸/分闸、故障复位、速度和电机电流转换等。
每台变频器的控制都有一个对应的背景数据块,见表1。
以DB226(拉机上辊)对数据块中相应位做说明如下:DB226.DBX70.0—DB226.DBX71.7:变频器的数据送入PLC,变频器的状态字16Bit。
DB226.DBW72—DB226.DBW80:变频器的数据送入PLC。
DB226.DBX82.0—DB226.DBX83.7:PLC的数据送入变频器,变频器的控制字16Bit。
DB226.DBW84—DB226.DBW92:PLC的数据送入变频器,其中DB226.DBW84是速度设定值。
2.3通讯程序在PLC程序中用FB16的功能是实现PLC和变频器的数据交换及实现变频器的启动、速度调节、合闸/分闸、故障复位等功能。
在实际控制某一具体变频器时,只需要调用FB16,把实参送入形参就可以了。
下面具体描述一下FB16中PLC和变频器数据交换功能的实现。
通讯程序可以直接调用ST编程软件的系统功能SFC14(dprd2dat调用dp读命令)和SFC15(dpwr2dat调用DP写命令)来实现,程序如下:CALLSFC14//变频器到PLCLADDR:=#STAT83//通讯地址RET_VAL:=#STAT80//错误代码RECORD:=#STAT33//传送起始地址及长度CALLSFC15//PLC至变频器LADDR:=#STAT83//通讯地址RECORD:=#STAT56//传送起始地址及长度RET_VAL:=#STAT81//错误代码3变频器的通讯设置炼钢厂连铸机采用Siemens书本型VC变频器作为DP从站,西门子6SE70全数字矢量控制变器是属于Simovertmasterdriv系列,是目前比较先进的产品,其全数字化和强大的软件控制功能、监视功能、记录功能和保护功能,为其装置运行的稳定性、可靠性提供了保证。
6SE70变频器也拥有强大的通讯能力,6SE70变频器具有支持各种现场总线的可选模板,这些接口模板的设置,显著地增强了变频器与其它控制设备间的互联能力。
各种通讯模板中有支持Profibus总线的CBP板,Profibus2DP是当今世界上最为成功和流行的现场总线标准,在ProfibusCBP功能模板上实现同级模块之间相互通讯,尤其在西门子产品系统集成中,更显示其优点。
连铸机PLC和变频器采用PPO4型。
6SE70变频器使用过程数据区,实现控制字和设定值(任务:PLC发送给变频器)或状态字和实际值(响应:变频器发送给PLC)的传输。
只有当控制字、设定值和状态字实际值依照“过程数据连接”规定的路径连接时,该过程数据的传输才有效。
6SE70变频器通信参数应用分为两个部分6S变频器接受L的控制字和设定值以及由6S变频器返回给L的状态字和实际值两部分。
过程数据输出区(PLC发送给变频器)或PZD1~PZD6和6SE70变频器的变量k30012k3006是一一对应的关系,可以根据需要定义双字节数据,在本系统实际应用中,仅使用控制字k3001和给定值k3002两个字。
k3001是一个字,可以看成B3100~B3115的16个开关量。
以一流拉机上辊为例:DB226.DBX83.0~DB226.DBX83.7分别对应B3100~B3107;DB226.DBX82.0~DB226.DBX82.7分别对应B3108~B3115。
k3002存放的是变频器的速度给定值。
过程数据输入区(变频器发送给PLC)PZD1~PZD6和6ES0变频器的参数P734.1~P734.6是一一对应的关系。
变频器常用参数设置如表2(拉机上辊)4人机界面选用WinCC组态软件作为人机界面的开发软件。
所有变频器的运行状态和电流、速度等数据在电脑画面中能及时、迅速、准确地显示出来。
操作人员可以方便的在电脑画面中实现变频器的合闸/分闸、故障复位等操作。
5结束语通过上述参数的设定和软件编程组态,变频器与S7—300PLC进行通讯的Profibus—DP已经基本建立,就可以编写程序,通过PLC来控制变频器的启动、停止和速度给定等各项功能,满足现场工艺要求。
同时也可以读取变频器数据,通过工控机(即上位机)进行显示,达到监视和诊断的目的。
参考文献[1] 王欢. 基于PROFIBUS现场总线的PLC控制系统研究与设计. 北方工业大学【硕士】北方工业大学2007-06-01[2] 郭力子; 沈永茂. 现场总线在PLC应用中的解决方案. 艾格特系统集成(无锡)有限公司; 艾格特系统集成(无锡)有限公司江苏无锡;【期刊】计算机测量与控制2006-03-25[3] 赖惠鸽; 朱学军. 基于现场总线技术的PLC控制系统研究. 宁夏大学机械工程学院【期刊】新技术新工艺2006-03-25。