基于PLC与触摸屏的玻璃清洗机控制系统设计
基于PLC的全自动超声波清洗机设计

摘要本套清洗系统,采用Mitsubishi(三菱)FX2N-64MR可编程控制器(PLC)为主控器,威伦MT6070iH型触摸屏为辅助操作界面,两者之间采用RS485(串行)通讯,设计出了一套可手/自动运行的集超声波、喷淋、鼓泡、烘干为一体的全自动清洗机。
其工位转换运用了减速电机和气缸相结合的方式,进行了优势互补。
各种传感器:温度(Pt100)、电感(Autonnics PRCML18-5DN)、行程开关的加入为系统的正常运转提供了保障。
并且还有次级控制器:变频器(OMRON 3G3JZ-A4007)、温度控制仪(OMRON E5CZ)作为保障,使得整个系统更加稳定、可靠。
该清洗系统,可广泛应用于机械制造、医疗卫生、航空航天、电子等各个行业。
关键词:PCL,触摸屏,变频器,传感器,超声波,电路设计,系统开发目录摘要 (1)目录 (2)第一章引言 (2)第二章系统主要机构原理 (3)2.1 PLC的基本结构 (3)2.2 PLC的工作原理 (3)2.2.1输入刷新阶段 (3)2.2.2程序执行阶段 (4)2.2.3输出刷新阶段 (4)2.3超声波清洗机工作原理 (4)2.4超声波清洗机的结构 (5)第三章系统硬件组成 (6)3.1电气控制 (6)3.1.1主电路 (6)3.1.2信号输入 (15)3.1.3 动作输出 (17)3.2 人机界面 (19)3.2.1人机界面的特点 (19)3.2.2人机界面的功能人机界面的主要功能: (19)3.3 清洗槽布局 (20)3.3.1 主体布局 (20)3.3.2 传动系统 (21)第四章操作说明 (22)4.1开机 (22)4.1.1手动操作 (22)4.2自动操作 (23)4.2.1报警 (23)4.3关机 (24)第五章设备选型及技术参数 (25)第六章程序设计 (27)结论 (39)参考文献 (40)致谢 (41)第一章引言随着生产力和科学技术的不断发展,人们的日常生活和生产活动大量的使用自动化控制,不仅节约了人力资源,而且很大程度的提高了生产效率,又进一步的促进了生产力快速发展,并不断的丰富着人们的生活。
基于S7—300PLC与触摸屏的玻璃清洗机控制系统设计

I 0 第3 卷 41 4
第3 期
2 1— 3上 ) 02 0 (
务I
统 框 图如 图2 示 。 所
电
匐 出
3 PC L 与触摸 屏和变频器之 间的通 讯
3 )热 水 箱 内 水温 应 控制 在 4 至 5 度 之 间 ,通 0 O
清 洗 机 用 于 清 除 玻 璃 表 面 的 油 污 和 灰 尘 ,是 中 空 玻 璃 生 产 线 的 重 要 组 成 设 备 ; 清 洗 效 果 不
好 ,将 导 致 后续 工 艺 中密 封 胶 与 玻 璃 的 接 触 不 严 密 及 胶 与 玻 璃 的 粘 结 力 不 够 ,造 成 中 空 玻 璃 失
人 机 触 摸 屏 通 讯 ,接 受各 种 控 制 指 令 。触 摸 屏 作
为 上 位 机 ,用 于 进 行 工 作 方 式选 择 、参 数 设 置 、
设 备 运 行 状 况 监 控 以及 报 警 信 息 反 馈 等 。控 制 系
收稿日期:2 1- 9 2 0 10 - 0 作者简介:徐宏海 ( 9 7一),男,浙江 萧山人 ,教授 ,研究方 向为先进制 造技术 、测试与故障诊 断技 术 。 16
2 控 制系统方案及硬 件构 成
全 自动 玻 璃清 洗机 选 用 西 门子 S —0 P C为下 730 L 位机 ,T 1 7 P 7 B触摸 屏为 上 位 机 。P C 方 面 要 实 L 一
清 洗 机 的工 作 流 程 :玻 璃 通 过 上 片 传 输 段 被
送 至 清 洗 室 ,经 高 压 水 喷淋 并 配 合 三 对 毛 刷 高 速
玻 璃 具 有 良好 的 隔热 、 隔音 、 密封 和 防凝 霜 等 性 能 ,性 价 比高 , 已成 为 国 内外 节 能 玻 璃 中的 主 流
基于PLC与WINCC的自动洗车控制系统设计-毕业论文

---文档均为word文档,下载后可直接编辑使用亦可打印---摘要:自动洗车控制系统作为一种重要的综采设备, 其工作环境非常复杂和苛刻。
其运行条件对煤矿生产的安全和经济效益具有重要影响。
因此, 为了保证其高效运行、高可靠性和长使用寿命, 有必要采用工作状态监测系统, 确保监控设备的可靠运行。
SCADA 系统结合了 IT 技术、DCS 和 PLC 等工业控制技术。
它是监控生产过程、调度企业设备的有效手段。
将 SCADA 系统应用于洗车机的生产和运行过程, 可以实现对洗车机工作过程的自动监控, 减轻操作人员的负担, 对提高生产效率起到不可替代的作用。
本文以自动洗车控制系统的生产过程为研究对象, 采用工业控制技术、强大的组态软件和现场总线技术, 采用模块化设计思想, 采用监控系统。
设计了基于 Win CC 的数据采集、参数调整、设备控制和信号报警功能, 提供了友好的 H.MI接口。
关键词:PLC;WINCC;自动洗车控制系统目录第一章绪论 (4)1.1 研究背景 (4)1.2 国内外研究现状 (4)1.3 本课题的研究内容与目标 (5)1.3.1 本课题的研究内容 (5)1.3.2 本课题的完成目标 (6)第二章洗车机主要部分电气控制设计 (6)2.1 牵引部电气控制 (6)2.1.1 电机调速的直接转矩控制 (7)2.1.2 电机调速直接转矩控制Matlab/Simulink仿真 (11)2.2 截割部电气控制 (12)2.2.1 滚筒调高控制 (12)2.2.2 截割电机保护控制 (12)2.3 洗车机现场采集系统 (13)2.3.1 温度检测及保护 (13)2.3.2 电压检测及保护 (14)2.3.3 压力检测及保护 (14)2.3.4 电机绝缘检测及保护 (15)第三章监控系统设计 (16)3.1 实时监控软件的概述 (16)3.1.1 Win CC 组态软件的概述 (16)3.1.2 建立一个工程的一般步骤 (17)3.2 画面的设计 (18)3.2.1 建立项目 (18)3.2.2 组态项目 (19)3.2.3 画面的设计 (21)3.3 Win CC 与PLC 的通信实现 (25)3.3.1 Win CC (26)3.3.2 Win CC 与S7-300连接实现步骤 (27)第四章总结 (28)致谢 (29)参考文献 (30)第一章绪论1.1 研究背景半个世纪以来, 我国洗车技术经历了完全模仿、设备和技术引进、自主研发、国际合作和技术创新等多个阶段。
PLC控制的玻璃生产流水线设计
PLC控制的玻璃生产流水线设计一、本文概述本文旨在探讨PLC(可编程逻辑控制器)在玻璃生产流水线设计中的应用。
我们将首先简要介绍PLC的基本概念及其在工业自动化中的重要性,然后概述玻璃生产流水线的基本构成和工艺流程。
接下来,本文将详细讨论如何利用PLC实现对玻璃生产流水线的精确控制,包括设备启动、停止、速度调节、故障检测与处理等功能。
我们还将探讨PLC控制系统在提升玻璃生产效率、优化产品质量、降低能耗和减少故障率等方面的优势。
我们将总结PLC在玻璃生产流水线设计中的关键作用,并展望其未来的发展趋势和应用前景。
通过本文的阐述,读者将深入了解PLC控制的玻璃生产流水线的设计理念、实现方法及其在实际生产中的应用效果,为相关领域的研究和实践提供有益的参考。
