材料成型07-1班
材料成型工艺教学大纲
材料成型工艺MaterialFormingTechnology课程编号:07310060学分:6学时:90(其中:讲课学时:78实验学时:12上机学时:0)先修课程:材料成型原理、金属学及热处理、机械设计基础适用专业:材料成型及控制工程教材:《金属材料液态成型工艺》贾志宏编化学工业出版社2008年2月第1版《金属材料焊接工艺》雷玉成主编化学工业出版社,2006年8月第1版《冲压工艺与模具设计》牟林、胡建华主编.北京大学出版社2010年3月第2版开课学院:材料科学与工程学院一、课程的性质与任务:本课程是材料成型与控制工程专业的一门主要专业基础课。
本课程的任务是掌握金属液态成型工艺的方法、金属板料成形技术、焊接电弧及焊接方法等三大部分知识。
通过本课程的学习,了解常见的液态成型、板料成形、焊接工艺方法。
为学习有关专业课程、从事生产技术工作和管理工作打好热加工工艺知识基础;了解热加工的新工艺、新技术、新方法和发展趋势。
二、课程的基本内容及要求第一篇液态成型工艺绪论1基本内容金属液态成型工艺发展历史,液态成型工艺流程。
2教学要求了解铸造产业的发展概况;了解铸造生产的基本流程和工艺种类。
3重难点液态成型工艺的基本类型、流程及发展趋势。
第一章零件结构的铸造工艺性分析1基本内容(1)常用铸造方法的选择;(2)砂型铸造零件结构的工艺性分析;(3)特种铸造零件结构的工艺性分析。
2教学要求(1)了解各种铸造方法的特点;熟悉铸造方法选用的依据(2)掌握砂型铸造零件结构的工艺性分析方法;(3)熟悉特种铸造零件结构的工艺性分析方法。
3重难点铸造工艺性分析的方法和思路。
第二章砂型铸造工艺方案的确定1基本内容(1)工艺设计内容及流程;(2)砂型铸造工艺方案确定的基本原理;2教学要求(1)熟悉铸造工艺设计的依据、内容及流程;(2)掌握砂型铸造工艺方案制定的原理及方法。
3重难点(1)生产纲领、生产条件对工艺方案制定的影响;(2)分型面及浇注位置的确定。
材料成型基础课程设计

材料成型基础课程设计一、课程目标知识目标:1. 学生能理解并掌握材料成型的基本概念、分类及原理;2. 学生能了解不同材料成型技术的特点、适用范围及其在工业生产中的应用;3. 学生能掌握材料成型过程中常见质量问题及解决方法。
技能目标:1. 学生能运用所学知识,分析并解决材料成型过程中遇到的问题;2. 学生具备初步的材料成型工艺设计和优化能力;3. 学生能够熟练操作相关设备,完成简单的材料成型实验。
情感态度价值观目标:1. 学生培养对材料成型技术及其在工业生产中应用的兴趣,激发创新意识;2. 学生树立正确的质量观念,关注材料成型过程中的质量控制;3. 学生培养团队合作精神,提高沟通协调能力。
本课程针对高中年级学生,结合学科特点,注重理论知识与实际操作相结合。
在教学过程中,充分考虑学生的认知水平、兴趣和需求,采用案例教学、实验操作等形式,提高学生的实践能力和综合素质。
通过本课程的学习,使学生掌握材料成型基础知识和技能,为后续相关课程的学习打下坚实基础,同时培养其情感态度价值观,全面发展学生的能力。
二、教学内容1. 材料成型基本概念:介绍成型、材料成型定义,分类及其在制造业中的应用。
教材章节:第一章第一节2. 常用材料成型技术:讲解金属成型、塑料成型、陶瓷成型等常用技术及其特点。
教材章节:第一章第二、三节3. 材料成型原理:分析不同成型技术的原理,如压力成型、拉伸成型、注射成型等。
教材章节:第一章第四节4. 材料成型工艺及设备:介绍成型工艺流程,设备结构及其操作方法。
教材章节:第二章5. 材料成型质量控制:讲解成型过程中常见质量问题及解决方法,如收缩、变形、应力等。
教材章节:第三章6. 材料成型工艺设计与优化:分析工艺设计原则,介绍优化方法及实例。
教材章节:第四章7. 实践操作:组织学生进行简单材料成型实验,巩固理论知识,提高实际操作能力。
教学内容按照教学大纲安排,注重理论与实践相结合,确保学生在掌握基础理论知识的同时,能够进行实际操作,提高其解决实际问题的能力。
材料成型及控制工程专业就业前景和方向(自己经历)
材料成型及控制工程专业就业前景和方向(自己经历)一、背景简介(十几年汽车产品设计和模具设计)最近在网上看到很多同行说材料成型及控制工程专业(也叫模具专业)设计前途,担心模具专业不行了,工资待遇很低等等的焦虑。
我毕业十几年了,大学也是模具专业,经过多年的摸索和职场经历,想把自己的经验说一说,希望可以帮助同行的朋友。
同时也介绍自己如何从模具设计成功转型做汽车产品设计。
我相信这篇文章会给你解决心中的困惑,并且指明未来你的奋斗方向,我一直强调方向比努力重要10倍。
大家都很努力工作,只要方向选对了每天8小时上班,3到5年后自然做的很成功。
若方向选错了即使每天工作12小时,天天加班几年后仍然进步很小。
