无导轨焊接机器人视觉跟踪系统设计
点焊机器人控制系统毕业设计

点焊机器人控制系统毕业设计一、选题背景及意义随着现代制造业的快速发展,自动化生产已经成为了制造业的主流趋势。
而点焊机器人作为其中的重要设备之一,在汽车、家电等行业中得到了广泛应用。
点焊机器人可以提高生产效率,降低生产成本,保证产品质量,减少人力资源浪费等方面具有重要意义。
因此,设计一套点焊机器人控制系统是非常有必要的。
该系统可以实现对点焊机器人的精准控制,提高其工作效率和稳定性,同时也可以提高操作安全性和减少操作难度。
二、设计目标本设计旨在设计一套全自动化的点焊机器人控制系统,实现以下目标:1. 实现对点焊机器人的精准控制,并能够自动完成多种复杂任务。
2. 提高点焊机器人的工作效率和稳定性,并保证产品质量。
3. 提高操作安全性和减少操作难度。
三、设计方案1. 系统框架本系统采用分布式控制结构,包括上位机、下位机和PLC三个部分。
其中上位机主要负责图形界面的显示和操作,下位机主要负责点焊机器人的运动控制,PLC主要负责点焊机器人的输入输出控制。
2. 硬件设计本系统采用单片机作为下位机控制芯片,并配合步进电机和直流电机实现点焊机器人的运动控制。
同时,为了保证系统的稳定性和可靠性,还需要加入各种传感器、电源、开关等辅助设备。
3. 软件设计本系统采用Visual Studio作为上位机软件开发工具,使用C#语言编写程序。
下位机采用Keil C51进行编程。
PLC则采用三菱公司的GX Works 2进行编程。
4. 功能设计本系统具有以下功能:(1)图形化界面:通过上位机可以实现对点焊任务的设置、调试和监控等操作。
(2)自动化控制:通过上位机设置任务参数后,下位机可以自动完成点焊任务。
(3)故障检测:系统具有故障检测功能,在发生故障时能够及时报警并停止运行。
(4)数据存储:系统可以将每次点焊任务的数据进行记录,并保存到数据库中。
四、总结本设计提出了一套全自动化的点焊机器人控制系统,实现了对点焊机器人的精准控制,提高了其工作效率和稳定性,并保证了产品质量。
一种焊接机器人毕业设计

一种焊接机器人毕业设计标题:基于六轴焊接机器人的自动焊接系统设计与实现一、引言焊接机器人是当前工业自动化领域的重要设备之一,它具备高效、精确的特性,广泛应用于金属加工、汽车制造、航空航天等领域。
本设计旨在基于六轴焊接机器人实现一种自动焊接系统,提高焊接质量和生产效率。
本文将从系统需求分析、机器人选型、系统设计、控制策略和实验验证等方面进行阐述。
二、系统需求分析1.硬件需求系统应选用能够满足焊接需求的六轴焊接机器人。
同时,还需要焊接头部、摇臂、控制系统和传感器等硬件设备。
2.软件需求系统设计应具备焊接路径规划和控制算法、运动方案生成和优化算法、实时监控与调整算法等功能。
3.功能需求系统应具备焊点检测、焊缝跟踪、焊接参数调整等功能,适应不同焊接需求。
三、机器人选型在六轴焊接机器人中,应首选与焊接操作相匹配的工作负载能力和尺寸。
同时,需考虑机器人的控制精度和可编程性,以达到对焊接路径的精确控制和实现不同焊接需求的灵活性。
四、系统设计1.焊接路径规划根据焊接物体的三维模型,将焊点转化为坐标系上的位置,确定焊缝的路径。
采用快速逼近算法生成规划路径,并实现对路径的优化。
2.控制策略设计并实现适应给定焊接路径的控制策略,包括PID控制、反馈控制和前馈控制等。
通过调整焊接参数,提高焊接质量。
3.传感器集成通过集成视觉传感器,实现焊点检测和焊缝跟踪,并利用传感器数据对焊接路径进行调整,维持焊接的准确性。
五、实验验证在实验中,通过焊接机器人完成一系列焊接任务,并对焊接质量进行评估。
通过实时监控焊接过程中的参数和数据,验证系统的性能和可靠性。
六、结论本设计基于六轴焊接机器人,通过软硬件设备的配合,实现了一种自动焊接系统。
该系统具备焊接路径规划、控制策略设计、传感器集成等功能,并通过实验验证了系统的可行性。
未来可以在该系统的基础上进一步优化焊接路径规划算法和控制策略,提高系统的自动化水平和焊接质量。
激光跟踪式无导轨焊接机器人及其焊缝位置识别系统研究
,
式 视觉 传感 中以 激光 为 主 动光 源 的传感方 法 因
。
激 光 的 高 能 量 高亮 度 可 被 工 件 表 面 起 伏 调 制 能
、
,
,
收 稿 日期
2 :
00 8 0 5
—
—
23
;
修 回 日期
2 :
00 8
—
06
—
02
基 金 项 目 :北 京 市 北 京 市 教 育 委 员 会 科 技 发 展 计 划 面 上 项 目
in g
th e
y s te
m
d
n
o n
the
w a s
DSP
e x
D M6 4 2
,
to
the
to
la
p
s e r
s e a m
im
a
ge
d ide
a
n ti
fy
th e
m s
s e a m
i tio
n
in g The
.
r e c o
g n i tio
l g o r i th m
r e
o
f
s e a m
(K M 2 0 0 8 1 0 0
17 0 0 6 ) : 北
够 反 映 不 同 焊 缝 截 面 轮 廓 的 特 点 成 为 目前 较 受 重
,
京 石 油 化 工 学 院青 年 科 研
视的
一
种传感方法
[3 1
。
本 实验 室 的激 光 跟 踪式 无 导
基 金 (N0 6 』 哪 ;北
KF 2007 10 )
r a
基于双目视觉的焊接机器人系统研究及应用

第13期2023年7月无线互联科技Wireless Internet TechnologyNo.13July,2023基金项目:2022年北方民族大学研究生创新项目;项目编号:YCX22116㊂作者简介:杨翠珠(1997 ),女,甘肃天水人,硕士研究生;研究方向:机器视觉㊂基于双目视觉的焊接机器人系统研究及应用杨翠珠(北方民族大学电气信息工程学院,宁夏银川750021)摘要:自动化焊接机器人技术是焊接领域中一个重要发展方向,能够在提高焊接效率的同时保证焊接质量,在汽车㊁医疗㊁航天及交通等各大行业都实现了大规模应用㊂焊接机器人将视觉传感器与机械臂结合,实现焊缝的高质量焊接㊂目前,针对大型铸件复杂焊缝的焊接,较多工厂仍然采用传统的手工焊接方式,焊接效率低且产品质量难以得到保证,因此需要进一步加强对焊接机器人的研究,实现对大型铸件复杂焊缝的自动化焊接㊂文章基于双目视觉技术,概述焊接机器人研究现状㊁自动化焊接系统构成,以及焊接机器人在工业生产中的应用㊂关键词:焊接机器人;双目视觉,检测识别;工业应用中图分类号:TP273㊀㊀文献标志码:A 0㊀引言㊀㊀随着全球自动化及智能机器人技术的不断发展,焊接机器人代替传统的手工焊接已成为一种趋势,自动化焊接使焊接产品的质量得到提升,可靠性及稳定性不断增强,很大程度上提高了焊接效率㊂本文对自动化焊接技术进一步深入研究,设计基于双目视觉的焊接机器人,对实现对大型铸件复杂焊缝的自动化焊接,具有重要意义㊂1㊀焊接机器人研究现状及存在的问题㊀㊀国外对焊接机器人技术研究较早㊂1997年,瑞典ASEA 公司研制的LaserTrack 视觉跟踪系统,对焊缝路径不需提前进行示教,能够自主寻找焊缝初始点并进行跟踪,跟踪精度为0.4mm [1]㊂2019年,Bi D等[2]设计了一套基于双目视觉定位系统的管-管焊接机器人,实现对焊缝的实时跟踪及焊枪的精确定位㊂相比较国外,我国研究人员对焊接机器人技术研究相对较晚,但在自动化焊接领域也取得了一定的研究成果㊂2017年,范明洋等[3]提出一种基于线结构光的曲线焊缝自动化焊接技术,具有良好的检测精度㊂2021年,付瑶等[4]研究转向架生产中横梁组成的内腔焊缝自动化焊接技术,创新了口字形焊法,实现自动化焊接㊂焊接机器人技术发展迅速,但仍然存在很多问题,如对于焊接环境艰难㊁焊缝位置不易检测识别的情况,尤其是对工厂大型铸件复杂焊缝的焊接㊂由于铸件较大且焊缝不易检测识别,目前大多采用传统的人工焊接方式,效率低且焊接产品质量不稳定,因此,需要对相应的焊接机器人技术进一步深入研究㊂2㊀焊接机器人系统构成及相关原理2.1㊀焊接机器人系统㊀㊀为解决复杂焊缝的自动化焊接问题,本文设计基于双目视觉的焊接机器人系统㊂系统分为硬件部分和软件部分㊂硬件部分为双目相机㊁机械臂;软件部分利用Python㊁OpenCV㊁Matlab 