二、PLC控制技术概述PLC,即可编程逻辑控制器(Programmable Logic Controller),是一种专为工业环境应用而设计的数字运算操作电子系统。
自20世纪60年代末期诞生以来,PLC以其强大的功能、稳定的性能、易于编程和扩展的特性,在工业自动化领域得到了广泛应用。
PLC控制技术以其灵活性、高可靠性、易维护性等特点,成为了现代工业自动化生产流水线的核心控制设备。
PLC的核心部分是一个可编程的存储器,用于存储用户程序,执行逻辑运算、顺序控制、定时、计数和算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械设备或生产过程。
PLC及其有关的外围设备,都应按易于与工业控制系统形成一个整体,易于扩展其功能的原则设计。
在玻璃生产流水线中,PLC控制技术扮演着至关重要的角色。
PLC 通过对生产线上的各个设备和传感器进行实时监控和控制,确保生产过程的连续性和稳定性。
通过预先编程,PLC可以根据生产需求自动调整设备的运行状态,实现生产效率的优化。
同时,PLC还具有强大的故障诊断功能,能够及时发现并处理生产过程中的异常情况,保障生产安全。
PLC控制的玻璃生产流水线设计
1、界面设计:为了方便操作人员监控和控制生产流水线,需要设计相应的 监控界面和操作界面。
2、数据存储与分析:为了对生产流水线的数据进行存储和分析,需要设计 相应的数据存储和数据分析系统。
3、PLC通讯实现:为了实现与PLC的通信和控制,需要编写相应的通讯协议 和通讯代码。
4、故障处理实现:为了在发生故障时快速定位并处理故障,需要编写相应 的故障处理程序和报警程序。
五、PLC控制硬件设计
为了实现PLC控制的玻璃生产流水线设计,需要设计相应的硬件电路。以下 是硬件设计的关键步骤:
1、I/O接口设计:根据玻璃生产流水线的控制需求,设计相应的输入输出接 口,并选择合适的信号转换器、隔离器等硬件设备。
2、PLC通讯设计:为了实现与上位机和其他设备的通信,需要设计相应的 PLC通讯接口,如RS485、以太网等。
1、控制方式:采用分布式控制,实现生产流水线各工位的数据采集和监控, 确保生产过程的稳定性。
2、输入输出要求:PLC需要接收各个工位的传感器信号,如温度、压力、液 位等,并根据这些信号做出相应的输出控制,如调节阀、电动机等。
3、通讯协议:PLC需要支持多种通讯协议,如Modbus、Profinet等,以满 足不同厂商和不同控制系统的需求。
一、引言
玻璃生产流水线是一种高度自动化的生产线,主要用于生产各类玻璃制品。 在传统的玻璃生产过程中,人力投入较大,生产效率低下,且产品质量不稳定。 为了解决这些问题,引入PLC控制技术,可以提高生产效率,降低能耗,提高产 品质量,使企业更具有竞争力。
二、需求分析
在玻璃生产流水线设计中,PLC控制的需求主要包括以下几个方面:
4、故障诊断:PLC需要具备故障诊断功能,能够在发生故障时快速定位并报 警,缩短故障处理时间。
PLC超声波清洗机控制系统设计
前言超声波清洗机由超声波发生器发出的高频振荡信号,通过换能器转换成高频机械振荡而传播到介质--清洗溶剂中,超声波在清洗液中疏密相间的向前辐射,使液体流动而产生数以万计的直径为50—500μm 的微小气泡,存在于液体中的微小气泡在声场的作用下振动。
这些气泡在超声波纵向传播的负压区形成、生长,而在正压区,当声压达到一定值时,气泡迅速增大,然后突然闭合.并在气泡闭合时产生冲击波,在其周围产生上千个大气压,破坏不溶性污物而使他们分散于清洗液中,当团体粒子被油污裹着而黏附在清洗件表面时,油被乳化,固体粒子及脱离,从而达到清洗件净化的目的.在这种被称之为“空化”效应的过程中,气泡闭合可形成几百度的高温和超过1000个气压的瞬间高压,连续不断地产生瞬间高压就象一连串小“爆炸”不断地冲击物件表面,使物件的表面及缝隙中的污垢迅速剥落,从而达到物件表面清洗净化的目的。
本次课程设计主要通过S7-200 PLC控制超声波清洗机对清洗物进行清洗、漂洗还有超声清洗,其中水泵电动机和液泵电动机的启动与停止,进水阀、进液阀、排水阀,排液阀等阀门的开和关都通过PLC控制,容腔内包含两个液位传感器,上限位和下限位用来传递清洗信号。
目录1.课程设计的任务和要求 (1)1.1 课程设计的任务 (1)1。
2 课程设计的基本要求 (1)2.总体设计 (2)2。
1 超声波清洗机工作原理说明 (2)2。
2 控制设计方案选择 (2)2.3 PLC选型 (3)2。
4 控制面板设计 (4)2。
5 PLC端子接线 (5)3.PLC程序设计 (6)3。
1 程序设计分析 (6)3.2 顺序功能图 (6)3。
3 PLC梯形图 (7)4.程序调试说明 (15)4。
1 调试步骤 (15)4。
2 调试问题解决 (15)4.3 仿真结果及其分析 (16)5.设计不足与改进 (17)6.结束语 (18)1.课程设计的要求与任务1.1 课程设计的任务超声波清洗机控制系统设计该系统可以进行清洗、漂洗还有超声,有进水阀、进液阀、排水阀,排液阀,水泵电动机和液泵电动机,容腔内包含两个液位传感器,上限位和下限位;清洗液冲洗时,液泵工作,进液阀、排液阀同时打开。
基于PLC的硅片清洗机电气控制系统设计题目说明及任务
基于PLC的硅片清洗机电气控制系统设计题目说明及任务太阳能光伏产业的迅速发展,使得我国太阳能硅片清洗设备的发展举世瞩目,并呈现稳定增长势头。
伴随着硅片的大直径化,器件结构的超微小化、高集成化,对硅片的洁净程度、表面的化学态、微粗糙度等表面状态的要求越来越高,主流工艺已经在从90nm向65nm过渡。
太阳能电池板铝边框冲孔模设计高集成化的器件要求硅片清洗必须减少给硅片表面带来的破坏和损伤,减少溶液本身或工艺过程中带来的玷污。
而太阳能清洗设备也正向着小型化、非盒式化及一次完成化方向发展,以减少工艺过程中的玷污,满足90nm乃至65nm级器件工艺的要求。
这无论对清洗工艺还是对清洗设备都是一个极大的挑战,传统的清洗方法已不能满足要求。
江苏林洋新能源有限公司采用的是深圳捷佳创精密设备有限公司的硅片清洗设备,本设备是一个全自动的处理设备,清洗过程由欧姆龙的CPIL-M40DR-A系列PLC控制,操作员通过10.4英寸彩色触摸屏控制生产。
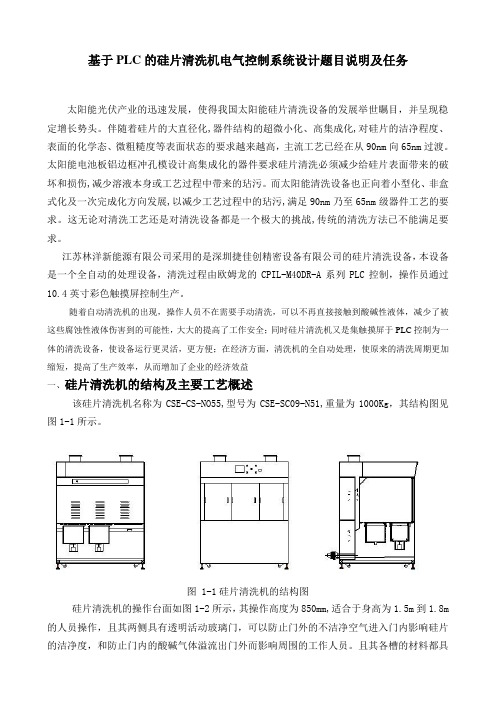
随着自动清洗机的出现,操作人员不在需要手动清洗,可以不再直接接触到酸碱性液体,减少了被这些腐蚀性液体伤害到的可能性,大大的提高了工作安全;同时硅片清洗机又是集触摸屏于PLC控制为一体的清洗设备,使设备运行更灵活,更方便;在经济方面,清洗机的全自动处理,使原来的清洗周期更加缩短,提高了生产效率,从而增加了企业的经济效益一、硅片清洗机的结构及主要工艺概述该硅片清洗机名称为CSE-CS-NO55,型号为CSE-SC09-N51,重量为1000Kg,其结构图见图1-1所示。
图 1-1硅片清洗机的结构图硅片清洗机的操作台面如图1-2所示,其操作高度为850mm,适合于身高为1.5m到1.8m 的人员操作,且其两侧具有透明活动玻璃门,可以防止门外的不洁净空气进入门内影响硅片的洁净度,和防止门内的酸碱气体溢流出门外而影响周围的工作人员。
且其各槽的材料都具有耐酸耐碱性,各主要参数见表1所示。
图1-2台面布局图表1 各槽位主要技术参数二、系统的动作过程及对自动控制的要求1、动作过程及控制要求(1)整机PLC/OUCH SCREEN 带有安全保护装置,设备地步配有,防漏盘,电控箱正压装置。