二、师傅建议做汽车产品设计更有前途(由模具设计转产品设计)我大学学的模具设计专业,毕业早年做汽车模具设计,后来在公司发现产品设计部门工资待遇比模具设计、工艺设计、工装设计高很多,很多产品设计科从外地挖过来的设计人才工资都是1万多(在2007年时候)当时很多了。
福利待遇都比其他科和部门高,是公司的核心人才,公司的宝贝。
后来工作久了才知道,汽车行业产品设计人才要求很高,技术含量高。
我们模具设计、工装设计、工艺设计都很羡慕产品设计科都是高高在上,其他部门和人员都是听从产品设计调遣都是服务产品设计的,他们是项目的技术总负责人在项目上和技术上,全力很大但是他们事情很多,一般人也应付不来,首先设计产品设计能力要好,同时可以带领团队从事开发,还要经常出差与客户对接项目,很能锻炼人,我也很羡慕这些人。
后来师傅和我说我还很年轻建议做汽车产品设计比做模具设计有前途,师傅说我工作十几年了不想动了,后来我思想就转变了,决定向汽车产品设计转。
三、转汽车产品设计2年多工资过万(2009年时候)UG-CATIA标新设计—合肥毕竟产品设计要求能力很多,模具设计对产品设计有帮助但是还远远不够,早期连曲面都做不好,设计结构也不会。
当时需要学设计软件UG或者CATIA,我之前在合肥上大学,这个软件很少有人培训,后来经过熟人介绍,说有一家项目实战培训很专业—好像是合肥标新。
材料成形CAE课程设计说明书
材料成形CAE课程设计说明书题目:汽车钣金件成形工艺CAE分析院(部):机械工程学院专业班级:材料成型1401学号:2014020501**学生姓名:***指导教师:陈国强、张利君、曹亮完成日期:2017年11月11日材料成形CAE课程设计任务书题目:汽车钣金件成形工艺CAE分析专业班级材料成型及控制工程1401姓名***学号2014020501**指导老师陈国强、张利君、曹亮一、目的通过本次课程设计,应使学生具备以下基本技能:(1)熟练掌握材料成形DYNAFORM软件的基本操作,灵活并综合运用该软件进行材料成形的工艺分析和参数确定。
(2)基于DYNAFORM软件分析汽车钣金件成形工艺,并进行工艺优化。
二、时间安排时间内容周一(上午)布置课题、查找资料、熟悉软件周一下午至周四课程设计,早晨8点以后到实验楼进行答疑,自带笔记本电脑。
周五上午整理资料,写课程设计说明书,成形过程仿真分析及结果归纳与总结周五下午提交报告书和光盘,答辩三、课程设计内容与要求材料为低碳钢(mild steel)“DQSK”,材料类型为36。
厚度为0.3-1.2。
利用DYNAFORM 软件对拉深成形过程进行计算机仿真分析,分析零件为汽车钣金零部件,完成以下任务与要求:1、按照尺寸要求建立UG模型,并在说明书中给出尺寸;2、毛坯尺寸及形状确定;3、拉深成形工艺分析;4、拉深过程模拟;5、拉深参数(拉伸速度、摩擦系数、压边力)、毛胚尺寸及拉延筋布置对成形过程和质量的影响规律分析;6、应力、应变分布、厚度分布;7、依据成形极限图分析零件起皱和开裂的趋势;8、确定最佳成形工艺参数;刻录光盘,用资料袋装订;四、课题安排汽车钣金件(UG 模型)的外形尺寸如下图所示,为做到一人一题,要求对模型上的尺寸进行调整,每位同学按照表中的要求重新建模(见表2要求),表1中的H、H1、R1、R2、R3、L 所表示的尺寸见图1:图1汽车钣金件模型表1:汽车钣金件UG 模型尺寸尺寸代码H H1R1R2R3L S1181230204080S218.512.535254580S3191330204075S419.513.535254575S5201430204080S61814.535254580S718.51530204075S81915.535254575S919.51630204080S102016.535254580表2UG 模型尺寸安排表R1HH1R2R3L五、格式规范要求1.目录页:按三级标题编写,要求层次清晰,且要与正文标题一致;2.正文部分(1)排版格式:用A4纸打印,正文用宋体小四号字,版面上空2.2cm,下空2.2cm,左空2.5cm(包括装订线),右空2.5cm。
材料成型原理(上)考试重点复习题2
材料成型原理(上)考试重点复习题2(第⼀章)班级:姓名:学号成绩:座位:第排,左起第座1、偶分布函数g(r)物理意义是距某⼀参考粒⼦r 处找到另⼀个粒⼦的⼏率,换⾔之,表⽰离开参考原⼦(处于坐标原点r=0)距离为r 位置的数密度ρ(r)对于平均数密度ρo (= N/V )的相对偏差。
2、描述液态结构的“综合模型”指出,液态⾦属中处于热运动的不同原⼦的能量有⾼有低,同⼀原⼦的能量也在随时间不停地变化,时⾼时低。
这种现象称为能量起伏。
3、对于实际⾦属及合⾦的液态结构,还需考虑不同原⼦的分布情况。