等技术完成焊缝的自动化焊接㊂系统软件实现流程如图1所示㊂图1㊀系统软件实现流程2.2㊀相关工作原理概述㊀㊀系统主要完成焊缝的识别与定位工作㊂进行焊缝识别时,需先利用双目相机拍摄焊缝图像㊂相机成像模型中有四大坐标系:像素坐标系㊁图像坐标系㊁相机坐标系及世界坐标系㊂通过这四大坐标系之间的转换关系,以及相机成像模型确定目标物体在空间中的三维坐标和成像平面上对应点的映射关系㊂2.2.1㊀坐标系的建立(1)像素坐标系㊂图像中的像素点即图像位置,属于二维平面坐标系,像素坐标系的原点位于图像左上角,原点为O(u, v),u㊁v轴表示像素点在像素坐标系中的行数㊁列数,单位为像素(pixel)㊂任意一点在像素坐标系中可表示为(u,v)㊂(2)图像坐标系㊂图像坐标系即物理坐标系,原点为相机中心,与成像平面的交点O(u0,v0)也称为主点,x㊁y轴方向与像素坐标系坐标轴方向相同,单位为mm,任一点可表示为(x,y)㊂(3)相机坐标系㊂以相机光心为原点建立的坐标系,属于三维坐标系,X C㊁Y C轴方向与图像坐标系方向一致,Z C轴为相机的光轴,与图像坐标系平面垂直,各个坐标轴可用右手坐标系规则确定,空间一点在相机坐标系中可表示为(X C,Y C,Z C)㊂(4)世界坐标系㊂真实物体存在的坐标系,又称大地坐标系㊂通常为了方便计算,将图像左下角设为世界坐标系原点O W,单位为mm㊂空间中任一点在世界坐标系中可表示为(X W,Y W,Z W)㊂2.2.2㊀坐标系间的转化双目视觉系统中,通过四大坐标系之间的转换,可以实现图像中任意一点的三维重建㊂假设空间中一点P,像素坐标系下的坐标为(u,v),图像坐标系下的坐标为(x,y),相机坐标系下的坐标为(X C,Y C,Z C),世界坐标系下的坐标为(X W,Y W, Z W)㊂Z Cuv1éëêêêùûúúú=c x0u00c y v0001éëêêêêùûúúúúR TO T1éëêêùûúúX WY WZ W1éëêêêêêùûúúúúú=M0M1X WY WZ W1éëêêêêêùûúúúúú(1)式(1)中,c x=fd x,c y=f dy,M0=c x0u00c y v0001éëêêêêùûúúúú,M1=R TO T1éëêêùûúú,对式(1)进行化简化可得:Z Cuv1éëêêêùûúúú=M0M1X WY WZ W1éëêêêêêùûúúúúú=M0M1X=MX(2)式(2)中,M0为相机内参矩阵,M1为相机外参数矩阵,其中,旋转矩阵R为两坐标系之间得相对位姿,T为相机基线长度㊂2.2.3㊀焊缝检测识别本系统对焊缝进行检测识别时,需要先对图像进行预处理操作,如直方图均衡化㊁灰度对数变换㊁双边滤波等㊂进行检测识别时,可采用Blob算法检测㊁LOG算子检测㊁Canny边缘检测算子等检测算法,具体根据焊缝特征选取检测算法,本文采用LOG算子检测,能较为准确地对焊缝进行检测识别㊂2.2.4㊀焊缝轨迹规划本系统实现对焊缝的检测识别后,还需对焊缝进行轨迹规划,确定焊缝在机器人基坐标系下的空间轨迹方程,实现机器人对焊缝的自动化焊接㊂焊接机器人的轨迹规划分为关节空间轨迹规划和笛卡尔空间轨迹规划,主要方法有多项式差值㊁曲线拟合等方法㊂本文采用多项式插值法,结合焊缝的描述方程及运动学相关约束条件,确定焊缝的轨迹方程㊂3 焊接机器人的发展及应用㊀㊀近年来,各个国家对科学技术越发重视,机器人的研究水平也成为各国科学技术水平重要的衡量标准㊂因此,需要对焊接机器人的发展趋势及工业应用进行研究与分析㊂3.1㊀焊接机器人的发展趋势3.1.1㊀智能化发展目前,智能化发展已经成为我国自动化焊接技术的重要发展方向,将智能控制技术融合到自动化焊接技术中,保证生产过程快速㊁稳定地进行,实现焊接过程的智能化㊂3.1.2㊀网络化发展随着计算机技术的不断发展,焊接机器人系统中融入计算机网络体系,进一步增强焊接过程的自动化管理,实现自动化焊接过程的一体化控制㊂同时,当设备出现故障无法正常运行时,计算机网络技术可以通过远程监控排查故障问题,并及时采取相应的解决措施㊂3.1.3㊀高效化发展焊接机器人对产品进行焊接时,不仅要考虑焊接速度,还要保证焊接质量,传统的手工焊接难以满足这两个要求㊂而焊接机器人不仅能实现批量化焊接,还能保证焊接产品的质量,实现焊接过程的精准控制,效率高且稳定可靠㊂3.2㊀焊接机器人的工业应用3.2.1㊀智能化焊接专机智能化焊接专机为一定形状的焊接接头,焊接特定工件的焊接机器人,主要融合视觉传感器技术和自动化焊接技术㊂智能化焊接专机通过视觉传感器实时获取焊接产品信息,并利用计算机软件技术,进行智能控制,实现自动化焊接㊂目前,由于智能化焊接专机焊接产品的质量难以得到保证,因此有待进一步提高㊂3.2.2㊀自动化焊接机器人随着焊接行业对自动化焊接技术的要求不断提高,智能化焊接专机已不能满足当代社会的焊接要求,此时焊接效率更高,焊接质量更好的焊接机器人逐渐发展起来,并在焊接领域被广泛应用㊂焊机机器人作为一种多功能㊁可重复编程的自动控制操作机,不仅提高了焊接产品的生产效率,实现稳定㊁高质量焊接,还缩短了产品的生产周期,改善了工人的劳作强度,同时减少了相应设备的投资㊂4 结语㊀㊀焊接机器人技术在各个行业广泛应用,发挥着越来越重要的作用㊂本文就焊接机器人研究现状进行分析,并针对工厂大型铸件复杂焊缝焊接困难问题,设计基于双目视觉的自动化焊接系统,概述相关原理以及焊接机器人的发展趋势及工业应用㊂研究表明高效率㊁高质量的自动化焊接机器人为大型铸件复杂焊缝的自动化焊接㊁批量化生产确定了方向㊂参考文献[1]SUGA Y,MUTO A,KUMAGAI M.Automatic Tracking of welding line by autonomous mobile robot for welding of plates:tracking of linear and angled welding lines[J].Transactions of the Japan Society of Mechanical Engineers Series C,1997(612):2918-2924. [2]BI D,WANG X,LIU Z,et al.New method for robot tool and camera pose calibration[J].Chinese Journal of Scientific Instrument,2019(1):101-108.[3]范明洋,嵇保健,洪磊.基于线结构光的曲线焊缝焊接技术[J].组合机床与自动化加工技术,2017 (9):142-145.[4]付瑶,樊亚斌,代超. 口 字形焊缝自动化焊接技术开发与应用[J].焊接技术,2021(12):118-120.