基于触摸屏、PLC控制的玻璃机械控制系统
关键 词 :触摸屏 ;P C;变频器 ;光 电传感器 L 中图分类号 :T 39 文献标志码 :B 文章 编号 :17 —30 (0 1 8— 0 6— 4 P9 6 1 8 X 2 1 )0 0 6 0
Gl s a h n o t o a e n t u h s r e n LC o t o y t m a sm c i e c n r l s d O o c c e n a d P b c n r l se s
mao a tetuhsre , L o t lehooyi t r ia 西 s ahnr ot l yt a enapi ,S a f r r nS t t h c cen P Ccnr cnlg eo g l as c e cnr s m hsbe pl d Ot t t i Oh o ot nh i n m i y os e e h ae
t e ta so ma in c n r ls se i smp e mp o e t e wo k e ii n y,i h  ̄ l i d sr a r a p l a in v u . h r f r t o t y tm s i l ,i rv h r f ce c n o o n t e s fe n u t h s a b o d a p i t a e y c o l
第3 3卷
第 8期
宜春学院学报
Ju nlo e u o e e o r a fYih nC R g
Vo. 133. No .8
Aug 2 1 . 01
2 1 年 8月 01
基 于触 摸 屏 、P C控 制 的玻 璃 机 械 控 制 系统 L
基于PLC的大面积曲面玻璃清洗系统的设计

21 00年 3月
M a .0 0 r 1 2
基于 P C的大面积 曲面玻璃清洗系统的设 计 L
李 凤 霞 ,霍 银 霞 2 ,张玲 玉 l
(. 1 佳木 斯 大学信 息电子技术 学院 ,黑龙 江佳 木斯 14 0 ; 5 0 7 2 佳 木斯 市联 通分 公 司,黑龙 江佳 木斯 14 0 ) . 5 0 0
洗 过程 中就会 出现两块 玻璃 打架 、相撞 的现 象 ,造 成 整 个 工艺 路 线 的 混 乱 。采 用 P C省 去 了传 统 的 L
时 间继 电器 、中间辅助继 电器 的控 制 。在 认真 分析 工 艺路 线 后 ,直 接通 过 编 程 。用 PC的 C U控 制 I P 整个 系统 的每 一步 动作 ,达到整个 系统动作 的完整
【 键 词】 关 曲面 玻璃 :电气 控 制 系统 : L 7 30 触 摸 屏 T 2 0 清 洗 机 P CS— 0 : P7 ; 【 图分 类号 1 P 7 中 T 23 【 献 标 识码 I 文 A 【 章 编号 】6 19 8(0 0 106 — 3 文 17— 5 1 1) — 0 2 0 2 0
长 沙 通信 职 业 技术 学 院学 报
第9 第1 卷 期
J u n l o h n s a T l c mmu i ain o r a f C a g h ee o nct s o
a d T c n lg c t olg n e h oo y Vo a i a C l e ol e Vo . N . 1 o1 9
1 引 言
玻璃清 洗是 玻璃生 产 中非常重要 的环节 ,而玻 璃清洗 技术 的难题 仍是大 面积 曲面玻璃 的清洗 。本 文在 阐述清洗 机 结构和清 洗工 艺的基础 上提 出的大 面积 曲面玻璃 清洗控 制系 统 ,并 编制 了触 摸屏 的监
基于PLC的窗户清洁机器人运动控制系统设计

• 180 •
ELECTRONICS WORLD・技术交流
所以本系统的运动轨迹设计为机器人沿着较长边进行清洁移
动。机器人初始位置可随意选择,首先由压力传感器检测吸风马达
吸附在玻璃上的压力是否到位,当确认到位后开始工作,通过寻边
获得高度与宽度,比较后,沿着较长的一边从左下角开始清洁运
动。机器人的运动流程如图2所示。
3 调试与运行
3.1 调试的基本任务
在完成了硬件的配置和程序设计之后,进行调试的工作这是能
窗户清洁机器人的运动是在一定区域内 遍寻所有地区并进行清洁操作,由于其动作 存在大量的往复运动,故本文尝试使用可编 程控制器(简称为PLC)进行控制硬件及系统 设计。 1 总体设计方案
窗户清洁机器人的运行控制所需要的硬 件有PLC、激光传感器、吸风马达、变频器、 稳压电源24V、锂电池、电动机等。控制系统 总体方案如图1所示。PLC作为主控元器件首 先由电源功能,激光传感器传送的信号告知 PLC设备是否处于边界处,由相应程序控制电 动机进行移动;压力传感器随时监测吸风马 达的吸附力,以保证设备即使在运动过程中 也不会从垂直面掉落。除此外,还有相应的 安全监测系统也能够在机器工作过程中保障 设备的良好运行,并在事故发生时及时报警 通知用户。
3)压力传感器:用型号为久制微型压力传感器L10E来检测压 力,其量程为5至100千克。在擦窗机器人中其功能是检测吸风马达 的吸力是否到位。
4)锂电池:锂以确保突然断电时还能继续保持工作。
5)吸风马达:考虑到实用性和简易性,采用吸风马达替代真 空泵,利用马达和风扇的结合应用物理的方法进行抽气而获得真空 的器件。吸风马达是用来吸附玻璃的重要核心,此次设计使用转速 约3500转/分的微小电机连接风轮,以保证窗户机器人牢牢地吸附 在墙上。
玻璃厂碎玻璃系统PLC方案设计
玻璃厂碎玻璃系统PLC方案设计蒋碧萱郝志彩(秦皇岛玻璃工业研究设计院有限公司秦皇岛066001 )摘要随着工业自动化和通信技术的飞速发展,可编程控制器(PLC)应用领域大大拓展,在玻璃行业也得到了广泛应 用。
以安黴某玻璃项目碎玻璃系统PLC自控设计为例,并从系统结构、PLC控制系统配置、I/O点分配和校验、编程、调试 设备、系统自动报警停车等方面,阐述一个较为完善的PLC顺控系统设计方案。
为实现玻璃厂全面自动化提供技术支撑。
关键词 PLC;碎玻璃系统;顺控系统中图分类号:TQ171 文献标识码:A文章编号:1003-1987(2020)10-0030-04Design Scheme ofPLC for Cullet Glass in Glass FactoryJIANG Bixuan,HAO Zhicai(Qinhuangdao glass industry research and design institute Company limited,Qinhuangdao,066001, China) Abstract: With the rapid development of industrial automation and communication technology,the application field of programmable logic controller (PLC)has been greatly expanded and widely applied in glass industry.A relatively perfect PLC control system design scheme was presented by taking the PLC automatic control design for broken glass system of a glass project in Anhui province as an example,and from the aspects of system structure,PLC control system configuration,I/O point allocation and calibration,programming,debugging equipment,system automatic alarm and stop,etc.Key Words: PLC,cullet system,sequence control system_生存之道。