由于同种元素及不同元素之间的原⼦间结合⼒存在差别,结合⼒较强的原⼦容易聚集在⼀起,把别的原于排挤到别处,表现为游动原⼦团簇之间存在着成分差异。
这种局域成分的不均匀性随原⼦热运动在不时发⽣着变化,这⼀现象称为浓度起伏。
4、粘度随原⼦间距δ增⼤⽽降低,随温度T 上升⽽下降,合⾦元素的加⼊若产⽣负的混合热H m ,则会使合⾦液的粘度上升,通常,表⾯活性元素使液体粘度降低。
5、两相质点间结合⼒越⼤,界⾯能越⼩,界⾯张⼒就越⼩。
两相间的界⾯张⼒越⼤,则润湿⾓越⼤,表⽰两相间润湿性越差。
6、液态⾦属的“充型能⼒”既取决于⾦属本⾝的流动性,也取决于铸型性质、浇注条件、铸件结构等外界因素,是各种因素的综合反映。
流动性与充型能⼒的关系可理解为前者是后者的内因。
7、作⽤于液体表⾯的切应⼒τ⼤⼩与垂直于该平⾯法线⽅向上的速度梯度的⽐例系数,以η表⽰,通常称为动⼒学粘度。
要产⽣相同的速度梯度dV X /dy ,液体内摩擦阻⼒越⼤,则η越⼤,所需外加剪切应⼒也越⼤。
粘度η的常⽤单位为 Pa ·s 或mPa ·s 。
8、铸型的C 2、ρ2、λ2越⼤,即蓄热系数b 2(2222ρλC b =)越⼤,铸型的激冷能⼒就越强,,⼜增⼤T ,所以f max 减⼩;同时固液阶段时间延长,所以钢铁材料中S 、O ⾼则热裂纹容易形成。
【材料成型工艺学 下】大作业分组
读万卷书 行万里路1材料成形工艺学(下)大作业分组名单序号 班级 组长 组员 题目编号1 1301 李牧之20132193 程海林20132186 赵雪超20132173高源20132216 张文卓20132182文爱家2013218021301李京航 20132160解楠 20132159刘梓煊 20132163 罗锋 20132164罗文作 201321653 1301 袁伟男20132204 葛旺旺20132217 宋鹏20132196 席培根20132200 赵亮201322054 1301 张治洲 20132171 高晗20132157 肖磊 20132168 徐爱家 201321695 1301 龚汐淮20132218 关志宽20132219 杨春柳20132211 王珂珂20132210 秦洋阳20132207王祺201321786 1302 蔡沅良20132247 陈广冉20132248 邓浩20132251 李斌余20132255 黄朝新20132254 伍汝杰20132261 7 1302 邓玉荣20132358 王菁20132272 张迪20132213 刘宇彤20132332 赵旭男20132336 康佳20132270 8 1302 张翔20132264 赵春尧20132265 赵斯蕾20132266 胡南20132190 王文卿201322609 1302肖宇20131755孙艳涛20131748 李昆锦20132288 陈君谋20132277 艾晓东20122304 于立波20132262101302 赵子威20132235张伦齐20132234 任辉鹏20132227张斌20132232 罗永贵20132224读万卷书 行万里路211 1302 李晨东20132256 高伟清20132252 胡俊杰20132253 刘迎秀20132259 吴昊20132230 于世宝20132231 12 1303 任景贺20132316 李然20132314梁冰20132315杨松潭20132294王睿建20132292 徐志久2013229313 1303 郭子扬20132311崔春园 20132308 黄炎琦20132312 刘鸿志20132289王明好20132392 杨 婧 20132395 14 1303 刘洪旭20132344 李超20132342 李旭东20132343 欧阳剑20132345 王宛玉20132393 闫伟20132423 15 1303 陈子颖 20132338 甘露20132339 周正20132326 叶家鸣20132323 严亮20132321高世野2013230916 1303 金赫20132284 霍东20132282 靳凯20132285蒋涛20132283金厦琦20110389 蔡印2012233717 1304 弓翔20132399伍焯铿20132349胡浩然20132371 富少东 20132370张通 20132383181304汤若梅 20132422杨梦奇 20132354 赵辰 20132385 蔡圣 20132397张阳 20132384杨佩霖 2013238019 1304 曹琦 20132367 杨玉青 20132355陈睿哲 20132368韩翔宇 20122407 付国栋 2012240520 1304 汤士军20132374 迟来20132369 罗如君20132373 王立朋20132377 韦铭阳20132379 徐福根20132353 21 1304 王元萌20132394 宁可20132421 张天宇20132356 王钧琨 20132376221305 张志恒20132445张钊玮20132444朱义轩20132446杨敬宽20132440张睿亭20132443张家运20132442。