(编辑㊀李春燕)Research and application of welding robot system based on binocular visionYang CuizhuCollege of Electrical Information Engineering Northern University for Nationalities Yinchuan750021 China Abstract Automated welding robot technology is an important development in the welding field which can improve welding efficiency while ensuring welding quality.It has been widely applied in various industries such as automobiles healthcare aerospace and transportation.Welding robots combine visual sensors with robotic arms to achieve high-quality welding of welds.However currently for the welding of complex welds in large castings many factories still use traditional manual welding methods which have low welding efficiency and difficult to ensure product quality. Therefore further research on welding robots is needed to achieve automatic welding of complex welds in large castings.The article is based on binocular vision technology outlining the current research status of welding robots the composition of automated welding systems and the application of welding robots in industrial production. Key words welding robot binocular vision inspection and identification industrial applications。
机器人视觉跟踪算法的设计与实现
机器人视觉跟踪算法的设计与实现第一章:引言近年来,随着机器人技术的不断发展,机器人视觉技术作为机器人领域中的一个重要分支得到了广泛的应用。
机器人视觉技术的发展和应用不仅仅可以提高机器人的执行精度和可靠性,还可以广泛应用于制造业、医疗保健、交通运输等领域。
因此,本文将着重介绍机器人视觉跟踪算法的设计与实现。
第二章:机器人视觉基础机器人视觉技术是机器人感知能力的重要组成部分,在实际应用中逐渐发挥出其优越性。
机器人视觉技术主要包含以下内容:1. 机器人视觉传感器机器人视觉传感器主要有摄像机、激光雷达、深度相机等。
摄像机是一种常用的视觉传感器,它可以捕捉环境中的图像信息。
激光雷达可以通过发送激光束来探测物体的位置和形状,深度相机则可以通过红外线等技术测量环境中的深度信息。
2. 机器人视觉算法机器人视觉算法是机器人视觉技术的核心,主要包含目标检测、跟踪、三维重建等内容。
其中,机器人视觉跟踪算法是机器人应用中最常用的算法之一。
3. 机器人视觉应用机器人视觉技术在制造业、医疗保健、交通运输等领域都有着广泛的应用。
在制造业中,机器人视觉技术可以用于产品装配、质检等环节;在医疗保健领域中,机器人视觉技术可以通过医疗机器人完成手术等工作;在交通运输领域中,机器人视觉技术可以通过无人驾驶技术实现自动驾驶等功能。
第三章:机器人视觉跟踪算法的设计机器人视觉跟踪算法是机器人视觉技术应用中的重要部分,它主要用于识别、追踪运动目标。
机器人视觉跟踪算法的设计包含以下几个基本步骤:1. 目标检测机器人视觉跟踪算法首先需要对目标进行检测,确定待跟踪的目标区域。
目标检测可以使用深度学习、支持向量机等机器学习算法进行实现。
2. 特征提取目标检测之后,机器人视觉跟踪算法需要对目标进行特征提取,确定关键点、颜色等特征。
特征提取可以利用局部二值模式直方图、方向梯度直方图等算法实现。
3. 核心算法机器人视觉跟踪算法的核心算法包括模板匹配、相关滤波、粒子滤波等。
机器人视觉系统中的目标检测与跟踪算法优化

机器人视觉系统中的目标检测与跟踪算法优化随着科技的进步与发展,机器人技术在各个领域得到了广泛应用。
机器人视觉系统是机器人实现自主感知与导航的重要组成部分。
在机器人的感知过程中,目标检测与跟踪是关键环节之一。
本文将探讨机器人视觉系统中目标检测与跟踪算法的优化方法。
目标检测是机器人视觉系统中的一个关键任务,其目的是从图像或视频中准确地识别出感兴趣的目标物体。
传统的目标检测算法主要基于手工设计的特征及分类器进行目标的识别。
然而,这种方法在处理复杂场景时存在诸多限制。
随着深度学习的兴起,基于深度卷积神经网络(CNN)的目标检测算法逐渐成为主流。
例如,YOLO(You Only Look Once)和Faster R-CNN(Region-based Convolutional Neural Network)等算法在目标检测领域取得了较好的性能。
然而,尽管这些深度学习算法在目标检测方面取得了巨大进展,但在机器人视觉系统中的实时性和鲁棒性方面仍然存在一些挑战。
为了优化机器人视觉系统中的目标检测算法,可以从以下几个方面进行改进。
首先,可以从网络结构的角度优化目标检测算法。
当前的深度学习目标检测算法主要使用了各种各样的网络结构,如ResNet、Inception等。
通过改变网络结构的深度、宽度和连接方式等参数,可以提高算法的性能和实时性。
此外,还可以利用轻量级的网络结构对算法进行压缩和加速,以适应机器人的计算资源和实时性要求。
其次,可以采用多尺度检测策略,以增强算法的鲁棒性和适应性。
传统的目标检测算法通常在单一尺度下进行目标检测,忽视了目标在不同尺度下的特征变化。
而对于机器人视觉系统来说,场景中的目标物体往往存在尺度变化的情况。
因此,引入多尺度的目标检测策略可以提高机器人对不同尺度目标的检测能力。
此外,使用注意力机制可以有针对性地提高目标检测算法的性能。
注意力机制能够使算法关注图像中特定区域的重要信息,从而提高目标检测的准确性和鲁棒性。
工业机器人的视觉定位与跟踪算法研究

工业机器人的视觉定位与跟踪算法研究工业机器人是现代工业生产中的重要设备,广泛应用于汽车制造、电子制造、金属加工等领域。
而机器人的视觉系统对于机器人的定位与跟踪至关重要。
本文旨在探讨工业机器人的视觉定位与跟踪算法的研究现状和发展趋势。
工业机器人的视觉定位与跟踪算法是基于视觉传感器的信息来实现对目标物体的检测、定位与跟踪。
随着计算机视觉技术的不断进步,现代工业机器人的视觉系统越来越强大。
在机器人的应用场景中,视觉定位与跟踪算法既可以被用于预定位机器人的位置和姿态,也可以用于实时追踪和定位工件。
在工业机器人的视觉定位与跟踪算法中,最常见的算法包括特征匹配、模板匹配、直线和圆检测等。
特征匹配算法通过提取出目标物体的特征点,然后与机器人内部的特征库进行匹配,从而找到目标物体的位置和姿态。
模板匹配算法是通过将目标物体的模板和图像进行比对,从而找到目标物体的位置和姿态。
直线和圆检测算法则是通过分析图像中的直线和圆形边缘,从而确定目标物体的位置和姿态。
除了上述常见的算法外,近年来,机器学习方法在工业机器人的视觉定位与跟踪算法中也得到了广泛应用。
机器学习方法通过训练样本数据来建立模型,从而实现对目标物体的检测、定位与跟踪。
其中,深度学习方法是机器学习方法中的一种重要算法,它通过神经网络来实现对图像的特征提取和目标物体的定位与跟踪。
深度学习方法相比传统的视觉算法具有更高的准确率和鲁棒性。
近年来,工业机器人的视觉定位与跟踪算法不断发展,尤其是在以下几个方面取得了重要进展:首先,算法的准确性不断提高。
随着计算机处理能力的增强和图像传感器技术的进步,工业机器人的视觉定位与跟踪算法的准确性有了显著提升。
通过引入更加高级的特征提取算法,如深度卷积神经网络,以及更加精确的数据处理算法,如精确的摄像头标定算法,目标物体的定位与跟踪准确率得到了显著提高。
其次,算法的实时性得到了改善。
在实际工业生产中,机器人的实时性要求非常高,因为任何延迟都可能导致生产中断。
基于机器视觉的机器人目标跟踪技术

基于机器视觉的机器人目标跟踪技术在当今科技飞速发展的时代,机器人技术已经成为了各个领域的热门话题。