电子论文-基于PLC和触摸屏的等离子体清洗系统

基金项目: 中国地震局地壳应力研究所中央级公益性科研院所基本科研业务专项资助项目No.ZDJ2009-26 Research grant from Institute of Crustal Dynamics, China Earthquake Administration No.ZDJ2009-26基于PLC和触摸屏的等离子体清洗系统Based on PLC and touch screen plasma automatic cleaning system(中国地震局地壳应力研究所 100085)吴立恒(The Institute of Crustal Dynamics.CEA) WU LIHENG摘要::以西门子S7-200PLC和TP170B触摸屏为主要控制元件,实现自动等离子体清洗系统的综合控制和管理。
本文详细的阐述了此系统的硬件组成和软件设计。
关键词:PLC,触摸屏,等离子体清洗。
中图分类号:TP273 文献标识码:BAbstract:Based on Siemens S7-200PLC and TP170B control touch screen as the main components, plasma cleaning system automatically integrated control and management. This article detailed the composition of this system's hardware and software design. Key words:PLC,Touchscreen,Plasma cleaning.1.引言等离子体清洗技术是一门新型的高效清洗技术,可以用于半导体或其他材料的表面改性处理和清洁处理, 应用等离子体清洗金属、陶瓷和塑料表面的有机物,可以大大增强这些材料表面的附着力和键合力。
随着对这门技术研究的不断深入,其应用已越来越广泛。
基于PLC的工业自动清洗控制系统的设计与实现
基于PLC的工业自动清洗控制系统的设计与实现摘要随着我国经济及科学技术的发展,与工业生产息息相关的工业自动清洗技术对生产线提出了更高的要求。
传统的清洗方法是人工半自动清洗线。
基于PLC的自动清洗线,其主要功能是为被清洗的工艺设备提供具有合适的温度、流量、压力及浓度的清洗液,并对清洗液回收。
本项目采用PLC实现对清洗系统的自动控制,使工业清洗操作安全、方便、高效。
基于PLC的工业自动清洗控制系统根据工艺要求的控制内容选用了施耐德公司的TWDLCAA40DRF系统。
使用TwidoSoft编程软件对系统硬件进行配置和参数设置最终较好地实现了对清洗液的定量输入及清洗液的回收,达到了工艺要求,提高了工业清洗线的自动化程度。
关键词:可编程控制器工业自动清洗自动控制ABSTRACTAlong with our country economical and science and technology development, was closely linked the industry self-cleaning technology with the industrial production to set a higher request to the production line. The traditional purging method is the artificial semiautomatic clean line. Based on the PLC self-cleaning line, its major function is for the process unit which cleans is provided has the appropriate temperature, the current capacity, the pressure and the density cleaning liquid, and to cleaning liquid recycling. This project uses PLC to realize to cleans system's automatic control, causes the industry clean operational safety, to be convenient, to be highly effective. Has selected Shinaide based on the PLC industry self-cleaning control system according to technological requirement's control content company's TWDLCAA40DRF system. Used the TwidoSoft programming software to carry on the disposition and the parameter establishment for the system hardware has realized well finally for the cleaning liquid quota input and the cleaning liquid recycling, has achieved the technological requirement, enhanced the industry clean line automaticity.Key word: Programmable controller Industry self-cleaning Automatic control目录引言 (1)1.PLC简介 (1)1.2 PLC的基本结构及工作原理 (1)1.3 PLC的特点 (2)1.4 PLC的应用领域 (4)1.5 PLC的国内外状况及发展 (5)1.9 PLC常用程序设计语言简介 (7)2.控制要求 (10)2.1控制对象介绍 (10)2.2控制原理 (11)2.3控制要求 (11)3.整体设计 (11)3.1系统分配 (12)3.2.软件编程 (13)3.3上机调试 (13)结论 (13)致谢 (14)参考文献 (14)附录A 状态转移图 (14)附录B 工业自动清洗线控自动制梯形图及说明 (16)引言PLC即可编程控制器(Programmable logic Controller),是指以计算机技术为基础的新型工业控制装置。
基于PLC的玻璃水罐装控制系统设计