实习报告
实习报告专业班级:材料成型及控制工程09-6班报告人:刘伟伟(20091894)报告时间:2012年3月27日一、实习目的这次实习可以让我们近距离接触与专业相关的设备以及如何进行专业的生产,也是为了让我们可以把实际生产和我们这所学的专业原理进行很好地结合,增加对专业知识的理解和应用能力。
二、实习时间与地点在2012/3/12—2012/3/25的两周时间内,我们在以下一系列的公司内进行生产实习,分别是安徽安凯福田车桥有限公司、合肥合力叉车股份有限公司铸锻厂老厂、合肥科振实业发展有限公司、合肥美菱股份有限公司、合肥锻压机床有限公司、皖西机械厂(神剑集团)、合肥合力叉车股份有限公司铸锻厂新厂、校锻压实验室。
三、实习内容首先进行的是生产实习动员大会,经过各位老师对我们即将去实习的公司的介绍我们对实习都有了那么一点点的期待。
1.安徽安凯福田曙光车桥有限公司(2012.3.14):安徽安凯福田曙光车桥有限公司是由安徽安凯汽车股份有限公司、北汽福田汽车股份有限公司、辽宁曙光汽车集团股份有限公司三大上市品牌公司共同创立的专业生产车桥产品的公司。
公司拥有德国曼-斯太尔前、中、后桥生产能力和技术;欧洲轮边减速驱动桥和高速客车单级驱动桥先进车桥技术;韩国现代单级中后驱动桥的先进车桥技术。
以及利用真空电子束焊,二氧化碳气体保护焊,双头埋弧焊,摩擦焊等多种焊接方式进行汽车后桥生产。
其公司主要工艺电子束焊接是利用加速和聚焦的电子束轰击置于真空或非真空的焊件所产生的热量进行焊接的方法。
其公司另外一种重要的工艺摩擦焊接利用工件端面相互摩擦产生的热量使之达到塑性状态,然后顶锻完成焊接的方法,一般生产流程由电动机带动一个工件旋转,同时把另一工件压向旋转工件,使其接触面相互摩擦产生热量和一定塑性变形,然后停止旋转,同时施加顶锻压力完成焊接。
焊接质量与转速、摩擦时间、摩擦压力、顶锻压力和工件顶锻变形量有关。
摩擦焊接设备2.合肥合力叉车股份有限公司铸锻厂(2012.3.15和2012.3.22)合肥铸锻厂隶属于安徽叉车集团公司,是集团公司的核心企业,是安徽省铸造专业化生产厂。
材料成型复习题及答案
2—1 判断题(正确的画O,错误的画×)1.浇注温度是影响铸造合金充型能力和铸件质量的重要因素.提高浇注温度有利于获得形状完整、轮廓清晰、薄而复杂的铸件.因此,浇注温度越高越好. (×)2.合金收缩经历三个阶段。
其中,液态收缩和凝固收缩是铸件产生缩孔、缩松的基本原因,而固态收缩是铸件产生内应力、变形和裂纹的主要原因. (O)3.结晶温度范围的大小对合金结晶过程有重要影响。
铸造生产都希望采用结晶温度范围小的合金或共晶成分合金,原因是这些合金的流动性好,且易形成集中缩孔,从而可以通过设置冒口,将缩孔转移到冒口中,得到合格的铸件. (O)4.为了防止铸件产生裂纹,在零件设计时,力求壁厚均匀;在合金成分上应严格限制钢和铸铁中的硫、磷含量;在工艺上应提高型砂及型芯砂的退让性。
(O)5.铸造合金的充型能力主要取决于合金的流动性、浇注条件和铸型性质.所以当合金的成分和铸件结构一定时;控制合金充型能力的唯一因素是浇注温度。
(×)6.铸造合金在冷却过程中产生的收缩分为液态收缩、凝固收缩和固态收缩.共晶成分合金由于在恒温下凝固,即开始凝固温度等于凝固终止温度,结晶温度范围为零。
因此,共晶成分合金不产生凝固收缩,只产生液态收缩和固态收缩,具有很好的铸造性能。
(×)7.气孔是气体在铸件内形成的孔洞.气孔不仅降低了铸件的力学性能,而且还降低了铸件的气密性。
(O)8.采用顺序凝固原则,可以防止铸件产生缩孔缺陷,但它也增加了造型的复杂程度,并耗费许多合金液体,同时增大了铸件产生变形、裂纹的倾向. (O)2—2 选择题1.为了防止铸件产生浇不足、冷隔等缺陷,可以采用的措施有( D).A.减弱铸型的冷却能力;B.增加铸型的直浇口高度;C.提高合金的浇注温度;D.A、B和C;E.A和C.2.顺序凝固和同时凝固均有各自的优缺点。
为保证铸件质量,通常顺序凝固适合于( D),而同时凝固适合于(B)。
材料成型实习报告七篇
材料成型实习报告七篇材料成型实习报告篇1实习的目的:这学期学校给了我们三次的认识实习机会,去工厂参观、学习,这次实习对于我们材料成型与控制工程专业的学生具有重要意义。