其中,基于机器视觉的机器人目标跟踪技术更是备受关注,它为机器人在复杂环境中准确、高效地完成任务提供了关键支持。
想象一下,一个机器人在繁忙的工厂车间里,能够精准地跟踪一个移动的零部件,并进行精确的操作;或者在安防领域,机器人能够实时跟踪可疑人员的行动。
这些场景的实现,都离不开机器视觉的目标跟踪技术。
那么,什么是机器视觉的机器人目标跟踪技术呢?简单来说,就是让机器人通过“眼睛”(摄像头等视觉传感器)获取周围环境的图像信息,然后利用算法和计算能力对特定目标进行识别和持续跟踪。
要实现这一技术,首先需要有高质量的视觉传感器来采集图像。
这些传感器就像机器人的“眼睛”,能够捕捉到丰富的细节和色彩。
然而,仅仅采集到图像还不够,还需要对图像进行预处理。
这包括去噪、增强对比度等操作,以提高图像的质量,让后续的目标识别和跟踪更加准确。
在目标识别方面,需要运用各种图像处理和模式识别技术。
例如,通过特征提取,从图像中找出能够代表目标的独特特征,如形状、颜色、纹理等。
然后,利用分类算法将这些特征与已知的目标特征进行匹配,从而确定目标的类别。
而目标跟踪则是在识别出目标的基础上,持续地在后续的图像序列中找到目标的位置。
这需要解决很多挑战,比如目标的形态变化、遮挡、光照变化等。
为了解决这些问题,研究人员提出了许多跟踪算法,如基于卡尔曼滤波的跟踪算法、基于粒子滤波的跟踪算法等。
以基于卡尔曼滤波的跟踪算法为例,它通过建立目标的运动模型和观测模型,来预测目标在下一帧图像中的位置,并根据实际观测结果进行修正。
这种算法在目标运动规律较为明确的情况下,能够实现较为准确的跟踪。
基于粒子滤波的跟踪算法则是通过随机采样大量的粒子来表示目标的可能位置,然后根据观测结果对粒子的权重进行更新,最终确定目标的位置。
这种算法对于非线性、非高斯的运动模型具有较好的适应性。
无轨道全位置焊接机器人研究及应用
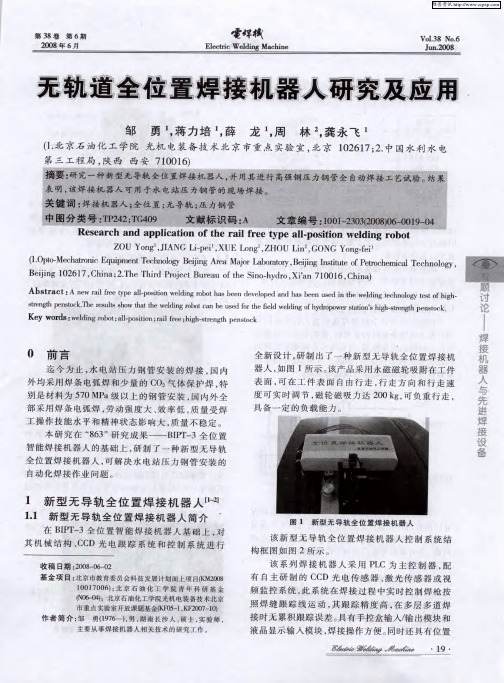
该新 型 无 导轨全 位置 焊接机 器 人 控制系统结 构框图如图 2 所示
。
收 稿 日期
2 :
00 8 06 02
— —
该 系列 焊接机 器 人 采用
PLC
、
为主控制器
,
配
基 金 项 目 :北 京 市 教 育 委 员 会 科 技 发 展 计 划 面 上 项 目(K M 2 0 0 8
10 0 17 0 0 6
。
主 要 从 事 焊 接 机 器 人 相 关 技 术 的研 究 工 作
。
液 晶显 示 输 入 模 块 焊 接 操 作 方 便 同 时 还 具 有 位 置
,
。
维普资讯
专 讨 麓论
液 晶显 示 模 块
焊接参数 仃 储控 制 模块
磁 轮 埘 动 控 制 模 块
e n
t
T e c hn
l o g y B e ij i n g A r
o
M a jo r L a i~
to ry
,
i B e ij i n g I n s t
’
f Pe
a
tr
o e
he
m
ic a l T e
c
hn
o
lo g y
,
B e ij i n g 1 0 2 6 1 7
,
Chin
r a
a ; 2
,
具备
一
定 的 负 载 能力
。
操 作技 能水 平 和 精 神状 态 影 响 大 质 量 不 稳 定
,
。
本研究在
“
863
”
研究成果
,
—
—
B If , 3 r
基于ROS的移动机器人视觉跟随系统设计

基于ROS的移动机器人视觉跟随系统设计视觉跟随是指移动机器人通过识别和跟踪特定目标,实现对目标的自动追踪或跟随。
本设计基于ROS(机器人操作系统),旨在实现一个基于视觉的移动机器人跟随系统。
系统架构如下:1. 摄像头采集图像:使用ROS提供的摄像头驱动程序,获取移动机器人的视觉输入。
通过ROS的图像消息传输机制,将图像传输给后续的视觉处理模块。
2. 视觉目标检测与识别:通过使用计算机视觉算法,对采集到的图像进行处理,实现目标检测和识别。
可以使用传统的图像处理算法,如边缘检测、颜色分割等。
也可以使用深度学习算法,如卷积神经网络(CNN)进行目标识别。
3. 目标跟踪:对于识别出的目标,通过实时跟踪算法(如卡尔曼滤波器、粒子滤波器等),实现对目标的跟踪。
跟踪算法可以根据目标的运动特征和外部环境的信息,更新目标的位置和速度估计。
4. 移动控制:通过ROS提供的移动机器人控制接口,将目标的位置和速度指令发送给移动机器人的控制系统,实现对机器人的运动控制。
可以使用PID控制器或者其他控制算法,根据目标的位置和速度误差,调整机器人的轮速度。
5. 系统集成:将以上各个模块进行集成,形成一个完整的视觉跟随系统。
通过ROS的节点通信机制,实现数据的传输和处理。
在系统设计中,需要考虑以下几个关键问题:1. 环境适应性:视觉跟随系统需要适应不同的环境,包括不同的光照条件、背景干扰以及目标的外观变化等。
可以通过选择合适的目标检测和跟踪算法,以及对算法进行优化和调参,提高系统的鲁棒性和适应性。
2. 实时性:视觉跟随系统需要在实时性要求下运行,尤其是在移动机器人和目标的相对速度较快的情况下。
可以通过使用高效的图像处理算法、并行计算和硬件加速等技术手段,提高系统的实时性能。
3. 安全性:移动机器人在跟随过程中需要考虑避障和碰撞等安全问题。
可以通过结合视觉和激光传感器等多种传感器信息,实现移动机器人的安全导航和避障功能。
可以使用预测控制算法,对目标的运动进行预测,以避免机器人与目标之间的碰撞。
焊接机器人控制系统的设计与开发
焊接机器人控制系统的设计与开发一、焊接机器人的背景及应用现代制造业的发展离不开自动化生产系统的应用,因为自动化生产系统可以提升产品质量、提高生产效率和降低劳动力成本。
在自动化生产系统中,焊接机器人已经成为越来越重要的一部分。
它可以在工作环境危险、狭小、高温等条件下完成高质量的焊接作业。
焊接机器人的普及使得不少生产型企业陆续采用该技术,以应对市场挑战和产品升级。
二、焊接机器人控制系统的设计焊接机器人控制系统主要有硬件和软件两部分,其中硬件部分包括机器人伺服系统、传感器、控制器、电气系统、气动系统等;软件部分则包括焊接程序控制系统和机器人控制算法。
下面分别对两部分进行详细介绍:(一)硬件系统设计1. 机器人伺服系统:自动焊接机器人的伺服系统是整个系统的核心部分,是实现机器人运动控制的基础。
该系统通常由机器人控制器、电机驱动器、编码器、减速器、传动机构等组成,并负责控制焊枪的运动、速度和方向,从而实现焊接任务。
在选购机器人伺服系统时,应综合考虑设备的刚性、导轨、驱动电机的类型、精度等关键指标。
2. 传感器:在自动焊接中,传感器主要用于测量焊接区域的温度、光学参数、电气参数和机垂度等。
基于传感器反馈的数据,机器人控制器可以动态调整焊接速度、焊点大小和焊接角度等参数,从而实现更加精准和稳定的焊接结果。
3. 控制器:自动焊接机器人的控制器是硬件系统中的心脏。
控制器主要负责监控整个机器人伺服系统,并输出运动控制信号。
智能控制器可以根据焊接任务自动调节焊接速度和焊接功率,并实现高度精准的焊接结果。
4. 电气系统:电气系统负责供电、控制、保护和信号传输等功能。
系统中应选用可靠、稳定、性能好的电气元器件,如高品质的断路器、接触器、继电器和变频器等,以确保机器人的正常运行。
5. 气动系统:气动系统主要用于焊接机器人的动力系统。
气动元器件包括压力调节器、气动电磁阀、滤芯和压力表等。
选择合适的气动元件可以确保机器人运动灵敏、操作平稳、精度高。
机器人视觉系统的设计与调试方法

机器人视觉系统的设计与调试方法设计与调试机器人视觉系统的方法摘要:机器人视觉系统在现代机器人技术中起着至关重要的作用。
本文将介绍机器人视觉系统设计与调试的方法。
首先,我们将讨论机器人视觉系统的组成部分。
其次,我们将介绍机器人视觉系统的设计流程,包括硬件选择、软件开发和集成。
最后,我们将讨论机器人视觉系统的调试方法,帮助确保系统的性能和稳定性。
1. 介绍机器人视觉系统的组成部分机器人视觉系统通常由相机、图像处理单元和决策单元组成。
- 相机:相机是机器人视觉系统的输入设备,用于捕捉外界的图像。