基于PLC的玻璃水罐装控制系统设计1. 引言1.1 背景在工业自动化控制领域,PLC(可编程逻辑控制器)已经成为一种重要的控制设备,广泛应用于各种工业生产过程中。
玻璃水罐装控制系统是一种重要的工业自动化应用,通过PLC实现对玻璃水罐的装填过程进行精确控制。
本文旨在设计一种基于PLC的玻璃水罐装控制系统,以提高生产效率和质量。
1.2 目的本文旨在通过对基于PLC的玻璃水罐装控制系统设计进行深入研究和分析,提出一种高质量、高效率、可靠性强的设计方案。
通过对系统硬件和软件设计原理、实现方案、仿真调试方法、实际应用案例分析以及系统性能评估与优化方法的研究,为玻璃水罐装控制系统的设计与应用提供参考和指导。
2. PLC的基本原理与应用2.1 PLC简介PLC是一种专门用于工业控制的计算机控制设备,具有可编程性、可扩展性和可靠性等特点。
PLC通过读取输入信号、进行逻辑运算和输出控制信号来实现对工业过程的自动化控制。
2.2 PLC的基本原理PLC由CPU、输入输出模块和通信模块等组成。
CPU负责执行程序指令,输入输出模块负责读取输入信号和输出控制信号,通信模块负责与其他设备进行通信。
PLC通过扫描程序循环执行,实现对工业过程的实时监测和控制。
2.3 PLC在工业控制中的应用PLC广泛应用于各种工业生产过程中,如自动化生产线、机械设备、电力系统等。
PLC具有编程灵活、响应速度快以及可靠性高等优点,在提高生产效率和质量方面发挥着重要作用。
3. 玻璃水罐装控制系统设计需求分析3.1 玻璃水罐装控制系统概述玻璃水罐装控制系统是一种用于对玻璃水罐进行自动化装填的控制系统。
该系统需要实现对玻璃水罐的自动化定量装填、液位监测、报警和故障处理等功能。
3.2 设计需求分析方法介绍设计需求分析是设计过程中的重要环节,通过对系统功能和性能需求进行分析,确定设计目标和优化方向。
常用的设计需求分析方法包括QFD(质量功能展开)、FMEA(故障模式与影响分析)、DOE(试验设计)等。
基于PLC的玻璃水罐装控制系统设计

基于PLC的玻璃水罐装控制系统设计摘要本文介绍了一种基于PLC的玻璃水罐装控制系统设计。
该系统可以检测玻璃水罐的数量和位置,并自动控制生产线。
本设计选用了西门子S7-200 PLC,结合传感器、执行器和人机界面等硬件,采用Ladder图和SFC图编写程序,实现了自动化的生产线控制。
测试结果表明,该系统运行稳定,性能良好,可有效提高生产效率和质量。
关键词:PLC;玻璃水罐;控制系统;自动化;生产线AbstractThis paper introduces a PLC-based control system design for glass water bottle packaging. The system can detect the number and position of glass water bottles and automatically control the production line. The design uses the Siemens S7-200 PLC, combined with sensors, actuators, and human-machine interfaces, and uses Ladder and SFC programming languages to achieve automated production line control. Test results show that the system runs stably and has good performance, effectively improving production efficiency and quality.Keywords: PLC; glass water bottles; control system; automation; production line引言随着人工智能和机器人技术的不断发展,自动化控制已成为现代工业生产的主要趋势。
玻璃清洗机电气控制系统研究与设计

玻璃清洗机电气控制系统研究与设计摘要:本文主要研究和设计了一种玻璃清洗机电气控制系统。
首先,介绍了玻璃清洗机的工作原理和应用领域。
然后,分析了目前市场上常见的玻璃清洗机电气控制系统的不足之处。
接着,详细阐述了本文设计的玻璃清洗机电气控制系统的主要功能和技术特点。
最后,通过实验验证了该系统的性能和可行性。
关键词:玻璃清洗机,电气控制系统,功能,技术特点一、引言玻璃清洗机是一种常见的家用电器,广泛应用于家庭和商业场所。
它可以方便快捷地清洁玻璃窗户、墙壁等表面。
然而,目前市场上的玻璃清洗机存在一些问题,如清洗效果不佳、清洗时间过长等。
因此,为了提高玻璃清洗机的性能和效率,本文研究和设计了一种新型的玻璃清洗机电气控制系统。
二、玻璃清洗机电气控制系统的不足目前市场上的玻璃清洗机电气控制系统存在以下问题:清洗效果不佳、清洗时间过长、操作不便等。
首先,由于电气控制系统的不稳定性和精度不高,导致玻璃清洗机的清洗效果不佳。
其次,现有的电气控制系统在清洗过程中没有考虑到不同玻璃表面的特点,导致清洗时间过长。
此外,操作界面复杂,不符合用户的使用习惯,给用户带来了不便。
三、玻璃清洗机电气控制系统的功能和特点为了解决上述问题,本文设计了一种新型的玻璃清洗机电气控制系统。
该系统具有以下主要功能和技术特点:一是自动识别玻璃表面特性,根据不同的表面特性进行清洗,提高清洗效果。
二是采用先进的电气控制技术,实现清洗时间的自动调节,缩短清洗时间。
三是设计简洁、界面友好的操作界面,方便用户操作。
四、实验验证为了验证该系统的性能和可行性,我们进行了一系列实验。
实验结果表明,该系统在清洗效果、清洗时间和操作便捷性方面均取得了显著的改善。
清洗效果明显提高,清洗时间缩短了约30%,用户操作简单明了。
五、结论本文研究和设计了一种新型的玻璃清洗机电气控制系统,通过实验验证了该系统的性能和可行性。
该系统具有自动识别玻璃表面特性、清洗时间自动调节和操作便捷等功能和特点。
基于PLC的玻璃生产流水线控制系统设计

基于PLC的玻璃生产流水线控制系统设计牛玉琳; 李嘉豪; 张可菊【期刊名称】《《湖北农机化》》【年(卷),期】2019(000)022【总页数】1页(P135)【关键词】可编程控制; 玻璃生产流水线; 发展现状【作者】牛玉琳; 李嘉豪; 张可菊【作者单位】沈阳工学院信息与控制学院辽宁抚顺113122【正文语种】中文本设计主要完成了基于PLC 的玻璃生产流水线控制系统的设计。
玻璃生产流水线主要是对玻璃原料进料、加热炉加热、冷却水冷却、出货等工序的设计,完成玻璃生产流水线系统运行的任务。
这次设计主要利用PLC 进行控制,使加热炉的4 个加热管按预定要求加热,使加热炉中的玻璃原料能够均匀地受热融化,以及对水冷系统的控制,使其完成生产过程中冷却和报警的功能。
1 玻璃生产流水线运行过程简述启动系统开关,加热炉加热管开始加热,水槽开始注水。
加热炉中4 个加热管温度到达设定温度时加热管停止加热。
生产线进料,当玻璃原料进入加热炉后加热炉对其加工。
后经过水冷系统冷却,冷却出货。
玻璃生产流水线过程分析图,如图1 所示。
图1 玻璃生产流水线过程分析图2 系统I/O 地址分配本系统需使用9 个输入点,10 个输出点来对系统的各个运行状态进行输出指示。