在这次实习中,我们分别参观了湖大三佳模具工程有限公司、湖南第三机床场、湖南路路通塑业股份有限公司,在这次实习中,通过参观各个工厂,我们在带队老师的讲解和向现场工人请教的过程中,从而使我们更深入、感性地了解到一些机床设备,零件加工的工艺流程,并把所学的理论知识与工厂的实际作业结合起来,这让我们对于我们的专业知识有了更加深刻的理解与掌握,为今后的学习或者实习打下了坚实的基础。
在这次实习中,我们学习到的工艺有消失模铸造、锻压、砂型铸造工艺、金属型铸造工艺、挤压铸造等工艺。
通过认识实习,我们深刻感受到车间的气氛,环境与工作条件,同时也让我们感受到工人的心情以及他们的工作需求,使我们更清醒地认识到肩负的责任。
同时我们也认识到自己在专业知识方面的缺陷与不足,认识到了理论与实际的差距,让我们可以更好的弥补自己的缺陷。
对我们这些未出社会的学生来说,在短短的几天内,我们以前学的理论知识经历了一次历练,我们思想认识也一次次地被刷新,视野也慢慢地开阔起来,更加深刻的认识到自己的不足,与现今的生产条件与状况。
实习的内容:(1)我们在11月25号参观了湖南三家模具工程有限公司。
湖大三佳(湖南)模具工程有限公司是以设计和制造汽车覆盖件模具、检具、夹具为主的高新技术企业,同时也是湖南大学产学研基地产业化生产的重要组成部分。
该公司已形成了从整车外形、改型设计、逆向设计到产品结构设计,模具、检具、夹具设计与制造、车身结构强度分析,板料成型CAE分析、及复杂机械产品的CAM加工,产品样件的泡沫制作,机械产品的检测等成套设计、制造能力。
公司目前的产品主要有汽车覆盖件及大型家用电器冲压件模具、焊接夹具、检具和其它模具的设计与制造,冲压模具包括拉延模、切边模、冲孔模、翻边模、整形模等复合模具;同时拥有汽车车身造型、结构设计、逆向工程方面丰富的研究开发经验。
材料成型及控制工程开设课程

材料成型及控制工程开设课程
材料成型及控制工程是一门综合性课程,旨在培养学生对材料成型过程和相关控制技术的理论知识和实践技能。
该课程主要包括以下几个方面的内容:
1. 材料成型基础知识:介绍各种常见的材料成型技术,如注塑成型、压力成型、挤出成型等。
学生将学习各种成型工艺的原理、特点、应用范围和基本工作原理。
2. 材料成型过程控制:探讨材料成型过程中的各种控制方法和技术,如温度控制、压力控制、速度控制等。
学生将学习如何利用传感器和控制器来实现对材料成型过程的精确控制和调节。
3. 材料成型模具设计:介绍材料成型中常用的模具设计原理和方法。
学生将学习如何根据不同的成型工艺和产品要求设计出合适的模具结构和尺寸。
4. 材料成型质量控制:讨论材料成型过程中的质量控制方法和技术,如尺寸测量、缺陷检测、表面光洁度检测等。
学生将学习如何通过合适的质量控制措施,保证成型产品的质量和性能。
5. 现代材料成型技术:介绍一些新兴的材料成型技术,如激光制造、三维打印等。
学生将了解这些技术的原理、应用和发展趋势。
通过学习材料成型及控制工程,学生将掌握材料成型的基本原理和工艺方法,了解现代材料成型技术的发展动态,培养对材
料成型过程和质量控制的技术分析和问题解决能力。
这门课程对于从事材料成型和工艺控制领域的工程师和研究人员具有重要的实际应用价值。
班级 确定积极分 哈尔滨工业大学党校
无
13654589626
86410651
是
是
吕凤工 男 19881226 本科在读 20080226 20080606
无
13654588481
86410695
是
是
玄昌吉 男 19870324 本科在读 20080226 20080606
无
13936284699
86410695
是
是
朱璇 女 19860422 本科在读 20060930 20071124
无
13674661043
86410674
是
是
刘元超 男 19870722 本科在读 20080510 20080606
无
13674662476
86410673
是
是
王声函 男 19881223 本科在读 20061007 20071124
无
13836017029
86410667
是
是
孙松柏 男 19880109 本科在读 20071031 20071124
无
13674666032
86410670
是
是
上官芸娟 男 19871213 本科在读 20060930 20071124
无
15846525808
86410424
是
是
李靖 男 19861005 本科在读 20061006 20080606
无
13212807809
86410948
是
是
麦成乐 男 19860102 本科在读 20061010 20080606
是
高小宇 男 19881218 本科在读 20060915 20071124
材料成型及控制工程专业1-7学期课程安排
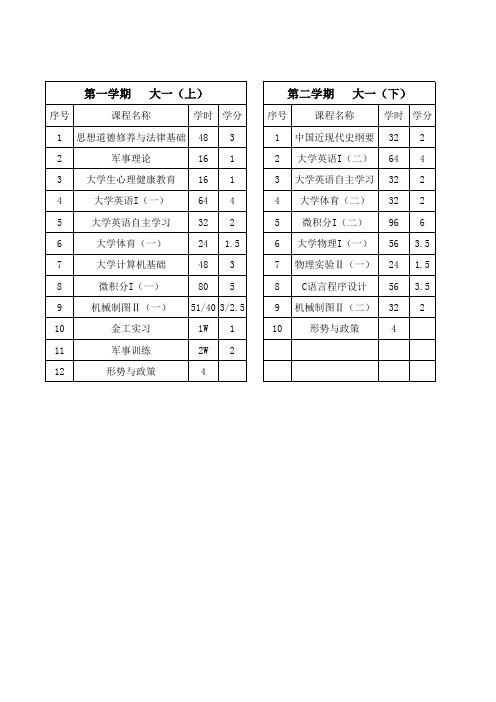
课程名称 Proe三维设计 工程传热学 机械设计 流体力学 机械制造技术基础