根据具体应用需求,可选择适当的相机类型,如普通CCD相机、深度相机等。
- 图像处理单元:图像处理单元负责对相机捕获的图像进行处理和分析。
该部分通常由计算机或嵌入式处理器来实现,包括图像预处理、特征提取、目标检测和跟踪等功能。
- 决策单元:决策单元根据图像处理单元提供的结果,进行决策并控制机器人的行为。
这部分通常是嵌入式控制器或计算机,可以根据需要进行编程。
2. 机器人视觉系统的设计流程机器人视觉系统的设计流程包括硬件选择、软件开发和系统集成。
- 硬件选择:首先需要了解应用需求,选择适合的相机和图像处理单元。
考虑到实时性和处理能力,可以选择高性能的处理器和专用的图像处理芯片。
- 软件开发:接下来,进行图像处理算法的开发。
选择适当的图像处理库或开发环境,编程实现图像处理算法,如边缘检测、特征提取、目标检测等。
同时,也需要开发决策算法,实现对处理结果的分析和决策。
- 系统集成:最后,将相机、图像处理单元和决策单元进行集成。
确保这些组件能够正常通信,并且能够在实时环境下稳定运行。
在进行集成之前,需要进行充分的测试和验证,确保系统的性能和稳定性。
3. 机器人视觉系统的调试方法机器人视觉系统的调试是确保其性能和稳定性的重要步骤。
以下是几种常见的调试方法。
- 硬件调试:在进行软件调试之前,首先需要确保硬件组件正常工作。
检查相机和处理单元的连接,进行必要的配置和调整。
焊缝跟踪系统
焊缝跟踪系统简介焊缝跟踪系统是一种自动化设备,用于跟踪焊缝的位置,控制焊接机器人或激光焊接机的运动,保证焊接质量,提高焊接效率。
该系统常用于汽车工业、航空航天工业等领域。
功能焊缝跟踪系统可以自动识别焊缝位置和形状,实现焊接轨迹的自动规划和控制,避免人为因素对焊接质量的影响。
常见的焊缝跟踪系统有激光焊接跟踪系统和焊接机器人跟踪系统。
激光焊接跟踪系统激光焊接跟踪系统是利用两个激光发射器形成的光线在焊缝上形成一条光线。
通过摄像机识别光线,并计算出光线与焊缝的距离和角度,并将这些数据输入到焊接控制系统中,从而控制激光焊接机在焊接过程中自动调整焊缝位置。
焊接机器人跟踪系统焊接机器人跟踪系统是基于视觉传感器实现的。
该系统通过视觉传感器获取焊接工件信息,如焊缝位置、高度和宽度等,从而我们可以预先设置焊接机器人的轨迹和焊接参数,达到自动焊接的目的。
该系统在焊接不规则形状的焊缝时具有很大的灵活性和自适应性。
其他特点除了基本的焊缝跟踪和控制功能外,还有许多其他特点和增强功能。
自适应焊缝跟踪系统可以根据不同的焊接工件形状和位置进行自适应调节,提高焊接质量和效率。
精度高焊缝跟踪系统采用高精度传感器,可以实现焊缝位置的精确测量和控制,提高焊接的稳定性和一致性。
交互性现代的焊缝跟踪系统配备了用户友好的交互界面,可以通过触摸屏等方式轻松地进行设备配置和操作。
应用领域焊缝跟踪系统可以应用于以下领域:•汽车制造业:焊接汽车车身和底盘。
•航空航天工业:焊接飞机结构和部件。
•电子制造业:焊接电子元器件。
•其他:如船舶制造、建筑结构等。
发展趋势随着焊接技术的进步和产业的发展,焊缝跟踪系统也在不断地发展和进化。
目前,焊缝跟踪系统正向更高的自动化、智能化和高精度发展。
未来,该技术将应用于更多的领域,并为生产效率与品质提供新的保障。
基于ROS的机器人视觉导航系统设计与实现
基于ROS的机器人视觉导航系统设计与实现一、引言随着人工智能和机器人技术的不断发展,机器人在各个领域的应用越来越广泛。
其中,机器人视觉导航系统作为机器人感知和决策的重要组成部分,扮演着至关重要的角色。
本文将介绍基于ROS(Robot Operating System)的机器人视觉导航系统的设计与实现。
二、ROS简介ROS是一个灵活且强大的机器人操作系统,为机器人软件开发提供了丰富的工具和库。
它提供了一种结构化的方式来管理机器人的硬件驱动、传感器数据、算法计算等各个方面。
在ROS中,节点(Nodes)之间通过话题(Topics)进行通信,实现了模块化和分布式的系统架构。
三、机器人视觉导航系统概述机器人视觉导航系统旨在使机器人能够通过视觉感知环境,并根据感知结果做出相应的导航决策。
其主要包括环境建图(Mapping)、定位(Localization)、路径规划(Path Planning)和避障(Obstacle Avoidance)等功能模块。
3.1 环境建图环境建图是指通过机器人携带的传感器获取周围环境信息,并将其转化为地图表示。
常用的环境建图算法包括SLAM(Simultaneous Localization and Mapping)算法和建图算法。
3.2 定位定位是指确定机器人在地图中的位置,通常使用里程计、惯性测量单元(IMU)和传感器融合等技术来实现高精度的定位。
3.3 路径规划路径规划是指根据目标位置和当前位置,在地图中搜索一条最优路径以达到目标位置。
常用的路径规划算法包括A*算法、Dijkstra算法和RRT(Rapidly-exploring Random Tree)算法等。
3.4 避障避障是指在导航过程中避免碰撞障碍物,通常使用激光雷达或深度摄像头获取障碍物信息,并结合路径规划算法实现避障功能。
四、基于ROS的机器人视觉导航系统设计与实现基于ROS的机器人视觉导航系统通常由多个节点组成,每个节点负责不同的功能模块。
自主移动焊接机器人嵌入式视觉跟踪控制系统

第26卷第11期2020年11月计算机集成制造系统Vol.26No.11 ComputerIntegrated ManufacturingSystems NovG2020DOI:10.13196/j.cims.2020.11.015自主移动焊接机器人嵌入式视觉跟踪控制系统杨国威1,王以忠1,王中任2+,刘海生2,肖光润2(1天津科技大学电子信息与自动化学院,天津300222;2.湖北文理学院机械工程学院,湖北襄阳441053)摘要:为解决大型工件现场焊接空间受限和焊缝跟踪精度受干扰的问题,提出并设计了一种自主移动焊接机器人嵌入式视觉跟踪控制系统。
系统紧凑、体积小,适应现场焊接作业。
提出基于核相关滤波的焊缝跟踪算法,以解决焊接时的弧光干扰问题,实现实时、精确、可靠的焊缝跟踪。
该算法通过生成大量的正负样本进行分类器训练,并映射到高斯核函数空间进行计算,来提高跟踪精度和可靠性;通过构建样本的循环矩阵和傅里叶变换来减少计算量,提高跟踪实时性。
在ARM嵌入式系统中实施该自动跟踪算法,完成了对移动机器人的爬行和横摆控制,并实现了焊接过程的实时纠偏。
通过对大型管道V型焊缝进行焊接实验表明,帧率达到10fps,焊缝轨迹跟踪准确,焊接表面平顺。
关键词:自主移动焊接机器人;嵌入式视觉控制;焊缝跟踪;核相关滤波;纠偏控制中图分类号:TG409文献标识码:AEmbedded vision tracking control system for autonomous mobile welding robotYANG GUowei1,WANG Yizhong1,WANG Zhongren2+,LIU Haisheng2,XIAO GUangrUn2(1.College of Electronic Information and Automation,Tianjin University of Science and Technology,Tianjin300222#China;2.College of Mechanical Engineering,Hubii University of Arts and Science,Xiangyang441053,China)Abstract:To solve the problem of limited space and disturbance of seam tracking accuracy when welding large work pieces anembeddedvisua0trackingcontro0system forautonomous mobie we0dingrobot