具体系统I/O 地址分配表,如表1 所示。
3 控制系统的控制要求玻璃生产流水线控制系统应具有启停、进料、加热炉加热、水冷却系统冷却、出货等功能。
玻璃生产流水线控制系统的启动和停止功能应该由操作人员通过启、停按钮来进行控制。
具体生产动作通过预先编好的PLC 程序来控制,得到启动命令后,过程按照PLC 的程序完成运行要求。
系统上电启动后,加热炉内4 个加热管开始加热,当加热温度达到设定值时4 个加热管关闭,这时设备就启动,同时进料工作,同时进入加热炉加热控制程序,加热炉有温度传感器检测加热管的温度,当温度低于设定温度时打开一个加热管,过一定时间再检测加热管温度,若温度还是低于设定值,则再开一个加热管加热;反之,若温度传感器检测到温度高于设定值,就会相应地关闭一个加热管,以此类推用来保证设定温度使玻璃原料融化。
PLC超声波清洗机系统设计-论文

PLC超声波清洗机系统设计-论文PLC超声波清洗机系统设计目录前言....................11 项目介绍.....................1.1 项目设计内容...........1.2 项目设计具体要求...........2 总体方案设计..............2.1 方案的提出与比较2.2 方案的选择与论证..2.3 系统总体设计..............3 控制系统的总体设计系统的工作流程分析........3.2 I/O信号分析..................3.3 PLC的选择........3.4 PLC的输入输出线路设计..............4 控制系统的软件设计程序流程图的分析........4.2 梯形图程序设计及说明..4.3 程序的调试........4 控制系统的硬件设计主电路的设计及元件选型........控制电路的设计及元件选型.4.3 控制柜及面板图的设计........4 基于MCGS组态软件的上位机监控系统设计组态软件的功能介绍........4.2 监控界面的设计..........4.3 动画制作........4.3 组态软件的功能调试........5 系统调试................控制系统的调试........监控界面与PLC控制系统的联调.系统功能和指标参数6 设计总结....................17主要参考文献18附图?……图附表?……表776PLC超声波清洗机系统设计前言项目背景:谈目前的应用情况,需求,应用趋势。
本设计的意义例子:在工业生产的各个领域,机械加工企业为了提高生产效率,采用机械化流水作业的方式,对不同类型的零件分别组成的自动生产线。
随着产品机型的更新换代,生产线承担的加工对象也随之改变,这就需要改变控制程序,使生产线的机械设备按新的工艺过程运行,而继电接触器控制器系统是采用固定接线,很难适应这个要求,大型自动生产线的控制系统使用的继电器数量很多,这种有触点的电器工作频率较低,在频繁动作情况下,寿命较短,从而造成系统故障,使生产线的运行可靠性降低。
基于三菱PLC和MCGS触摸屏控制玻璃清洗机系统的设计
基于三菱PLC和MCGS触摸屏控制玻璃清洗机系统的设计蔡婷婷;张纹;邹项宇
【期刊名称】《农业装备技术》
【年(卷),期】2023(49)1
【摘要】随着建造技术的发展和社会的进步,玻璃作为透光隔风隔温材料广泛应用于日常生活。
针对玻璃的自动加工及清洗进行了具体的设置和研究,该项目使用三
菱FX3U-32MRPLC进行自动控制从而代替人工手动,并且通过MCGS触摸屏进行人机界面交互使用,可进行远程的实时监控运行,直观便捷的同时,也大大提高了效率。
【总页数】4页(P23-26)
【作者】蔡婷婷;张纹;邹项宇
【作者单位】江苏联合职业技术学院镇江分院
【正文语种】中文
【中图分类】TP2
【相关文献】
1.基于MCGS触摸屏和S7-200 PLC的换热站控制系统设计
2.基于S7-300PLC与触摸屏的玻璃清洗机控制系统设计
3.基于PLC与触摸屏的玻璃清洗机控制系统设
计4.基于三菱PLC与MCGS的智能商用洗碗机控制系统设计5.基于PLC和PROFACE触摸屏技术的高压喷淋清洗机控制系统设计
因版权原因,仅展示原文概要,查看原文内容请购买。
玻璃清洗机论文
摘要玻璃清洗机是玻璃生产中必不可少的设备,清洗大面积曲面玻璃是目前玻璃清洗技术的难题。
本文所述的研究工作,是对清洗大面积曲面玻璃的清洗机电气控制系统进行设计。
目的在于通过电气控制系统设计,实现大面积曲面玻璃自动或手动完成清洗、吹干、旋转等工作过程的自动控制,并能通过人机界面动态显示现场数据,实现操作人员对设备的控制。
本文的主要工作包括以下几方面:首先,介绍玻璃清洗机的组成和结构,分析清洗机的工作过程,从而制定各工作过程的控制要求。
其次,根据上述控制要求,设计清洗机电气控制系统总体方案。
包括电气控制系统原理图设计、驱动系统和检测系统设计、PLC与人机界面的连接、交流调速系统的设计等。
再次,进行了电气控制系统的硬件设计和软件设计。
硬件设计主要包括主要电气元件的计算和选型、变频器的选型和参数设计、软启动器的选型、PLC的选型、触摸屏的选型等。
软件设计主要包括PLC的程序结构设计和触摸屏软件设计。
最后,进行了电气系统的安装和调试。
通过电气控制系统的调试和运行,验证了本文所设计的电气控制系统能满足清洗机的工作要求。
本文采用PLC完成数据采集和生产工艺过程的控制,采用触摸屏实现监控,达到了让玻璃清洗机按照生产工艺要求清洗大曲面玻璃的目的,提高了玻璃清洗质量和生产效率,降低了能耗。
实际运行表明,所设计的系统具有自动化程度高、可靠性高和人机交互友好等特点。
关键词:清洗机,电气控制系统,PLC,触摸屏AbstractThe glasses cleaning machine is necessary equipment in glasses production.Washing large一area glasses with curved face is one of the unresolved problems in thecurrent glasses一cleaning technologies. This research work is the design on electricalcontrol system of the glasses cleaning machine which washes large一area glasses withcurved face. The purpose of the design is to realize the automatic and manual processcontrols of cleaning, blow一drying and rotating, display measured data real-timely andcontrol the equipment by means of HMI (Human Machine Interface).The mainresearch works of this paper are as follows:First, the components and configuration of the glasses cleaning machine wereintroduced. The work processes of the machine