课程名称 消失模与V法铸造 材料成型过程数值模拟 塑料模具设计 Proe模具设计 青铜文化与艺术铸造 金属学及热处理(二) 工程测试基础 材料成型理论基础 液压与气压传动 材料连接成型综合实验 固态金属塑性成型综合实验 塑料注射成型综合实验 液态金属成型综合实验 生产实习
51/40 3/2.5 1W 2W 4 1 2
第三学期
序号 1 2 3 4 5 6 7 8 9
大二(上)
学时 学分 48 64 32 40 48 56 24 56 32 40 4 3 48 3 4 2 2.5 3 3.5 1.5 3.5 2 2.5 序号 1 2 3 4 5 6 7 8 9 10 11
课程名称 思想道德修养与法律基础 军事理论 大学生心理健康教育 大学英语I(一) 大学英语自主学习 大学体育(一) 大学计算机基础 微积分I(一) 机械制图Ⅱ(一) 金工实习 军事训练 形势与政策
课程名称 中国近现代史纲要 大学英语I(二) 大学英语自主学习 大学体育(二) 微积分I(二) 大学物理I(一) 物理实验Ⅱ(一) C语言程序设计 机械制图Ⅱ(二) 形势与政策
10 复变函数与积分变换 11 12 形势与政策 电路理论
第五学期
序号 1 2 3 4 5 6 7 8 9
大三(上)
学时 学分 32 32 32 32 32 2 2 2 2 2 2.5 2 2 2.5 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14
第六学期
大三(下)
学时 32 40 40 32 32 40 40 48 32 8 8 8 8 3W
第一学期
序号 1 2 3 4 5 6 7 8 9 10 11 12
Q235-A ahd 1Cr18Ni9Ti
焊接工艺说明书材料成型及控制工程专业(焊接方向)课程设计学生姓名田甜专业班级成型07-1 专业方向焊接所在院系材料科学与工程学院指导教师完成日期2011 年月日焊接工艺评定报告说明书一、任务描述按给定的基本母材Q235-A和1Cr18Ni9Ti设计压力容器筒体连接Ⅱ处的焊接接头型式及坡口型式,选择合适的焊接方法及焊接材料,根据自我选择的焊接材料选定熔合比,计算熔敷金属的各元素的含量,并计算出焊接材料的消耗重量,最后完成Ⅱ处的一项可用于实际生产中PQR报告书。
二、母材的化学成分及力学性能1.母材Q235-A和1Cr18Ni9Ti简介焊接接头为异种焊接材料Q235-A+1Cr18Ni9Ti,Q235-A尺寸为直径2200mm,厚度为26mm,1Cr18Ni9Ti尺寸为直径600mm,厚度30mm。
Q235-A钢板的化学成分和力学性能见表1和表2。
表1 Q235C钢板化学成分(Wt:%)C Si Mn P S Cr Ni Mo0.14~0.22 ≤0.300.30~0.65 ≤0.045≤0.050———表2 Q235-A钢板力学性能交货状态钢板厚度σb/Mp σs/Mp δ5/% 温度/°C Akv/J Q235-A 热轧26 375~500 ≥225 ≥25 ——1Cr18Ni9Ti钢板的化学成分和力学性能见表3和表4。
表3 1Cr18Ni9Ti钢板化学成分(Wt:%)C Si Mn P S Cr Ni Ti≤0.1 2 ≤1.00≤2.00≤0.035≤0.03017.00~19.008.00~11.005(C%-0.02)~0.80表4 1Cr18Ni9Ti钢板力学性能交货状态σb/Mp σs/Mp δ5/% ψ%1Cr18Ni9Ti淬火541~790 196~510 40~81 55~79.5三、焊接方法、焊接材料的选择3.1 母材焊接性分析3.1.1 国际焊接学会推荐碳当量计算公式:Ceq=C%+1/6Mn%+1/5(Cr%+Mo%+V%)+1/15(Cu%+Ni%)3.1.2 Q235-A焊接性能Q 235-A属于普通碳素钢,其碳、硅、锰质量分数都很低,强度不高,钢材本身又有良好的塑性,Q235-A强度和塑性有较好的配合,没有淬硬倾向。
成型07-1王智文献综述(修订)
辽宁工程技术大学本科毕业(论文)文献综述题目Zn-Al-Mn-Cu-Ni合金的热处理工艺研究指导教师刘敬福院(系、部)材料科学与工程学院专业班级成型07-1学号0708020124姓名王智日期2011年3月15日摘要:回顾了锌铝合金的发展历史,介绍了锌铝舍金的成分、组织及性能特点,重点详述了合金元素的作用和采用正交分析法研究了热处理工艺对合金力学性能的影响。
关键字:锌铝合金;合金元素;热处理工艺;ZA35合金;力学性能0 引言锌铝合金具有高的强度和硬度、良好的耐磨减摩性能、原材料与制造成本低廉等优点以及其他一些独特的性能(如碰撞时不产生火花,无磁性等),用其替代铝合金甚至铜合金具有明显的经济性,同时,该合金熔点低,耗能少,成本低廉,成型方便,适用于多种铸造方法,因此具有很强的市场竞争力。