wasproposedand designed which wassuitab0eforfie0d we0dingoperation withitscompactandsma0size.Aseamtrackinga0gorithm basedon Kerneizedcorre0ationfiterwasproposedtoso0vetheprob0emofarcinterferenceduringwe0dingandtore-aizerea-time accurateandreiab0eseamtracking.A0argenumberofpositiveandnegativesamp0esweretrainedto constructc0assifiersand Gaussiankerne0function mapping wasusedtoimprovetrackingaccuracyandreiabiity.Samp0ecycicmatrixandFouriertransform wereca0cu0atedtoreducetheamountofca0cu0ationandreaizetherea-timetracking.Theautomatictrackinga0gorithm wasimp0ementedintheembeddedsystembasedonARMtocontro0 thecrawingandyawofthemobierobotandreaizerea-timedeviationcorrectionin we0dingprocess.Thewe0ding experimentofV-shapedwe0dingseamfor0argepipeinewasconducted andtheframerateofthevisua0sensorcou0d reach10fps.Theproposedsystemcou0dcorrectthedeviationautomatica0ywiththemovementofthewe0dingrobot thetrackofthewe0dwasaccurate andthewe0dingsurfacewassmooth.Keywords:autonomouswe0dingrobot;embeddedvisioncontro0;seamtracking;kerneizedcorre0ationfiter;rectify deviationcontro0收稿日期:2019-02-18;修订日期:2019-06-03"Received18Feb.2019;accepted03June2019.基金项目:国家自然科学基金青年科学基金资助项目(51805370);*机电汽车”湖北省优势特色学科群幵放基金资助项目(XKQ201809) Foundation items:Project supported by the Youth Program of National Natural Science Foundation,China(No.51805370),and the "Electromechanical Automobile"of Hubei Provincial Advantage and Characteristic Discipline Group Opening Foundation,China(No.XKQ201809).3050计算机集成制造系统第26卷0引言焊接过程中让焊接机器人自主感知焊接环境并实时调是动化的发展方向「1(。
机器人视觉导航系统的设计与实现

机器人视觉导航系统的设计与实现一、导言近年来,机器人技术的快速发展,为人们带来了更多的便利和创新。
机器人替代人工以及协助人类完成一系列工作的想法也逐渐变成现实。
然而,机器人必须具备感知环境以及做出正确的反应的能力,这就要求机器人必须拥有视觉导航系统作为其最基本的感知模块。
本文就是对机器人视觉导航系统的设计和实现进行详细的阐述,为机器人的研究和实践提供可行的灵感以及理论指导。
二、机器人视觉导航系统设计2.1 机器人感知模式机器人感知模式是机器人视觉导航系统的关键部分之一。
在现实环境中,机器人必须能够感知自己所处的环境。
机器人的感知模式分为主动感知和被动感知两种方式。
主动感知机器人是指可以通过发射光线或电磁波等方式来获取它所处环境的信息;被动感知机器人则通过接受环境向其传递的信息来感知周围环境。
其中,被动感知模式是机器人视觉导航系统中主要的感知模式之一。
机器人通过搭载摄像头或者激光雷达等设备感知周围环境,从而获得环境信息,实现导航功能。
2.2 机器人定位模式机器人定位模式是机器人视觉导航系统的又一个重要组成部分。
本质上,机器人定位模式也是一种感知模式,该模式用来描述机器人在某一时刻自己所处的位置以及朝向。
机器人定位主要分为二维定位和三维定位。
2.3 机器人导航模式机器人导航模式是机器人视觉导航系统中的运动控制模式。
该模式用来描述机器人如何移动并实现自主导航。
机器人导航分为局部导航和全局导航两种方式。
局部导航主要解决机器人如何避开障碍物并实现精确的位置调整,全局导航则主要解决机器人如何规划一条合适的路径来达到目标点。
三、机器人视觉导航系统的实现三、 1 基于激光雷达的SLAM实现SLAM(Simultaneous Localization and Mapping)在机器人相关研究领域中扮演着重要的角色。
其思想是在机器人在未知环境下,同时定位自己的位置并绘制出周围环境的地图。
SLAM常使用激光雷达和摄像头等装置作为主要的感知模式。
机器人视觉引导系统设计与实现
机器人视觉引导系统设计与实现随着科技的飞跃发展,机械制造业、智能电子等领域的需求也在飞速增长。
机器人成为了其中的一种重要设备,并在日常生产和生活中得到广泛应用。
与此同时,伴随着机器人的普及,机器人视觉引导系统的需求也日渐突出。
本文将介绍机器人视觉引导系统的设计和实现,为读者提供值得借鉴的思路。
一、机器人视觉引导系统的概述机器人视觉引导系统是指利用摄像头及其他传感器获取现场信息,通过图像处理和分析技术来控制机器人运动,完成目标任务的系统。
一般机器人视觉引导系统包括四个模块:图像采集模块、图像处理模块、控制算法及执行器模块和人机界面模块。
图像采集模块:主要由摄像头或激光光电传感器等组成,负责对现场环境进行监控和信息采集,将采集到的信息上传至图像处理模块。
图像处理模块:负责对采集的图像进行处理和分析,以提供足够的信息供控制算法和执行器模块使用。
控制算法及执行器模块:是机器人视觉引导系统的核心部分,通过对图像信息进行判断,控制执行器模块进行相应行动。
执行器模块一般由电动机、伺服系统等组成。
人机界面模块:为用户提供机器人的操作界面,用户通过该模块可以对机器人视觉引导系统进行控制、监控、信息反馈等。
二、机器人视觉引导系统的设计思路1、图像采集模块的设计思路图像采集模块在机器人视觉引导系统中的作用极为重要,直接影响后续图像处理模块和控制算法及执行器模块的性能。
因此,在设计过程中应预估好所需的图像质量和数据流量,选定合适的摄像头或激光光电传感器,并确定好其放置位置和角度,以保证图像质量和拍摄范围的完整性。
2、图像处理模块的设计思路图像处理模块是机器人视觉引导系统的“大脑”,对采集的图像进行处理和分析,为后续控制算法和执行器模块提供关键性信息。
图像处理模块设计的核心是选定合适的算法,可根据具体需求选择较为常见的算法如卷积神经网络CNN、支持向量机SVM等,也可根据具体情况选择其他算法或进行算法创新;此外,为提高算法运行效率和稳定性,可采用图像预处理如降噪、均衡化、滤波等操作。
机器人视觉中的视觉跟踪技术

机器人视觉中的视觉跟踪技术一、引言机器人技术是当今科技领域的热门话题,其中机器人视觉技术也备受关注。
视觉跟踪技术是机器人视觉技术的一个重要方面,可以使机器人进行精准跟踪和定位,为机器人在工业制造、环境监测、医疗等领域的应用提供了强有力的技术保障。