were analyzed. The controlrequirements for those processes were decided.Secondly, the general project of electrical control system of the machine wasdesigned according to the requirements mentioned above. It include the design ofelectrical principle scheme, the design of driving and measuring systems, connectionsbetween PLC and HMI, and the design of AC timing system etc.Thirdly, the hardware and software of the electrical control system weredesigned. The hardware design mainly include the calculation and selection ofelectrical components, the selection and parameter design of frequency changer, andthe selection of soft一starter, PLC and touch screen. The software designs includedesign of PLC program, touch screen software.Finally, the electrical control system were installed and tested. The experimentsand running verified that the requirements of the glasses washing machine can besatisfied.In this paper, PLC was adopted to collect measured data, and to control theproduction process, and the touch screen was used to monitor and control. Thepurpose that the glasses cleaning machine washes large一area glasses with a curvedface according to the requirements of production technology was achieved. The目录摘要....................……。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
structure
hardware mainly consists of S7-300 PLC and TPl 70B touch screen.The software is designed with STEP7 V5.3 program package and WinCC flexible 2004 configuration software.The actual application confirmed that the designed system presents the character-
WinCC flexible
2004组态软件设计。实际运行表明,所设计的系统具有自动化程度高、可靠
性高和人机交互友好等特点。 关键词:PLO;触摸屏;玻璃清洗机 中国分类号:TP391 文献标识码:A 文章缩号:1
009-01
34(2008)06-0058—04
Design of control system of glass-cleaning machine based UU Li.hual・2.Ll XiaoI (1.Faculty
D转化并运算来实现;报警实现通 过触摸屏设定外部变量与PLC实现 数据交互完成。 本文设计的控制系统框图如图 2所示,清洗机共有6台传输电机, 2台离心风机,2台轴流风机。上片
图2控制系统框图 第30卷第6期2008-06 ISgi
万 方数据
◇
上 —————主—一 自动模式
皇
___________-●-‘●-_●●●_●●_____——
1设备组成及工艺流程
玻璃清洗机结构示意图如图1所示。整套设备 由上片段、清洗段、干燥段、过渡传输段1、旋转架 及过渡传输段2组成。其中清洗段由水箱、水泵、喷 头和传输带组成。干燥段由离心风机、轴流风机、风
收稿日舅:2007.12.19
作者简介:刘丽华(1971一),女,湖南衡阳人,讲师,在读硕士,主要从事机电系统控制方面的科研和教学工作。 【58l 第30卷第6期2008—06
of
on
PLC and touch
screen
Electromechanical Engineering,Guangdong University of Technology,Guangzhou.Guangdong。510006;
2.Guangzhou Railway Vocational
and Technical College.Guangzhou,Guangdong,510430)
I一卜片段
以采用软起动器启动。采用传感器对各段的起始位 置、终点位置、水温、水位等参量进行检测。PLC 作为控制器,对清洗设备进行控制。触摸屏用来显 示设备的运行状态、设定工作参数、提供设备的运 行方案切换信号和手动操作信号。
I片段
Ⅱ清洗段Ⅲ干燥段Ⅳ过渡传输段1 Ⅵ过渡传输段2 图1玻璃清洗机不意图
1801 第30卷第6期'2008—06
组态软件,它可以为所有基于WHMI设备组态。WinCC flexible与编程软 V5.3集成一起,控制系统使用统一的通
万 方数据
信协议、统一的数据库和统一的编程 组态工具Ⅲ。 触摸屏的软件设计包括创建画面 和设定变量,并将它们与PLC连结。 创建画面涉及输入/输出区域组态,指 示灯组态,功能键组态及文本显示等 格式,具体设计要根据玻璃清洗机控 制要求设计不同的画面;设定变量就 是把触摸屏的组态功能与PLC的相应 I/O接点及存储单元之间建立联系,实现触摸屏敏感 元件对PLC参数的输入、PLC当前值及报警系统向 触摸屏的输出【4】。 触摸屏画面框图如图4所示,它由初始页面、自 动操作页面、手动操作页面和操作说明页面组成。 自动操作页面监控自动状态各参数,它包括传输速 度页面和水箱加热器页面。传输速度页面可以监控 传输速度,水箱加热器页面可以监控水箱的温度、 水箱加热器的开启和停止;手动状态页面包括传输 速度页面、水加热器页面、风机操作页面和循环水 页面。风机操作页面有离心风机的启/停按钮、风门 的开关状态显示、轴流风机的开关状态显示。循环 水页面主要监控水泵、进水阀和补水阀的启/停。 以上每个页面都设有返回、向上、向下箭头和 报警标志。当控制系统出现过载、水位、水温和急 停等任何故障时,报警标志会闪烁显示报警。当在 传输速度页面上设置传输速度时,页面可自动弹出 数字键盘输入数字。
上
N
聋转是否到桂
\/
』!