但是,锌铝合金也存在塑韧性差、尺寸稳定性低、工作温度低、抗蠕变能力差、耐蚀性差等缺点。
多年来,人们为克服这些缺点以便提高锌铝合金的综合性能,扩大其应用范围进行不懈努力。
目前,锌铝合金在美、加、德、英、日、俄等工业发达国家均得到广泛应用,我国的开发应用也在迅速推广。
1 锌铝合金的特点锌是具有低熔化温度(419 ℃),低汽化温度(906 ℃)及高密度的金属,晶体点阵为六方点阵,无同素异构转变。
纯锌具有高的塑性和低的强度,难以满足工程上的要求,因此在应用中常加入强化元素。
目前,常用的锌铝合金包括三种:ZA8、ZA12、ZA27。
ZA27合金的铸态组织一般是由树枝状白色或灰色的固溶体+灰色的片状共析产物+沿晶界呈网状和粒状分布的ε相(含铜相)组成的。
锌铝合金的性能特点主要表现在以下几个方面[1]:1)锌铝合金具有较高的力学性能,其中ZA27合金的强度几乎超过所有常用铸造有色合金,同时仍保持了良好的塑性和韧性[2]。
2)锌铝合金具有良好的耐磨性能,其摩擦系数低于或相当于锡青铜,但磨损率、摩擦表面的温升等均明显低于锡青铜,使用寿命比锡青铜长3~5倍,因此,特别适用于重载、中、低速的工作条件(速度不大于7.8 m/s)。
毕业设计-再热复合阀体铸造工艺设计
毕业设计-再热复合阀体铸造工艺设计再热复合阀体铸造工艺设计专业:材料成型及控制工程班级:2007级1班姓名:单景威目录摘要 (3)引言 (7)1内汽缸参数与主要技术要求 (9)1.1设计参数: (9)1.2主要技术要求: (10)2 铸造工艺设计方案 (11)2.1 零件结构的铸造工艺性分析: (11)2.1.1铸造工艺对零件结构的要求: (11)2.1.2为简化铸造工艺改进零件结构方法: (12)2.2 砂型铸造方法的分类与选择 (12)2.3 铸造工艺方案的确定 (13)2.3.1浇注位置的确定 (13)2.3.2分型面的确定 (15)2.4 砂芯设计 (17)2.4.1砂芯的固定和定位 (19)2.4.2芯头的设计 (19)2.4.3砂芯的排气 (20)2.5 冒口和冷铁设计 (21)2.5.1概述 (21)2.5.2铸钢件冒口设计 (22)2.5.3冷铁的设计: (26)2.6 浇注系统的设计 (29)2.6.1浇注系统的作用 (30)2.6.2对浇注系统的基本要求 (31)2.6.4浇注系统类型及特点 (34)3.铸造工艺设备设计 (35)3.1模样 (35)3.2砂箱 (35)3.2.1砂箱的选择和设计 (35)3.2.2砂箱尺寸 (35)3.2.3砂箱设计 (36)3.3定位方式 (36)4.铸钢件缺陷的分析与防止 (36)5.铸件铸造过程的温度模拟比较 (38)结论 (40)致谢 (42)参考文献 (43)随着科学技术的发展,要求金属铸件具有高的机械性能和尺寸精度,满足某些性能,如耐高温、耐磨等,同时要求铸件产量大,成本低。
一个铸件必须经过许多工序才能完成,从各种原材料准备开始,直到造型、制芯、合箱、浇注、落砂及清理为止,整个工艺过程都实行科学的操作,才能有效的控制铸件的形成,达到优质高产的效果。
铸件在生产之前,首先应编制出控制该铸件生产工艺过程的技术文件,称为铸造工艺设计。
铸造工艺设计是生产的指导性文件,因此,铸造工艺设计的好坏,对铸件的质量、生产率及成本起着很大的作用。
应用型本科院校材料成型专业控制类课程群建设

应用型本科院校材料成型专业控制类课程群建设摘要:本文介绍了材料成型及控制工程专业的概况和发展,以及新形势下材料成型及控制工程专业面临的问题。
针对应用型本科院校和企业对材料成型及控制工程专业提出的新要求,阐述了材料成型专业控制类课程的重要性,探讨了具有材料成型特色的控制类课程群的建设思路。
关键词:控制类课程;材料成型专业;应用型本科院校材料成型及控制工程专业(以下简称“成型专业”)是普通高等学校机械类本科专业,一般开设在材料学院或机械学院。
成型专业本科生毕业后可进入钢铁工业、装备制造业、汽车制造业、机械加工业等领域,从事与合金铸造、轧制、冲压等相关的设计生产工作。
材料成型及控制工程是一门融合机械、材料等多学科的复合型工程技术专业,其应用范围广泛,技术综合性强,旨在培养掌握铸造、焊接、压力加工等成型工艺知识,以及熟悉材料成型设备的工作原理和机械控制技术的学生,以期达到将材料成型工艺技术与设备控制技术有机结合的目的。
材料成型专业学生因同时具备成型工艺专业知识和控制技术,在工业生产中可持续对现有的成型控制技术进行改进和创新[1]。
1.成型专业面临的新问题目前钢铁生产等加工制造业越来越走向大型化、连续化、智能化,急需技术人员掌握装备自动控制的知识和能力。
在现场,材料成型工艺装备的控制由自动化专业的技术人员负责操作和维护,但是自动化相关专业的本科生很难深入掌握材料成型工艺的相关知识,而材料成型专业的学生又很少具备设备控制的必要理论和专业知识,导致毕业生很难快速满足生产对复合型人才的需求。