二、机器人视觉中的视觉跟踪技术概述视觉跟踪技术是指在一定时间内追踪目标物的位置、速度以及姿态信息等,它是机器人视觉领域中的一个重要技术。
在机器人系统中,视觉跟踪技术可以通过摄像头等传感器获取目标物的位置、姿态等信息,从而使机器人能够准确地跟踪物体的运动规律,实现自主化的移动和定位。
视觉跟踪技术的应用具有广泛性,在自动驾驶、机器人分拣、物流配送等领域得到了广泛应用,同时,视觉跟踪技术也在医疗、安防等领域得到了广泛应用。
三、机器人视觉中的视觉跟踪技术分类机器人视觉中的视觉跟踪技术一般可以被分为以下几类。
1. 目标跟踪目标跟踪是机器人视觉中的一种常见跟踪技术,它的目的是追踪物体在时间和空间上的位移变化。
通常情况下,在目标跟踪中,通过运用动态模型、卡尔曼滤波、粒子滤波等方法,对目标物进行预测和位置估计,从而实现目标跟踪的准确性和稳定性。
2. 特征点跟踪特征点跟踪是机器人视觉中的另一种常见跟踪技术,它主要是通过从图像中提取出物体的特征点,并对不同时刻的图像进行特征匹配,从而实现运动的跟踪和定位。
特征点跟踪具有较好的鲁棒性,其应用范围广泛,包括工业生产线上的自动化装配、机器人在植物花粉传播等大自然环境中的自主化搜索和跟踪等。
3. 结构跟踪结构跟踪主要是通过对三维模型的建立和匹配,完成对物体的位置、姿态等信息的跟踪。
结构跟踪技术能够实现高度精准的跟踪和定位,应用于三维重建、环境检测等方面有着广泛的应用前景。
四、机器人视觉中的视觉跟踪技术应用视觉跟踪技术在机器人领域中有着广泛应用。
以自动驾驶技术为例,自动驾驶中对于车辆和行人的检测和跟踪是实现车辆行驶自主化的重要前提条件之一。
自动化焊接培训中焊接机器人的路径规划与动态跟踪

自动化焊接培训中焊接机器人的路径规划与动态跟踪自动化焊接技术的应用已经成为现代制造业中不可或缺的一部分,而焊接机器人作为自动化焊接技术的重要载体,其路径规划与动态跟踪技术更是关键。
本文将从路径规划和动态跟踪两个方面探讨焊接机器人在自动化焊接培训中的重要性和应用。
一、路径规划路径规划是指根据焊接工件的形状和尺寸,确定焊接机器人运动轨迹的过程。
合理的路径规划能够确保焊接机器人按照预定的路径进行工作,并且能够高效地完成焊接任务。
1. 基于CAD模型的路径规划现代焊接机器人通常能够通过导入CAD模型来进行路径规划。
首先,利用CAD软件绘制焊接工件的三维模型,并在其中标注焊缝信息。
然后,将CAD模型导入到焊接机器人的控制系统中,通过算法计算出焊接机器人的最佳运动轨迹。
最后,根据路径规划结果,焊接机器人能够准确地进行焊接操作。
2. 正反向运动学算法的应用焊接机器人在进行路径规划时,需要涉及到正反向运动学算法的应用。
正向运动学算法能够根据关节角度计算出焊接机器人末端执行器的位置和姿态;而反向运动学算法则是通过指定焊接机器人末端执行器的位置和姿态,计算出关节角度。
利用这两个算法的结合,即可实现焊接机器人的路径规划。
二、动态跟踪动态跟踪是指焊接机器人在实际焊接过程中,通过传感器等装置对焊缝位置进行实时检测和跟踪的过程。
通过动态跟踪技术,焊接机器人能够实时感知焊接工件的变化,保持焊接焦点的准确性和稳定性。
1. 视觉传感器的应用视觉传感器是动态跟踪技术中常用的一种装置。
焊接机器人通过视觉传感器不断获取焊接工件的图像,然后通过图像处理算法对焊缝进行检测和跟踪。
在焊接过程中,如果焊缝发生变化,焊接机器人能够实时调整焊接路径,确保焊接质量。
2. 力传感器的应用力传感器也是实现动态跟踪的重要装置之一。
焊接机器人通过力传感器实时感知焊接瞬间的力变化,如果发现力超过设定阈值,说明焊接出现问题。
焊接机器人能够通过调整焊接力度,保证焊接质量的一致性。
机器人视觉系统设计技术手册

机器人视觉系统设计技术手册1. 引言机器人视觉系统是现代机器人技术中的核心组成部分,它使得机器人能够感知和理解环境,并基于此做出决策和执行任务。
本手册旨在介绍机器人视觉系统的设计技术,包括其原理、功能和实际应用方面的知识。
2. 视觉系统基本原理2.1 光学传感器机器人视觉系统通过光学传感器来获取环境中的光线信息。
光学传感器的种类包括摄像头、激光雷达等,它们能够将光线转换为数字信号,供机器人系统处理和分析。
2.2 图像处理机器人视觉系统通过图像处理技术对光学传感器获取的图像进行分析和提取特征。
图像处理的主要步骤包括图像去噪、边缘检测、图像增强等,通过这些步骤,机器人可以得到更清晰、更有用的图像信息。
2.3 特征提取和目标识别特征提取是机器人视觉系统的重要环节,它能够从图像中提取出有用的目标信息。
常用的特征提取方法包括颜色特征、纹理特征、形状特征等。
目标识别则是根据提取到的特征来确定目标的类别和位置。
2.4 三维重建和定位机器人视觉系统可以通过三维重建技术将获取的二维图像转化为三维空间中的模型。
同时,机器人可以通过定位算法确定自身在空间中的位置和姿态,从而更好地与环境进行交互和运动规划。
3. 视觉系统功能3.1 目标检测和跟踪机器人视觉系统可以实时检测和跟踪环境中的目标物体。
通过目标检测和跟踪,机器人可以实现对特定物体的追踪和定位,为后续的任务执行做好准备。
3.2 环境建模机器人视觉系统可以通过获取的图像和三维模型来建立环境的模型。
这使得机器人能够对环境进行理解和规划,例如避障、路径规划等。
3.3 视觉导航机器人视觉系统可以辅助机器人进行导航和定位。
利用环境地图和定位信息,机器人能够实现精确的导航和运动控制,以完成各类任务。
3.4 视觉交互机器人视觉系统可以实现与人类的交互。
例如,通过人脸识别技术,机器人可以识别人类的表情和动作,实现更加智能化的交互方式。
4. 视觉系统实际应用4.1 工业机器人在工业领域中,机器人视觉系统广泛应用于装配、质检、物料处理等方面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无导轨焊接机器人视觉跟踪系统的设计曹莹瑜,刘桂林,蒋力培,邓双城(北京石油化工学院,北京 102617)摘要:本文在参照国内外无导轨焊接机器人视觉跟踪系统的基础上,针对我校重点实验室研发的无导轨焊接机器人进行了视觉跟踪系统的设计。
选取经济可靠的高性能线阵CCD——TCD1206SUP为核心元件,焊缝图像由线阵CCD摄像系统摄取,通过图像采集系统和计算机软件,对检测到的图像进行处理来准确地识别焊缝位置,计算焊炬和实际焊缝之间的偏差,通过此偏差信号,控制器来控制执行系统运动进行实时跟踪,从而有效地提高焊缝跟踪精度。
实验结果表明所设计的无导轨焊接机器人视觉跟踪系统可以有效识别焊缝位置,并给出偏差信号。
关键词:焊缝跟踪 CCD传感器CPLD 软件仿真1 前言无导轨焊接机器人是焊接机器人的一种类型,因其无需进行焊接轨道铺设,从而极大提高了焊接效率,并节约了焊接成本。
然而,无导轨焊接机器人不能利用导轨进行焊接过程中的定向,必须配备跟踪系统进行导向。
上世纪70年代以前,焊缝跟踪主要是接触式传感器以便获得焊缝跟踪信息,但有跟踪精度低、使用不便等缺点。
从上世纪70年代起,焊接工作者对非接触式传感器进行了大量的研究工作,但因结构复杂受到限制。
在上世纪80年代末到90年代初,国外普通埋弧焊已普遍采用闭环控制和焊缝跟踪技术,提高了焊接自动控制水平和焊接质量。
目前,对于焊缝自动跟踪的研究己经取得了相当的成就,采用激光、光纤、CCD传感、摄像、图像处理、计算机控制等当代高新技术使跟踪系统的先进性大大提高。
CCD图象传感器的出现和迅速发展是成象技术领域中的一个重大的突破,它将微电子加工技术应用于成像技术领域,结束了以往各种电子束摄像管独占成象领域的局面,与电子束摄像管相比,这种物性型固体摄像器件具有很多的优势,应用日益广泛。
为了提高CCD传感器的性能及使用范围,人们不断研究新的器件结构和信号处理方法,赋予CCD器件更强的功能,以满足各种特殊应用的需要。
随着CCD应用范围日益广泛,对CCD器件的要求也越来越多。
CCD传感器的出现使传统的光电技术发生了重大变化,对人类生活的许多领域有着积极的影响。