计时器计数4次
温报警并加热器l
自动打开
L====二二二==
旋转电机停止
过渡传输2开始卜_————+l过渡传输2电机低速
L竺查
,
过渡传输2电机高速
电机启动,同时水泵开启, 设计清洗段程序时要注意 水位和水温的控制。清洗
图3自动程序流程图
点预留一个,输出点预留2个。 触摸屏选用TPl70Bt甜,有一个RS一232接口和一 个RS一422/485接口,TPl70B通过RS一232接口与S7- 300进行通信。
istics of high
automation,high reliability and Mend man-machine alternation.
Key words:PLC;touch screen;glass—cleaning machine
0引言
玻璃清洗是玻璃加工过程中的一道必要工序, 企业为提高生产效率,广泛采用自动清洗机进行玻 璃清洗。目前,市场上有多种用于清洗平面玻璃的 自动清洗机,但都不适合清洗曲面玻璃。而且,国 内大部分的玻璃清洗机均采用继电器控制,它存在 数字化程度低、故障率高等缺点。为实现机械的自 动化、数字化,及满足曲面玻璃的清洗要求,企业 有必要研发全自动玻璃清洗机。本课题根据用户的 需求,设计开发了曲面玻璃清洗机控制系统,将 PLC、触摸屏等控制技术引入到玻璃清洗机的设计 中,实现了曲面玻璃清洗机自动化控制、人机交互 等功能,大大地提高了产品的竞争力。
刀等设备组成。在清洗段内,水经过去离子装置后 变成纯净水,再通过水泵提高水压后经喷头喷出, 冲洗玻璃表面的灰尘。离心风机通过风管与风刀连 接,风刀贴近玻璃的表面,近距离吹干玻璃,使玻 璃表面水分快速蒸发。轴流风机的作用是抽走干燥 室内部的潮湿空气,增强室内外空气的流通,控制 干燥段内的空气在一定的湿度内,有利于玻璃表面 水分蒸发。过渡传输段l设在干燥段和旋转架之间, 起过渡传输的作用。设置旋转架的目的是翻转弯曲 的玻璃,玻璃曲面朝下便于下一道工序贴模。当玻 璃到达旋转架后,旋转架带动其翻转l 80。。过渡传 输2设置在旋转架后、贴模之前,也是起过渡传输 的作用。 玻璃清洗的工艺流程是:上片一高压水清洗一 吹干一过渡传输1-÷旋转_过渡传输2。玻璃首先被 送到上片段,经过上片段传输后,送入到清洗室,玻 璃被高压水清洗干净后,又被传输带送到干燥室被 高压空气吹干,然后经过过渡传输段l送到旋转架, 被旋转180。后送到过渡传输段2。
2控制系统的组成
根据上述控制要求,本文设计 的控制系统应具有以下功能:现场 数据采集、传输速度控制、水温控 制、水位控制和报警实现等。现场 数据采集包括:温度、传输速度、水 位信号等参数采集。传输速度的控 制通过变频器调速实现,变频器调 频采用模拟量给定方式l水温控制
通过PLC直接对温度模拟量进行~
Abstract:This
paper introduces design scheme,components,hardware equipment and software of control system of glass-cleaning machine based on PLC and touch screen.The
V旋转架
根据上述工艺流程,玻璃清洗机控制系统必须 满足以下控制要求: (1)玻璃在清洗段与干燥段传输过程中,速度 应可调,且能实时监测。 (2)为保证清洗的质量,水箱内的水温需控制 在45。一500。之间,否则应报警。水箱内水由加热器 加热,水温由热电阻温度传感器检测。 (3)水箱液面应控制在上下水位之间,超出范 围应及时报警。上下水位由液位传感器检测,如果 水位到达上水位,溢水阀应迅速打开。如果水位在 下水位以下,应及时开启补水阀。 (4)为便于清洗机检修,清洗机应既能实现自 动控制又能实现手动控制。 (5)因为玻璃表面是弯曲的,干燥段的风刀必 须能随玻璃的曲度进行调整。 (6)离心风机结束后,需延时一段时间,离心 风机的风门自动关闭,以达到节能的目的。
叫[二匾口
—一1塑鲨垦堡竺皇塑星塑l
l广===■■==
T—叫王堡皇堡塑皇垫旦垫I
l苎!竺查堕堑
是否超出下水位>-二—1
干燥结柬
N◆
补水阀关
报警补水阀开 传输段1开
延时1分钟i[壶 [巫望;
叫亘垂口_—]
一晤面孬百丽j翮
T
丽v警4,丽习应 一一l佃抽*±自
溢低于设定
—了一L—1r—
旋转段开始卜———叫旋转电机启动
段结束后,进行干燥段,程序根据玻璃在干燥段停 留的时间延时lmin左右自动关闭离心风机的风门。 干燥结束后,进入过渡传输段1,过渡传输电机启 动,把玻璃送入旋转架,旋转电机带动玻璃旋转,玻 璃每旋转一次转45。,旋转四次后,翻转180。,被 送到过渡传输段2。过渡传输段2电机在玻璃尚未完 全离开旋转架时低速运行,检测到玻璃完全进入过 渡传输段2时,过渡传输段2电机高速运行,提高 生产效率。 4.2触摸屏设计 触摸屏的软件设计采用了WinCC
骞、I违止訇矽化
基于PLC与触摸屏的玻璃清洗机控制系统设计
刘丽华1’2.李笑1
(1.广东工业大学机电工程学院.广东广州510006;2.广州铁路职业技术学院机电系。广东广州510430)
摘要:文章介绍基于PLC和触摸屏的玻璃清洗机控制系统的设计方案、系统组成、硬件配置和软件
结构。硬件主要由s7—300PLC和TPl 70B触摸屏构成,软件采用STEP7 V5.3应用软件包和