因此,如何让材料成型专业毕业生对控制技术相关的基础知识进行系统学习,以适应制造业的自动化、智能化生产,这是相关行业企业共同面临与亟待解决的问题[2]。
随着《国家教育事业发展“十三五”规划》的出台,使得应用型本科院校的发展成为当前高等教育体系的一项关键性改革,应用型本科院校必须重新审视其专业发展方向,将重点放在解决实际问题上,以便培养能够胜任实际工作所必须具备的高素质、具有创新能力和实践能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内蒙古工业大学发展新团员、转入组织关系团员年度登记表
学院:材料科学与工程学院团总支: 材料成型07-1班年月日
姓名性
别民
族
籍贯出生年月入团时间入团地点和单位组织关系
转入时间
转来组织
关系团委
团证编号
赵欣男汉河北1989-09-05 2000 锡盟东乌旗小学2007 锡盟二中
诸葛瑞杰男汉河北
1987-09-01 2004 集宁师范附中2007 集宁师范
附中
杨东男汉内蒙古1987-4-24 2002 包头哈业脑包中
学
2007 包头九中张向江男满内蒙古1988-10-15 2003 凉城一中2007 凉城一中靳光超男汉内蒙古1987-9-15 2002 包头十九中学2007
马春明男汉内蒙古1987-7-20 2000 八里罕初中2007 八里罕初
中
杨建英女汉内蒙古1987-10-8 2000 清水河职中2007 和林一中李春波女汉内蒙古1988-3-12 2003 乌丹一中2007 乌丹一中刘芳女汉内蒙古1987-7-30 2002 交家沟中学2007 柳林一中
胡荣女汉内蒙古1987-03-17 2000 鄂尔多斯第三中
学2007 鄂尔多斯
第三中学
王莎莎女蒙内蒙古1989-11-20 2003 前旗五中2007 前旗一中王鑫男汉内蒙古1987-7-21 2001 乌前旗长胜中学2007 前旗一中屈茹女蒙内蒙古1988-12-16 2003 纳林职业2007 鄂尔多斯赵嵘斌男汉内蒙古1989-03-26 2001 商都县第二中学2007 集宁一中高健男汉内蒙古1986-03-14 2000 达旗第八中学2007 达旗一中菅婷女汉内蒙古1988-7-9 2002 五原二中2007 五原一中
院金龙男汉内蒙古1987-4 2000 内蒙古乌海市第
二中学2007-9-9 乌海市一
中
060422619
赵强男汉内蒙古1986-7-4 2002 布尔陶亥职业中
学2007-9-9 鄂尔多斯
一中
080000325
贾志文男汉内蒙古1986-6-24 2000 内蒙古丰镇市第
六中学2007-9-9 内蒙古丰
镇市第六
中学
段风帅男汉山东1987-9-13 2000 山西省龙源中学2007-9-9 山西省龙
源中学
王国军男汉甘肃1985-6-11 2001 甘肃省民勤县泉
山完全中学2007-9-9 甘肃省民
勤县泉山
完全中学
吕志槟男汉内蒙古1986-7-6 2000 内蒙古赤峰市浩
尔吐中学
2007-9-9 林东一中李鹏男汉陕西1986-8-16 2001 陕西省石河中学2007-9-9 榆林中学武雷强男汉河南1987-3-22 2002 河南省二高2007-9-9 河南省二
高
李晓锡男汉河北1987-4-22 2001 河北省冀州市官
中
2007-9-9 衡水二中孙明飞男汉北京1987-2-1 2001 包头市铁路一中2007-9-9 中山中学
张飞男汉山西1985-2-24 2001 山西省偏关县中
学2007-9-9 偏关县中
学
张哲维男蒙山西1990-12-15 2001 内蒙古四子王旗
一中2007-9-9 内蒙古四
子王旗一
中
郝帅男汉内蒙古1987-10-21 2001 内蒙古乌拉特前
旗2007-9-9 乌前旗一
中
宝泉男蒙内蒙古1988-8-27 2000 通辽市库伦旗一
中2006 通辽市库
伦旗一中
包苏迫男蒙内蒙古1988-2-8 2001 通辽市扎旗蒙二
中2006 通辽市扎
旗蒙中
莫日根女蒙内蒙古1987-12-4 2001 海斯改中学2006 甘旗卡一
中
高勇利男汉内蒙古凉城县1988-9-26 2005 内蒙古凉城县2007-9-9 内蒙古凉
城县
刘超男汉内蒙古1989-4-20- 2002 武川二中2007-9-9 武川二中宋强男蒙内蒙古1988-12-10 2000 锦山中学2007-9-9 锦山中学
高健男汉山西省1987-12-29 2004 呼和浩特第七中
学2007-9-9 呼和浩特
第七中学
乔龙男汉内蒙古1989-2-7 2004 前旗一中2007-9-9 前旗一中
共青团内蒙古工业大学委员会制。