目前,CCD应用技术的研究方兴未艾,CCD产品日新月异,国际上竞争相当激烈,国内CCD应用技术也有很大的发展,它的研究受到普遍重视。
本项目利用高性能线阵CCD——TCD1206SUP为核心元件构成焊缝跟踪系统,此系统可以准确地检测出焊缝的位置,达到视觉跟踪的效果。
2 焊缝跟踪系统原理焊缝自动跟踪是焊接自动化的一个重要发展方向之一,是保证焊接质量,实现焊接自动化的重要技术手段。
一个典型的实时跟踪系统一般由焊缝偏差信号传感器、控制器和跟踪执行机构3部分组成。
如图1所示。
在该焊缝跟踪系统中,传感器采用CCD(电荷耦合器件)获取焊缝偏离焊炬的位置信息,并把该信息转换为相应大小的数据,控制器通过PI算法由获得的偏差信号进行PI计算得到控制信号,然后把控制信号生成的PWM波形送给执行机构,执行机构实施相应的纠偏动作,从而达到精确跟踪的目的。
3 系统组成根据焊缝跟踪原理,本文设计的焊缝跟踪系统主要由以下几个模块组成,如图2所示:(1)驱动模块CCD图像传感器在整个系统中占有重要地位,它获取信息的正确与否,关系到整个测量系统的精度。
必须要有合适的驱动脉冲与之配合,CCD才能稳定可靠地工作。
所需的驱动脉冲本文由高性能CPLD编程产生。
本文采用的驱动芯片为EPM7128,EPM7128是可编程的大规模逻辑器件,为Altera公司的MAX7000系列产品,具有高阻抗、电可擦等特点,可用门单元为2500个,管脚间最大延迟为5ns,工作电压为+5V。
(2)视频输出信号预处理模块CCD输出的信号要经过滤波、放大等处理,才能将其调整到需求的模拟输入范围。
本文采用AD8031和LM393为预处理核心芯片。
图1 焊缝自动跟踪系统框图图2 视觉跟踪系统模块关系图CCD输出视频信号经过AD8031进行放大处理,然后利用LM393进行电压比较,最终输出比较后的模拟量信号。
(3)二值化信号处理模块信号处理模块的核心是触发器,本文用到的处理芯片为74HC14D,将接收到的模拟量信号处理后输出二值化信号。
(4)光电信号处理模块信号输出模块的核心是数模转换器,它将采集到的数字量信号进行处理、存储、显示,并控制各外部设备。
本模块还包括LCD接口、键盘接口以及各种通讯接口等。
4 关键技术研究(1)驱动模块CPLD设计TCD1206SUP是双沟道线阵CCD器件,它是一种高灵敏度、低暗电流、2160象元的线阵CCD图象传感器,为典型的二相线阵CCD。
它由2236个pn结光电二极管构成光敏元阵列,其中前64个和后12个是用作暗电流检测而被遮蔽的,中间的2160个光电二极管是曝光像敏单元,每个光敏单元的尺寸为1 4μm长、14μm高,中心距亦为14μm,光敏元阵列总长为30.24mm。
TCD1206SUP在驱动脉冲作用下工作,当ФSH脉冲高电平到来时,正值Ф1电极下均形成深势阱,同时ФSH的高电平使Ф1电极下的深势阱与MOS电容深势阱沟通,MOS电容中的信号电荷包通过转移栅转移到模拟移位寄存器的Ф1电极下的深势阱中。
当ФSH由高变低时,ФSH低电平形成的浅势阱将存储栅下势阱与Ф1电极下的势阱隔离开。
存储栅势阱进入光积分状态,而模拟移位寄存器在Ф1与Ф2脉冲的作用下驱使转移到Ф1电极下势阱中的信号电荷向左转移,并经输出电路由OS电极输出。
由于结构上的安排,OS端首先输出13个虚设单元信号,再输出51个暗信号,然后才连续输出S1到S2160的有效像素单元信号。
第S2160信号输出后,又输出9个暗信号,再输出2个奇偶的检测信号,以后便是空驱动,空驱动数目可以是任意的。
图3中的ФRS为复位级的复位脉冲,复位一次输出一个信号。
按照驱动要求,设计的CCD驱动电路原理图如图4所示。
图3 TCD1206SUP驱动脉冲波形图4 CCD驱动电路原理图(2)CCD输出信号预处理模块设计CCD输出信号预处理模块由比较器和放大器组成,CPLD驱动CCD输出视频信号,视频信号经集成运算放大器AD8031处理后,输出模拟信号,模拟信号经比较器LM393比较后,将信号输送到触发器中。
目前,有关线阵CCD输出信号二值化处理的理论方法主要有固定阈值法、浮动阈值法、微分法等几种。
根据对这几种方法的对比分析,认为浮动阈值法因其能克服光源强度变化引起的误差,且电路容易实现、工作稳定等应为首选的二值化处理电路。
阈值电平的选择可以采取两种方法,第一种方法比较复杂,要利用图像采集卡对被测对象的输出信号波形进行采集,经数据处理后作出直方图,从直方图中找出阈值电平。
第二种方法最常用,是根据实验和经验选择合适的阈值电平。
经过反复调试实验,设计出二值化处理电路。
如图5所示。
图5 二值化电路原理图5 结论本文设计完成的视觉跟踪电路经过MAX+PLUS II和saber软件仿真证明,本文所设计的视觉跟踪系统可以有效识别焊缝位置,并给出偏差信号。
参考文献[1] 徐猛. 基于线阵CCD的机器人视觉系统的研究[D]. 兰州理工大学, 2007[2] 孔德杰. 基于CCD图像处理的焊缝跟踪控制系统的研究[D]. 山东大学, 2005[3] 徐富新, 申冬玲, 吴承德, 等. 线阵CCD图像传感器的数据采集及其电路设计[J]. 湖南师范大学自然科学学报, 2007[4] 钱军民, 戴明远. 基于线阵CCD的纠偏系统设计与实现[J]. 电子测量技术, 2007[5] 刘松林, 哈长亮, 郝向阳, 等. 基于机器视觉的线阵CCD相机成像几何模型[J]. 测绘科学技术学报, 2006[6] 黄征, 宋焕生, 王国强. 基于线阵CCD摄像机的交通信息采集和检测系统[J]. 电视技术, 2007[7] 周小矛, 俞金寿. 线阵CCD传感器埋弧焊自动跟踪系统[J]. 控制工程, 2005[8] 张建辉, 宋平岗. 线阵CCD技术及其在非接触检测中的应用[J]. 机械与电子, 2004THE DESIGN OF THE TRACING SYSTEM OF FREE RAIL WELDING ROBOTCAO Yingyu, Liu guilin, JIANG Lipei, Deng shuangcheng(Beijing Institute of Petro-chemical Technology, Beijing 102617, China)Abstract: In this paper, on the basis of referring to the seam-tracking system of the welding robot without rail home and abroad, the visual-tracking system is designed for the rail free welding robot. the high-quality CCD——TCD1206SUP is chosen as the core. The welding position can be detected accurately by the vision sensor CCD (charge coupled device). By the system of image collection and computer-ware, the position of the welding line can be recognized exactly; the deviation can be counted between the moving track of torch and the welding line. Through the deviation signal the torch’s act can be controlled real-timely and the seam tracking accuracy is enhanced efficiently.Key words: seam tracing CCD sensor CPLD simulation software作者简介:曹莹瑜(1981-),女,河南洛阳人,助教,主要从事微电子电路设计方面的研究工作。